



Salutations à « Maîtriser l’extrusion TPE : Guide des extrudeuses d’élastomères thermoplastiques et des procédés plastiques » ! Cette fois, cet article de blog complexe et polyvalent aspire à faire la lumière sur le processus d’extrusion TPE, qui est essentiel dans l’industrie du plastique. Ce guide fournira suffisamment d’informations utiles, que vous soyez un professionnel du secteur ou que vous débutiez dans le domaine, vous donnant ainsi la confiance nécessaire pour gérer les spécificités de l’extrusion TPE.
La portée de cet article comprendra les caractéristiques des TPE et TPE extrudeuses. En plus de consulter quelques exemples d'application, le fonctionnement détaillé des extrudeuses TPE sera également inclus. Les composants clés d'une machine d'extrusion, le cycle d'extrusion TPE et de précieux conseils sur l'extrudeuse TPE la plus adaptée à vos besoins et exigences seront également abordés. Les problèmes bien connus des faces d'extrusion TPE seront également abordés avec des informations d'experts utiles pour vous aider.
Ainsi, les guides SEOUL BECA vous apprendront à maximiser la qualité des produits fabriqués et TPEX et à progresser dans les applications d'élastomères thermoplastiques. Alors, rejoignez-moi dans ce voyage et découvrez ensemble les secrets de la grandeur de l'extrusion TPE !
Qu’est-ce que le TPE et en quoi diffère-t-il des autres thermoplastiques ?
Le TPE, ou élastomère thermoplastique, est une vaste classe de matériaux car il possède à la fois des attributs thermoplastiques et élastomères. Les matériaux extensibles et souples tels que le caoutchouc ne sont toujours pas les mêmes que les TPE, qui sont des élastomères thermoplastiques. Cette liaison spécifique permet aux TPE de conserver les qualités élastiques et résistantes aux chocs des élastomères tout en pouvant être façonnés et manipulés comme des thermoplastiques. De plus, les TPE étant des thermoplastiques inélastiques ainsi que leur résistance exceptionnelle aux chocs en font des candidats idéaux pour un large éventail d'applications. De plus, les TPE peuvent être fondus et remodelés, ce qui ajoute à leur popularité. Les TPE présentent une élasticité améliorée, une résistance chimique plus forte, une meilleure protection contre les rayons UV et une capacité rafraîchissante à résister aux climats difficiles. L'exploitation efficace des TPE repose sur la connaissance de leurs propriétés, ce qui favorise l'adoption de nouvelles techniques de fabrication et contribue en fin de compte à améliorer la qualité du produit final.
Comprendre le TPE : caractéristiques et applications
Les élastomères ou élastomères thermoplastiques ont des caractéristiques uniques qui les rendent utiles dans de nombreuses applications industrielles. Combinant les caractéristiques des thermoplastiques et des élastomères, les TPE offrent la nature transformable et recyclable des thermoplastiques et une élasticité semblable à celle du caoutchouc, comme jamais auparavant. Leur bonne formabilité, leur élasticité, leur résistance à la température et aux produits chimiques rendent ces matériaux inestimables.
Les TPE sont généralement utilisés pour les produits des secteurs de l'automobile, de la consommation, de la médecine et de l'électronique. On les retrouve dans les poignées, les joints, les garnitures et les composants qui nécessitent à la fois souplesse et durabilité et flexibilité. Leur grande polyvalence dans les processus d'outillage thermoplastique et leurs capacités de moulage les rendent d'autant plus adaptés à ces processus.
Les TPR, SBS et SEBS sont d'autres thermoplastiques utilisés, mais leur compétitivité ne distingue pas les TPE. Leur élasticité, leur résilience et leur aptitude à la transformation sont toutes considérablement élevées. Ce sont des procédés de Turner Brown, de fusion de colorants et d'extrusion compatibles avec diverses applications.
Lors du TPE, les élastomères sont les principaux constituants en raison de leur capacité à transmettre les constituants élastomères dans le mélange souhaité. Le rapport et le type d'élastomères intégrés dans les composés TPE ont une grande importance sur les caractéristiques matérielles résultantes, etc.
