




Ce didacticiel robuste tente de démystifier les problèmes des extrudeuses Bowden et Direct Drive dans l'impression 3D. Si vous avez déjà envisagé les avantages et les inconvénients de l'utilisation de ces deux systèmes d'extrusion et leur impact sur vos processus d'impression, vous êtes au bon endroit. Ce guide se concentrera sur leurs détails, leurs différences avec Direct Drive, leurs avantages et leurs inconvénients, et leurs effets sur la qualité, la vitesse et le filament d'impression. L'évolution de l'impression 3D de nos jours nécessite de considérer la configuration d'extrudeuse la plus appropriée pour obtenir des résultats satisfaisants. Les types de placement d'extrudeuse, directe et Bowden, seront expliqués du point de vue général des avantages de l'extrusion directe en tenant compte des caractéristiques de conception telles que le tube en PTFE. La distance de l'extrudeuse par rapport à la buse affecte l'impression ; pour certains systèmes, nous étudierons les effets de la distance sur la qualité d'impression, la vitesse et l'utilisation de filaments flexibles. Toute personne nouvelle et intéressée par l'exploration des pratiques de l'impression 3D ou ayant une expérience pratique et souhaitant calibrer sa machine trouvera cet article complet pour comprendre les extrudeuses Bowden et Direct Drive. À la fin de ce guide, vous serez en mesure de faire un choix éclairé en fonction de vos besoins d'impression. Explorons ensuite les mécanismes des extrudeuses Bowden et Direct Drive et la manière dont elles affecteront votre expérience d'impression 3D.
Qu'est-ce qu'une extrudeuse Bowden ?

Définition de la mécanique du système Bowden
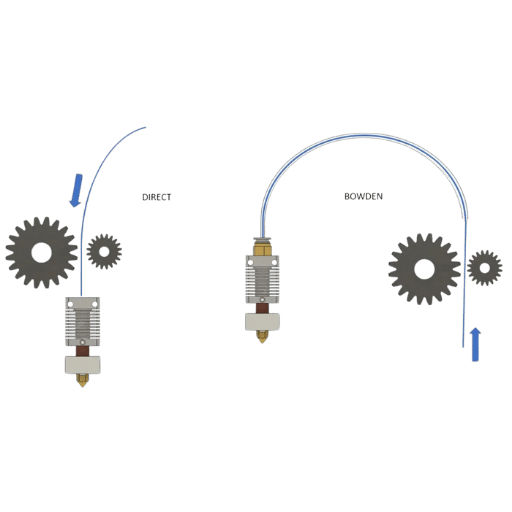
Le système d'extrusion Bowden est une configuration utilisée dans l'impression 3D qui supprime le moteur de l'extrudeuse de la tête d'impression, ce qui en fait un outil privilégié dans la modélisation par dépôt de filament fondu. Dans ce cas, le moteur n'est pas situé immédiatement sur la tête d'impression, mais plutôt à distance et connecté via un tube en polytétrafluoroéthylène (PTFE). Un tel système améliore la polyvalence de la conception de l'imprimante et minimise la masse à déplacer.
Cependant, le système Bowden a pour objectif principal de transférer le filament du moteur de l'extrudeuse vers le compartiment contenant la buse de la tête chauffante. L'un des moteurs entraîne un arbre d'alimentation qui force le matériau du filament à travers le tube, et la tête chauffante fait fondre ce filament pour l'appliquer sur le lit d'impression ou sur les couches existantes. La configuration Bowden est généralement utilisée dans les imprimantes où la vitesse et la précision sont bien plus importantes que la capacité à travailler avec des filaments flexibles.
