



Hoe een papiermachine werkt: typen, onderdelen en productieproces
Snelle specificaties
| Werkend snelheidsbereik | 300–2,200 m/min (varieert per papiersoort) |
| Machinebreedte | 2.5–10.5 m (trimbreedte) |
| Dagelijkse output | 50–4,000+ ton per dag (TPD) |
| Grondstoffen | Nieuwe houtpulp, gerecyclede vezels, niet-houtvezels (bagasse, bamboe) |
| Energieverbruik | 9.0–9.8 MWh per ton papier (geïntegreerde fabriek) |
| Water gebruik | ~19,000 liter per ton (~5,000 gallon/ton), 90% gerecycled |
Een papiermachine zet ruwe pulp om in afgewerkt papier door middel van een snelle serieproductielijn. Papiermachines zijn de werkpaarden van de wereldwijde pulp- en papierindustrie – een markt die alleen al in 2023 meer dan 420 miljoen ton papier en karton produceerde, gebaseerd op Statista wereldwijde marktgegevensOngeacht het type papiermachine – of het nu gaat om lichtgewicht tissuepapier met een snelheid van 2,200 m/min of zwaarder karton met 600 m/min – kunt u rekenen op dezelfde processtappen: voorbereiding van de grondstof, vormen, persen, drogen en afwerken.
Een gedetailleerde uitleg over de werking van papiermachines, een beschrijving van de verschillende machinetypes en de benodigde technische details voor de specificatieschrijvers en inkopers van de papierfabriek om de verschillende bewerkingsopties te beoordelen.
Wat is een papiermachine en hoe werkt deze?
Een papiermachine is een industrieel apparaat dat een verdunde suspensie van cellulosevezels (meestal met een concentratie lager dan 1%) verwerkt tot een droge, afgewerkte papierbaan. Deze papierbaan wordt geproduceerd met snelheden van 300 meter per minuut tot meer dan 2,000 meter per minuut. Het idee gaat terug tot 1799, toen de Franse uitvinder Louis-Nicolas Robert een patent ontving voor het eerste continue proces voor papierproductie. Later sloten de gebroeders Fourdrinier, Bryan Gamble en Sealy zich bij hem aan en financierden ze de ontwikkeling van het proces voor commercieel gebruik in Engeland rond 1804. Samen met ingenieur Bryan Donkin ontwikkelden ze bruikbare productiemachines.