Une connaissance approfondie des caractéristiques et des applications des TPE permet aux fabricants de comprendre l'optimisation des procédés de fabrication des TPE, la conception de l'élastomère thermoplastique et de ses produits, ainsi que la sélection des matériaux appropriés. Tout compte fait, cela améliore la qualité des produits tout en découvrant de nouvelles perspectives dans le monde des applications des élastomères thermoplastiques. Alors, commençons cette aventure ensemble et révélons les secrets de l'excellence de l'extrusion des TPE !
Comparaison avec d'autres thermoplastiques : TPR, SBS et SEBS
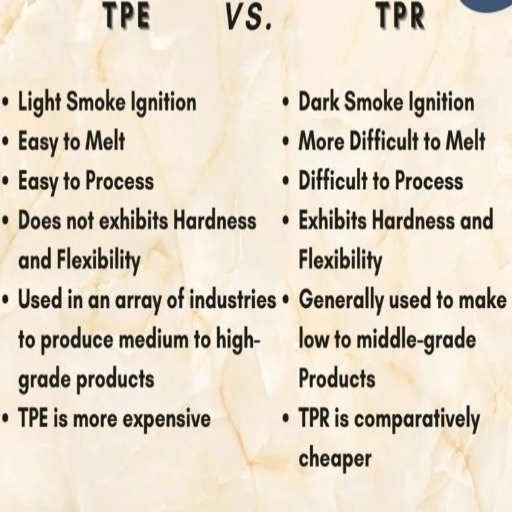
Les élastomères thermoplastiques (TPE) présentent peu ou pas de similitudes avec d'autres polymères thermoplastiques tels que le caoutchouc thermoplastique (TPR), le styrène-butadiène-styrène (SBS) et le styrène-éthylène-butylène-styrène (SEBS), comme le montre le tableau ci-dessous.
TPR :
Le TPR est un élastomère thermoplastique et thermoplastique flexible, résilient et durable qui peut combiner des propriétés mécaniques et chimiques
Il présente une bonne résistance à l’abrasion, à la déchirure et aux chocs.
Les applications souples et élastiques, y compris les semelles de chaussures, les joints et les poignées, utilisent le TPR en raison de ses propriétés avantageuses.
SBS :
Le SBS est un élastomère thermoplastique constitué de blocs de segments de styrène et de butadiène.
Il possède une excellente élasticité et des propriétés d'impact à basse température qui peuvent résister à des impacts modérés.
Le SBS est incorporé dans les chaussures, les adhésifs et les applications d’amortissement acoustique.
SEBS :
Le SEBS est une microstructure avec un copolymère séquencé de styrène, d'éthylène et de butylène.
Le SEBS contient les caractéristiques mécaniques des polymères et élastomères de styrène, offrant une résistance exceptionnelle aux UV et une bonne flexibilité et résilience.
Les dispositifs médicaux, les pièces automobiles et les produits de consommation sont des exemples de domaines dans lesquels le SEBS est utilisé.
Lors de l'évaluation de ces thermoplastiques avec les TPE, des facteurs tels que l'élasticité, les attributs mécaniques, la résistance chimique du matériau, l'accessibilité et la facilité de traitement sont primordiaux. L'élasticité améliorée du TPR, sa large gamme de stabilité chimique et sa facilité de traitement en font une option plus favorable pour de nombreuses applications. Le choix recommandé du matériau dépend des facteurs d'utilisation prévus, tels que les caractéristiques physiques requises du produit final, la disponibilité de l'espace d'installation ou le budget autorisé.
Le rôle des élastomères dans la composition des TPE
Le rôle joué par les élastomères est essentiel dans la composition des TPE. Les élastomères sont des polymères qui restent flexibles et reprennent leur forme d'origine lorsqu'une déformation se produit. Dans le cas du TPE (élastomère thermoplastique), les élastomères sont essentiels car ils apportent une grande flexibilité au produit final, ainsi que de la résilience et de la durabilité. Ils améliorent la souplesse et l'extensibilité des TPE, ce qui les rend adaptés à une utilisation dans des applications où des caractéristiques en caoutchouc sont nécessaires. En effet, grâce à l'utilisation d'élastomères dans la formulation du TPE, les performances globales du produit fini, y compris ses propriétés mécaniques, sa résistance chimique et sa facilité de traitement, sont améliorées. L'élastomère à utiliser est basé sur la nature physique requise des TPE finis, ses exigences réglementaires et ses contraintes de coût. En conclusion, les élastomères sont un ingrédient indispensable dans la composition des TPE car ils aident à fabriquer des matériaux élastomères thermoplastiques polyvalents adaptés à diverses applications.