Le système Bowden présente quelques avantages, comme le déplacement de masse en faible quantité, et il offre également des vitesses d'impression élevées. En revanche, le système Bowden présente également quelques inconvénients. Par exemple, la distance entre le moteur rapidement mis en marche et la tête chauffante entraîne des problèmes de rétraction et par conséquent de contrôle du filament. Cela peut entraîner un suintement excessif ou un certain filament sur certaines impressions. D'un autre côté, le réglage et l'étalonnage peuvent surmonter ces difficultés, et il est donc possible d'affirmer de manière concluante que le système Bowden fonctionne de manière optimale pour des besoins d'impression spécifiques.
La fonction du tube PTFE dans une configuration d'extrusion Bowden
Le tube Bowden est extrêmement important dans la configuration Bowden car il garantit que le filament se déplace en douceur du moteur de l'extrudeuse à la tête chauffante. Le tube PTFE minimise encore plus les frottements et les risques de bourrage du filament car il est utilisé comme conduit. Étant donné que le tube PTFE présente un faible frottement et d'excellentes propriétés de résistance à la chaleur, il permet en outre un contrôle fluide du filament et une réduction des suintements ou des fils lors de l'impression. Son utilisation dans le système Bowden protège également le filament et améliore la qualité d'impression globale.
Avantages de l'utilisation d'une extrudeuse Bowden
Une extrudeuse Bowden est une option judicieuse pour les utilisateurs qui prennent en compte divers facteurs dans les processus d'impression 3D. Examinons certains de ses avantages.
- Masse mobile inférieure : Une extrudeuse Bowden déplace l'ensemble du moteur et du mécanisme d'entraînement du filament loin de la tête d'impression du système. Cette configuration réduit la masse en mouvement de la tête d'impression afin que tous les mouvements pendant le processus d'impression soient fluides et contrôlés.
- Vitesses d'impression accrues : La diminution du poids de la tête d'impression signifie également que les taux d'accélération et de décélération sont plus rapides, ce qui permet d'obtenir des taux d'impression plus élevés sans affecter la qualité du matériel imprimé.
- Qualité d'impression supérieure : Comme l'extrudeuse est séparée de la tête d'impression, la quantité de vibrations et de force mécanique transmise à la tête d'impression est réduite, ce qui se traduit par une meilleure qualité d'impression globale, en particulier pour les conceptions complexes et les détails fins.
- Permet l'utilisation de filaments flexibles : Filaments à haute élasticité comme le TPU et TPE fonctionne très bien dans les extrudeuses Bowden. Le filament postal traverse un tube en PTFE, offrant peu de résistance, de sorte que le risque de pliage ou de blocage du filament est très faible.
- Poids réduit de la tête d'impression:Le moteur de l'extrudeuse ne se trouve pas au niveau de la tête d'impression mais est maintenu en position, ce qui réduit considérablement le poids de la tête d'impression. Cela permet un mouvement efficace et des impressions stables.
- Conception de tête d'impression moins problématique : Lors de l'utilisation d'extrudeuses Bowden, il n'est pas nécessaire d'intégrer le moteur de l'extrudeuse et le mécanisme d'entraînement du filament. Cela permet de concevoir des têtes d'impression plus compactes et plus légères.
En général, une extrudeuse Bowden a une vitesse d'impression plus élevée et une masse en mouvement plus rapide car un booster d'axe Y mobile est appliqué. La qualité d'impression est améliorée et elle est plus compatible avec les filaments flexibles tout en ayant moins de poids pour la tête d'impression et une conception plus simple pour la tête d'impression. En raison de ces avantages, les utilisateurs bénéficient d'une expérience d'impression 3D bien améliorée, et pour cette raison, l'extrudeuse Bowden devient le choix préféré de nombreux utilisateurs.
Qu'est-ce qu'une extrudeuse à entraînement direct ?