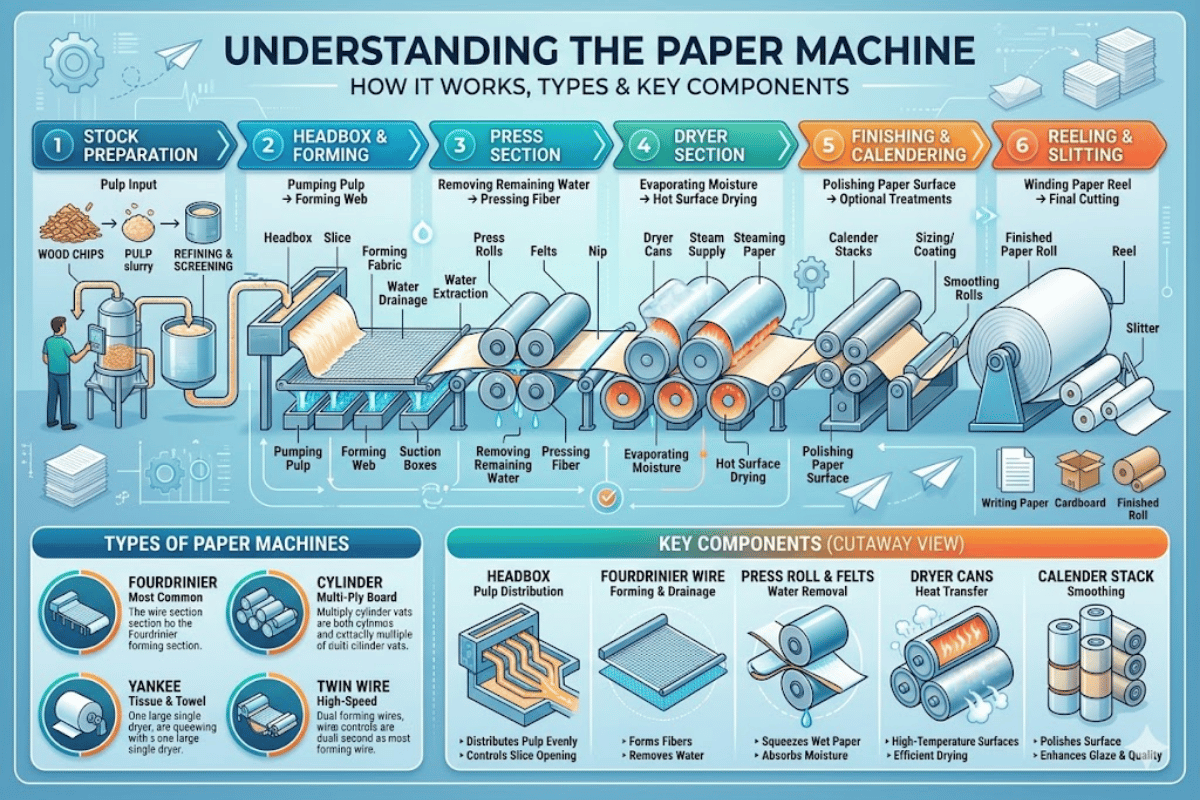
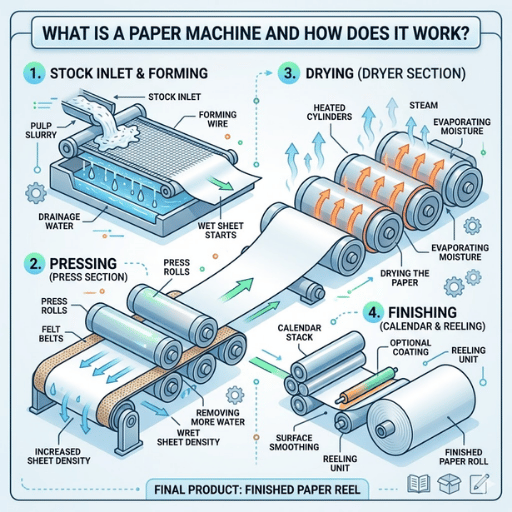
De productievolgorde bestaat uit zes kernfasen:
- Voorbereiding van de vezelgrondstof – De ruwe (nieuwe/gerecyclede) vezelgrondstof wordt gewassen, geraffineerd en verdund tot een consistentie van 0.3-1.0%. De vezels worden in de raffinaderijen vermalen om de juiste vezellengte en fibrillatie voor het papier te verkrijgen.
- Vorming (draadsectie) - De verdunde vloeistof die uit de kopbak komt, wordt afgezet op een bewegend draadgaas. Water verlaat het gaas door zwaartekracht en vacuüm, waardoor een natte vezelmat ontstaat met een vaste stofgehalte van 18-22%.
- Persen - De vochtige vezelbaan wordt bevochtigd en passeert 2-4 persnokken waar het water mechanisch wordt uitgeperst. Hierdoor neemt de consistentie toe tot 35-50%. Elke persnok heeft een lineaire belasting van 50-150 kN/m.
- Drogen – Vocht dat uit het papier vrijkomt terwijl het door de stoomverwarmde cilinders gaat (K): 100-160 °C (ongeveer); het drooggedeelte verbruikt 60-70% van de totale energie die door de papiermachine wordt gebruikt.
- Kalanderen — Kalanders met harde en zachte aandruk verbeteren het uiterlijk van het plaatmateriaal en bieden enige controle over de diktevariatie. De aandrukdruk van de kalanderrollen kan variëren van 20 tot 300 kN/m.
- Oprollen en wikkelen — Transportbandsystemen vervoeren de uiteindelijke baan naar de oprolmachine, waar deze wordt opgerold tot grote moederrollen en vervolgens wordt gesneden en opnieuw opgerold tot de door de klant gewenste breedte.
De droogsectie is een zeer belangrijk, energieverslindend onderdeel van papiermachines. Onderzoek gepubliceerd in Energie-efficiëntie (Springer Nature) Hij stelt dat het persen van een web tot hogere druk resulteert in een hoger drukverbruik vóór het drooggedeelte, zelfs al is het maar 1%, in de vorm van damp.
