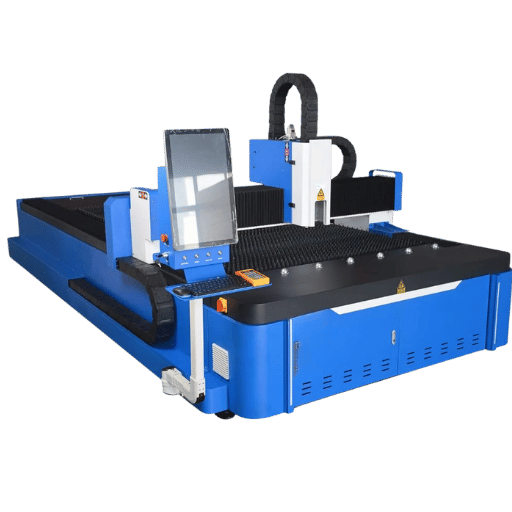
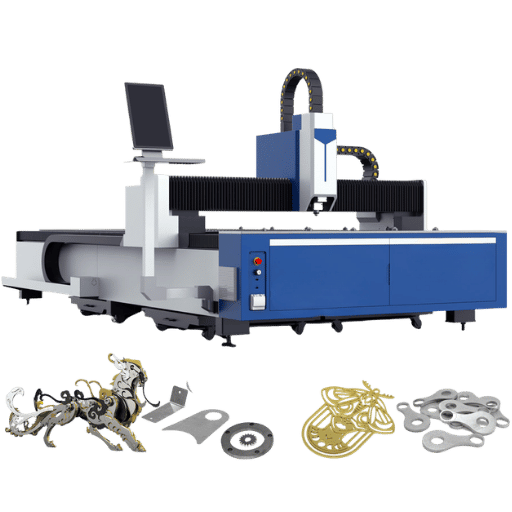
A fiber lasersnijmachine Het is een industrieel CNC-gereedschap dat gebruikmaakt van een krachtige ytterbiumvezellaserstraal met een golflengte van ongeveer 1.06 µm, in combinatie met een hogedruk-hulpgas, om metaal te smelten en uit een smalle snede te blazen. Of u nu uw eerste werkstuk op maat maakt... laser metalen snijmachine Of u nu een versleten plasmatafel wilt vervangen of niet, de beslissing hangt af van vier factoren: het vermogen, de dikte van het metaal, het gebruikte gas en de werkelijke kosten over een periode van vijf jaar. Deze gids beantwoordt al deze vragen met behulp van gecontroleerde fabrikantgegevens en de veiligheidsnormen die voor deze machines gelden.
Specificaties: Fiberlasersnijmachine
| Straalbron | Ytterbium-gedoteerde vezellaser (vastestoflaser) |
| Golflengte | ~1,060–1,080 nm (1.06 µm, nabij-infrarood) |
| Vermogensbereik | 1 kW (instapmodel) tot 30 kW (ultragevermogen) |
| Bedmaten | 3015 (1.5×3 m / 4×8 ft) tot 6020 |
| Hulpgassen | Zuurstof (koolstofstaal), stikstof (roestvrij staal/aluminium), perslucht (dunne plaat) |
| Stroomvoorziening | 3-fasen 220 V / 380 V industrieel |
| Veiligheidsklasse | Gesloten Klasse 1 volgens FDA 21 CFR 1040.10 / IEC 60825-1 |
Is een fiberlasersnijmachine de juiste keuze voor uw bedrijf?
Een fiberlasersnijmachine bewijst zijn waarde wanneer u in eigen huis grote hoeveelheden plaat- of buismetaal snijdt en strakke randen wilt zonder een nabewerking. De machine verdient zich het snelst terug voor bedrijven die het snijden momenteel uitbesteden of een plasmasnijder gebruiken die constant geslepen moet worden. Als u hout, acryl of andere niet-metalen snijdt, is een CO2-systeem een betere keuze, omdat de golflengte van de fiberlaser reflecteert op de meeste niet-metalen en is afgestemd op absorptie door metaal.