Comment fonctionne le système d'entraînement direct
En tant que spécialiste technique de l'impression 3D, je peux dire comment fonctionne le système Direct Drive. Dans un système Direct Drive, l'extrudeuse est montée directement sur le dessus de la buse, ce qui rend les lignes d'alimentation de remplissage plus courtes et plus directes. Ce type d'utilisation évite d'utiliser un tube de filament séparé, comme c'est généralement le cas avec les extrudeuses Bowden, et permet des changements plus contrôlés dans le mouvement de la tige de filament et l'extrusion dans les deux configurations. Le filament est introduit directement dans l'extrémité chaude en réponse au mouvement d'un moteur sur la tête d'impression, ce qui se traduit par une réponse plus rapide et plus précise pendant le processus d'impression. Comme c'est le cas avec cette conception, le contrôle de l'expulsion du filament dans l'extrudeuse permet d'utiliser des matériaux plus larges, y compris des filaments flexibles, dans les structures. De nombreux praticiens de soins 3D apprécient le système Direct Drive en raison de la qualité accrue des impressions, d'une meilleure interaction avec différents types de filaments et de la possibilité d'avoir des vitesses élevées avec une qualité et une précision élevées.
Distance de l'extrudeuse à la buse
Il existe une relation directe entre la distance entre l'extrudeuse et la buse de filament pendant l'impression 3D et la qualité d'impression. Avec un système Direct Drive, l'extrudeuse est placée et intégrée dans la tête d'impression, ce qui permet une réponse rapide aux commandes artistiques. Cette structure améliore le contrôle de la saturation du filament et permet au système de fonctionner avec une plus large gamme de matériaux, y compris les filaments flexibles. Ainsi, de plus en plus d'amateurs d'impression 3D apprécient le système à entraînement direct qui offre une qualité d'impression élevée, une compatibilité avec de nombreux filaments et des vitesses élevées sans perte de précision et d'exactitude. La courte distance entre l'extrudeuse et la buse évite efficacement les mouvements excessifs du filament, ce qui minimise le suintement du filament et offre une grande précision d'impression.
Avantages de l'extrusion à entraînement direct
Pour de nombreux passionnés d'impression 3D, le système d'extrusion à entraînement direct est un choix privilégié en raison de ses avantages. Voici quelques-uns des principaux avantages du système d'extrusion à entraînement direct :
- Qualité d'impression améliorée:Le système Direct Drive permet à la buse et à l'extrudeuse d'être très proches l'une de l'autre. Cela réduit toutefois le déplacement du filament, augmentant ainsi les risques de suintement du filament, ce qui améliore globalement la qualité d'impression.
- Compatibilité avec différents filaments : Les systèmes à entraînement direct sont plus compatibles avec les matériaux, notamment les matériaux flexibles. Cette polyvalence permet une plus grande liberté dans le choix des matériaux, élargissant ainsi la gamme potentielle d'applications.
- Des vitesses plus élevées avec précision : Le système Direct Drive permet d'imprimer à des vitesses plus élevées tout en préservant la précision. Pour chaque augmentation de la distance entre la buse et l'extrudeuse, la quantité de filament qui doit être rétracté et extrudé Augmente.
En conclusion, le système d'extrusion à entraînement direct offre une qualité d'impression améliorée, une meilleure compatibilité des filaments, ainsi qu'une vitesse et une précision améliorées. Ces avantages le rendent idéal pour les passionnés d'impression 3D et pour tous ceux qui envisagent d'utiliser l'impression 3D dans un avenir proche.
Extrudeuse Bowden ou à entraînement direct : laquelle est la plus efficace ?
Évaluation de la qualité et de la vitesse d'impression
L’impression avec une extrudeuse Bowden et une extrudeuse Direct Drive présente certains avantages, avec quelques compromis pour chaque configuration.
Dans la plupart des cas, une extrudeuse à entraînement direct sera plus efficace que d'autres pour la qualité de l'extrusion du filament. Comme l'extrudeuse est montée directement sur la tête d'impression, un contrôle plus précis de l'extrusion du filament est possible sur l'imprimante en termes de reproductibilité et de détails. Cependant, une extrudeuse Bowden, qui implique une distance plus longue entre la source de filament et la tête d'impression, peut provoquer des variations indésirables dans l'alimentation du filament en raison de l'étirement du filament, ce qui entraîne des fils ou des suintements sur l'impression finale.
