




Добро пожаловать в наше полное руководство о том, как освоить Методы одношнековой экструзии. В этом блоге мы выделим одношнековую экструзию из остальных и сосредоточимся на ее процессах, некоторых связанных с ней проблемах, их решениях и особенно на способах повышения эффективности экструзии. Независимо от того, являетесь ли вы опытным практиком или абсолютным новичком, эта работа призвана предоставить вам недостающие части, которые до сих пор заставляли вас опасаться загадочного мира одношнековой экструзии в первую очередь. Итак, давайте заглянем в удивительный мир одношнековой экструзии и посмотрим, как компоненты такого мира работают, чтобы обеспечить ожидаемый от них результат.
Каковы основы процессов одношнековой экструзии?

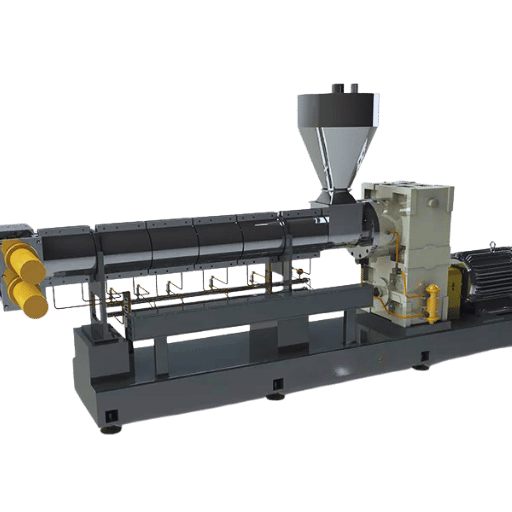
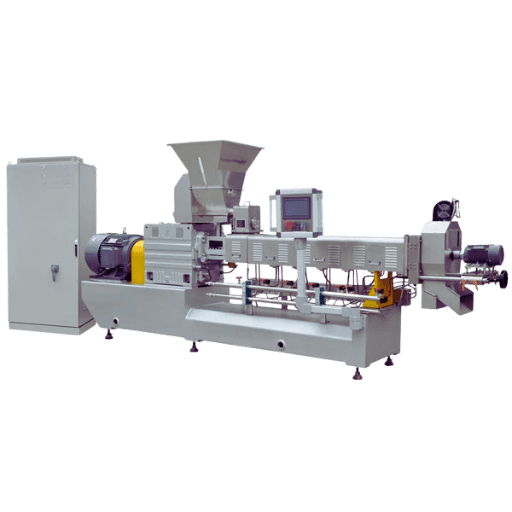
Одношнековая экструзия — это стандартный метод производства, при котором расплавленный полимер сначала проталкивается через один шнек, находящийся в цилиндре, и в процессе достигаются постоянные формы и размеры. Один шнек непрерывно вращается и помогает шнековому патоке взбиваться в зону подачи, а затем в зону плавления, где применяется тепло, и шнек снова взбивается, пока он не расплавится. В зоне дозирования расплавленный полимер проталкивается еще больше и гомогенизируется. Расплавленная форма полимера теперь продавливается через дно, чтобы принять желаемую подтвержденную форму. Этот процесс в основном используется в пластиковой упаковке и строительной промышленности при изготовлении труб и пленок. Процессор использует недорогие материалы и позволяет интегрировать одношнековую экструзию во многие другие синусоидальные производственные системы, которые более просты на уровне интегрированных систем обработки. Полностью осознавая процессы, происходящие в одношнековых экструдерах, производители могут добиться значительной оптимизации своих операций и качества получаемой продукции.
Что такое одношнековая экструзия и как она работает?
Одношнековая экструзия (SSE) зарекомендовала себя как один из стандартных процессов в производстве, при котором термопластик продавливается через один нагретый цилиндр с вращающимся винтом, так что можно изготавливать трубы, пленки и профили. Винт служит в качестве носителя и перемешивающей части, которая приводит в движение кусок материала и закручивает его к стенке цилиндра. Когда материал соприкасается с цилиндром, его температура повышается; в результате материал превращается в плотную массу. Затем эта вязкая масса проталкивается через матрицу и формируется в заданную форму. Суть одношнековой экструзии заключается в том, что в процессе есть поток материала, и он перемещается контролируемым образом, что помогает достичь желаемой формы, а также гладкой поверхности.