Soorten papiermachines — Fourdrinier versus cilinder (hogesnelheidsdruk en verpakking)

Er bestaan twee fundamentele papiermachine-architecturen: de Fourdrinier-machine en de cilindervormmachine. Ze verschillen in het papiervormingssysteem, wat van invloed is op de maximale snelheid die ze kunnen bereiken, de structuur van de vellen die ze produceren en de papiersoorten waarvoor ze het meest geschikt zijn.
Fourdrinier-machines blijven het meest gebruikte papiertype voor de commerciële papierproductie van vandaag. Ze zijn voorzien van een horizontaal bewegend draadgaas dat de verdunde papierstraal uit de kopbak ondersteunt. Ontwatering vindt plaats door middel van zwaartekracht, tafelrollen en vacuümgestuurde droogkasten, wat resulteert in een enkellaags papier met relatief ongeoriënteerde vezels. Voor alle papiersoorten – van tissuepapier en krantenpapier tot zwaar karton – bieden Fourdrinier-machines de beste algehele productiviteit.
Cilindervormmachines, oorspronkelijk ontworpen door John Dickinson in 1809, maken gebruik van een roterende, met draad beklede cilinder die gedeeltelijk ondergedompeld is in een vat met vezelsuspensie. Terwijl het water door de draad ontsnapt, hopen de vezels zich op de cilinder op. Meerdere in serie geschakelde cilinders worden doorgaans op elkaar gestapeld om meerlaagse platen te vormen. Cilindervormmachines worden gebruikt wanneer meerlaagse structuren of speciaal papier, zoals bankbiljettenpapier, filterpapier en streng beveiligde documenten, vereist zijn.
Een derde categorie is de tweedraadsvormer, ofwel de spleetvormer. De flexibele vezelslurrystraal kan vrij tussen de convergerende draden worden geïnjecteerd, waardoor tegelijkertijd bij de bovenste en onderste draad ontwatering plaatsvindt. Dit resulteert in een inherent symmetrischer vel met een verbeterde vorming die aansluit bij de hoge snelheden van een conventionele Fourdrinier-vormer.
| Parameter | Fourdrinier | Cilindermal | Dubbele draad (afstandsvormer) |
|---|---|---|---|
| Snelheidsbereik | 300–1,800 m/min | 15–150 m/min | 800–2,200 m/min |
| Typische breedte | 3.5-10.5 m | 1.5-4.5 m | 4.0-10.5 m |
| Uitvoercapaciteit | 100–3,000 TPD | 5–200 TPD | 500–4,000+ ton per dag |
| Bladstructuur | Enkellaags, uniforme vezeloriëntatie | Geschikt voor meerlaagse constructies, willekeurige vezelverdeling | Enkellaagse, symmetrische tweezijdige drainage |
| Meest geschikte categorieën | Krantenpapier, drukpapier, kraftpapier, tissuepapier | Meerlaags karton, bankbiljetten, filterpapier | Hogesnelheidsverpakking, drukkwaliteiten |
| Kapitaalkosten (relatief) | Medium | Lagere | Hoger |
Tussen de twee voorheen concurrerende typen is een moderne combinatie, de dubbele draadvormer (of spleetvormer), nu het meest voorkomende type papiermachine. Het is een logische uitbreiding van het traditionele Fourdrinier-ontwerp, waarbij vezels worden geïnjecteerd tussen twee naar elkaar toegekeerde draden die tegelijkertijd aan de boven- en onderkant ontwateren. Dit leidt tot een verbeterde vorming en symmetrische vezeloriëntatie, bij zeer hoge snelheden van meer dan 2000 m/min.
Belangrijkste onderdelen van een papiermachine

Lijnsnelheid is niet gelijk aan machine-efficiëntie. De totale procesenergie en de specifieke bedrijfskosten hangen nauw samen met het machineontwerp, de toegepaste baanspanning en de systeemefficiëntie binnen elk onderdeel. Belangrijke onderdelen van een papiermachine zijn de kopkast, de vormsectie, de perssectie, de droogsectie en de oprol- en wikkelinrichting.
