



В этой публикации мы обсудим два конкретных метода 3D-печати. Это метод экструзии и цифровая обработка света, относительно новый метод в 3D-печати. Эта статья, как и предполагалось профессионалами и любителями, как мы надеемся, даст больше информации об этих интересных методах 3D-печати и многом другом. Без лишних слов, давайте изучите экструзию и DLP в 3D-печати и как они изменят облик 3D-печати.
Что такое DLP в 3D-печати?
Проекция света отбрасывает тени во всех нужных местах, и «вуаля» — создан идеальный 3D-объект, использующий цифровой свет, отбрасываемый поверх полимерной смолы, более известный как DLP. Сила DLP заключается в его функциональности. В отличие от любой другой технологии 3D-печати, он использует возможность покрывать весь фотополимерный слой при воздействии света, а не делать это по точкам. Все, от приборных панелей автомобилей и телевизоров до мобильных телефонов, стало возможным благодаря его удивительным инновациям.
Это -"будущее", поскольку DLP содержит чертежи для передовой инженерии, но как он работает на самом фундаментальном уровне? Что ж, давайте начнем сверху. Лазер проходит через несколько слоев, каждый из которых затвердевает из-за ранее подразумеваемого света. Смола, которая должна быть экспонирована, затвердевает, в то время как та, которая не остается в жидкой форме. Эта запатентованная технология делает ее только экономящей время, но качество вывода, которое она предоставляет своим потребителям, ошеломляет. Вы можете встроить любую фотографию или гравировку и дать волю своему воображению с помощью DLP!
DLP, несомненно, является лучшим выбором в области 3D-проекций, поскольку фотополимерные материалы более эффективны по времени, чем другие формы. Более того, он устраняет обременения, связанные с использованием различных материалов, позволяя создавать сложные конструкции и упрощая печать. Такие продукты, как приборные панели автомобилей и мобильные телефоны, стали возможны благодаря его удивительным инновациям. Это «будущее», поскольку DLP содержит в себе чертежи передовой инженерии.
Подводя итог, DLP в 3D-печати просто подразумевает использование цифрового проектора света, который освещает УФ-светом жидкую смолу, чтобы затвердеть слой за слоем. Это приводит к минимальному времени экспозиции, что приводит к высокой скорости, высокому разрешению и превосходной отделке отпечатков. Такой широкий спектр применения и простота создания сложных конструкций делают ее важной технологией в области аддитивного производства.
Как работает цифровая обработка света?
Технология DLP, или технология цифровой обработки света, позволяет легко изготавливать 3D-объекты, накладывая их слоями с помощью цифрового проектора света. Следовательно, для начала процесса нужно разрезать 3D-объект на слои с помощью специальной программы. Затем эти разрезанные слои накладываются на емкость с жидкой смолой.
Когда свет проецируется и вступает в контакт со смолой, происходит химическая реакция, известная как фотополимеризация. В этой реакции смола способна затвердевать упорядоченным образом. Процесс затвердевания происходит слой за слоем с помощью светового проектора, который содержит информацию из интересующей модели.
Важнейшим элементом в работе DLP-принтеров является цифровое микрозеркальное устройство (DMD). Оно состоит из миллионов микроскопических зеркал, соответствующих пикселю проецируемого изображения. Кроме того, эти зеркала могут вращаться и быстро включаться и выключаться, позволяя направлять свет в требуемые положения с высокой точностью, тем самым отверждая смолу.
Итак, слой за слоем, объект строится, пока он не будет полностью сформирован. Таким образом, после завершения печати эта часть тщательно промывается скрабом или любым другим очистителем, чтобы удалить лишнюю смолу, которая не затвердела и обеспечивает заботу о качестве деталей DLP. Наконец, во время фазы пост-отверждения, она подвергается воздействию УФ-излучения, чтобы вся физическая прочность и стабильность были идеальными.