Comment fonctionnent les extrudeuses TPE ?
Les extrudeuses TPE sont indispensables dans la fabrication d'élastomères thermoplastiques (TPE). La forme finale requise pour la fabrication du TPE est formée à l'aide d'une technique d'extrusion composée de plusieurs étapes, notamment la fusion, le mélange et le transport du matériau TPE.
- ALIMENTATION HOPEER : La première étape consiste à introduire des granulés TPE dans un trou, réservoir du matériau requis.
- TRANSPORT ET FUSION DES PELLETS : Au cours de cette étape, l'enrichissement en température et en pression est réalisé à l'aide d'une vis rotative qui renforce les granulés de TPE. La première étape de ce processus consiste à insérer les granulés de TPE dans l'extrudeuse via la zone d'alimentation.
- MÉLANGE ET HOMOGÉNÉISATION : L'étape de mélange intervient après la fixation du matériau dans la vis. Au lieu de faire fondre le matériau TPE, cette étape permet de s'assurer qu'il possède des propriétés suffisantes.
- Matrice d'extrusion et mise en forme : Le TPE a été soigneusement mélangé et fondu à l'étape précédente. Sa forme finale est maintenant déterminée en le forçant à travers une matrice d'extrusion, et les dimensions requises de l'extrudeuse ont été définies.
Informés sur le fonctionnement des extrudeuses TPE, les fabricants peuvent améliorer le processus d'extrusion, garantissant ainsi la production de matériaux TPE présentant les caractéristiques physiques, la transformabilité et les performances souhaitées.
Plongeons maintenant dans les caractéristiques distinctes et les principes de fonctionnement d’une extrudeuse à vis essentielle dans l’extrusion de TPE.
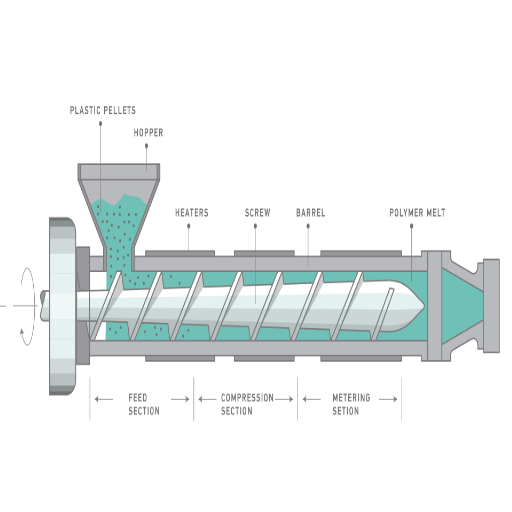
La mécanique d'une extrudeuse à vis
Je peux vous offrir une excellente conceptualisation du fonctionnement de l'extrudeuse à vis. L'extrudeuse à vis s'avère essentielle dans le processus d'extrusion du TPE car elle permet la fusion, le mélange et le transport du matériau TPE à travers une matrice pour être façonné selon la géométrie requise. Elle comporte plusieurs composants, dont une trémie qui permet le stockage des granulés de TPE et une zone d'alimentation qui permet le déplacement des granulés avec la vis. Cette zone de chauffage fournit l'énergie nécessaire pour faire fondre le TPE. Des vis alésées équipées de filets hélicoïdaux tournent autour de barils qui donnent la pression et les forces de cisaillement requises pour faire fondre et sceller le TPE. Le TPE chauffé est ensuite forcé à travers la matrice d'extrusion, lui donnant la forme souhaitée. La vitesse et la température de l'extrudeuse peuvent être ajustées pour améliorer le processus d'extrusion et permettre les caractéristiques TPE souhaitées. La mécanique d'une extrudeuse à vis s'avère être un moyen indispensable pour obtenir des extrusions TPS efficaces et uniformes, ce qui facilite à son tour la fabrication de produits TPE possédant une fonctionnalité TPE polyvalente.