Hoofddoos
De kopunit levert een gestandaardiseerde, turbulentiegecontroleerde straal verdunde vezelmassa (basis 1-2% vaste stoffen) gelijkmatig over de gehele breedte van de machine. Moderne hydraulische kopunits met verstelbare snijopeningen kunnen de specifieke consistentie van de vezelmassa tot ruim onder de 0.4% over het gehele machineprofiel regelen. Distributiesystemen zoals verdunningsprofilometrie kunnen het basisgewichtprofiel bovendien binnen ±0.5 g/m² regelen. De balans tussen de straalsnelheid en de draadsnelheid (de zogenaamde rush/drag-verhouding) is een belangrijk verschil voor ontwerpers van papiermachines bij het bepalen van de operationele parameters. Deze balans ligt doorgaans binnen een bereik van ±2% van de draadsnelheid, wat van invloed is op de vezeloriëntatie en het producttype.
Vormsectie (draad) — Plaatvorming
Vormen is verantwoordelijk voor het verwijderen van vrij water. "Op de Fourdrinier-machine passeert de draad achtereenvolgens tafelrollen, folies en vacuümrekken." Geavanceerde vormdoeken (geweven synthetische gevormde vellen zoals nylon of polyester met een celgrootte van 60-90/cm) zijn duurzamer, slijtvaster en gemakkelijker te reinigen dan systemen op basis van draad. Een Fourdrinier-machine ontvangt een vezelbaan met circa 18-22% vaste stoffen aan de uitgang van het vormgedeelte. De werking van de papiermachine brengt doorlopende kosten met zich mee voor de vervanging van slijtagegevoelige onderdelen – vormdoeken, persvilt en droogdoeken.
Druk op Sectie
Papierproductiemachines zijn ontworpen om een papierbaan met een hoog vochtgehalte te bewerken. Persrollen oefenen mechanische druk uit om de baan samen te persen, waardoor het gehalte aan vaste stoffen stijgt tot 35-50%. Een typische perssectie bevat 2-4 persgangen, met rechte, omgekeerde of gecombineerde persgangen. Schoenperstechnologie verlengt de contactlengte van de persgang, wat resulteert in een hogere droogtegraad aan de uitgang – vaak 2-5% hoger dan bij conventionele rolpersen bij een equivalente lineaire belasting.
Droger sectie
In het drooggedeelte worden stoomverwarmde gietijzeren cilinders (1.5–1.8 m diameter) gebruikt om de stof te drogen door middel van contactwarmteoverdracht. De meeste machines hebben 5 tot 7 onafhankelijk aangedreven drooggroepen, elk met individuele stoomdruk- en droogstofregeling. De stoomdruk varieert doorgaans van 100 tot 600 kPa, afhankelijk van de kwaliteit en de machinesnelheid. De oppervlaktetemperatuur van de droger varieert van 100 °C tot 160 °C.
Kalender, rol en spoel
Kalanders regelen de oppervlaktestructuur en de dikte van het papier. Zachte "nip"-kalanders gebruiken een aangedrukte rol (bekleed met polymeer) tegen een verhitte stalen rol, terwijl harde "nip"-kalanders uit twee stalen rollen bestaan. Het afgewerkte papier wordt op de rol gewikkeld en vervolgens door snijsystemen gesneden en op een speciale oprolmachine volgens de specificaties van de klant opnieuw gewikkeld.
📐 Technische opmerking
De consistentiecontrole in de kopbox is de belangrijkste regelvariabele die de basisgewichtverdeling beïnvloedt. Voor drukkwaliteiten liggen de streefwaarden tussen 0.3 en 0.5% (gemeten bij het inlaatspruitstuk van de kopbox). Technische richtlijnen van ScienceDirect-literatuur Er wordt gesuggereerd dat, om flocculatie te voorkomen, de consistentie van de kopbak voor langvezelige (kraft)pulp lager moet worden ingesteld (0.2-0.4%) dan voor kortvezelige (hardhout- of gerecyclede) pulp. Het CD-basisgewichtprofiel moet binnen 1.0% (bereik ±0.5%) van de streefwaarde worden gecontroleerd met behulp van verdunningsprofielactuatoren die op intervallen van 50-100 mm over de kopbak zijn geplaatst.
