Mise à jour 2026 Juillet
Le choix entre machines manuelles et automatiques pour la fabrication de rouleaux de printemps doit se fonder sur l'objectif de production à atteindre : combien de rouleaux de qualité peuvent être produits par poste, combien de personnes sont affectées à cette production et quel niveau de déchets ou d'heures supplémentaires le propriétaire est prêt à accepter. Cet article traite des lignes de production de rouleaux de printemps. Il ne compare pas les lignes de formation de nems salés ni les petits cuiseurs à œufs électriques domestiques, sauf si ces résultats peuvent induire en erreur lors de la recherche.
Pour un directeur d'usine, la question n'est pas « Quelle machine est la plus rapide ? » mais plutôt « Combien de rouleaux de printemps commercialisables un opérateur peut-il produire par poste, tout en respectant les exigences de forme, les limites de casse, le calendrier de nettoyage et le budget énergétique ? » Pour un directeur financier, la même question devient « Quel est notre coût pour 1 000 pièces conformes si nous continuons à augmenter les effectifs au lieu d'opter pour une ligne automatisée ? »

Quick Specs
| Meilleure première question | Préparez-vous des rouleaux de printemps en gaufrette, des rouleaux de printemps salés ou de petites quantités maison ? |
| Plage de réglage manuel affichée dans les SERP | Environ 150 à 180 pièces/heure pour les équipements manuels de table, selon le produit et les compétences de l'opérateur. |
| Gamme de table pneumatique | Environ 200 pièces/heure dans les comparaisons de jeux de table publiées. |
| Ligne de plaquettes UD05-2 | 220 pièces/min et environ 600 kg par poste de 8 heures. |
| Ligne de plaquettes UD05-3 | 330 pièces/min et environ 900 kg par poste de 8 heures. |
- Coût d'entrée réduit pour les essais de recettes et les petits lots.
- Facile à déplacer, à nettoyer et à changer entre les courtes distances.
- Fonctionne lorsque la demande reste inférieure au seuil de main-d'œuvre.
- Rendement par opérateur plus élevé lorsque la demande par quart de travail est stable.
- Un contrôle plus reproductible de la température, de la forme et du formage.
- Plus adapté aux commandes documentées de production alimentaire et d'exportation.
Commencez par choisir la gamme de produits : gaufrettes, rouleaux de printemps salés ou appareils électroménagers.
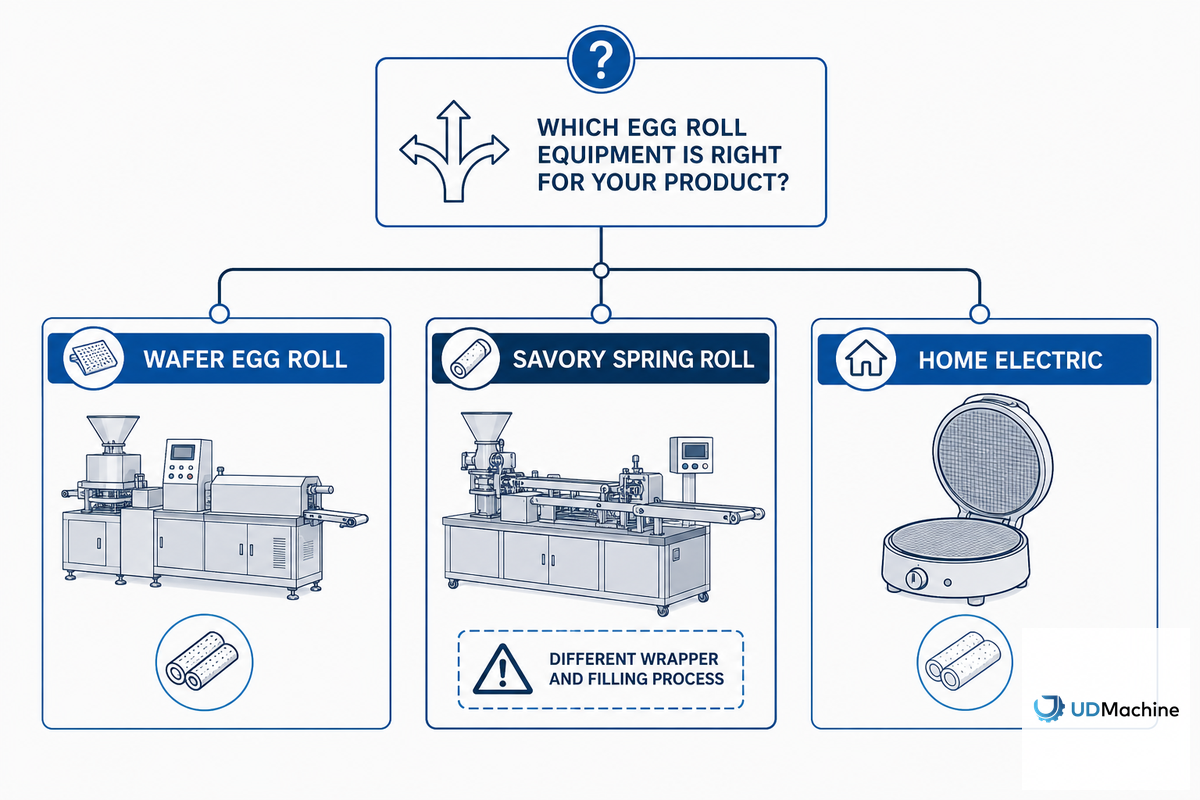
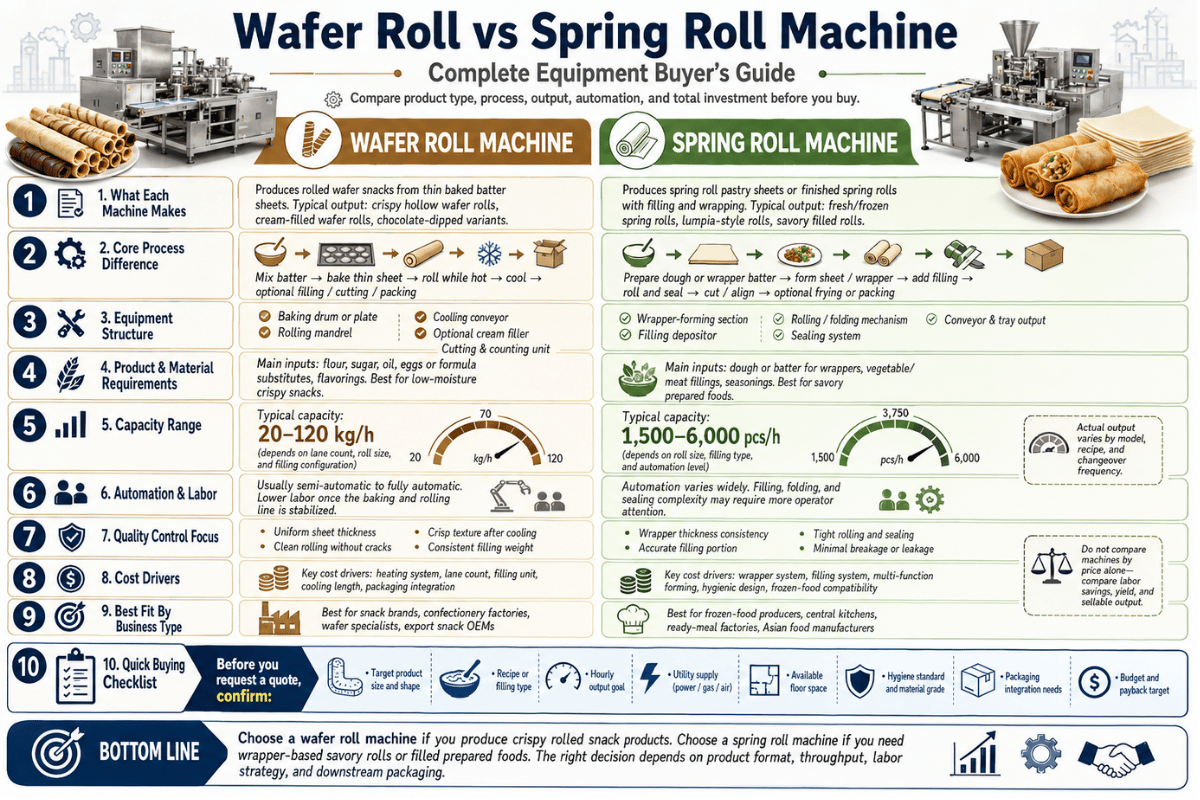
Une machine à nems n'est pas un appareil standard. La fabrication de nems consiste à cuire une fine pâte dans des moules chauffés avant de la rouler encore chaude. Les machines à nems salés et à nems comprennent généralement la gestion d'un tapis roulant à pâte, le remplissage, le pliage et le roulage avant la friture, la congélation ou le conditionnement. L'expression « appareil électrique à nems domestique » désigne généralement un petit appareil de comptoir doté d'une surface de cuisson antiadhésive, et non une machine de production alimentaire.