Mechanisch gezien, elke cnc-vezellaser De snijplotter deelt dezelfde architectuur: een fiberlaserbron, een straalcollimator, een snijkop met een focusseeroptiek en gasmondstuk, en een CNC-bewegingssysteem dat de X-, Y- en Z-assen aandrijft. Een fundamenteel patent voor het snijden van plaatmetaal met een fiberlaser (WO2009016645A2) beschrijft precies deze keten. De optische vezel fungeert zowel als versterkingsmedium dat het licht versterkt als als kabel die het transporteert. Daarom zijn vezellasers compact en hebben ze veel minder afstelling nodig dan de spiegelgebaseerde CO2-lasers die ze hebben vervangen. Voor de fysica van de straal zelf, zie onze inleiding over wat een fiberlaser is.
Voordat u op zoek gaat naar een machine met het juiste vermogen, noteer dan het dikste onderdeel dat u in de praktijk bewerkt en van welk metaal het is gemaakt. Die ene regel bepaalt 80% van de specificaties van uw machine. Kopers die alleen voor incidentele dikke klussen een machine kiezen, geven vaak te veel geld uit aan een machine die het grootste deel van het jaar niet gebruikt wordt.
Hoeveel laservermogen heb je nodig? De snijmatrix van watt naar dikte.
De meeste kopers hebben veel minder vermogen nodig dan de brochures suggereren. Een 1.5 kW fiberlaser snijdt koolstofstaal tot ongeveer 12 mm en roestvrij staal tot 5 mm nauwkeurig; een machine van 3 kW haalt ongeveer 20 mm koolstofstaal en 10 mm roestvrij staal. Vermogen bepaalt de dikte en snijsnelheid, niet de precisie; een machine van 1 kW en een van 12 kW snijden een onderdeel van 2 mm met dezelfde tolerantie.
Het Snijmatrix van watt naar dikte Onderstaande tabel bundelt gepubliceerde zaagtabellen van verschillende fabrikanten in één gecontroleerd naslagwerk.
| laservermogen | Koolstofstaal (O₂) | Roestvrij staal (N₂) | Aluminium (N₂) | Messing / koper | Typische rol |
|---|---|---|---|---|---|
| 1.0 kW | 8 – 10 mm | 3 – 4 mm | 3 – 4 mm | 2 – 3 mm | Dunne plaat, bewegwijzering |
| 1.5 kW | 12 mm | 5 mm | 4 mm | 4 mm | Toegang / lichte fabricage |
| 2.0 kW | 16 mm | 8 mm | 6 mm | 5 mm | Veelzijdige werkplaats |
| 3.0 kW | 20 mm | 10 mm | 8 mm | 8 mm | Commerciële sweet spot |
| 4.0 kW | 22 mm | 12 mm | 10 mm | 8 mm | Hogere doorvoer |
| 6.0 kW | 25 mm | 16 mm | 12 mm | 10 mm | Zware fabricage |
| 12 kW | 40 mm | 30 mm | 30 mm | 20 mm | Dikke plaat |
| 20 kW | 60 mm | 45 mm | 40 mm | 30 mm | Grote plaat |
| 30 kW | > 100 mm | 50 mm | 40 mm | 40 mm | Specialistische dikwandige platen |
De gepubliceerde diktecijfers verschillen per fabrikant en snijomstandigheden; de waarden hier zijn samengesteld uit snijtabellen van fabrikanten als maximale snijcapaciteit, niet als productiegeoptimaliseerde dikte. Het wattage alleen bepaalt niet een schone snede; de voedingssnelheid, het ontwerp van de nozzle en het type hulpgas zijn net zo belangrijk als het vermogen. Gebruik deze matrix daarom om een categorie te selecteren en bevestig dit vervolgens met een proefsnede in uw eigen metaal.
Hoe dik kan een 2000W fiberlaser snijden?
Een fiberlasersnijmachine van 2,000 W (2 kW) snijdt koolstofstaal tot ongeveer 16 mm dikte netjes met zuurstof, roestvrij staal tot 8 mm dikte met stikstof en aluminium of messing tot 5-6 mm dikte. Dit zijn de limieten voor een scherpe snijkant; de machine kan dikkere platen doorsnijden, maar de snijkant wordt ruwer en de snelheid neemt sterk af. Voor dagelijkse productie is het raadzaam om een 2 kW machine niet te gebruiken met een dikte van meer dan twee derde van de maximale nominale dikte.