Технология DLP предлагает такие преимущества, как быстрая печать, высококачественные изображения с хорошей отделкой поверхности и сложные структуры. Ее универсальность позволяет использовать практически все виды фотополимерных смол, создавая инженерные изделия с различными свойствами и характеристиками.
Чтобы понять цифровой свет Полезность обработки в аддитивном производстве, необходимо понять его актуальность в технических деталях и понять, что он привносит в мир 3D-печати.
Каковы основные преимущества DLP-принтеров?
В области аддитивного производства DLP-принтеры обладают неотъемлемыми преимуществами. DLP-принтеры украшены другими преимуществами, которые не предлагают другие типы технологий 3D-печати, и они обусловлены использованием точно контролируемой световой проекции и светочувствительных смол. Ниже приведены некоторые преимущества, которыми обладают DLP-принтеры:
- Во-первых, DLP-принтеры наиболее примечательны тем, что они способны создавать сложные конструкции и точные детали. Что впечатляет в технологии DLP-принтеров, так это простота, с которой создаются сложные геометрии и добавляются дополнительные функции, что делает конечные отпечатки очень детализированными.
- Объекты можно получать быстро, так как DLP-принтеры используют быстрое отверждение целого слоя сразу. Таким образом, DLP-принтеры подходят для быстрого прототипирования и массового производства. Такая скорость и эффективность процесса высоко ценятся в современных рыночных тенденциях.
- Однако качество печати поверхности замечательно в плане гладкости. Это качество является важным преимуществом, особенно в плане эстетики или для оптимизации времени, необходимого для постобработки.
- Расширенная совместимость материалов: DLP-принтеры, с другой стороны, совместимы со многими материалами, такими как множество фотополимерных смол, которые могут различаться по таким характеристикам, как гибкость, прочность или прозрачность. Это позволяет создавать объекты с различными свойствами, чтобы удовлетворять требованиям конкретных случаев использования.
- DLP-принтеры можно приобрести как настольные или большие метрические принтеры, интегрированные с современным программным обеспечением DLP. Однако размер не является недостатком, поскольку программное обеспечение DLP облегчает работу различным отраслям, инженерам, дизайнерам, производителям и больницам. Кроме того, DLP-машины экономичны, поскольку они сокращают отходы производственных ресурсов.
Как и любая другая технология, DLP-принтеры обладают фундаментальными преимуществами, которые объясняют, почему они становятся все более популярными в медицине и технике.
Как DLP соотносится с SLA с точки зрения качества поверхности?
Чаще всего сравнивают отделку поверхности между цифровой обработкой света и стереолитографией в 3D-печати, что показывает необходимость хорошо рассуждать об особенностях соответствующих слоев печати, готовых к проблемам безопасности запросов DLP. Для начала, DLP защищает слои с помощью «света» через цифровой световой проектор, который отверждает смолу слоями сразу, в то время как SLA нацеливает и блокирует лазер в каждом просверленном отверстии слоя.
Технология DLP, по-видимому, обеспечивает более гладкую отделку, чем процессы SLA. Это связано с толщиной слоев. При отверждении DLP достигается толщина целого слоя, поэтому поверхность объекта DLP становится сравнительно более ровной и гладкой после печати. Световой проектор, используемый в процессе DLP, также проецирует лучшее разрешение, что означает, что более мелкие детали действительно дают более острые углы.
Стоит отметить, что влияние выбора конкретного типа смолы, высоты слоя и постобработки на качество поверхности является значительным. Эти параметры можно регулировать для изменения качества поверхности отпечатков DLP и SLA.
В заключение, сравнение DLP и SLA имеет область применения относительно их способности достигать гладкой поверхности в 3D-печати. С другой стороны, технология DLP, благодаря отверждению слоев сразу и лучшему разрешению, обычно лучше с точки зрения полировки и отделки поверхности. Тем не менее, важно учитывать множество элементов и вносить изменения, чтобы достичь желаемого качества поверхности для конкретного применения.
Как работает процесс экструзионной печати?4
Что такое экструзия материалов в 3D-печати?