Het papierproductieproces — Van pulp tot afgewerkte rol

De hele papiermachine Van de voorbereiding van de grondstof tot het oprollen van het papier verloopt het proces via een continue reeks gecontroleerde overgangen. Voor elke fase worden de belangrijkste parameters die de uiteindelijke prestaties van het papier beïnvloeden, gekarakteriseerd en bestudeerd.
Voorbereiding van de grondstoffen — Kraftpapier, karton en gerecycled meubilair
De grondstof voor pulp bestaat uit nieuwe houtpulp (naaldhout voor sterkte, loofhout voor de afwerking), gerecyclede vezels of niet-houtvezels (bamboe, bagasse, tarwestro). Niet-houtvezels vormen een snelgroeiend segment van de pulp- en papierindustrie en zullen naar verwachting in 2024 een waarde van 46.92 miljard dollar bereiken en uiteindelijk in 2034 70.33 miljard dollar waard zijn. Fortuin Zakelijke Inzichten.
De voorbereidingsstappen voor de pulpverwerking omvatten het pulpen (extractie van vezels uit de vaste fase), reinigen (verwijderen van verontreinigingen zoals zand, nietjes en plastic), zeven (verwijderen van te grote deeltjes) en raffineren (aanpassen van het vezelbindingspotentieel door mechanische middelen).
Natte gedeelte van de papiermachine
Aanvoersystemen voeren het papier naar het natte gedeelte van de papiermachine en brengen de geraffineerde pulp met een vormconsistentie (0.3-1.0%) naar de vormsectie, waarna deze via zeven en reinigers wordt afgezet en verdeeld over de vormdraad. Op de vormdraad zijn drie manieren van waterafvoer mogelijk (naast zwaartekracht): versterkte drainage door folies en tafelrollen, zuigkasten en zuigtrommels. Aan het einde van de vormdraad bereikt de papierbaan een vastestofgehalte van ongeveer 18-22%.
Pers- en droogwerkzaamheden
Persrollen verbeteren de consistentie van de papierbaan verder tot 35-50% door mechanische compressie toe te passen. Een hogere droogtegraad tijdens het persen vertaalt zich direct in energiebesparingen in de stoombelasting van het daaropvolgende drooggedeelte. Droogcilinders verwijderen het resterende vocht door middel van latente en voelbare warmteoverdracht. Naar schatting bedraagt de afvoer van natte vellen uit het drooggedeelte voor een machine met een capaciteit van 1,000 ton/dag ongeveer 1,200-1500 ton/dag.
Afwerking, snijden en omzetten
Na het drogen kan de papierbaan door een lijmpers (met toevoegingen zoals zetmeel), een coatingstation (voor gecoat drukpapier) en een kalandersectie worden geleid voordat deze op de rol tot moederrollen wordt gevormd. Van de voorbereiding van de papierbaan tot de afwerking verloopt het hele proces als een continue productie. Moderne automatische papierproductielijnen draaien continu, 24 uur per dag, 7 dagen per week, met geplande onderhoudsstops om de 4-8 weken.
De cijfers over waterverbruik zijn afkomstig van de National Academies Press Branchebenchmarkrapport. Het cijfer van 90% waterrecycling is afkomstig van... Kernstatistieken van de Confederatie van Europese Papierindustrieën (CEPI) 2023.
Specificaties van papiermachines — Snelheid, breedte, output en capaciteit per kwaliteit
Niet alle papiermachines zijn gelijk. De specificaties van de machines variëren sterk, afhankelijk van de papiersoort waarvoor ze ontworpen zijn. Voor een tissuepapiermachine met een snelheid van 2,200 m/min zijn de ontwerpparameters bijvoorbeeld heel anders dan voor een hogecapaciteitslijn voor golfkarton met een productie van meer dan 3,000 ton per dag. Hieronder vindt u een overzicht van de specificaties per papiersoort.