⚠️ Belangrijk
De "maximale dikte" op een specificatieblad is een marketingplafond, geen productiedoelstelling. De richtlijnen in de branche zijn daar heel duidelijk over: maximale dikteclassificaties misleidendDe werkelijke prestaties hangen af van het vermogen, het hulpgas en de straalkwaliteit samen. Snijden op de maximale capaciteit betekent lage snelheden, ruwere randen en hogere gaskosten per onderdeel. Bepaal de juiste afmetingen voor een schone, herhaalbare productie en houd vervolgens voldoende capaciteit over.
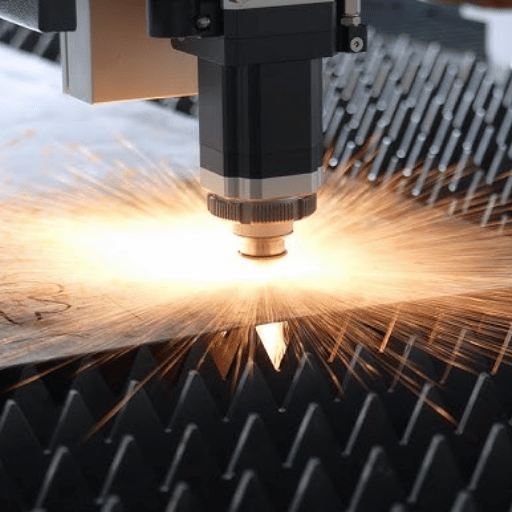
Welke metalen kan een fiberlaser snijden, en hoe schoon?
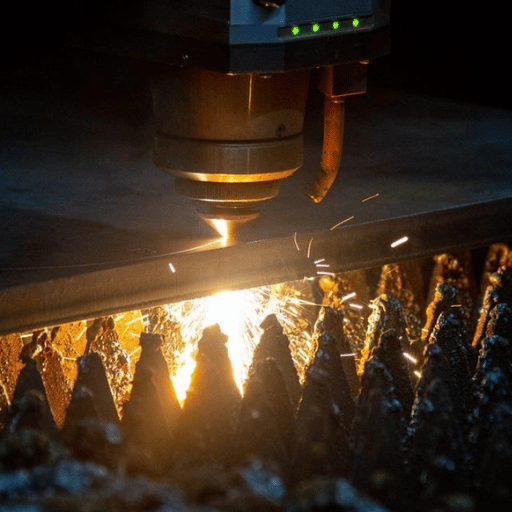
Een fiberlasersnijmachine kan alle gangbare industriële metalen snijden: koolstof- en zacht staal, roestvrij staal, aluminium, messing, koper, titanium en gegalvaniseerd plaatstaal. De golflengte wordt goed geabsorbeerd door metaal, waardoor een lasersnijmachine voor staal Dankzij de vezeltechnologie kan dit systeem reflecterende metalen verwerken die voorheen CO2-buizen beschadigden. De truc zit hem in het hulpgas: zuurstof voor koolstofstaal (snel, geoxideerde rand), stikstof voor roestvrij staal en aluminium (langzamer, heldere, schone rand) en perslucht voor dunne platen (de goedkoopste optie).
| Metaal | Snijbaarheid | Hulpgas | Praktische notitie |
|---|---|---|---|
| Koolstofstaal / zacht staal | Uitstekend | Zuurstof | Snelst; oxidelaag aan de rand |
| RVS | Uitstekend | Stikstof | Heldere, lasklare rand |
| Aluminium | Goed | Stikstof / lucht | Reflecterend; vereist isolatie door terugkaatsing. |
| Messing | Gemiddeld | Stikstof | Hoger vermogen per millimeter dan staal |
| Koper | Gemiddeld | Stikstof | Meest reflecterend; ≥2 kW aanbevolen |
| Titanium | Goed | Stikstof / argon | Inert gas voorkomt oxidatie |
| gegalvaniseerd staal | Goed | Zuurstof / lucht | Zinkdamp; goed afzuigen |
| Gereedschapstaal | Goed | Zuurstof | Langzamer dan zacht staal |
| Nikkellegering | Gemiddeld | Stikstof | Hoog vermogen voor dikkere secties |
Welke materialen kan een fiberlasersnijmachine het beste snijden?