En ce qui concerne la vitesse, l'extrudeuse Bowden semble avoir un léger avantage sur les autres. Comme l'extrudeuse n'est pas fixée à la tête d'impression, l'inertie de mouvement autour de la tête d'impression est moindre, ce qui permet un mouvement plus rapide et éventuellement des vitesses plus élevées lors de l'impression. Les lecteurs doivent cependant savoir que **dans certaines conditions, l'avantage de vitesse entre les deux types d'extrudeuses peut être minimisé et dépendre des paramètres et de la configuration de l'imprimante.
Les imprimantes avec un mouvement d'extrusion à entraînement direct sont une avancée majeure en matière de qualité d'impression. En effet, elles permettent un meilleur contrôle de l'extrusion du filament, ce qui rend les petits détails plus précis. Bien entendu, si la vitesse est l'élément le plus important, le Bowden peut être une bonne option en raison des légers avantages de vitesse. Néanmoins, il est conseillé d'évaluer les besoins de votre impression en tenant compte des deux systèmes.
Utilisation de filaments flexibles dans chaque système
L'utilisation de matériaux flexibles peut différer d'un système d'extrusion à l'autre. Comme l'extrudeuse est en entraînement direct avec la tête d'impression, le mouvement du filament est beaucoup plus facile, ce qui permet une meilleure impression des filaments flexibles. Cette configuration minimise les risques de gondolement ou de blocage du filament pendant le processus d'impression. Le contraire est le cas dans une configuration Bowden où l'extrudeuse est éloignée de la tête d'impression, ce qui rend l'utilisation de filaments flexibles beaucoup plus difficile, car ceux-ci ont un risque beaucoup plus élevé de compression ou de jeu du filament. Ainsi, certains paramètres, en particulier les paramètres de rétraction, peuvent nécessiter le plus de réglage pour obtenir une impression fiable de filaments flexibles dans un système Bowden.
Dans l’impression 3D, comment le placement de l’extrudeuse et de la tête d’impression affecte-t-il le processus d’impression ?
Les effets qu'ils ont sur les paramètres de rétractation
La distance entre l'extrudeuse et la tête d'impression joue un rôle essentiel dans les paramètres de rétraction de l'impression 3D. La rétraction se produit lors des mouvements non liés à l'impression pour tirer légèrement le filament vers l'arrière afin d'éviter les problèmes de suintement ou de fibrage.
Dans une configuration Bowden où l'extrudeuse et la tête d'impression ne sont pas positionnées à proximité l'une de l'autre, la distance entre les deux peut compliquer la rétraction. Étant donné que la distance de déplacement du filament dans ce cas est plus longue, ce qui entraîne une pression ou une compression plus importante du filament, les conditions sont encore plus défavorables. Cela entraîne un excès de filament non rétracté, un suintement ou un enroulement du filament.
En revanche, dans une configuration à entraînement direct où l'extrudeuse est positionnée à proximité de la tête d'impression, la distance permet un meilleur contrôle du mouvement du filament. Cette configuration permet une rétraction plus précise et il est peu probable que le bourrage du filament se produise pendant l'impression.
Pour définir les meilleures valeurs pour les paramètres de rétraction, il faut tenir compte de la configuration de l'oscilloscope de chaque imprimante 3D. Il faut également tenir compte d'éléments tels que le matériau du filament et les préférences d'impression. Dans le cas d'une impression avec des filaments flexibles dans une extrudeuse pour l'impression 3D, le réglage de la rétraction peut nécessiter des expérimentations, des étalonnages et des ajustements supplémentaires pour garantir une impression fluide et fiable.