Моделирование методом послойного наплавления (FDM) или экструзия материалов является одним из наиболее предпочтительных методов 3D-печати, который создает трехмерные объекты путем плавления термопластичных материалов и нанесения их слой за слоем. В этом отношении нить, которая обычно состоит из материалов ABS или PLA, сначала вставляется в нагретое сопло. Затем нить нагревается и выдавливается на платформу сборки, которая охлаждается, чтобы стать слоем объекта. Материалы, используемые в этом подходе, простота использования и стоимость — вот некоторые факторы, которые сделали его широко распространенным в таких областях, как прототипирование, производство и проектирование, поскольку этот метод очень универсален.
Как FDM-принтеры используют нить?
Я работаю на FDM-принтере, который требует использования и манипуляций с филаментом. К филаменту, который обычно состоит из PLA или ABS, применяется тепло и пропускается через мое сопло. Сопло открывается, и филамент впрыскивается в сопло, смешивая и проталкивая его на сборочный стол. По мере размещения каждого слоя он охлаждается и создает конечный продукт. Этот процесс использует исключительные возможности в отношении диапазона материалов, стоимости и сложности операций. В результате он широко используется во многих областях, таких как прототипирование, производство и проектирование.
Какие типичные проблемы возникают при печати FDM?
Печать FDM (Fused Deposition Modeling), хотя и является стандартным методом 3D-печати, имеет свой собственный набор ограничений. Некоторые из основных ограничений, связанных с печатью FDM, включают следующее:
- Проблемы со склеиванием слоев Хотя FDM 3D-печать, возможно, лучше DLP, она по-прежнему очень трудно образует связь между слоями. Калибровка температуры в определенных пределах и выравнивание платформы обычно способствуют несоответствиям толщины слоев, что позволяет уменьшить сопротивление слоев, что может повлиять на всю печатную структуру.
- Коробление и скручивание: Различные материалы, чаще всего ABS, испытывают это из-за градиентов концентрации во время осаждения слоев. Из-за разницы в термическом профиле слои охлаждаются с разной скоростью или температурой, что приводит к локализованным напряжениям охлаждения; следовательно, они скручиваются или деформируются.
- Точность размеров: FDM, особенно на ряде плотно подогнанных, Toy'Bhakra' и каскадных модулей, как правило, не достигает идеальной точности размеров, особенно в областях блокировки. Согласно тестам на осуществимость, различные диаметры сопел и диаметры нитей, а также калибровка настроек в некоторых компонентах принтера могут изменять размеры в конечной напечатанной детали.
- Опорные конструкции: Опорные конструкции необходимы при печати объектов с выступами или сложной геометрией. Удаление этих конструкций может занять время и усилия, а иногда и потребовать совершенно другого этапа постобработки. Это делается для удаления опор без разрушения конечного продукта.
- Отделка поверхности: Поскольку эта технология является послойной, утверждается, что на поверхности будут видны определенные контуры. Если требуется гладкий вид, можно использовать два метода отделки: шлифование и покрытие.
Поняв и решив эти проблемы, поклонники FDM-печати смогут приступить к преодолению различных препятствий, повышая качество печати и оптимизируя свой рабочий процесс.
Сравнение смолы и нити в 3D-печати

Каковы различия в печатных материалах?
В целом, используемый материал является наиболее существенным различием между смолой и нитью в 3D-печати. Например, методы стереолитографии (SLA) и цифровой обработки света (DLP) 3D-печати работают с фотополимерной смолой в жидкой форме. Напротив, печать нитью использует технику моделирования методом послойного наплавления, которая использует твердую термопластичную нить, которая переходит в жидкое состояние при нагревании. Более конкретно, SLA или DLP подразумевает создание объекта из жидкой смолы, при котором УФ-излучение постепенно отверждает объект, создавая отдельные слои. Проще говоря, печать нитью создает объект простыми слоями путем нагревания и проталкивания термопластика через сопло. Общий принцип заключается в том, что при FDM объект кажется созданным из твердой пластиковой трубки.