Een fiberlasersnijmachine snijdt het beste metalen, zoals koolstofstaal, roestvrij staal, aluminium, messing, koper en titanium, maar is niet geschikt voor niet-metalen materialen. De laserstraal van 1.06 µm wordt geabsorbeerd door metaal en gereflecteerd door hout, acryl en de meeste kunststoffen, dus daarvoor is een CO2-systeem geschikter. Moderne fiberlasers beschikken over terugreflectie-isolatie, waardoor ze veilig sterk reflecterend koper en aluminium kunnen snijden, materialen die in het verleden oudere laserbuizen beschadigden.
📐 Technische opmerking
De druk van het hulpgas en de afstand van de nozzle bepalen de snijkwaliteit net zo goed als het vermogen. Bij het snijden van roestvrij staal met stikstof wordt doorgaans een druk van 15-25 bar gebruikt; bij dikkere platen loopt dit op tot 22-30 bar, met een verbruik van ongeveer 40-120 m³/uur. Deze drukken en debieten variëren sterk afhankelijk van de dikte, de nozzle en de machine, dus beschouw ze als bereiken, niet als vaste waarden. Omdat de stikstofstroom een belangrijke kostenpost is, kan het overschakelen van dunne platen (minder dan 3 mm) naar perslucht het gasverbruik aanzienlijk verlagen. Patent US6316743B1 Dit document beschrijft de methode voor het doorboren van zuurstof met hoge zuiverheid, die gebruikt wordt bij het maken van schone beginstukken van koolstofstaal.
Vezelsnijden versus CO2-snijden versus plasmasnijden versus waterstraalsnijden: het afwegingsschema met 4 snijmethoden

Voor plaat- en profielmetaal is een fiberlasersnijmachine qua precisie, snijkwaliteit en kosten per onderdeel superieur aan CO2-, plasma- en waterstraalsnijmachines, maar elke methode heeft nog steeds zijn eigen niche. Plasma is goedkoper in aanschaf en kan zeer dikke platen snijden; waterstraalsnijmachines snijden alles wat koud is zonder warmte-beïnvloede zone; CO2 blijft de beste keuze voor niet-metalen. 4-Methode Snij-Afwegingsraster plaatst de werkelijke beslissingsfactoren naast elkaar.
| Factor | fiber laser | CO2-laser | Plasma | Waterjet |
|---|---|---|---|---|
| Best voor | Dun-middelgroot metaal | Niet-metalen + dik metaal | Dik geleidend metaal | Elk materiaal is geschikt, geen hitte. |
| Randkwaliteit | Uitstekend, vrijwel geen braam. | Goed | Ruw, moet nog geslepen worden. | Heel goed |
| Dunne-plaatsnelheid | Snelste | Gemiddeld | Snel maar ruw | Langzaam |
| Bedrijfskosten | Laag (elektrisch + gas) | Hoger (gas + optica) | Laag-gemiddeld | Hoog (schurend) |
| Initiële kosten | Gemiddeld hoog | Medium | Laagste | Hoge |
Hoge vermogens hebben de historische tweedeling doen omslaan. Nu bronnen van 12-30 kW gangbaar zijn, heeft glasvezel zijn weg gevonden naar dikwandige toepassingen die voorheen werden uitgevoerd met plasma en CO2, terwijl de schone rand behouden blijft. Voor een uitgebreidere vergelijking, zie onze gids over plasmasnijden versus lasersnijden.
Plaat, buis of 3D? Het machineformaat afstemmen op uw onderdelen.
Het formaat van de machine is net zo belangrijk als het vermogen. Een vlakbedsnijder kan plaat- en profielmateriaal verwerken; een speciale buislaser roteert en snijdt buizen en profielen; combi- en 5-assige 3D-machines doen beide of snijden gevormde onderdelen. Een vlakbedsnijder kopen en er een roterend hulpstuk op monteren is prima voor incidentele buisbewerking, maar voor de productie van grote volumes buizen is een speciaal daarvoor ontworpen buislaser met automatische belading nodig.