Роль цилиндра и шнека в процессе экструзии
Цилиндр и шнек должны учитываться при любом анализе процесса экструзии, поскольку они работают вместе, чтобы сформировать любую желаемую форму из сырья. Цилиндр является частью корпуса экструдера и содержит материал, который должен быть нагрет и подвергнут плавлению; другие источники показывают, что несколько нагревателей расположены вдоль цилиндра для подачи тепла к материалу по мере его перемещения внутри цилиндра, что является ключевым фактором во многих работах по обработке материалов на основе экструзии. По мере повышения температуры материал размягчается и в конечном итоге становится расплавленным.
Наоборот, шнек обеспечивает продвижение и, следовательно, формование материала. Он переносит материал из полости бункера в полость матрицы и, в процессе, создает давление и контролирует расход. Спиральные витки и каналы, составляющие конструкцию шнека, также влияют на смешивание, плавление и гомогенизацию материала по мере его движения по цилиндру.
С помощью цилиндра и шнека материал может течь непрерывно и контролируемым образом, что помогает получить желаемую форму и однородность в конечном продукте. Конфигурация цилиндра и шнека также является одним из важнейших параметров, которые управляют процессом экструзии. Улучшение этих параметров позволяет производителям улучшить выходную однородность, сохраняя при этом заданные характеристики продукта неизменными.
Однако важно отметить, что конфигурации ствола и шнека существенно различаются для разных материалов, продуктов и других подобных аспектов. Соответствующие профессиональные эксперты и рекомендуемая литература могут помочь понять, как настроить компоненты для конкретного рассматриваемого применения.
Как поведение расплава полимера влияет на эффективность экструзии?
Поведение полимерных расплавов во время экструзии должно оптимально контролироваться. В противном случае это отрицательно скажется на производительности процесса экструзии. Скорость течения расплава полимера может определять степень эффективности процесса экструзии. Когда скорость течения расплава полимера высока, мощные экструдеры становятся эффективными, а экструдат становится гладким. В противном случае качество значительно ухудшается. Если, с другой стороны, индекс течения расплава слишком низкий и жесткий, это приводит к дефектам и некачественным деталям, которые испытываются в первых девяти главах теории экструзии. Поэтому можно с уверенностью сказать, что полимерные расплавы и их поведение должны пониматься и контролироваться в желаемом диапазоне; в противном случае скорости производства полимеров и целевая геометрия продукта не могут быть достигнуты. Опираясь на опыт профессионалов отрасли и надежную литературу, мы сможем управлять идеальными условиями для получения желаемого продукта на основе поведения потока полимерного расплава.
Как проверить и устранить распространенные проблемы при одношнековой экструзии?
Выявление проблем течения материала и разрушения расплава
При использовании одношнековой экструзии способность выделять проблемы, связанные с потоком материала или разрывом расплава, имеет решающее значение для избежания сложностей в дальнейших производственных процессах и оптимизации качества конечного продукта. В результате проблемы с потоком материала, такой как изменение скорости потока или распределение температуры расплава неравномерно, размеры и характеристики конечного продукта могут меняться. Кроме того, разрыв расплава приводит к шероховатым поверхностям экструдатов или поверхностным дефектам чрезмерного продукта, что снижает эффективность экструзии, постоянно рассматриваемую в теории экструзии.
Для устранения всех этих проблем необходимо обратиться к специалистам и ознакомиться с соответствующими публикациями, чтобы понять, как работает сварочная экструзия и как ведет себя полимерный расплав. Поскольку экструзия — это сложная задача, полагаться только на то, что вы понимаете, невыгодно; следовательно, понимание того, как работает экструзия и какую роль полимерный расплав играет в сварке, позволяет решать проблемы, связанные с потоком, и снижать скорость разрушения расплава, увеличивая общее количество и качество продукции.
Практические решения для преодоления проблем процесса экструзии
Для решения проблем экструзионных процессов необходимо строго соблюдать определенную последовательность действий для внедрения практических решений. Учитывая некоторые фундаментальные проблемы, такие как поток материала и разрыв расплава, можно повысить производительность и качество продукции. Некоторые из основных решений включают следующее:
- Компетентность в области Бейли и шнека: используйте конструкции ствола и шнека, совместимые с экструдируемым полимером. Обратитесь за профессиональной консультацией и ознакомьтесь с литературой и доступными рекомендациями по оптимизации характеристик конструкции.