В частности, печать смолой позволяет изготавливать сложные ювелирные изделия, стоматологические компоненты и мелкие детали с повышенной размерной стабильностью. Более того, при печати смолой легче добиться гладкой отделки, чем при печати их 3D-аналогов нитью. Однако к недостаткам можно отнести высокую стоимость и специальную обработку жидкой смолы.
Однако печать нитью относительно популярна из-за более низкой стоимости, простоты использования и большего спектра возможностей. В печати нитью можно использовать несколько термопластичных материалов, включая PLA, ABS и PETG, каждый из которых обладает различными механическими свойствами, такими как прочность, жесткость и термостойкость. Печать нитью применима в проектах, требующих различных технологий, от создания моделей до производства рабочих деталей с большим объемом оптимизаций постобработки, включая шлифовку, покраску или даже металлизацию.
В заключение, печать смолой хорошо подходит для производства сложных деталей и гладких объектов, в то время как печать нитью делает работу проще, быстрее и дешевле. Какой из двух вариантов использовать, будет во многом зависеть от точной природы и детализации проекта, предполагаемого материала и бюджетных ограничений.
Чем 3D-печать смолой отличается от печати нитью?
3D-печать смолой, или стереолитография (SLA) или цифровая обработка света (DLP), — это метод аддитивного производства, в котором используются жидкие смоляные материалы. В отличие от систем DLP, он существенно отличается от филамента печати методом послойного наплавления (FDM), в котором используется твердый филаментный материал, который расплавляется и выдавливается через сопло.
Разрешение и детализация: качество печати на смоле отличается очень высокой детализацией и гладкостью, так что детали и целые поверхности обработаны очень хорошо, а особенности четко определены. Он даже способен достигать измерения высоты каждого из своих слоев на поразительных 25 микронах, что говорит о точности его отпечатков. Печать филаментом может надежно создавать сложные проекты. Печать объектов на пасеке имеет сравнительно более низкое разрешение, чем первая, из-за более широкого диаметра сопла и большей высоты слоя.
Свойства материала: Материалы для печати на основе смолы обладают различными характеристиками, включая гибкость, степень прозрачности и способность выдерживать высокие температуры. Пластиковые нити, используемые в печати нитью, обладают такими характеристиками, как термостойкость и долговечность PLA или ABS, среди прочего.
Постобработка: SSA 3D-печать похожа тем, что она включает удаление «вспомогательных» материалов во время постобработки для достижения желаемого вида отпечатка. После того, как смола полностью затвердеет, промывка и шлифовка также являются обычными на этапе постобработки. Благодаря использованию нити, отпечатки из нити могут подвергаться различным методам постобработки, таким как шлифовка, гальванопокрытие и даже покраска.
Стоимость и универсальность: При использовании нити в 3D-печати вместо смолы, как правило, доступно значительно больше вариантов, что значительно повышает цену. Применимость принтеров с нитью также широка, поскольку они могут использовать широкий выбор материалов. Однако из-за использования жидкой смолы печать смолой имеет ограничения по используемому оборудованию, что увеличивает общую стоимость материалов.
Подводя итог, можно сказать, что печать смолой отлично подходит для 3D-печати сложных и гладких поверхностей, тогда как печать нитью выгодна, когда приложение требует дешевой и разнообразной печати. Какой вариант выбрать, в конечном итоге зависит от потребностей конкретного проекта, будь то необходимая детализация, реквизит или цена.
Какой процесс 3D-печати лучше всего подходит для прототипирования?