Influence sur la vitesse et la qualité d'impression
En pratique, en tant que professionnel chevronné de l'impression 3D, je savoir comment optimiser une extrudeuse La configuration a un effet direct sur la vitesse d'impression et sur la qualité des impressions. Selon que l'on utilise une configuration Bowden ou Direct Drive, cela peut modifier la manière dont l'ensemble du processus d'impression est réalisé.
Dans une configuration Bowden où l'extrudeuse est située loin de la tête d'impression, la distance entre les deux composants peut ralentir et provoquer un mouvement irrégulier du filament, ce qui entraîne des suintements retardés, des fils et une rétraction inefficace. En fin de compte, ces facteurs sont liés à la qualité d'impression globale et nécessiteront des ajustements supplémentaires pour les gérer.
En revanche, une configuration à entraînement direct, où l'extrudeuse est montée à proximité de la tête d'impression, permet un meilleur contrôle du mouvement du filament. Par conséquent, cette configuration facilite une rétraction plus précise, ce qui permet d'éviter le problème de frottement du filament ou de blocage lors de l'impression. Le contrôle et la stabilité améliorés améliorent la qualité d'impression et augmentent les vitesses d'impression.
Cependant, l'obtention des vitesses d'impression et de la qualité globale requises n'est pas absolue et dépend de plusieurs facteurs, tels que le type d'extrudeuse, les propriétés matérielles du filament et les paramètres d'impression. Pour éviter une sous-extrusion pendant l'impression, il peut être nécessaire de tester et d'ajuster les paramètres de rétraction, en particulier lors de l'utilisation de filaments flexibles.
Grâce à la connaissance des principales variations dans la configuration de l'extrudeuse et de la configuration particulière de votre imprimante 3D, les utilisateurs savent optimiser la vitesse des impressions et des impressions de haute qualité.
Quelles sont les principales différences dans la configuration de l’extrudeuse ?

Comprendre la configuration Bowden et la configuration Direct Drive
Lors de la configuration d'une extrudeuse qui sera montée sur une imprimante 3D, le choix de son mode d'action, c'est-à-dire la configuration Bowden ou Direct Drive, est crucial pour la productivité de l'impression. Une configuration Bowden a le moteur de l'extrudeuse à distance de l'extrémité chaude et un tube est utilisé pour alimenter le filament dans l'extrémité chaude. Cette configuration réduit le poids de la tête d'impression, ce qui permet un mouvement plus rapide et des vitesses d'impression potentielles plus élevées. Cependant, elle peut également, d'une certaine manière, entraîner une augmentation de la distance de rétraction du filament et des problèmes de contrôle du filament en raison de la distance entre l'extrémité chaude et l'extrudeuse.
En revanche, dans une configuration à entraînement direct, le moteur de l'extrudeuse est placé sur la tête d'impression et le filament passe directement dans la tête d'impression. Cette configuration minimise la distance de rétraction car le mouvement du filament est mieux contrôlé, réduisant ainsi le risque de gondolement ou de blocage du filament pendant l'impression. La précision et la stabilité apportées par le contrôle amélioré permettent une impression plus rapide et des impressions de meilleure qualité.
Le choix entre les configurations Bowden et Direct Drive implique l'analyse de nombreux facteurs, notamment la vitesse d'impression souhaitée, le type de filament à utiliser et le niveau de précision souhaité. Il est donc utile d'informer les clients de leurs besoins spécifiques. Des compromis existent, tout comme un choix optimal pour chaque application et configuration.
Défis liés à l'efficacité du système d'extrusion
En tant que spécialiste de l'industrie, je peux citer plusieurs facteurs d'efficacité des systèmes d'extrusion. Ils comprennent :
- Assemblage de l'extrudeuse : L'assemblage du moteur de l'extrudeuse, des engrenages et du chemin du filament est essentiel pour assurer une alimentation fluide et constante des filaments.