- Температура во время нагрева и извлечения: Контролируйте температуру в течение всего процесса экструзии, чтобы решать такие проблемы, как недостаточное или избыточное плавление. Правильно расположенные зоны нагрева и охлаждения могут помочь контролировать подачу требуемого материала и отсутствие разрыва расплава.
- Давление сплава и скорость шнека: Сочетайте давление шнека со скоростью, чтобы облегчить поток материала и предотвратить возможное засорение или неравномерный поток. Проведите несколько проб и ошибок и наблюдайте за всем процессом, пока не узнаете контролирующие факторы, идеально подходящие для вашей экструзии.
- Сырье: Высококачественное сырье должно применяться вместе со свойствами, созданными для экструзии, чтобы полученный процесс экструзии проходил в тех же условиях. Последний, но не менее важный шаг — провести соответствующее тестирование и контроль качества входного материала для экструзии.
- Плановые работы по техническому обслуживанию и очистке: работы по техническому обслуживанию по четко определенному графику улучшают состояние экструзионного оборудования. Периодическая ручная очистка обеспечивает удаление осадков и засоров материала, что обеспечивает непрерывность эксплуатационных работ и помогает избежать задержек.
В качестве предостережения, решение проблем, связанных с экструзией, затрагивает полимер в самом ядре, что означает, что глубокое понимание экструзии и полимера является обязательным. Было бы хорошей практикой обратиться к экспертам в этой области и использовать надежные и авторитетные ресурсы для лучших решений.
Практические примеры и технические идеи для лучшего проектирования экструзии
Эффективное использование методов экструзии, наряду с разработкой высококачественных экструдированных продуктов, влечет за собой понимание дисциплины вращения физики во время экструзии. Теперь, поняв физику вращения шнека и цилиндра, достигается понимание того, как можно модифицировать обработку полимеров.
Три параметра, отвечающие за оптимизацию физики вращения скорости, — это материал шнека, размеры цилиндра и параметры вращения: экструзия, медленное полное восстановление и быстрое полное восстановление. Другие параметры, такие как скорость сдвига, время пребывания и теплопередача, определяют качество и эффективность экструзии.
По мере углубления знаний по этой теме обращайтесь к экспертам за правильным руководством по подходу к экструзии. Ключевые руководства и книги Кэмпбелла, Сполдинга и других важны с точки зрения получения знаний об анализе одношнековой экструзии, а также ее оптимизации. Поэтому такие объяснения и практические задания заставляют нас улучшать конструкцию и производительность экструзии.
Благодаря знаниям, полученным в ходе изучения примеров и анализа, инженеры по экструзии смогут расширить понятие физики вращения и понять, как именно она влияет на эффективность экструзии. В результате они смогут разрабатывать требуемые конструкции для потребления и преодолевать проблемы экструзии, тем самым повышая производительность и качество продукции.
Как детали физики вращения влияют на эффективность экструзии?

Понимание физики вращения ствола и шнека
Экструзия имеет вращение цилиндра и шнека как наиболее важные параметры, поскольку без них невозможно оптимизировать эффективность экструзии. Просить сотрудников подумать о физике, стоящей за этим Процесс экструзии помогает им понять принципы конструкции и ее модификации, когда она, как кажется, не работает должным образом. Разумно начать в этом первом разделе с некоторых механизмов шнека и цилиндра, которые можно увидеть в процессе экструзии, чего следует ожидать от источников и экспертов, помогающих в написании этих идей.
Влияние вращения на переработку полимеров и свойства материалов
Вращение цилиндра и шнека при экструзии позволяет обрабатывать полимеры и, в свою очередь, определяет свойства материала. Понимание лежащей в основе физики этого необходимо для профессионалов в этой области, поскольку оно направляет выбор конструкции и помогает решать практические проблемы, связанные с экструзией. Чтобы улучшить наше понимание этого критического аспекта процесса экструзии, мы рассмотрим основные принципы и механизмы вращения цилиндра и шнека.
Исследования и технические работы выявили влияние вращения на обработку полимеров и характеристики материалов. Здесь мы объединяем самые последние результаты исследований с результатами отраслевых практиков и специалистов, чтобы понять проблему. Мы не собираемся полагаться исключительно на поисковые системы и их результаты, а собираем данные и информацию из авторитетных публикаций, ресурсов и экспертов по методам экструзии.
Используя этот подход, мы надеемся углубить наше понимание взаимосвязи между эффектом вращения и переработкой полимеров, а также усовершенствовать конструкцию параметров экструзии, соображения и стратегии для улучшения свойств материала.