При проектировании прототипа крайне важно определить наиболее подходящую альтернативу FDM для выбора этого прототипа. Тем не менее, возможно, наиболее предпочтительным вариантом для прототипирования среди многих является моделирование методом послойного наплавления (FDM) с принтерами на основе нити. Оно позволяет пользователю получить доступ к различным возможностям с точки зрения затрат и времени. Оно также важно для облегчения существенных изменений на этапе прототипирования. Кроме того, FDM имеет множество вариантов материалов, что упрощает его использование во многих сценариях. Другие технологии, такие как цифровая обработка света (DLP) и стереолитография (SLA), подходят для 3D-печати, где они могут улучшать поверхность и детали конечного продукта, требуя меньше сложных деталей. Однако это зависит от цели и ограничений проекта, в частности, уровня детализации, прочности материала и финансовых ограничений.
Изучение типов технологий 3D-печати
Чем FDM отличается от DLP и SLA?
Экономически эффективной и широко используемой аддитивной технологией из всех доступных вариантов является FDM (моделирование методом послойного наплавления). FDM отличается от DLP и SLA тем, что может создавать наглядные модели и прочные детали. Несмотря на то, что DLP и SLA могут обеспечивать лучшую детализацию и более тонкие аспекты отделки, они просто больше подходят для нишевых рынков, требующих более тонких деталей. В конечном итоге все сводится к требованиям к текущему проекту — каков требуемый уровень детализации, желаемые параметры материала, бюджет и т. д.
Каковы области применения каждой технологии 3D-печати?
Применение каждой технологии для 3D-печати отличается от другого из-за отличительных особенностей и возможностей, которыми обладает технология, при этом системы DLP используются там, где требуются более сложные модели. Ниже приведены основные приложения для FDM, DLP и SLA:
- FDM (Fused Deposition Modeling): FDM лучше всего подходит для разработки функциональных прототипов, недорогих моделей и долговечных деталей. Применяется в автомобильной, аэрокосмической, потребительской и обрабатывающей промышленности.
- DLP (Digital Light Processing): В отраслях, где требуется очень высокое разрешение и детализация отпечатков, таких как ювелирная, стоматологическая и медицинская отрасли, в основном используется технология DLP. Она также используется для быстрого прототипирования и изготовления литьевых моделей.
- SLA (стереолитография): SLA довольно популярен из-за своей точности и гладкой отделки, которые он обеспечивает в изготовленных деталях. Он, как правило, используется в приложениях, где требуется такой уровень детализации, например, ювелирные изделия, стоматологические модели или визуальные прототипы.
Все три технологии 3D-печати имеют свои преимущества и недостатки. Учитывая это, выбор подходящей технологии должен зависеть от уровня детализации проекта, свойств используемых материалов и стоимости проекта.
Как различные технологии влияют на конечный 3D-объект?
Выбор технологии 3D-печати имеет ключевое значение для характеристик печатаемого объекта. Каждая из этих технологий, а именно FDM, DLP и SLA, имеет свои плюсы и минусы.
- FDM (Fused Deposition Modeling) — один из самых универсальных и экономичных методов. Он работает путем экструзии термопластичных нитей через провода через нагретое сопло, последовательно наслаивая нити проволоки для создания объекта. Как и в большинстве технологий, поверхность отпечатков FDM сравнительно менее гладкая и может оставлять видимые линии слоев. Сглаживание поверхности требуется для достижения эстетически приятного результата, но эта технология не имеет проблем с производством функциональных прототипов или деталей с хорошей механической прочностью.
- DLP (Digital Light Processing): Технология DLP использует цифровой проектор света, который послойно направляет свет на жидкое фотохимическое смоляное покрытие для его отверждения. Конечным результатом являются отпечатки с высоким разрешением и множеством деталей, что делает ее выгодной для производства деталей для ювелирной, стоматологической и медицинской промышленности. Другим преимуществом технологии DLP является возможность изготовления шаблонов для литья по выплавляемым моделям и быстрого прототипирования.
- SLA (стереолитография): Преимущества этой технологии включают высокую точность и гладкую отделку поверхности. Процесс включает использование лазера, который тонко отверждает жидкую фотополимерную смолу для создания отпечатков с различными деталями. SLA популярен в приложениях, где требуются изображения с высоким разрешением и детализацией для сложных конструкций, таких как ювелирные изделия, стоматологические модели или визуальные прототипы.