Cette distinction est importante pour l'acheteur afin d'éviter toute comparaison inappropriée. Il est déconseillé d'évaluer une ligne de production de gaufrettes par rapport à une machine automatique de formage et d'enrobage pour shumai, samosas, pâtisseries ou autres produits fourrés.
Les résultats de recherche actuels (SERP) présentent les machines automatiques ANKO ER-24 pour rouleaux impériaux dans la catégorie des rouleaux salés/surgelés, tandis que la UD05 d'UDTECH est une ligne de production de rouleaux impériaux à base de gaufrettes. Il est conseillé aux acheteurs de comparer les machines d'une même gamme avant de prendre en compte le prix ou la capacité.
La terminologie est importante dans la demande de prix. machine automatique à rouleaux de printemps Cela peut désigner une machine à crêpes, une machine à enrober les rouleaux de printemps salés ou une machine automatique d'enrobage et de formage pour les produits fourrés. Une formulation claire protège les possibilités de personnalisation et indique si la machine peut produire le format souhaité par l'acheteur.
| Famille de produits | Processus | Risque pour l'acheteur en cas de confusion. |
|---|---|---|
| Rouleau de printemps gaufrette | Dépôt de la pâte, cuisson, étalage, refroidissement et emballage. | Les équipements pour emballages salés ne permettront pas d'obtenir des gaufrettes aussi croustillantes. |
| Rouleau de printemps salé | Tapis roulant à pâte, distributeur de garniture, pliage, étalage, puis friture ou congélation. | Le nombre de pièces par heure et le poids par pièce ne peuvent être comparés au rendement des plaquettes. |
| Appareil électroménager | Petite surface de cuisson en alliage d'aluminium ou revêtue pour les préparations maison. | Un faible coût est certes attrayant, mais ne résout pas le problème des coûts de main-d'œuvre commerciale. |
Pour une classification plus détaillée des différents types, consultez le guide des machines à rouleaux de printemps d'UDTECH. Cet article se concentre sur le point de mise à niveau.
Où les machines à rouleaux d'œufs manuelles ou pneumatiques restent pertinentes
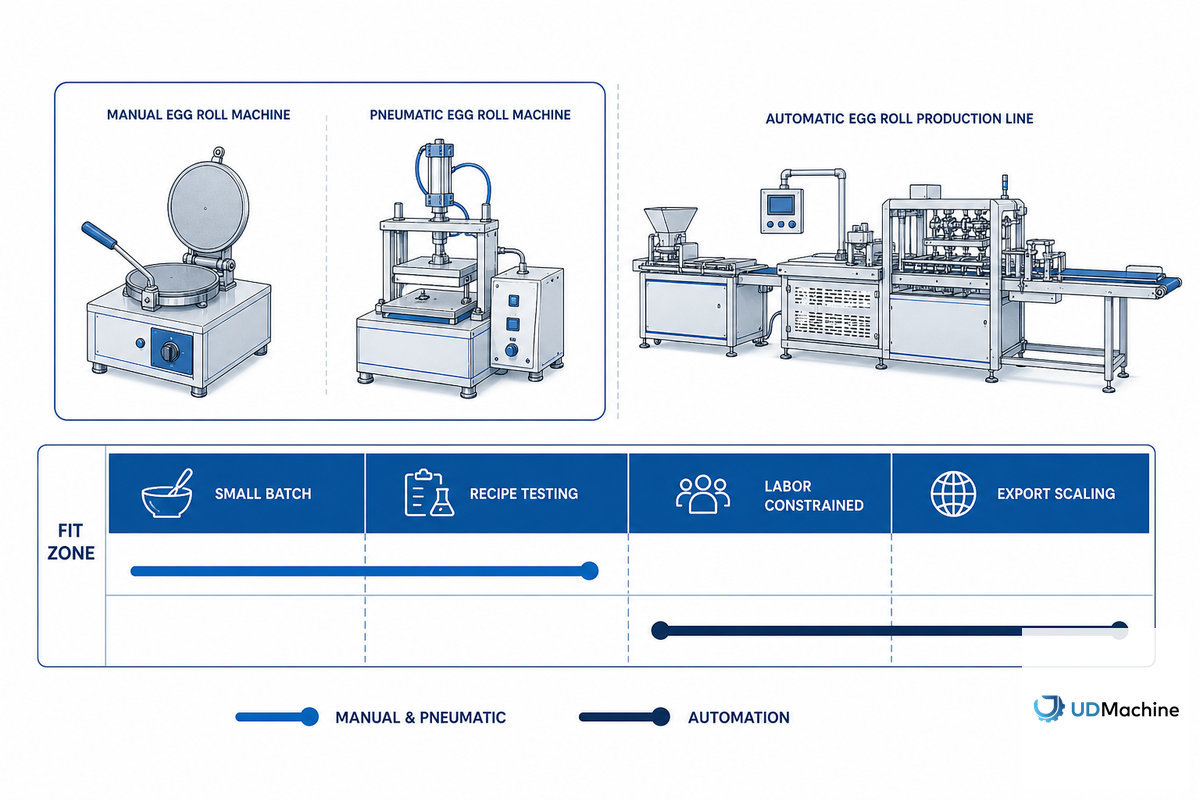
Choisir une machine à nems manuelle traditionnelle n'est pas forcément un mauvais choix. Une solution manuelle peut s'avérer économique pour tester une recette, vendre des lots locaux ou évaluer la demande avant d'investir dans du matériel de production. Les machines manuelles et pneumatiques de table offrent aux opérateurs un contrôle direct sur la consistance de la pâte, le serrage des nems et le nettoyage après utilisation.
Les limitations apparaissent lorsque l'opérateur devient le goulot d'étranglement. Si une seule personne est responsable de l'approvisionnement en pâte, de la surveillance de la surface de cuisson, du façonnage, du contrôle de la couleur, du refroidissement et de l'emballage, la cadence de la chaîne est dictée par sa capacité humaine.
L'assistance pneumatique peut réduire certains mouvements, mais elle n'élimine pas toute manutention manuelle. Cela signifie que même une légère augmentation de la production peut ne pas suffire à résoudre le problème de la main-d'œuvre.
| Type de cas d'utilisation | Signal de sortie | Meilleur rapport qualité/prix |
|---|---|---|
| Test de recette | Des dizaines, voire quelques centaines de pièces par session. | Appareil à rouleaux de printemps manuel ou petit appareil électrique à rouleaux de printemps. |
| Café ou boulangerie locale | Environ 150 à 200 pièces/heure suffisent pour répondre à la demande du service. | Machine à rouleaux manuelle ou pneumatique. |
| Validation du marché saisonnier | La demande fluctue encore d'une semaine à l'autre ou d'un événement à l'autre. | Maintenez un faible niveau de capital jusqu'à l'apparition de commandes répétées. |
| Production régionale ou sous contrat | Une seule équipe ne peut pas répondre à la demande sans renfort. | Évaluation de la machine automatique à rouleaux d'œufs. |
Qu'est-ce qui change lorsque vous passez à une machine à rouleaux de printemps automatique ?

Une machine automatique à rouleaux de printemps permet de passer d'une production manuelle à une fabrication automatisée. Dans ce cas, l'investissement ne se limite pas à l'achat d'un rouleau plus rapide ; il comprend également l'acquisition d'un système de chauffage, de distribution, de formage et de refroidissement fiable, d'une solution facile à nettoyer, de dispositifs de sécurité, de pièces détachées, de formations et d'un service après-vente performant.
L'intérêt commercial réside dans l'efficacité de la production, et non uniquement dans la rapidité. La production en continu permet de réduire la main-d'œuvre et les coûts associés, tout en offrant un contrôle plus précis de la fabrication à grande échelle des rouleaux de printemps. La rentabilité dépend néanmoins du taux de rebut, du temps de nettoyage, de la consommation d'énergie et de la facilité de nettoyage de la ligne entre les lots, conditions essentielles pour une entreprise agroalimentaire.