Стратегии оптимизации физики вращения при экструзии
Необходимо провести тщательный обзор параметров экструзии, свойств материалов и конструкции для оптимизации физики вращения во время экструзии. Понимание технических деталей литературы в этой области и обращение к ресурсам и специалистам, занимающимся методами экструзии, являются обязательными. Литература по экструзии охватывает книги, посвященные анализу одношнековой экструзии. Как и в случае с Аннандом и Муром, идеи Кэмпбелла и Сполдинга относительно экструзии могут помочь читателям понять отрасль и экспертные знания. Кроме того, более ранние работы по экструзии демонстрируют, как развивались конструкции шнеков и аналогичный прогресс, достигнутый в технологии.
Социальная эволюция в большей степени изменила ориентацию одношнековой экструзии. Новые материалы и новые смолы обеспечивают необходимое включение функциональных характеристик в текущую экструзию. Физика вращения экструзии никогда не остается статичной; новые конструкции и процессы входят в развивающуюся модель. Более того, вовлеченные организации и научные учреждения также играют значительную роль в содействии развитию экструзии как технологии.
Имея доступ к этим публикациям, инженеры и другие специалисты в этой области могут разрабатывать стратегии, которые позволят улучшить физику вращения во время экструзии. Это в конечном итоге улучшит качество продукта, эффективность процессов и конечные результаты работы.
Какие публикации и ресурсы относятся к анализу одношнековой экструзии?

Основные книги и публикации по методам экструзии
Для инженеров и других специалистов в этой области жизненно важно быть в курсе новых разработок и инноваций в области одношнековой экструзии, особенно в области физики вращения и усовершенствования процесса экструзии. Вот некоторые важные книги и публикации для понимания и получения знаний:
- «Наука и технология одношнековой экструзии» Гарольда Ф. Джайлза-младшего, Джона Р. Вагнера-младшего и Элдриджа М. Маунта III: Эта книга является весьма фундаментальной в том отношении, что она знакомит читателя с концепциями одношнековой экструзии вместе с углубленным обсуждением конструкции шнека, поведения различных материалов и оптимизации процесса. Таким образом, эта книга полезна во многих отношениях, когда необходимо понять принципы и методы экструзии.
- «Extrusion: The Definitive Processing Guide and Handbook» Гарольда Ф. Джайлза-младшего: Эта книга была опубликована достаточно авторитетно и призвана стать всеобъемлющим ресурсом по всей процедуре экструзии, охватывающим темы, связанные с машинами, природой материала, изготовлением замены и поддержанием качества продукта. Она изобретательна и объемна с точки зрения концепций и практических сценариев для начинающих и опытных профессионалов.
- «Экструзия полимеров» Криса Раувендаля: эта работа делает огромный шаг вперед и подробно рассматривает процесс экструзии, уделяя особое внимание полимерным материалам и их поведению в процессе. Некоторые затронутые темы включают реологию, конструкцию головки, постобработку экструзии и устранение неполадок. Она идеально подходит для изучения экструзии полимеров.
- «Технические статьи и журналы: Общество инженеров по пластмассам (SPE), журнал Polymer Engineering & Science и несколько соответствующих изданий часто публикуют технические статьи и доклады по методам экструзии. Эти материалы представляют новейшие научные исследования, тематические исследования и разработки в области одношнековых экструзионных систем.
Благодаря этим книгам и публикациям специалисты, занимающиеся одношнековой экструзией, могут глубже понять теорию, практику и инновации в области экструзии, а также получить помощь в оптимизации физики вращения и других физических параметров, влияющих на работу системы одношнекового экструдера, и, в конечном итоге, повысить эффективность и качество конечных экструдированных продуктов.
Мнения экспертов в области экструзии, таких как Кэмпбелл и Сполдинг
Для экспорта технологии одношнековой экструзии среди игроков отрасли принято консультироваться с экспертами по экструзии, такими как Campbell и Spalding. Деятельность этих ученых позволила им значительно продвинуться в понимании того, как работают процессы экструзии, и продвижении исследований, публикаций и технических статей в областях их специализации. Такой контакт служит для охвата многих аспектов, которые включают эволюцию конструкции шнека, разработанные технологии и их влияние, передовые материалы и смолы, новые продукты и новые идеи, и даже такие организации, как Общество инженеров по пластмассам. Таким образом, специалисты по экструзии могут дополнить свое понимание принципов экструзии и физики вращения, улучшив качество экструдированных продуктов.