Каждая технология имеет свои преимущества и недостатки, и выбор зависит от конкретных требований проекта, таких как количество требуемых деталей, характеристики материалов и финансовые ограничения. Следовательно, эти аспекты следует учитывать, чтобы выбрать наиболее подходящую технологию 3D-печати для достижения поставленных целей.
Какие факторы влияют на процесс 3D-печати?
Как послойная печать влияет на качество поверхности?
Процесс 3D-печати невозможен без метода послойной печати. В ходе этой процедуры каждая из 3D-фигур сначала делится на множество тонких секций, а ранее напечатанный слой больше похож на второй, который находится сверху. Обратный порядок невозможен. Существует множество факторов, которые влияют на качество поверхности, в частности на конечный контур рассматриваемого печатного объекта, и сюда входит толщина слоя.
Из вышеперечисленных проблем, еще одна повсеместна, когда дело касается 3D-печати, особенно для промышленных моделей - повышенная детализация приводит к потере общего качества печати и увеличению времени создания. Например, модель с 25 микронами деталей становится чрезвычайно яркой и реалистичной, но при 200 микронах количество деталей резко уменьшается, что позволяет получить мутный цвет без призмы; кроме того, при беспорядке принтера можно получить худший вид рассеивания.
Еще одним недостатком, связанным с более низким уровнем детализации при печати на 200-микронных отпечатках, является то, что теперь становится возможным печатать и без того сложную конструкцию, не жертвуя слишком большим временем на прохождение круга; размещение новых деталей на отпечатке теперь становится неважным, что позволяет создать более общую модель для работы.
Напротив, технология SLA (стереолитография) имеет бесшовную конструкцию и структуру, еще более впечатляющую полировку поверхности и улучшенную детализацию, что делает ее еще более предпочтительной по сравнению с другими 3D-технологиями, такими как DLP. В целом, в зависимости от приложения, которое потребует более широкой корректировки, последние штрихи всегда останутся нетронутыми.
При выборе толщины слоя и техники 3D-печати необходимо учитывать требуемый уровень детализации, максимальную продолжительность печати и желаемую отделку поверхности. Необходимо иметь возможность понять эти детали, чтобы сделать рациональный выбор относительно стандарта поверхности, который вы хотите, чтобы имели ваши 3D-печатные изделия.
Какую роль играет платформа сборки в 3D-печати?
В 3D-печати строительная или сборочная платформа — это поверхность, на которой изготавливается объект. Важно сохранять форму и положение каждой отдельной детали на протяжении всей истории печати. Это гарантирует, что самый первый слой печати прилипнет к поверхности без какой-либо возможности подъема и искажения процесса. Это также гарантирует, что все последующие слои сфокусируются и сольются в одну точную область для чистой окончательной печати. В соответствии с требованиями технологии печати, опоры конструкции могут поддерживаться при повышенных температурах для повышения силы прилипания и минимизации вероятности отслоения слоев во время изготовления. Кроме того, строительная платформа может также иметь выравнивающие устройства для правильного выравнивания и калибровки принтера. Короче говоря, строительная платформа вносит значительный вклад в успешную и правильную печать 3D-объекта.
Как источники света влияют на DLP-отпечатки?
Источники света выполняют важнейшую функцию в процессе 3D-печати DLP, поскольку они определяют качество и точность печатаемых объектов. В 3D-печати DLP массив источников света, таких как ультрафиолетовые (УФ) светодиоды, используется для постепенного отверждения светочувствительной смолы и последующего создания 3D-объекта, который можно сравнить с 3D-принтером FDM.
Свет, который является источником полимеризации, содержит параметры интенсивности и длины волны. Излучаемый свет является движущей силой, которая инициирует реакцию полимеризации смолы. Резонанс интенсивности света и количества отверждения позволит сбалансировать скорость отверждения; чем выше интенсивность, тем короче время. Количество протекающего тока означает, что количество текущего света будет мерцать, и это требует осторожного подхода, чтобы минимизировать переэкспонирование.