Dans le segment des rouleaux de printemps en gaufrette, la machine UD05-2 d'UDTECH affiche une capacité de 220 pièces/min, soit environ 600 kg par poste de 8 heures. La UD05-3, quant à elle, présente une capacité de 330 pièces/min, soit environ 900 kg par poste de 8 heures. Ces chiffres diffèrent de ceux des machines manuelles de table et des systèmes de production de produits salés de type ER-24, dont la capacité affichée dans les comparatifs de prix est d'environ 2 400 pièces/h à un poids unitaire de 65 à 75 g.
Il ne faut jamais comparer la production horaire de gaufrettes et de produits salés sans tenir compte du poids, de la taille du produit, du processus de chauffage et de finition. En effet, un rouleau salé de 65 à 75 g et une gaufrette croustillante ne sont pas des unités directement comparables. La planification de la main-d'œuvre et du rendement doit s'appuyer sur des critères distincts.
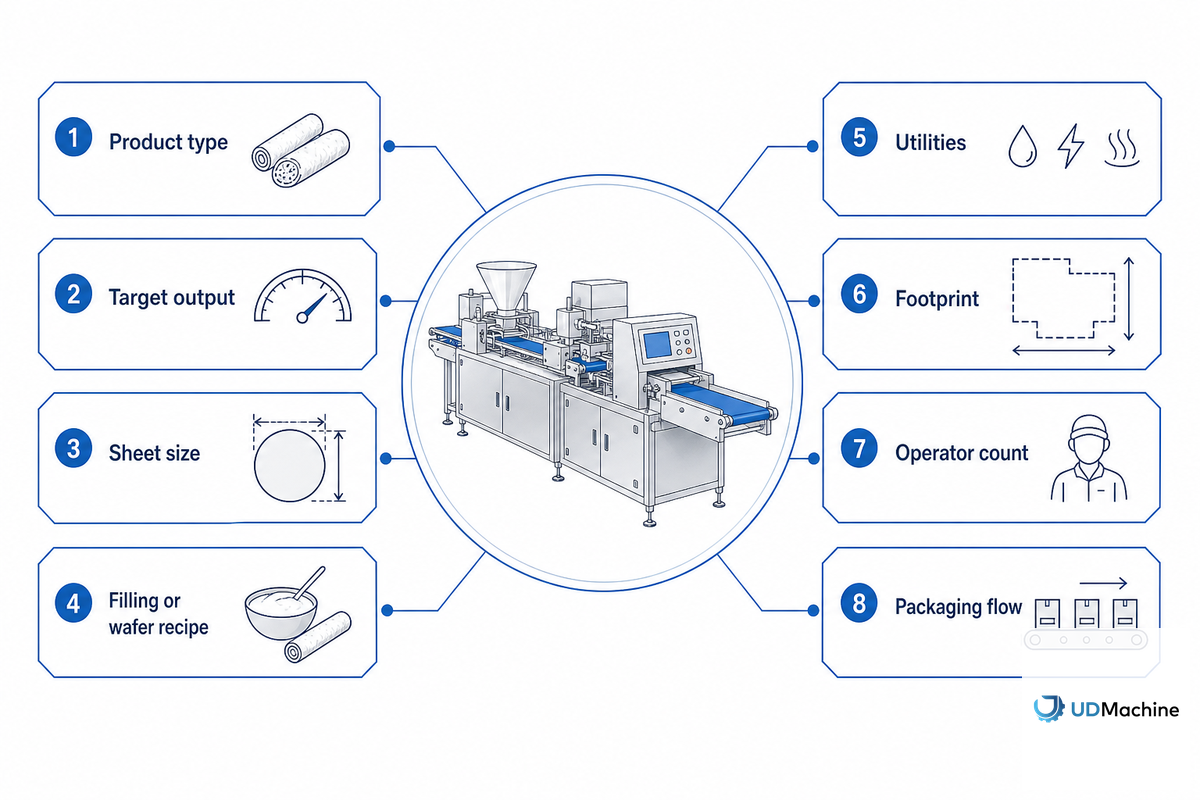
L'automatisation modifie également le dialogue relatif aux demandes de devis. Un acheteur doit désormais aborder non seulement le prix, mais aussi : la taille des rouleaux, le type de pâte ou d'enrobage, la remplisseuse (le cas échéant), la production visée, le type d'alimentation électrique, le type de gaz, les exigences en matière de normes alimentaires, les options de protection, l'étendue de l'installation et les pièces de rechange. Sans ces informations, un acheteur risque de comparer deux machines apparemment équivalentes, dont les devis ne reflètent pas le même niveau de prestations.
Courbe du seuil de productivité par opérateur : Échelle de capacité de travail
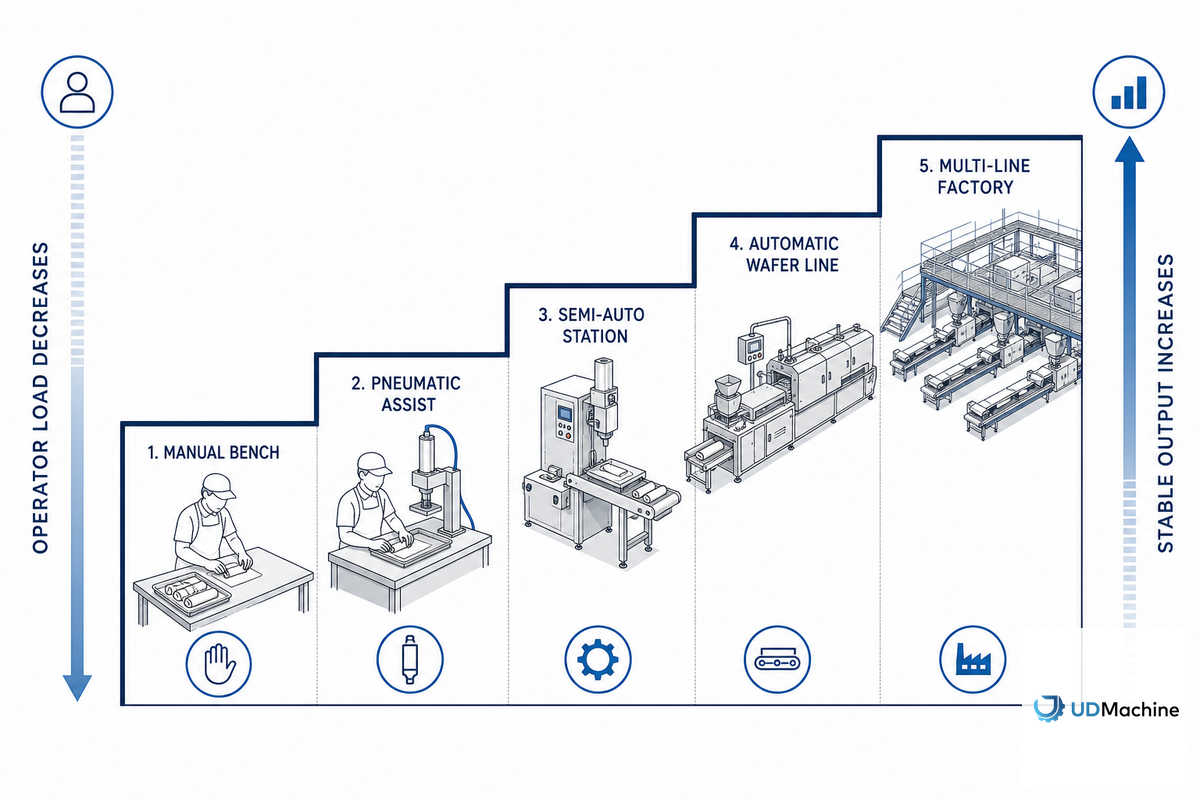
La courbe de seuil de productivité par opérateur indique le moment où la production manuelle cesse d'être une question de petit matériel et devient un problème de capacité de main-d'œuvre. Elle est utile car elle permet au directeur d'usine et au directeur financier d'avoir la même vision : l'un se concentre sur les besoins en personnel, l'autre sur le coût par unité conforme.
Pièces vendables par quart de travail = pièces par heure x heures productives x (1 – taux de rejet)
Production par opérateur = unités vendables par poste / nombre d'opérateurs par poste
Coût pour 1 000 pièces conformes = charge totale de l’équipe / pièces vendables x 1 000
N'utilisez que la production commercialisable après les rebuts, les arrêts pour nettoyage, les changements de format et les déchets d'essai. La vitesse nominale seule n'est pas un critère d'achat.