- ✔ Open laadbak (3015 / 4020): De standaardmaten voor plaat- en plaatmateriaal zijn 1.5 x 3 m en 2 x 4 m; deze zijn geschikt voor de meeste winkels.
- ✔ Buislaser: Met een roterende spantang kunt u ronde, vierkante en geprofileerde buizen zagen; onmisbaar voor leuningen, kozijnen en meubels.
- ✔ Combinatievel + koker: Het dual-platform schakelt moeiteloos tussen vlakke en buisvormige oppervlakken zonder dat een tweede machine nodig is.
- ✔ 5-assige 3D-robot: Snij-, vorm- en lasverbindingen; specialistisch gebruik in de automobiel- en luchtvaartindustrie.
Als het werken aan buizen vaker dan incidenteel voorkomt, is een aparte buis lasersnijden De voorbereiding loont, en de kosten van buislasers draait op een hoger vermogen dan vlakplaatmachines.
Wat kost een fiberlasersnijmachine (prijsklassen 2026)?

Een fiberlasersnijmachine kost ruwweg tussen de $11,000 en meer dan $1,000,000, afhankelijk van het vermogen, de afmetingen van het snijbed en het land van herkomst. Een enkele "prijs" is daarom betekenisloos zonder specificaties. Machines die rechtstreeks uit Chinese fabrieken komen, beginnen rond de $10,000-15,000; westerse systemen met lokale service en garantie zijn duurder voor hetzelfde vermogen. De onderstaande prijsklassen weerspiegelen marktgegevens van 2026 en dienen als uitgangspunt, niet als definitieve prijsopgave.
| Krachtniveau | Westerse levering | rechtstreeks vanuit de fabriek in China | Beste pasvorm |
|---|---|---|---|
| Instapmodel 1–1.5 kW | $ 20,000–40,000 | $ 10,000–15,000 | Dunne plaat, startups |
| Midden 2–3 kW | $ 30,000–60,000 | $ 15,000–30,000 | Werkwinkels |
| Hoog vermogen 6 kW | $ 60,000–90,000 | $ 30,000–50,000 | Zware fabricage |
| Ultra 12–30 kW | $85,000–$1,000,000+ | $ 50,000–150,000 | Dikke plaat, volume |
De prijsklassen voor de detailhandel worden samengesteld op basis van gegevens van fabrikanten en marktlijsten uit 2026; de enige officiële cijfers zijn geaggregeerde statistieken over de douanewaarde (bijvoorbeeld USITC DataWeb (voor HS 8456.11), die de importwaarde en -hoeveelheid bijhouden, maar niet de geïnstalleerde verkoopprijs. De cijfers fluctueren met het merk laserbron, de automatisering en de wisselkoersen; controleer deze daarom altijd met een actuele offerte.
Wat zijn de gebruikskosten van een fiberlasersnijmachine, niet alleen de aanschafkosten?
De aanschafprijs is slechts het eerste cijfer. Een fiberlasersnijmachine vereist stikstof- of zuurstofgas, elektriciteit voor de bron en de koeler, en verbruiksartikelen zoals nozzles en beschermlenzen. Het bewerken van roestvrij staal met veel stikstof is de grootste verborgen kostenpost; bij een druk van 22-30 bar en tientallen kubieke meters per uur kan gas qua verbruik concurreren met elektriciteit. Kopers die alleen de machine zelf meerekenen en niet de operationele kosten over vijf jaar, komen vaak onder hun budget uit.
Bedrijfskosten en onderhoud: de cijfers die kopers vaak over het hoofd zien.
Een fiberlasersnijmachine is, naar laserstandaarden, goedkoop in gebruik, maar de operationele kosten zijn reëel en voorspelbaar. De fiberbron zelf gaat ongeveer 100,000 uur mee zonder verbruiksmedium, wat een groot voordeel is ten opzichte van CO2. De terugkerende kosten bestaan uit hulpgas, elektriciteit en slijtageonderdelen van de snijkop.
✔ Voordelen
- Vezelbron ~100,000 uur, geen navulling van slang/gas nodig
- Laag elektriciteitsverbruik versus CO2-uitstoot voor dezelfde snede.
- Perslucht op een dunne plaat verlaagt de gaskosten aanzienlijk.