Как предыдущие книги по экструзии подробно описывают эволюцию конструкции шнека
Предыдущие тома по технике экструзии имеют большое значение для понимания прогресса, достигнутого в технологии шнеков за эти годы. Эти письменные работы посвящены старым временам, и благодаря разработкам и достижениям тех дней, современный процесс экструзии стал возможным – эти тома содержат письменную теорию и практику из предыдущих изданий. Это помогает практикам понять основы конструкции шнеков. Таким образом, они могут точно настроить физику вращения для повышения эффективности и качества экструдированных продуктов.
Приводятся подробные описания различных конструкций шнеков, их геометрии, глубины канала и ширины лопасти. Они также рассматривают, как конструкция шнека изменяет процесс смешивания расплава и давления, смешивания и скорости сдвига. Кроме того, эти тексты рассматривают взаимозависимость между конструкцией шнека и характеристиками материала, подчеркивая необходимость правильного проектирования шнека для конечного использования экструзии.
Профессионалы в области экструзии говорят, что данные, размещенные в текстах выше, дают им историческое и техническое понимание того, как конструкции шнеков развивались на протяжении многих лет. Используя такую информацию, эти профессионалы смогут улучшить свои Процессы и продукты экструзии качество и быть в курсе технологических достижений в отрасли.
Как разработанные технологии изменили одношнековую экструзию?
Роль современных материалов и смол в современной экструзии
Достижения в области материалов и смол произвели революцию в экструзионной промышленности. Произошел заметный сдвиг в материалах. Я как практик видел, как внедрение таких материалов изменило всю технологию экструзии навсегда. Внедрение высокопроизводительных смол и специальных соединений улучшило производительность экструзии и качество продукции, а также обеспечило большую степень свободы настройки. Такие передовые материалы обладают более высокими характеристиками, включая лучшую текучесть расплава, термическую стабильность и повышенную устойчивость к износу и коррозии. С такими материалами профессионалы в экструзионной промышленности могут улучшить свои методы, стать более эффективными и реагировать на меняющиеся требования клиентов.
Новые тенденции и инновации в проектировании и процессе экструзии
Имея большой опыт работы в области экструзии, я следовал за руководящими изменениями и практиками в проектировании и производстве экструзионных машин, особенно теми, которые обсуждались в последнем выпуске некоторых важных публикаций. Первое, о чем стоит упомянуть, — это применение современных систем автоматизации и компьютеризации в экструзии. Такие системы увеличивают производительность и позволяют автоматизировать управление на протяжении всего процесса экструзии. Еще одним интересным нововведением является изобретение многослойной экструзии, которая позволяет многослойной экструзии создавать более функциональные и характерные композиты. Кроме того, исследования и разработки в области проектирования штампов и методов моделирования напряжений предоставляют возможность производить более точные изделия и поверхности. Эти новые тенденции и инновации в проектировании и процессе экструзии, вероятно, окажут положительное влияние на производительность сектора, качество и индивидуализацию продукции.
Вклад таких организаций, как Общество инженеров по пластмассам
Как эксперт по экструзии, я признаю такую организацию, как Общество инженеров по пластмассам (SPE), которая еще больше расширила эту область. SPE имеет важное значение для коммуникации, стандартизации и сотрудничества между практиками, учеными и производителями. Благодаря конференциям, семинарам и публикациям SPE имеет возможность продвигать вопросы важных разработок, исследований и примеров передовой практики проектирования и процесса экструзии. Вклад Общества в спонсирование технических сессий, семинаров и учебных курсов помогает профессионалам изучать новые продукты и технологии и приобретать новые навыки. Кроме того, SPE содействует разработке и внедрению стандартов и других документов для всей отрасли, обеспечивая стабильность и качество в производстве экструзионных изделий. Такие организации, как SPE, придерживаются принципов инноваций и пропаганды профессионального развития и значительно обогащают процессы и деятельность в экструзионной отрасли.
Часто задаваемые вопросы (FAQ):
В: Чем эта книга отличается от ранее написанных книг по экструзии?
A: В отличие от предыдущих книг по экструзии, которые были сосредоточены на физике движения цилиндра, это первая книга, которая рассматривает физику Поток полимера в одношнековом экструдере в фокусе. Он более реалистичен в задачах анализа и устранения неполадок в процессах экструзии, как отмечают инженеры, которые дают размеры, необходимые для эффективного и действенного проектирования.