Exemple : une boulangerie produit 180 pièces/heure avec un seul opérateur pendant 4 heures de production, puis subit une perte de 8 % due aux variations de couleur et aux brioches fissurées. La production commercialisable est d’environ 662 pièces par poste. Si un nouveau client de marque distributeur exige 1 3,000 pièces commercialisables par poste, l’acheteur ne devrait pas comparer « un opérateur » à « une machine automatique ». La véritable comparaison porte sur l’ajout de postes de travail, de postes, d’heures supplémentaires, le tri des rebuts, le risque de retard de livraison et la charge de travail de la machine nécessaire pour maintenir le même objectif chaque semaine.
| couche de décision | Signal d'état manuel | Question relative aux finances ou au propriétaire | Agissez avant d'acheter |
|---|---|---|---|
| Phase d'essai | Un seul opérateur peut assurer le mélange, la cuisson, le laminage, le refroidissement et l'emballage. | La demande est-elle suffisamment stable pour justifier une charge machine fixe ? | Restez manuel ou pneumatique ; documentez les rejets réels. |
| Extension de travail | Un même travailleur ne peut atteindre son objectif de production qu'en prolongeant ses heures de travail ou en omettant des contrôles. | Quels sont les coûts liés aux heures supplémentaires et aux défauts pour 1 000 pièces conformes ? | Indiquez le prix d'une configuration semi-automatique ou d'une petite configuration automatique, en tenant compte du coût de la main-d'œuvre supplémentaire. |
| Pression des marques privées | Un acheteur demande une production hebdomadaire régulière et des registres de production plus propres. | L'usine peut-elle garantir les délais de livraison sans constituer une équipe manuelle plus importante ? | Effectuez un essai à l'échelle et comparez la capacité de la classe UD05 en kg/poste. |
| Déclencheur d'automatisation | La production manuelle augmente, mais le taux de vente, la stabilité de la main-d'œuvre ou la confiance des clients diminuent. | La charge machine réduit-elle le coût total par unité produite ou protège-t-elle un contrat ? | Comparez un devis automatique avec un plan d'expansion manuelle avec personnel. |
| État actuel | Signal de sortie | Signal de travail | Meilleure prochaine étape |
|---|---|---|---|
| Lot de test | Moins de 150 à 200 pièces/heure | Un seul travailleur peut gérer le lot. | machine manuelle ou pneumatique |
| Une demande locale croissante | Objectif de 30 à 60 kg/h | Plusieurs personnes seront nécessaires aux heures de pointe. | revue semi-automatique ou petite ligne automatique |
| Approvisionnement régional | 100-600 kg/poste | 2 à 3 opérateurs ciblent | Ligne de production de plaquettes de classe UD05-2 |
| Exportation ou marque privée | 600-900 kg/poste | 2 à 3 opérateurs cibles plus contrôle qualité | Ligne de production de plaquettes de classe UD05-3 |
| Fournitures de rouleaux salés surgelés | Environ 2 400 pièces/heure en pages de style ER-24 | planification des équipes de production, des déposeuses, des emballeuses, des friteuses ou des congélateurs | Route de la machine à rouleaux de printemps ou à rouleaux de printemps salés |
| Changement manuel à haut rejet | La production augmente, mais le prix de vente diminue. | Les opérateurs passent du temps à retravailler, trier et reconditionner | Effectuez des essais avant d'acheter |
| Nouveau client à l'exportation | Les délais de livraison sont fixés par contrat. | Les heures supplémentaires manuelles deviennent le coût caché | Ligne automatique et ensemble de rechange |
| Spécifications du produit peu claires | Aucun objectif fixe pour le poids, la longueur ou l'emballage des rouleaux | Le service des achats ne peut pas comparer les fournisseurs | Terminez d'abord la liste de contrôle de la demande de prix |
Pour des calculs plus complexes, veuillez vous référer à UDTECH. Guide de planification de la capacité pour les machines à rouleaux de printempsLes acheteurs de plaquettes qui souhaitent établir un modèle de retour sur investissement devraient d'abord étudier les solutions proposées par UDTECH. Calculateur de retour sur investissement pour les rouleaux de printemps à base de gaufrettes.
Comparaison des capacités : Ligne de production manuelle, pneumatique, automatique Savory et UD05

Les tableaux de capacité sont particulièrement utiles lorsqu'ils sont ventilés par famille de produits. Par exemple, une recherche sur « machine à nems » peut renvoyer des résultats pour une machine à nems manuelle de table, une machine à nems salés et une ligne de production entièrement automatisée de nems. Chaque machine se distingue par son procédé de chauffage, son produit fini et son équipement de production.
| Classe de machines | Signal de sortie typique | Profil de l'opérateur | Famille de produits | Meilleur rapport qualité/prix |
|---|---|---|---|---|
| Manuel de table | Environ 150 à 180 pièces/heure | 1 ouvrier | Petites galettes ou fournées maison | Lot de test |
| plateau de table pneumatique | Environ 200 pièces/heure | 1 ouvrier | petits lots de plaquettes | Petite boulangerie |
| Ligne de style ER-24 automatique savoureuse | Environ 2 400 pièces/heure, 65-75 g/pièce | Équipe de ligne | Rouleau de printemps salé ou congelé | fabricants de cuisines centrales ou d'aliments surgelés |
| Ligne de plaquettes UD05-2 | 220 pièces/min, environ 600 kg/poste de 8 h | 2 à 3 opérateurs cibles | Rouleau de printemps gaufrette | Producteur de volume moyen |
| Ligne de plaquettes UD05-3 | 330 pièces/min, environ 900 kg/poste de 8 h | 2 à 3 opérateurs cibles | Rouleau de printemps gaufrette | producteur industriel |
Si vous fabriquez un produit de gaufrette croustillante en rouleau, commencez par le Machine automatisée à rouleaux d'œufs en gaufrette UDTECHSi vous êtes plutôt intéressé par les rouleaux de printemps fourrés, lisez ceci. Guide comparatif des machines à rouleaux de gaufrette et à rouleaux de printemps.
Coût pour 1 000 pièces conformes : quand l’automatisation surpasse la production manuelle
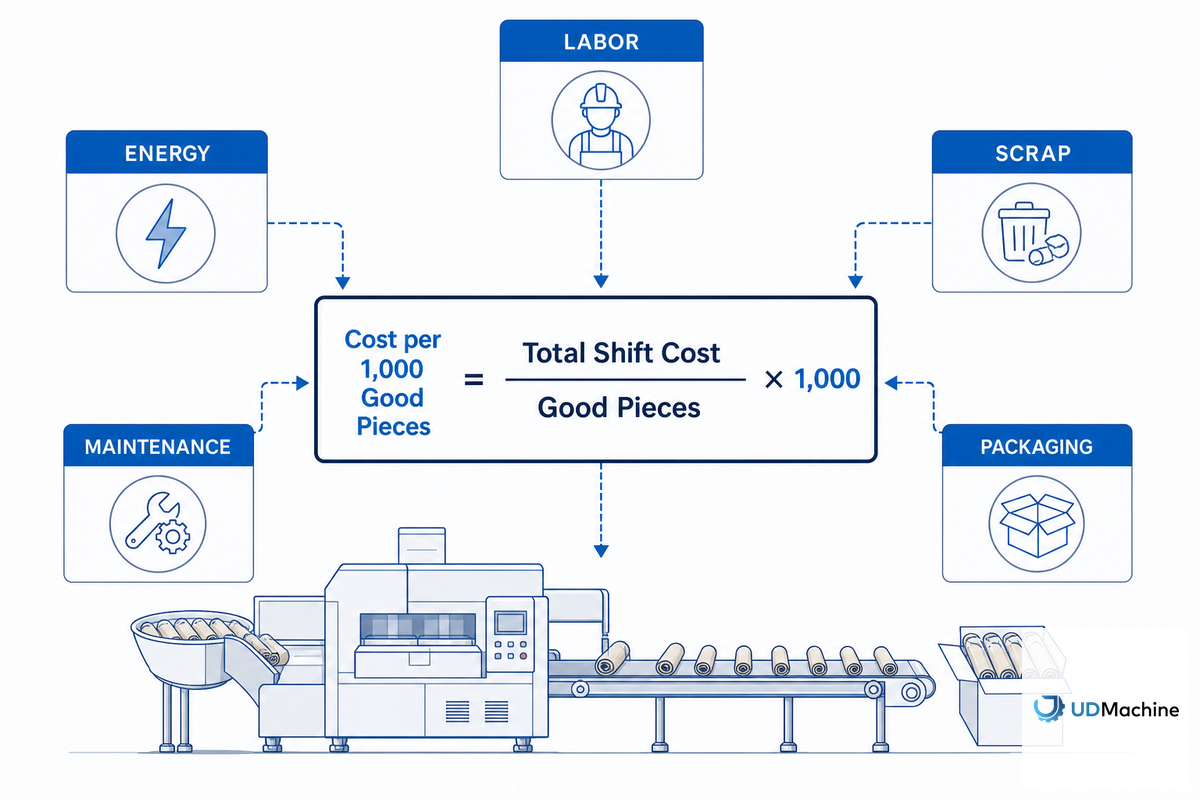
L'automatisation est avantageuse lorsque le coût du maintien d'une production manuelle dépasse la charge de travail liée à l'utilisation de la machine sur la période d'amortissement. Un chef d'entreprise ne doit pas se baser uniquement sur le prix d'achat. Cette comparaison doit inclure la main-d'œuvre, le taux de retouche, l'énergie, le temps de nettoyage, les pièces détachées, l'installation, la formation et le risque commercial de ne pas obtenir de nouvelle commande.