- Caractéristiques du filament : L'utilisation de filaments de qualité, de diamètre, de propriétés structurelles et de teneur en humidité du matériau variables peut avoir un impact sur l'extrusion et, par conséquent, sur l'impression résultante.
- Dimensionnement de l'extrudeuse:Le diamètre de la buse utilisée et son matériau détermineront la quantité de filament extrudé, sa précision et son mode d'entraînement. La taille de la buse doit correspondre à la résolution d'impression et aux caractéristiques attendues du filament.
- Paramètres de température: La température de fonctionnement de l'extrémité chaude doit être régulée de manière à ce que le filament puisse être facilement fondu et transféré. Si elle n'est pas contrôlée, les changements de température modifieront des facteurs tels que le débit, la quantité et les niveaux de liaison des couches, affectant ainsi la qualité des impressions.
- Paramètres de rétraction : Les réglages de la distance de rétraction et de la vitesse sont particulièrement importants pour le contrôle de l'enfilage et du suintement pendant que l'imprimante est en mouvement. Ils peuvent jouer un rôle important pour rendre les impressions plus nettes et plus précises.
- Vitesse d'impression et hauteur de couche:Le type d'épaisseur de couche associé au type de vitesse d'impression choisi déterminera l'efficacité du système d'extrusion. Des vitesses d'impression accrues et des hauteurs de couche réduites peuvent obliger à modifier le système d'extrusion pour maintenir un dépôt de filament correct et cohérent.
Une prise en compte et un réglage appropriés des paramètres ci-dessus contribueraient à améliorer l'efficacité du système d'extrusion, ce qui, à son tour, améliorerait la qualité des impressions et les performances générales.
Foire Aux Questions (FAQ)
Q : Décrivez la différence significative entre les extrudeuses Bowden et à entraînement direct dans l’impression 3D.
R : La différence majeure entre les types d'extrusion Direct Drive et Bowden réside dans la manière dont l'extrudeuse est montée par rapport à la tête chauffante. Une extrudeuse utilisée dans une configuration Direct Drive est fixée sur la tête chauffante, tandis qu'avec la configuration Bowden, l'extrudeuse est éloignée de la tête chauffante et y est reliée par un tube Bowden.
Q : Discutez des inconvénients de la configuration Bowden.
R : L'un des principaux inconvénients de la configuration Bowden est le poids réduit de l'extrudeuse sur la tête d'impression. Lorsque le poids de l'extrudeuse est inférieur, il peut permettre des vitesses d'impression plus rapides et réduire les vibrations, ce qui peut améliorer la qualité d'impression. La séparation de la buse du moteur et des buses de l'extrudeuse contribue également au refroidissement de l'extrudeuse.
Q : Donnez un inconvénient de l’extrudeuse Bowden.
R : L'un des principaux inconvénients de l'utilisation d'une extrudeuse Bowden est la résistance accrue rencontrée sur le tube Bowden, ce qui augmente les difficultés lors de l'impression avec des matériaux flexibles. Cela est dû à l'affaissement, car la géométrie du filament doit être acheminée par un tuyau plus long avant d'atteindre la tête chauffante, ce qui rend la précision et le contrôle pratiquement impossibles.
Q : Quel est le rôle de l'extrusion directe dans l'impression 3D FDM ?
R : Une extrudeuse directe améliore l'impression 3D FDM grâce à des améliorations à la fois au niveau de la rétraction et de l'extrusion du filament, ce qui est très utile pour les cas d'impression de matériaux flexibles. L'extrudeuse est dotée d'une tête chauffante juste au-dessus, ce qui réduit les risques d'enfoncement du filament, ce qui conduit à une extrusion fine.
Q : Existe-t-il différentes extrudeuses, chacune conçue pour répondre à un besoin spécifique ?
R : Oui, le choix d'une extrudeuse Bowden ou Direct-Drive doit être basé sur les circonstances du travail d'impression. Une image élégante et des matériaux flexibles indiquent la nécessité d'une extrudeuse Direct-Drive. Une coupelle Bowden sera probablement nécessaire pour des impressions plus rapides avec des matériaux plus volumineux.