| Papierkwaliteit | Snelheid (m / min) | Trimbreedte (m) | Uitvoer (TPD) | Basisgewicht (g/m²) |
|---|---|---|---|---|
| Weefsel | 1,200-2,200 | 2.5-5.6 | 50-250 | 13-30 |
| Krantenpapier | 1,000-1,800 | 6.0-10.0 | 500-1,500 | 40-52 |
| Afdrukken en schrijven | 600-1,500 | 4.0-9.0 | 200-1,200 | 50-120 |
| Containerkarton (voering/golfkarton) | 400-1,200 | 4.5-10.5 | 500–4,000 + | 100-350 |
| Kraftpapier (zak/tas) | 400-900 | 3.5-7.0 | 200-800 | 60-120 |
| karton | 200-600 | 3.0-7.0 | 200-1,500 | 150-500 |
Bij het specificeren van een machine voor een nieuwe fabriek of een upgrade van een papiermachine, bepaalt het gewenste jaarlijkse productievolume – of het nu gaat om papierrollen, karton voor papieren bekers of complete papiersoorten – de minimale combinatie van snelheid en snijbreedte die nodig is. Om een jaarlijkse productie van 1,000 ton containerkarton per dag te bereiken, heeft een fabriek een machine nodig die werkt met een nominale snelheid van 800 meter per minuut, met een snijbreedte van minimaal 7 meter, uitgaande van de gebruikelijke basisgewichten van linerboard.
✔ Voordelen van hogesnelheidsmachines (>1,200 m/min)
- Lagere productiekosten per eenheid – vaste kosten verdeeld over een hogere productie.
- Minder machines nodig, waardoor de benodigde ruimte per ton productiecapaciteit wordt geminimaliseerd.
- Moderne aandrijf- en besturingssystemen garanderen kwaliteit bij hoge snelheden.
- Het energieverbruik per ton daalt naarmate de productiesnelheid toeneemt.
⚠ Beperkingen van hogesnelheidsmachines
- Hogere kapitaalinvesteringen — $200 miljoen tot meer dan $1 miljard voor grote hogesnelheidslijnen
- De mogelijkheid om binnen een smal productassortiment van kwaliteitsklasse te wisselen wordt beperkt, waardoor de bredere productlijn minder aantrekkelijk wordt.
- Verhoogde gevoeligheid voor variaties in de materiaalkwaliteit bij hoge vormsnelheden.
- Langere opstarttijd na het breken van de plaat – verhoogd productieverlies per evenement
Bij het vergelijken oplossingen voor papierproductiemachines Gebruik bij diverse leveranciers van apparatuur de nominale belastbaarheid en de netto doorvoercapaciteit, niet de maximale ontwerpsnelheid. De werkelijke efficiëntie kan 85-93% van de ontwerpsnelheid bedragen om te compenseren voor verschillen in weefsnelheid bij wisseling van kwaliteit, breuk van de weefplaat en reinigingsprocessen.
Duurzaamheid en toekomstige trends in papiermachinetechnologie
De prestaties van papiermachines ontwikkelen zich momenteel langs drie elkaar kruisende paden: gerecyclede vezelstromen, energiebesparing en digitale personalisatie. Dit zijn geen toekomstconcepten, maar actuele investeringsprogramma's die moderne papiermachines herdefiniëren.
Gerecyclede vezels en circulaire productie
Marktonderzoek door Toekomstige marktinzichten Dit duidt op een jaarlijkse groei van 5.7% CAGR voor de papierrecyclingindustrie, tot een wereldwijde omvang van 13.1 miljard dollar in 2034. Bestaande Europese fabrieken handhaven een gemiddeld vezelrecyclingpercentage van ongeveer 72%. Gerecyclede vezels stellen extra eisen aan de papiermachine, zoals hogere concentraties verontreinigingen en kortere gerecyclede vezels die leiden tot een zwakkere papierlaag. Nieuwe vezels moeten worden bijgemengd om de sterkte van het papier te verbeteren.
Energie-efficiëntie en waterbesparing
Uit analyses van Finland en Zweden blijkt dat het totale primaire energieverbruik per ton papier is gedaald van 9.76 MWh/ton naar 9.02 MWh/ton. Dit is te danken aan een combinatie van efficiëntieverbeteringen in de perssectie, installaties voor warmteterugwinning en verbeteringen in de procesautomatisering, zoals gepubliceerd in Tijdschrift over energie-efficiëntie (Springer Nature)Het waterrecyclingpercentage van moderne gesloten systemen bedraagt meer dan 90%. Hedendaagse schoenperssystemen leveren een 2-5% hogere droogtegraad na het persen, waardoor direct bespaard wordt op de thermische energiebehoefte van de droogsectie.