Les acheteurs ne devraient pas demander « Quel est le prix d'une machine automatique industrielle à nems ? » avant de connaître le nombre de pièces conformes nécessaires par poste. Il serait plus pertinent de se demander : « Quel est le coût actuel de 1 000 pièces conformes ? » et « Quelle part de ce coût est imputable à la surcharge de travail, aux retouches, aux retards de livraison ou aux risques liés aux marques de distributeur ? »
Le modèle ci-dessous utilise des données externes à la production plutôt que la seule vitesse de production indiquée dans le catalogue. Le NIST MEP décrit la mesure de l'efficacité des équipements à travers la disponibilité des machines, la performance des processus, la qualité des produits et les pièces défectueuses. L'ASQ considère les déchets, les rebuts, les retouches et l'analyse des défaillances comme des coûts de défaillance internes inclus dans le coût de la qualité. Les données du BLS sur la production alimentaire fournissent un point de référence pour la main-d'œuvre, incluant le salaire horaire moyen des employés de production et non-cadres, de 24.38 USD en mai 2026 (données préliminaires), et une croissance du coût unitaire de la main-d'œuvre de 5.6 % en 2025. Pour une usine de rouleaux de printemps, cela signifie que la question à se poser n'est pas « manuel ou automatique ? » mais « quelle option offre le coût par rouleau commercialisable le plus bas après prise en compte des arrêts, des défauts et de la main-d'œuvre rémunérée ? »
Objectif d'achat fondé sur des preuves
- Point de vue du responsable d'usine : Considérer la production comme des pièces conformes après les arrêts et les rejets. Boîtier NIST MEP OEE démontre pourquoi la disponibilité, les performances, la qualité des produits et les pièces défectueuses doivent être intégrées dans une seule et même vision opérationnelle.
- Point de vue du responsable qualité : Les rouleaux craquelés et les défauts de couleur ne sont pas des problèmes esthétiques. Le cadre d'évaluation des coûts de la qualité de l'ASQ Les déchets, les rebuts, les retouches et l'analyse des défaillances sont considérés comme des coûts de défaillance internes ; le taux de rejet doit donc être intégré au modèle de retour sur investissement.
- Point de vue du directeur financier : Le marché du travail devrait être évalué à l'aide d'un référentiel actuel, puis remplacé par des données salariales locales. (BLS) Profil de l'industrie de la fabrication alimentaire fournit le contexte sectoriel en matière de main-d'œuvre, de revenus, de productivité et de coût unitaire de main-d'œuvre.
| Seau de coûts | Entrée d'extension manuelle | Entrée de ligne automatique | Signal de décision |
|---|---|---|---|
| Charge de travail | Travailleurs par quart de travail x taux horaire x heures productives. | Opérateurs, contrôle qualité, équipe de chargement, de déchargement et de nettoyage. | L'automatisation est plus efficace lorsque la main-d'œuvre augmente plus vite que la production commercialisable. |
| Rejeter et retravailler | Rouleaux fissurés, variations de couleur, tri manuel et temps de reconditionnement. | Taux de rejet des essais après confirmation de la recette, du moule, de la température et des paramètres de refroidissement. | Utilisez des éléments de qualité, et non des éléments entiers, pour comparer le retour sur investissement. |
| Charge de la machine | Achat, entretien et stations supplémentaires d'équipement manuel. | Paiement de la machine, électricité, GPL ou gaz, pièces détachées, installation et indemnité pour temps d'arrêt. | Une offre plus élevée peut tout de même s'avérer avantageuse même si le coût par pièce de qualité est plus faible. |
| Risque de livraison | Livraisons tardives, approvisionnement instable pendant les mois de pointe ou commandes de marques privées perdues. | Capacité hebdomadaire stable, production documentée et plan de pièces de rechange. | Un contrat peut justifier l'automatisation avant même que les seuls calculs de main-d'œuvre ne le fassent. |
| Étendue du devis | Elle exclut souvent le travail invisible nécessaire au refroidissement, à l'emballage, au nettoyage et au contrôle qualité. | Il faut détailler les moules, les protections, les jours d'installation, les essais d'échantillons, la formation et les pièces de rechange. | Ne comparez jamais deux prix tant que le contexte n'est pas normalisé. |
Extension manuelle vs extension automatique : exemple de point de rupture rempli
Un modèle de mise à niveau pertinent doit indiquer les situations où l'automatisation n'est pas encore rentable, et pas seulement celles où elle l'est. Dans l'exemple ci-dessous, l'objectif de commande pour une marque privée à faible volume est de 3 000 unités vendables par poste. Cela explique pourquoi un acheteur doit calculer le plan de production manuelle, le plan de production automatisée et le seuil de rentabilité des coûts machine avant de qualifier un devis de « cher » ou de « bon marché ».
| Étape de calcul | Boîtier d'extension manuel | cas d'essai automatique | Signification de la décision |
|---|---|---|---|
| hypothèse de production brute | 3 postes x 180 pièces/heure x 6 heures productives = 3 240 pièces. | L'objectif de l'essai est fixé à 3 300 pièces, bien en deçà de la capacité nominale d'une ligne de production de plaquettes à haute capacité. | Comparez l'objectif de la tâche, et non la vitesse maximale du catalogue. |
| Rejeter l'hypothèse | On estime à environ 8 % le taux de rejet dû aux variations de couleur, aux fissures et au tri manuel. | On estime le taux de rejet à environ 4 % après l'ajustement des échantillons du fournisseur et la formation des opérateurs. | Le taux de rejet modifie la décision plus rapidement que les résultats affichés. |
| Production commercialisable | 3 300 x 92 % = 3 168 bonnes pièces. | 3 300 x 96 % = 3 168 bonnes pièces. | Ce plan manuel est proche de l'objectif, mais ne dispose pratiquement d'aucune marge de manœuvre pour la livraison. |
| charge variable quotidienne | Exemple : 3 opérateurs, soutien à l'emballage, risque d'heures supplémentaires, entretien du petit matériel = 494 USD/poste. | Exemple : 2 opérateurs, services publics, nettoyage et allocation pour la maintenance planifiée = 360 USD/poste avant la charge de la machine. | Veuillez séparer les paiements relatifs à la machine afin que le service financier puisse tester plusieurs devis. |
| Coût pour 1 000 pièces de bonne qualité | 494 USD / 2.981 = environ 166 USD pour 1 000 bonnes pièces. | 360 USD / 3.168 = environ 114 USD par 1 000 avant la charge de la machine. | L'écart est d'environ 52 USD pour 1 000 pièces avant prise en compte des coûts d'investissement. |
| Charge machine de seuil de rentabilité | Évaluation manuelle : environ 166 USD pour 1 000 pièces de bonne qualité. | Avec 3 168 pièces de bonne qualité, la ligne ne peut transporter qu'environ 165 USD/jour avant que l'avantage lié au coût unitaire pur ne disparaisse. | À faible volume, l'automatisation peut nécessiter une protection contractuelle, une prise en compte des risques liés à la qualité ou une augmentation du volume pour justifier le devis. |
L'équation devient encore plus avantageuse lorsque le volume de production de l'acheteur est stable. Si l'objectif de pièces conformes passe d'environ 3 000 à 15 000 par poste, l'économie de 52 USD par tranche de 1 000 pièces conformes se transforme en environ 780 USD par jour de production, avant prise en compte des coûts de la machine. C'est pourquoi une usine bénéficiant d'un contrat de marque privée en pleine croissance peut investir plus rapidement qu'un café ou une cuisine expérimentale, même si les deux en font la demande.