Q : Est-il possible de modifier l'imprimante d'une imprimante Bowden à une imprimante Direct Drive ?
R : De nombreuses imprimantes modernes prennent en charge la transition du mode Bowden au mode Direct Drive. Cependant, il ne s'agit pas d'une opération plug-and-play simple, car elle nécessite davantage de composants et de modifications physiques telles que l'inclinaison du moteur pas à pas et le réglage des paramètres de l'imprimante.
Q : Quelles sont les conséquences du poids de l’extrudeuse sur l’impression ?
R : Le poids de l'extrudeuse a une certaine influence, avec la possibilité d'affecter à la fois la vitesse et la qualité d'impression. Dans les systèmes avec entraînement direct, ce poids peut également être une source d'inertie limitant la vitesse d'impression et la précision globale de l'impression. En revanche, contrairement à cela, la configuration bowden élimine ce problème en positionnant l'entraînement de l'extrudeuse à l'écart des pièces mobiles de la tête d'impression.
Q : Quel avantage présente le Bowden Drive par rapport à une extrudeuse Direct Drive ?
R : Il est possible d'opter pour un entraînement Bowden au lieu d'une extrudeuse à entraînement direct si l'on souhaite réduire le poids de la tête d'impression afin d'améliorer la vitesse et le volume d'impression avec une plus grande précision, bien que son impression rendrait le routage des filaments flexibles légèrement difficile.
Q : Quelle méthode d'impression de filament gère le mieux les filaments flexibles, la configuration d'extrusion à entraînement direct ou Bowden ?
R : La configuration de l'extrudeuse à entraînement direct est meilleure pour l'impression de filaments flexibles en raison de la courte distance de l'extrudeuse à la tête chauffante, ce qui garantit que la liaison et le flambage du filament, typiques des configurations Bowden avec filament flexible, sont presque toujours éliminés.
Sources de référence
Principales constatations:
- Comparaison:L'étude a révélé que l'actionneur BCD est un candidat viable pour la mise en œuvre dans les exosquelettes portables, car il réduit la masse et l'inertie sur chaque articulation de la structure mobile. Les performances du BCD correspondent à celles du DD en ce qui concerne le suivi du couple et de la position dans un système de contrôle à 4 canaux(Schiele, 2008, p. 3507–3512).
- Densité de puissance de sortie mécanique:Lorsqu'un actionneur BCD relocalisé est utilisé à la place d'un DD dans la structure mobile d'un exosquelette, la densité de puissance de sortie mécanique peut être augmentée de plus de cinq fois, atteignant jusqu'à 31 mNm/cm³, avec des performances comparables(Schiele, 2008, p. 3507–3512).
- Augmentation de la puissance spécifique:La puissance spécifique est augmentée de plus de six fois, à 13 Nm/kg(Schiele, 2008, p. 3507–3512).
- Friction et rigidité:L'angle d'enroulement de la transmission par câble Bowden ne modifie que marginalement le frottement de mouvement libre d'environ 50 mNm. Les performances de suivi sont à peine affectées et la rigidité du contact augmente avec l'angle d'enroulement(Schiele, 2008, p. 3507–3512).
- Tests:Des angles d'enroulement de transmission allant jusqu'à 270 degrés ont été testés(Schiele, 2008, p. 3507–3512).
Méthodologies :
- L'étude impliquait une expérience typique de télémanipulation à retour de force avec un esclave virtuel pour comparer les performances des actionneurs DD et BCD(Schiele, 2008, p. 3507–3512).
- La recherche a évalué le suivi du couple et de la position, la densité de puissance de sortie mécanique et la puissance spécifique dans une configuration expérimentale contrôlée.(Schiele, 2008, p. 3507–3512).