Industrie 4.0 en digitale papiermachines
Productiebedrijven in Scandinavië en Noord-Amerika implementeren een breed scala aan digitale automatiseringsconcepten, zoals onderling verbonden sensornetwerken, digitale persona's en apparatuuroptimalisatiesystemen die worden aangestuurd door kunstmatige intelligentie en machine learning. Het gebruik van voorspellende onderhoudsalgoritmen om trillingen en temperaturen van apparaten zoals droogcilinders of lagers te analyseren, vermindert het aantal defecte apparaten. Dynamische besturingen passen automatisch het basisgewicht, het vochtgehalte en de dikteprofielen aan voor optimale productieomstandigheden.
Market Outlook
Think Fortuin Zakelijke InzichtenDe wereldmarkt voor pulp- en papiermachines bedroeg in 2025 $117.92 miljard en zal naar verwachting in 2034 $171.05 miljard bereiken met een samengestelde jaarlijkse groei van 4.4%. Amerikaanse Forest & Paper Association (AF&PA) Er wordt een stijging van 3.2% in de Amerikaanse papier- en kartonproductie in 2024 voorspeld, met golfkarton als belangrijkste aanjager. De vraag naar verpakkingen (ter vervanging van plastic voor e-commerce en andere toepassingen) blijft de belangrijkste drijfveer voor investeringen in de bouw van nieuwe papierproductiemachines.
Aanpassingen aan een papiermachine om een hoger gehalte aan gerecyclede vezels mogelijk te maken, beperken zich niet alleen tot aanpassingen aan de voorbereiding van de grondstof – ze hebben gevolgen voor elk ander onderdeel van de machine. Gerecyclede grondstoffen bevatten meer fijne deeltjes, die de vormstoffen kunnen verblinden, de doorlaatbaarheid van het persvilt kunnen verminderen en de vervuiling in de droogsectie kunnen verhogen. Door tijdig te plannen, kan rekening worden gehouden met de impact op de machine voordat een extra verhoging van het aandeel gerecyclede vezels wordt bereikt.
Veelgestelde Vragen / FAQ
V: Hoe heet een papiermachine?
Bekijk antwoord
V: Hoe snel kan een papiermachine papier produceren?
Bekijk antwoord
V: Wat is een kopbak in een papiermachine?
Bekijk antwoord
V: Wat is papiermachinebekleding?
Bekijk antwoord
V: Is de papierindustrie een uitstervende industrie?
Bekijk antwoord
V: Wie heeft de papiermachine uitgevonden?
Bekijk antwoord
Heeft u een papiermachine nodig voor uw productielijn?
UDTECH biedt een compleet assortiment papiermachines aan, waaronder installaties voor de voorbereiding van de grondstoffen, papiermachines en afwerkingsmachines voor het oprollen. Ontdek de prijzen en specificaties voor uw ideale papiermachine en capaciteit.
Over deze analyse
De inhoud van deze handleiding is samengesteld door het technische team van UDTECH, op basis van gepubliceerde informatie van de AF&PA, CEPI, Springer Nature en specificaties van leveranciers. UDTECH is een Britse fabrikant en ontwerper van machines voor de continue papierproductie en levert nieuwe oplossingen voor kraft-, golfkarton-, tissue- en cultuurpapierfabrieken. De in dit artikel genoemde snelheden en capaciteiten zijn gebaseerd op ons assortiment apparatuur en gepubliceerde branchegegevens.
Gerelateerde artikelen
Referenties en bronnen
- Wereldwijd verbruik van papier en karton 2024-2032 — Statista
- Benchmarking van energieverbruik in de papierindustrie — Energie-efficiëntie (Springer Nature)
- Fourdrinier-machine — Encyclopaedia Britannica
- Papiermachine — Technisch overzicht — WetenschapDirect
- De pulp- en papierindustrie: meetinstrumenten voor industriële milieuprestaties — National Academies Press
- Kernstatistieken 2023: Europese pulp- en papierindustrie — CEPI
- Marktomvang, marktaandeel en analyse van de pulp- en papiermachinesector — Fortune Business Insights
- Trends in papierproductie en -capaciteit in de VS — Amerikaanse Forest & Paper Association (AF&PA)
- Omvang, marktaandeel en prognose van de papierrecyclingmarkt tot 2036 — Toekomstige marktinzichten