Matrice de sensibilité du taux de rejet au taux de récupération
Le taux de rebut fait le lien entre le contrôle qualité et la rentabilité. Un responsable d'usine constate les rouleaux fissurés et les retouches ; le service financier, quant à lui, observe la main-d'œuvre payée pour des produits non commercialisables. Le cadre d'analyse des coûts de la qualité de l'ASQ explique pourquoi ce tableau considère les déchets, les rebuts et les retouches comme des intrants financiers et non comme de simples observations du contrôle qualité. Utilisez cette matrice avant la demande de devis afin que le fournisseur puisse réaliser un essai sur échantillon en fonction des tolérances réelles de l'acheteur en matière de casse et de couleur.
| Taux de rejet mesuré | Perte sur 3 000 pièces brutes | Qu'est-ce qui le provoque habituellement ? | Implication de la mise à niveau |
|---|---|---|---|
| Exemple d'environ 4% | 120 pièces rejetées. | Déchets normaux liés aux essais, fissures sur les bords ou apprentissage précoce de l'opérateur. | N’achetez pas uniquement pour réduire les rebuts ; testez d’abord la main-d’œuvre et la capacité. |
| Exemple d'environ 8% | 240 pièces rejetées. | Cuisson manuelle, pâte irrégulière, pétrissage précipité ou refroidissement incohérent. | Demandez un échantillon du fournisseur et comparez les pièces de qualité pour chaque opérateur. |
| Exemple d'environ 12% | 360 pièces rejetées. | Stations manuelles surchargées, mauvaise répétabilité de la température ou espace de refroidissement insuffisant. | L'automatisation peut s'avérer rentable grâce aux gains de rendement et à la réduction des retouches, et pas seulement grâce à la réduction du nombre d'employés. |
| Rejets critiques pour le contrat | Tout taux de rejet susceptible de menacer les délais de livraison ou l'acceptation lors de l'inspection. | Spécifications de marque privée, documentation d'exportation ou pression des audits clients. | Considérez cette décision comme une protection contre les risques majorée du coût pour 1 000 pièces conformes. |
Feuille de travail de mesure préalable à la demande de prix (7 jours)
Avant de demander un devis définitif, veuillez enregistrer les données d'une semaine de production réelle. Le calculateur de retour sur investissement d'UDTECH nécessite la production journalière actuelle, le nombre d'opérateurs actuels et d'opérateurs UD05, le coût annuel de la main-d'œuvre (charges comprises), les horaires de production, le taux de rebut actuel et le prix de vente au kg. La planification des capacités dépend également de la demande du mois de pointe, du nettoyage, des changements de production, du TRS (taux de rendement synthétique) et du poste le moins performant. Cette feuille de calcul transforme ces données en une base de référence pour l'établissement du devis.
| Jour | Que mesurer | Comment l'enregistrer | Comment cela modifie la citation |
|---|---|---|---|
| Jour 1, données de référence | Nombre brut de pièces ou kg, nombre de pièces vendables ou kg et durée du poste. | Utilisez la même unité pour toute la semaine : pièces, kg ou les deux. | Établit la base de référence manuelle par rapport à UD05-2 à 600 kg/8h ou UD05-3 à 900 kg/8h. |
| Plan du travail du jour 2 | Opérateurs rémunérés, temps d'aide, temps d'emballage, temps de contrôle qualité et heures supplémentaires. | Séparer le travail de laminage direct du travail de refroidissement, de tri et d'emballage. | Correspond aux champs du calculateur de retour sur investissement pour les opérateurs actuels, les opérateurs UD05 et le coût de main-d'œuvre chargé. |
| Code de rejet du jour 3 | Rouleau fissuré, variation de couleur, écart de poids, rouleau mal fixé ou emballage endommagé. | Comptabiliser les rejets par cause, et non pas seulement en pourcentage de déchets. | Indique au fournisseur si la réparation concerne le contrôle de la température, le contrôle de la batterie, le refroidissement ou le transfert de l'emballage. |
| Jour 4, heure limite | Minutes de nettoyage, minutes de changement de production, temps d'attente et arrêts imprévus. | Indiquez la raison de chaque arrêt de plus de 5 minutes. | Empêche le devis d'utiliser la vitesse nominale comme si les 8 heures étaient productives. |
| Services publics du jour 5 | Tension, fréquence, type de combustible, prix local du GPL, prix local du gaz naturel et heures de fonctionnement quotidiennes. | Enregistrez la capacité réelle de l'usine, et pas seulement le modèle de machine souhaité. | Alimente le calculateur de carburant, où UD05-2 indique 6 kg/h de GPL ou 8 m3/h de gaz naturel et UD05-3 indique 8 kg/h de GPL ou 10 m3/h de gaz naturel. |
| pic de stress du 6e jour | Journée de commandes maximales, lot urgent ou production avec tolérance de marque privée. | Utilisez la recette la plus complexe et la plus courante plutôt que la plus simple. | Cela permet de déterminer si l'acheteur a besoin d'une automatisation de taille moyenne ou d'une ligne de production à plus grande capacité. |
| Pack de citations du jour 7 | Résumez l'objectif de production en kg/poste, le taux de rebut, la main-d'œuvre rémunérée, les charges d'exploitation, l'agencement, la recette et la famille de produits. | Envoyez le même colis à chaque fournisseur. | Crée une demande de devis normalisée permettant de comparer les prix, les pièces détachées, l'installation et la garantie. |
Protocole d'acceptation d'un essai d'échantillon de 30 minutes
Un essai préliminaire doit tester le produit standard le plus exigeant de l'acheteur, et non la recette de démonstration la plus simple du fournisseur. La page publique d'UDTECH décrit l'installation, le calibrage de la formulation de l'emballage en fonction des paramètres de cuisson, la formation des opérateurs et la mise en service. Cet essai préliminaire permet de vérifier la gamme de produits, la production commercialisable, les causes de rebut et la transition entre la cuisson et le laminage, le refroidissement et le conditionnement.
| Phase d'essai | L'acheteur doit fournir | Le fournisseur doit le prouver | Signal d'acceptation/rejet |
|---|---|---|---|
| Avant de commencer | Photo du produit fini, longueur cible, poids cible, comportement de la pâte et type de produit (gaufrette cuite au four ou enrobage salé). | Famille d'équipements et chemin d'outillage corrects. | Rejetez le devis si les procédés de fabrication de plaquettes et de rouleaux à ressort sont comparés au sein d'une même famille de machines. |
| 5 premières minutes | Journal des déchets de préchauffage et gamme de couleurs attendue. | Cuisson, laminage et injection du noyau stables après la mise en place. | Ne pas compter les pièces d'échauffement dans la production vendable. |
| 15 minutes du milieu | Méthode de comptage des pièces brutes, des bonnes pièces et des pièces rejetées. | Une production reproductible avec la taille de produit et la recette convenues. | N'acceptez que si le nombre de bonnes pièces par opérateur soutient le modèle de retour sur investissement. |
| Les 10 dernières minutes | Méthode de refroidissement, d'emballage, de mise en barquette ou de conditionnement utilisée dans l'usine de l'acheteur. | Passage de relais propre après le roulement afin de ne pas surcharger la zone en aval. | Même une machine à rouleaux rapides ne sera pas rentable si le refroidissement ou l'emballage crée une file d'attente. |
| Après l'arrêt | Attentes en matière de nettoyage, plan de travail et niveau de compétence de l'opérateur. | Accès pour le nettoyage, programme de formation, recommandations de pièces détachées, garantie et plan de mise en service. | Un devis est incomplet s'il omet la configuration, la formation, les pièces détachées ou l'assistance après installation. |
Carte des goulots d'étranglement cachés à partir des données publiques de l'UDTECH
Le goulot d'étranglement caché se situe souvent en dehors du châssis de la machine. D'après les pages publiques d'UDTECH, les contraintes visibles sont le niveau de production, la consommation d'énergie et de carburant, l'encombrement, la gamme de produits, la formation, les pièces détachées, la garantie et le délai de livraison. L'acheteur doit identifier chacune de ces contraintes avant de verser un acompte, car une ligne de production de plaquettes de 220 ou 330 pièces/min peut être limitée par l'espace de refroidissement, la main-d'œuvre d'emballage, les services publics ou une hypothèse erronée concernant la gamme de produits.