- Een scherpe rand voorkomt naslijpen.
⚠ Terugkerende kosten
- Stikstof voor roestvrij staal: 40–120 m³/h bij 22–30 bar
- Beschermende lenzen en keramiek op het hoofd
- Spuitmonden slijten door het aantal prikcycli.
- 3-fasenstroom + koeler met dubbele temperatuurregeling
Onderhoud is eenvoudig maar niet onderhandelbaar: houd de beschermlens schoon, controleer de concentriciteit van de nozzle, vul de koeler bij en zorg ervoor dat het optische pad afgedicht blijft. Het overslaan van lenscontroles is de meest voorkomende oorzaak van een verminderde snijkwaliteit, wat kopers ten onrechte interpreteren als een versleten machine.
Twee kostenposten spelen een rol buiten de machine zelf. Ten eerste produceert het snijden van metaal dampen en zwevende deeltjes, een gevaar dat niet direct met de laserstraal te maken heeft, maar dat volgens ANSI Z136.1 en de voorschriften voor veiligheid op de werkplek net zo serieus wordt genomen als de laserstraal. Houd daarom rekening met de kosten voor lokale afzuiging, en niet alleen met laserbestendig glas voor de behuizing. Ten tweede, als u perslucht als hulpgas gebruikt, vormen de kosten voor de compressor een aparte energiekostenpost: de Amerikaanse ministerie van energie Hij merkt op dat lekkages alleen al 20-30% van de compressorcapaciteit kunnen verspillen, dus het is belangrijk om het luchtsysteem bewust te dimensioneren en te onderhouden in plaats van het als vanzelfsprekend te beschouwen.
Hoe te kiezen: een checklist met 6 vragen voor het bepalen van de juiste vezellasermaat
Kies de juiste fiberlasersnijmachine door zes vragen in de juiste volgorde te beantwoorden, te beginnen met materiaal en dikte, en ten slotte het budget. Checklist met 6 vragen voor het bepalen van de juiste afmetingen van een fiberlaser Zet de bovenstaande gegevens om in een aankoopbeslissing en voorkomt de meest voorkomende fout: betalen voor stroom die je niet gebruikt.
Checklist met 6 vragen voor het bepalen van de juiste afmetingen van een fiberlaser
- Dikste productieonderdeel? Lees het vermogensniveau af van de Watt-naar-Dikte Matrix en tel daar vervolgens één niveau aan hoofdruimte bij op.
- Welke metalen? Reflecterend koper/messing of dik roestvrij staal zorgt voor een vermogen van ≥2 kW en stikstof.
- Plaat, buis of beide? Beslist over platte trailer, buistrailer of een combinatie van beide.
- Grootste velformaat? Stelt de bedmaat in (3015 vs 4020 vs groter).
- Volume en automatisering? Een hoog handelsvolume rechtvaardigt een ruiltabel of automatisch laden.
- Vijfjarig operationeel budget? Neem stikstof, stroom en verbruiksmaterialen mee in de prijs, niet alleen de catalogusprijs.
Kopen versus uitbesteden: Als uw snijvolume ervoor zorgt dat een machine meer dan een paar uur per dag bezig is, is het in eigen beheer houden van de machine voordeliger dan uitbesteden, zowel qua kosten per onderdeel als qua doorlooptijd. Daaronder is een lasersnijservice vermijdt de kapitaal- en gaskosten. Het break-evenpunt wordt bepaald door de benutting, niet door de complexiteit van het onderdeel. Voor een breder scala aan toepassingen, zie onze lijst met fabrikanten van lasersnijmachines Dit helpt bij het selecteren van leveranciers en de keuzemogelijkheden voor nestingsoftware worden besproken in onze software voor lasersnijmachines gids.
"De fiberlasersnijmachine snijdt nooit alleen met de laser, maar vertrouwt op verschillende technologieën die samenwerken, en hulpgas is essentieel voor de snijkwaliteit."
Waar gaat het met fiberlasersnijden naartoe (2026 en verder)?