Каждое измерение с регулируемым или постоянным типом допуска должно быть запрограммировано. Еще один интересный момент — измерение длины волны света. В системах DLP смолы производятся чувствительными к определенному излучению, в частности, к УФ. Точнее, достижение желаемых свойств отвержденного материала будет включать обеспечение использования требуемых длин волн для извлечения выгоды из их преимуществ. Важно отметить, что для разных смол могут потребоваться разные длины волн, требующие специализированных источников света для определенных смол.
В заключение следует сказать, что источник света в DLP-печати влияет на процесс отверждения и, как следствие, на общее качество отпечатанных объектов. Правильно выбранная интенсивность света и длина волны учитывают процесс отверждения, что приводит к получению высококачественных отпечатков.
Часто задаваемые вопросы (FAQ):
В: Что означает экструзия в мире 3D-печати?
A: Экструзия — это метод 3D-печати, более известный как моделирование методом послойного наплавления (FDM), процесс, при котором 3D-принтер использует сопло для добавления термопластичных нитей. Термопластичная нить нагревается до точки, в которой половина ее расплавляется, а затем наносится слой за слоем на специальную строительную платформу. Нить затвердевает, образуя таким образом детали.
В: Что может предложить DLP помимо экструзии, чтобы принести пользу в сфере 3D-печати?
A: В некоторых случаях DLP 3D Printing имеет такие преимущества, как повышенное разрешение, лучшее качество поверхностей и возможность печатать определенные формы за более короткий промежуток времени. Такое требование часто встречается в деталях, производимых с помощью решений DLP, где требуются микродетали и хорошая отделка поверхности.
В: Какова связь между экструзионной 3D-печатью и DLP 3D-печатью в аддитивном производстве?
A: Экструзия и DLP 3D-печать относятся к аддитивному производству, которое представляет собой объединение людей или вещей для создания чего-то нового путем наращивания слоя за слоем. DLP и экструзия используют термопластичную нить и фотополимерную смолу соответственно, что позволяет им выполнять различные приложения в производстве деталей благодаря преимуществам каждого из них.
В: Можно ли использовать 3D-печать DLP для предотвращения потери конфиденциальных данных и обнаружения конфиденциальных данных?
A: В любом случае, технология 3D-печати DLP напрямую не связана с защитой от потери данных или защитой конфиденциальных данных. Но неформально, когда мы говорим о DLP в таких областях, как безопасность данных, это относится к системам и политикам, которые настроены на мониторинг конфиденциальных данных и предотвращение возможных потерь данных, а не к процессам 3D-печати.
В: Какие меры по предотвращению потери данных следует предпринять в отношении технологий 3D-печати?
A: Хотя 3D-печать сама по себе не имеет отношения к предотвращению потери данных, наиболее подходящим курсом действий было бы создание резервных копий файлов, используемых при печати, и установление соответствующих разрешений, чтобы разрешить только авторизованный доступ к конфиденциальной информации компаний в процессе аддитивного производства.
В: Как используется УФ-излучение в 3D-печати DLP?
В DLP 3D-печати качество деталей DLP подчеркивается, когда УФ-свет используется для поэтапного затвердевания фотополимерной смолы. Во время процедуры источник УФ-излучения формирует изображение желаемого участка компонента, заставляя жидкую смолу застывать и принимать форму.
В: Что означает цель «слоя завершена» в 3D-печати?
A: В контексте 3D-печати и аддитивного производства термин «слой завершен» означает, что все материалы, которые должны были быть включены в секцию во время экструзии или отверждения, теперь завершены. Когда слой завершен, 3D-принтер строит новый слой, пока деталь не будет полностью изготовлена.