В: Каким образом книга объясняет примеры из практики?
A: Некоторые примеры представляются реалистичными, поскольку они, как правило, исходят из точки зрения среднестатистического инженера-заводчика. Эти исследования дали реалистичные измерения и параметры процесса, что играет важную роль в устранении неполадок и понимании процесса.
В: Кому, по вашему мнению, следует прочитать эту книгу?
A: Книга предназначена для исследователей и проектировщиков процессов, отвечающих за процессы, работающие на самых высоких скоростях. Она также подходит для инженеров-заводчиков, операторов одношнековых экструзионных машин и техников.
A: Автор хорошо оснащен соответствующими знаниями и навыками, поскольку он работал в некоторых технических экструзиях. Он является членом совета по экструзии и был главным техническим директором Castle Associates. Кроме того, он также является научным сотрудником в области материаловедения, за что был награжден наградой за признание заслуг.
В: Какие рекомендации по устранению неполадок в случае одношнековой экструзии даны в книге?
A: С самого начала было ясно, что книга содержит множество практических стратегий для устранения неполадок и анализа всего процесса с помощью интегративных представлений. Она предлагает практические решения распространенных проблем экструзии, которые помогают читателям оптимизировать процессы и качество продукции.
В: Что можно сделать, чтобы книга более эффективно достигала своих целей?
A: Книга предоставляет читателям практические подходы к предмету, особенно в отношении экструзии с одним и со-вращающимся шнеком. Эта информация содержит реальные измерения, параметры процесса и размеры, даже в исследованиях по экструзионным установкам. Такой практический способ рассмотрения вещей позволяет читателям брать информацию и применять ее на экструзионных установках своих фирм.
В: Каким образом эта книга помогает клиентам в секторе экструзии?
A: Эта книга будет полезна для клиентов в экструзионной промышленности, которые хотят улучшить свои процессы. Она охватывает теоретические и практические аспекты, которые могут помочь повысить уровень эффективности, сократить периоды простоя и улучшить качество продукции в одношнековых экструзионных процессах.
Справочные источники
1. Измененные модели транспортировки расплава для одношнековых экструдеров: целостный подход посредством объединения знаний предметной области и символической регрессии (2023) (Маршик и др., 2023)
- Ключевые результаты:
- Разработаны три уравнения регрессии для оценки скоростей потока и рассеивания в шнековых каналах одношнековых экструдеров.
- Все модели позволили оценить скорости потока и рассеивания для широкого спектра других коммерческих конфигураций шнеков, включая стандартные и высокопроизводительные шнеки.
- Методология:
- Проведен размерный анализ для выделения независимых влияющих факторов
- Проведено численное параметрическое проектное исследование для создания набора данных о скоростях потока и рассеивания.
- Для генерации уравнений регрессии используется интегрированное процедурное понимание предметной области в рамках символической регрессии.
2. Преимущества охлаждения шнека для улучшения транспортировки твердых веществ в гладкоствольных одношнековых экструдерах (2023) (Уомер и Сполдинг, 2023, стр. 344–354)
- Ключевые результаты:
- Охлаждение шнека может способствовать транспортировке твердых веществ в нескольких процессах одношнековой экструзии за счет оптимальных температур цилиндра и шнека.
- Соотношение сил передачи и уравновешивания на твердом слое определяет оптимальные условия транспортировки твердых материалов, что достигается за счет изменения температур цилиндра и шнека.
- Методология:
- Чтобы выяснить, как охлаждение шнека влияет на возможности транспортировки твердых веществ, были проведены экспериментальные исследования охлаждения шнека.
- Были объяснены принципы и практическое применение охлаждения винтов.
3. Прогнозирование объемной производительности одношнековых экструдеров: сравнение подходов двух- и трехмерного моделирования (2023) (Маршик и Роланд, 2023)
- Ключевые результаты:
- Объемную производительность одношнековой экструдерной системы, исходя из ее физических размеров, можно спрогнозировать, используя как двумерные, так и трехмерные методы моделирования.
- Методология:
- Объемное моделирование скорости потока и скорости рассеивания было логически реализовано с помощью одношнековых экструдеров.
- Основные сравнения в данном исследовании проводились между результатами, полученными с помощью 2D- и 3D-симуляций модели.