| Goulot d'étranglement potentiel | Données du site Web utilisées | Pourquoi cela peut encore limiter la production | Action de l'acheteur avant la demande de prix |
|---|---|---|---|
| Niveau de sortie | UD05-2 : 220 pièces/min et 600 kg/8 h. UD05-3 : 330 pièces/min et 900 kg/8 h. | Un rendement élevé en ligne ne se traduit pas par un rendement conditionné et commercialisable si le refroidissement ou le conditionnement sont insuffisants. | Comparer l'objectif de kg/poste à la valeur de référence commercialisable mesurée sur 7 jours. |
| Énergie et carburant | UD05-2 : 9.7 kW, 6 kg/h de GPL, 8 m³/h de gaz naturel. UD05-3 : 12 kW, 8 kg/h de GPL, 10 m³/h de gaz naturel. | Une alimentation électrique ou en carburant insuffisante peut entraîner un ralentissement des opérations ou des travaux supplémentaires sur le site. | Utilisez le calculateur de carburant avec les prix locaux du GPL et du gaz naturel, puis confirmez l'approvisionnement de l'usine. |
| Étage et accès | Empreinte au sol publiée de l'UD05 : 4.2 m x 3.7 m, soit environ 15.5 m2. | L'encombrement ne comprend pas les déplacements de l'opérateur, les supports de refroidissement, les plateaux, les tables d'emballage ni l'accès pour la maintenance. | Dessinez la machine ainsi que les zones d'allée, de refroidissement, d'emballage et de nettoyage avant le dépôt. |
| Famille de recettes et de produits | UDTECH sépare les gaufrettes croustillantes roulées des produits salés emballés ; les gaufrettes utilisent une pâte cuite et une injection de noyau après cuisson. | Une machine de la mauvaise catégorie peut paraître attrayante en termes de rendu des résultats, mais échouer au niveau du produit lui-même. | Envoyez des photos du produit fini, le comportement de la pâte, la position de remplissage et la durée de conservation prévue. |
| Nettoyage et changement | La page de planification des capacités indique que les cycles de nettoyage et d'assainissement, ainsi qu'un temps de changement de 2 à 3 heures, sont des éléments à prendre en compte dans la planification. | Le temps perdu peut effacer l'écart apparent entre la production manuelle et automatique. | Demandez au fournisseur de calculer les heures productives après nettoyage et changement de production, et non seulement les heures brutes de travail. |
| Personnel et formation | Les pages UDTECH comprennent des champs sur la formation des opérateurs, la mise en service et le retour sur investissement pour les opérateurs actuels par rapport aux opérateurs UD05. | L'automatisation réduit le travail manuel mais ajoute de la rigueur en matière de configuration, de surveillance, de contrôle qualité et de maintenance. | Indiquez qui sera chargé(e) du chargement, de la surveillance, de l'inspection, du nettoyage, de l'emballage et de l'entretien de la ligne après l'installation. |
| Délais de livraison et de service | La page publique UD05 indique un délai de livraison de 9 à 13 semaines, une garantie de 12 mois et des recommandations concernant les pièces de rechange lors de la livraison. | Le retour sur investissement ne commence pas au moment de l'acompte ; il débute après la livraison, l'installation, la mise en service et la formation du personnel. | Établissez le calendrier de retour sur investissement, de la date du devis à la première semaine de production stable. |
Utilisez le bouton guide des prix des machines à rouleaux de printemps commerciales pour construire un modèle complet, ou le Assistant de décision du modèle UD05 Pour déterminer la classe d'équipement en fonction de la capacité de production souhaitée (kg/poste), demandez au fournisseur, pour obtenir un devis précis, de calculer le même scénario à deux reprises : extension manuelle avec personnel et ligne de production automatisée de plaquettes.
Liste de contrôle de la demande de devis avant le remplacement de la production manuelle
Pour garantir la qualité de vos produits, les fournisseurs ont besoin d'une demande de devis complète afin de couvrir l'ensemble des équipements proposés. Ce document protège également vos processus de production, car la capacité des machines agroalimentaires ne peut être évaluée uniquement à partir de leur plaque signalétique. Lors de la rédaction de leur demande de devis, les acheteurs doivent préciser les zones de contact alimentaire, les accès pour le nettoyage, les utilités de l'usine, les températures, les protections, la procédure de mise en service et le service après-vente.
Carte des catégories de demande de prix en 9 points
Utilisez cette carte pour fournir les mêmes informations à chaque fournisseur. Certaines valeurs correspondent aux points de référence UD05 publiés ; d’autres sont des exemples de champs de demande de devis que l’acheteur doit remplacer par ses propres données produit.
| Catégorie de demande de prix | Données à envoyer | Pourquoi cela modifie la citation |
|---|---|---|
| Catégorie de produit | Gaufrette, rouleau de printemps salé ou appareil électroménager. | Les différents procédés de formage nécessitent des équipements de production différents. |
| Catégorie de sortie | Référence manuelle actuelle, objectif de changement de 600 kg ou objectif de changement de 900 kg. | Le rendement par opérateur détermine la limite entre le mode manuel et le mode automatique. |
| Catégorie de taille | Exemples de cibles de longueur telles que 80 mm, 100 mm ou 120 mm. | La taille du rouleau influe sur le formage, le refroidissement, l'emballage et l'épreuve de l'échantillon. |
| Catégorie de poids | Indiquez le poids cible du rouleau, le taux de rejet et la tolérance acceptable. | Le poids influe sur la vitesse de la ligne, la charge de refroidissement et le nombre d'emballages. |
| Catégorie de puissance | Les points de référence UD05 incluent 9.7 kW et 12 kW. | La charge électrique modifie la disponibilité de l'usine et le coût d'installation. |
| Catégorie électrique | Indiquez la tension d'alimentation locale, par exemple 220 V, 380 V, 50 Hz ou 60 Hz. | La tension et la fréquence influent sur les moteurs, les commandes et la mise en service. |
| Catégorie de carburant | Les points de référence GPL UD05 incluent 6 kg/h et 8 kg/h. | Le choix du carburant influe sur les coûts de fonctionnement quotidiens et les autorisations locales. |
| Catégorie de mise en page | L'empreinte au sol publiée de l'UD05 est d'environ 4.2 m sur 3.7 m. | La surface au sol, l'accès et les voies de nettoyage influent sur la mise en service. |
| Catégorie d'essai | Demandez un essai de 30 minutes ou définissez une période d'examen à distance de 2 jours. | Les périodes d'essai permettent de déceler les problèmes liés à la pâte, à la température et à la casse avant le dépôt. |
| Catégorie de soutien | Demandez une confirmation du délai de livraison de 9 à 13 semaines et les conditions de garantie de 12 mois. | L'étendue du support influe sur la date réelle de retour sur investissement, et pas seulement sur le prix de la machine. |
- En-cas familiaux : rouleaux de printemps farcis, rouleaux de printemps salés ou autres produits fourrés comme des samoussas ou des pâtisseries.
- Caractéristiques du produit : diamètre, longueur, poids, croustillant du rouleau et, s’il est fourré, épaisseur de la pâte et ingrédients.
- Capacité de production – pièces par heure, kg par poste, production commercialisable et volume du mois de pointe.
- Services publics – tension, gaz combustible, air comprimé et configuration de l'usine disponible.
- Documents relatifs à la sécurité alimentaire – surfaces de qualité alimentaire, protocoles de nettoyage et registres des matériaux.
- Sécurité des machines – protections, portes, dispositifs d’arrêt d’urgence et formation des opérateurs.
- Preuves relatives au produit : essais de production, notes de rejet, images du produit fini et objectif d’emballage.
- Assistance – installation, formation, pièces détachées, garantie et service à distance.
Pour les opérations basées aux États-Unis, la demande de devis doit aborder la question de la protection des machines. Les méthodes de protection doivent être conformes aux exigences de la norme OSHA 29 CFR 1910.212, notamment en ce qui concerne la protection des points de fonctionnement, des points de pincement et des pièces rotatives. La production alimentaire devra détailler les procédures d'assainissement, et la norme 21 CFR Part 117 définit les exigences relatives aux bonnes pratiques de fabrication (BPF) et aux contrôles préventifs.
Vous hésitez entre des rouleaux de printemps et des nems ? Consultez les conseils d'UDTECH. vérification rapide entre ces deux avant de demander un devis. Consultez également machine à rouleaux d'œufs aux algues et machine à rouleaux Phoenixs pour les gammes de produits connexes.
Perspectives 2026 : Pourquoi la transition du manuel à l’automatique s’accélère-t-elle ?