Справочные источники
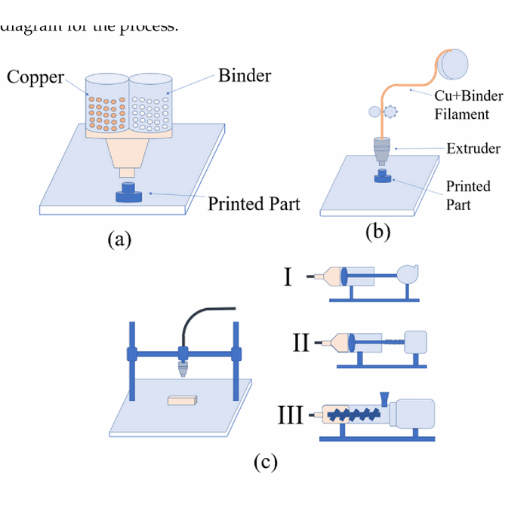
1. «Обзор аддитивного производства чистой меди методом экструзии», авторы Чоудхури Сакиб-Уз-Заман и МАХ Хондокер (2023):
- Основные выводы: В обзоре отсканирована литература, в которой рассматривается аддитивное производство меди методом экструзии материалов (MEX). MEX также обеспечивает печать медных компонентов без ограничений по размерам благодаря своей способности смешивать медь со связующими веществами. Кроме того, в статье описываются методы MEX для печати на основе шнека с гранулированной подачей, печати с подачей нити и печати на основе прямой печати чернилами, а также то, как каждый из них связан с физическими, электрическими и механическими характеристиками деталей, изготовленных с использованием таких методов.
- Методологии: В документе представлено применение MEX в изготовлении чистой меди в 3D-форме вместе с ее принципами, параметрами и материалами, охватывающими девять статей. Он также суммирует сопутствующие проблемы усадки на этапе постобработки (Сакиб-Уз-Заман и Хондокер, 2023 г.).
2. «Влияние состава смолы на реологию и кинетику полимеризации суспензии алюмооксидной керамики для аддитивного производства на основе DLP» Мэнтинг Дан и др. (2023):
- Основные выводы: В этом исследовании изучается влияние состава смолы на реологию и кинетику полимеризации рецептур оксида алюминия, подходящих для DLP-процессов аддитивного производства. Также подчеркивается важность состава смолы для достижения предполагаемых отпечатков и механических свойств производимых компонентов.
- Методологии: Исследование включает экспериментальную работу с различными составами смол и их влиянием на процесс DLP с учетом таких факторов, как кинетика полимеризации и реология суспензии (Данг и др., 2023 г.).
3. В своей статье «Преимущества фотоотверждаемых биочернил на основе коллагена, нагруженных клетками, по сравнению с метакрилированным желатином (GelMA) при фотонной обработке и экструзионной биопечати» Хуйминь Ши и др.
- Основные выводы: В рукописи исследуются сравнительные свойства фотоотверждаемых биочернил на основе коллагена и метакрилатного желатина (Selma) в DLP и экструзионной биопечати. Она предлагает биочернила на основе фотоколлагена в качестве подходящих вариантов для биопечати структур, поскольку они демонстрируют положительные свойства.
- Методологии: В публикации рассматриваются вопросы разработки биочернил и их биосовместимости, а также механических биочернил в процессах DLP и экструзии (Ши и др., 2023).
4. «Сравнение свойств скользящей поверхности полимеров, полученных с помощью 3D-печати с использованием технологий FDM и DLP» Муаммеля М. Ханона и Л. Зсидаи (2020):
- Основные выводы: В этой статье сравнивается структура поверхности компонентов, созданных с помощью технологий DLP и систем моделирования послойного наплавления. FDM характеризуется шероховатыми поверхностями с анизотропными характеристиками, в то время как DLP имеет гладкие поверхности с однородной внутренней структурой.
- Методологии: В исследовании использовалась оптическая микроскопия для оценки чистоты и шероховатости поверхности образцов, изготовленных по обеим технологиям, а также анализ трибологических характеристик заготовок (Ханон и Зсидаи, 2020).
Ведущие производители машин для компаундирования пластика в Китае