Fiber heeft de metaalbewerkingsmarkt al veroverd en dringt nu door in terrein dat voorheen door andere methoden werd gedomineerd. De wereldwijde markt voor lasersnijmachines had in 2025 een waarde van bijna 6.85 miljard dollar en zal naar verwachting in 2034 18.43 miljard dollar bereiken. Fortuin Zakelijke InzichtenDe markt groeit met ongeveer 8-11% per jaar. Krachtige fiberlasers van meer dan 2,000 W vertegenwoordigen nu het grootste deel van de nieuwe verkopen.
Drie verschuivingen zullen de aankoop tot en met 2026 en daarna bepalen. Ten eerste wordt ultrahoog vermogen steeds vaker beschikbaar in plaats van standaard: machines van 12 kW en 20 kW verschuiven van specialistisch naar commercieel gebruik naarmate de prijzen dalen, en systemen van 30 kW en meer vormen een echte trend. Brancheorganisaties zoals de American Welding Society wijzen echter op de afwegingen tussen inschakelduur, warmte-inbreng en snijkwaliteit op dat niveau, en de optimale snijdikte voor vezellassen ligt onder de 12 mm. Ten tweede worden automatisering, wisseltafels, automatisch laden/lossen en onbemand nesten standaard in plaats van een upgrade. Ten derde worden de veiligheidsnormen steeds strenger: de huidige EN ISO 11553-1:2020 machineveiligheidsnorm en ANSI Z136.1-2022 stellen de basis voor behuizing en besturing vast die kopers vóór aankoop moeten controleren.
Als u van plan bent om in 2026 een grote investering te doen, is het verstandig om een machine te kopen met een vermogen dat één niveau hoger ligt dan wat u nu nodig hebt voor uw grootste klus. Vermogen dat nu misschien overdreven lijkt, wordt dan een betaalbaar middensegment en biedt u bescherming naarmate uw grootste klussen in de toekomst groter worden.
Veelgestelde Vragen / FAQ
V: Hoeveel vermogen heb ik nodig voor een fiberlasersnijmachine?
Bekijk antwoord
V: Kan een fiberlaser roestvrij staal, aluminium, messing en koper snijden?
Bekijk antwoord
V: Is een fiberlaser beter dan een CO2-laser voor metaal?
Bekijk antwoord
V: Hoe dik kan een 1500W fiberlaser snijden?
Bekijk antwoord
V: Kan een fiberlasersnijmachine buizen en pijpen snijden?
Bekijk antwoord
V: Welk onderhoud heeft een fiberlasersnijmachine nodig?
Bekijk antwoord
V: Wat is de levensduur van een fiberlaserbron?
Bekijk antwoord
Bent u op zoek naar een fiberlasersnijmachine voor uw werkplaats? Vertel ons uw metaal, de dikte en het volume, en onze engineers adviseren u over het juiste vermogen en formaat.
Over deze kopersgids
UD Machine Solution Technology Co., Ltd. (UDTECH) bouwt industriële extrusie-, voedselverwerkings- en CNC-laserapparatuur en exporteert naar meer dan 100 landen. De hier vermelde vermogens-, dikte- en kostencijfers zijn samengesteld en gecontroleerd aan de hand van gepubliceerde specificaties van de fabrikant en de hieronder vermelde laserveiligheidsnormen. Ze worden niet gepresenteerd als testgegevens van de fabrikant zelf, omdat eerlijk advies aan de koper meer waard is dan een verkoopbrochure.
Referenties en bronnen
- Lasergevaren, normenAmerikaanse Occupational Safety and Health Administration (OSHA)
- 21 CFR 1040.10, LaserproductenAmerikaanse Food and Drug Administration (eCFR)
- ISO 11553-1:2020, Veiligheid van machines: Laserbewerkingsmachines, Deel 1International Organization for Standardization
- Handleiding voor laserbeveiliging (ANSI Z136.1-2022)Florida International University, Milieu, Gezondheid en Veiligheid
- Vezellasers in materiaalbewerkingIntechOpen (vakgebaseerd hoofdstuk)
- Marktgrootteverslag voor lasersnijmachines 2034Fortuin Zakelijke Inzichten
- De technologie voor lasersnijden met behulp van gas evolueertDe fabrikant (FMA)
- WO2009016645A2, Plaatmetaal snijden met een fiberlaserGoogle Patenten