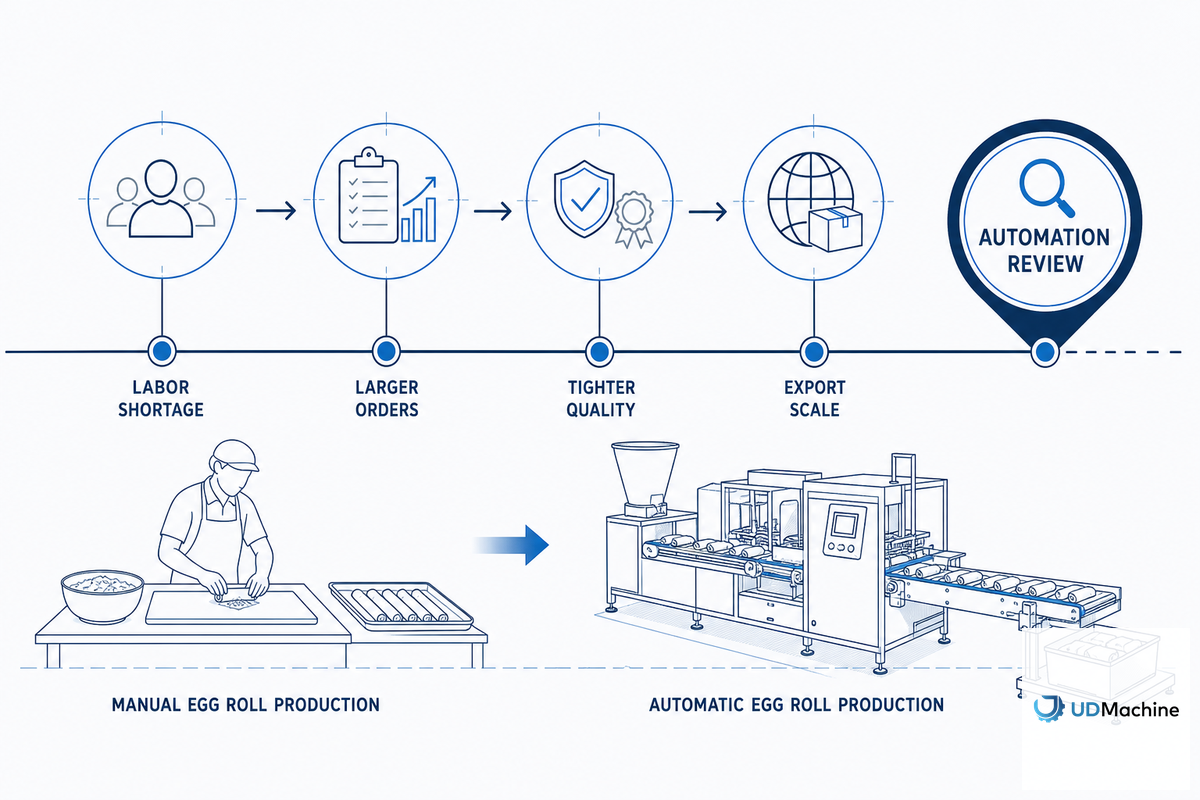
Les facteurs expliquant le passage plus rapide aux machines automatisées sont évidents : la raréfaction de la main-d’œuvre disponible, les exigences croissantes en matière de sécurité alimentaire et les nouvelles réglementations relatives à la conformité des machines. Selon les régions, les acheteurs qui approvisionnent les marchés réglementés et les marchés d’exportation sont désormais soumis à une forte pression pour démontrer une augmentation de leur production, des conceptions plus propres et des systèmes de protection renforcés.
Utilisez les documents d'orientation de la FDA relatifs aux matériaux en contact avec les aliments et la partie 117 pour vérifier si votre établissement passe de méthodes de production informelles à des processus de production plus formels et réglementés. Les fabricants européens doivent se conformer au règlement (UE) 2023/1230, la plus récente législation sur la sécurité des machines, qui remplace l'ancienne directive Machines. Ce règlement n'impose pas l'achat de nouvelles lignes de production à tous les fabricants en 2026, mais les acheteurs exportateurs doivent discuter de l'étendue des services, notamment l'assistance, la protection et la documentation, avant tout achat.
Il convient également de prendre en compte la planification de la main-d'œuvre. Le Bureau des statistiques du travail (BLS) indique qu'en 2024, le salaire médian des opérateurs d'équipements de transformation alimentaire s'élevait à 40 050 USD par an, soit 19.26 USD de l'heure, et prévoit une croissance de l'emploi de 5 % entre 2024 et 2034. Dans le secteur agroalimentaire en général, le BLS fait également état, pour mai 2026, d'un salaire horaire moyen préliminaire de 24.38 USD pour la production et le personnel non cadre, ainsi que d'une croissance du coût unitaire de la main-d'œuvre de 5.6 % en 2025. Ces chiffres américains ne correspondent pas aux salaires pratiqués dans votre usine, mais ils illustrent pourquoi il est essentiel de modéliser la main-d'œuvre salariée, le risque de roulement du personnel et la couverture des équipes avant de comparer des postes de travail manuels à une ligne de production automatisée de gaufrettes.
Résumé de la décision entre mode manuel et automatique
Conservez la configuration actuelle lorsque la demande est incertaine et qu'une seule personne peut encore gérer le lot. Passez à l'automatisation lorsque la haute saison nécessite plus d'une personne sur la ligne, que la qualité devient irrégulière ou qu'un client exige un processus documenté et conforme aux normes de sécurité alimentaire. Pour les rouleaux de gaufrettes, la ligne UD05 est à envisager lorsque la production par poste se mesure en centaines de kilogrammes plutôt qu'en quelques plateaux.
QFP
Une machine automatique à rouleaux de printemps est-elle rentable par rapport à une production manuelle ?
Voir la réponse
Quelle est la principale différence entre une machine à rouleaux de printemps manuelle et une machine automatique ?
Voir la réponse
Combien de rouleaux de printemps par heure une machine automatique peut-elle fabriquer ?
Voir la réponse
Une seule machine peut-elle fabriquer à la fois des rouleaux de printemps en gaufrette et des rouleaux de printemps salés ?
Voir la réponse
Que dois-je vérifier avant de remplacer la production manuelle ?
Voir la réponse
Une machine à rouleaux de printemps pneumatique est-elle suffisante pour une petite boulangerie ?
Voir la réponse
Où dois-je aller ensuite si je sais déjà que j'ai besoin d'une ligne de production de rouleaux de printemps en gaufrette ?
Voir la réponse
Articles Relatifs
- Guide de la machine à rouleaux de printemps – description complète des types de machines pour plaquettes, machines salées et machines connexes.
- planification de la capacité des machines à rouleaux de printemps – dimensionnement des équipes et planification de type TRS.
- coût d'une machine à rouleaux d'œufs commerciale – données relatives au coût d'acquisition et au délai de récupération.
- machine à gaufrettes vs machine à rouleaux de printemps – vérification de la catégorie de la famille de produits.
À propos de cette analyse
Pour faciliter le choix d'un modèle, nous avons séparé les machines à nems (gaufrettes), les machines à nems salés et les appareils électroménagers, même si tous peuvent apparaître dans les mêmes résultats de recherche. Toutes les données relatives aux machines UD05 d'UDTECH proviennent des spécifications publiques disponibles sur nos pages produits. Les méthodes de référence externes sont fournies par le NIST MEP pour la mesure des équipements (type TRS), l'ASQ pour le traitement qualité-coût des rebuts et des retouches, le BLS pour le contexte de la main-d'œuvre et de la productivité, et l'OSHA, l'eCFR, la FDA et EUR-Lex pour la conformité aux normes de sécurité et de contact alimentaire. La revue technique a été réalisée par le personnel d'UDTECH.
Vous souhaitez comparer votre production manuelle actuelle avec une ligne de production sur plaquette ?
Veuillez nous indiquer votre cadence de production actuelle (pièces par heure, kg par poste), la taille de vos produits et les conditions de vos services publics. L'étape suivante ne consiste pas en un devis standard, mais en une analyse comparative de votre production et de votre retour sur investissement.
Références et sources
- 29 CFR 1910.212 – Exigences générales pour toutes les machines – OSHA
- 21 CFR Partie 117 – Bonnes pratiques de fabrication (BPF), analyse des dangers et contrôles préventifs pour les aliments destinés à la consommation humaine – eCFR
- Emballages et substances en contact avec les aliments (FCS) – FDA
- Règlement (UE) 2023/1230 relatif aux machines – EUR-Lex
- KEATS – Système OEE pour presses hydrauliques – Partenariat d'extension de la fabrication du NIST
- Coût de la qualité (COQ) – ASQ
- Profils professionnels de mai 2025 – Bureau des statistiques du travail des États-Unis
- Ouvriers en équipement de transformation alimentaire – Bureau des statistiques du travail des États-Unis
- Fabrication de produits alimentaires : NAICS 311 – Bureau des statistiques du travail des États-Unis