Différences entre les extrudeuses à vis simple et à double vis
Permettez-moi de vous éclairer sur les distinctions clés entre extrudeuses à vis simple et doubleLes extrudeuses monovis sont largement utilisées pour l'extrusion de TPE et comprennent une seule vis hélicoïdale rotative située dans un cylindre cylindrique. Elles sont multifonctionnelles, adaptées à de nombreuses applications, faciles à utiliser et abordables. Extrudeuses à double vis, cependant, incorporent deux vis qui s'entrecroisent et travaillent ensemble pour faire fondre et traiter le TPE. Ils améliorent le mélange, contrôlent les processus d'extrusion et conviennent aux formulations complexes. Une analyse minutieuse des besoins de votre extrusion TPE vous aidera à identifier le choix optimal entre les deux - une vis simple ou une vis sans fin. extrudeuse à double vis dont vous auriez besoin pour obtenir les résultats souhaités.
Composants clés d'une machine d'extrusion
Une machine d'extrusion est un équipement robuste avec une variété de pièces constitutives qui facilitent l'ensemble du processus d'extrusion de TPE ; celles-ci comprennent :
Trémie. Elle est utilisée pendant le processus d'extrusion pour alimenter l'extrudeuse en TPE et assurer une bonne continuité d'alimentation tout au long du processus.
Vis : La/les vis sont la clé pour une fusion et un mélange rapides du matériau TPE et sont constituées d'acier à haute résistance après que la profondeur et le pas des filets de vis ont été optimisés pour une meilleure extrusion. Le diamètre et le type de vis jouent également un rôle essentiel dans le résultat.
Barillet : Le barillet maintient la ou les vis en place et peut également chauffer et refroidir le matériau TPE pendant l'extrusion grâce aux composants électriques de température qui lui sont ajoutés ainsi qu'aux fils chauffants et aux chemises de refroidissement.
Boîte de vitesses : La boîte de vitesses peut être définie comme un système qui a pour responsabilité de transférer la puissance du moteur à la ou aux vis, ce qui permet un meilleur contrôle de la vitesse d'extrusion.
Matrice : La matrice est le mécanisme qui donne au TPE une forme particulière ou le profil souhaité. Elle est donc spécialisée dans la détermination de la structure et des attributs du produit final qui doit être extrudé.
Système de contrôle : Le système de contrôle comprend presque tous les paramètres, de la température à la pression ou même la vitesse, permettant à l'utilisateur de modifier et d'ajuster le processus d'extrusion en temps réel pour une plus grande efficacité.
Lors du choix d'une extrudeuse pour l'extrusion de TPE, certains paramètres techniques doivent être pris en compte, notamment le diamètre de la vis, le type de vis, les capacités de chauffage et de refroidissement du cylindre, la puissance du moteur et les caractéristiques du système de contrôle. Ces paramètres doivent correspondre aux exigences de formulation et de spécification de production du TPE. Pour des conseils professionnels sur le choix d'une extrudeuse TPE adaptée, n'hésitez pas à contacter nos spécialistes.
Quelles sont les étapes du processus d’extrusion du TPE ?
L'extrusion de TPE implique plusieurs étapes cruciales pour extruder avec succès des élastomères thermoplastiques. Examinons ces procédures en détail.
Les matériaux TPE doivent être sélectionnés et préparés avec une extrême prudence. Cela impliquera de vérifier la formulation et la consistance du composé TEP, ce qui peut nécessiter de mélanger le TEP avec des additifs, des charges ou des colorants. – Préparation du matériau
Le TPE est chargé dans la trémie et installé sur la machine d'extrusion, qui contrôle avec précision les températures pour les caractéristiques clés des TPE, telles que la fusion et la viscosité. - Alimentation et préchauffage
Les assemblages TPE sont introduits en continu dans le cylindre de l'extrudeuse pour acquérir le préchauffage, ce qui fait que le TEP subit un processus de plastification. Les composés TEP sont placés dans une vis rotative qui fond, homogénéise et applique une pression qui est ensuite poussée à travers une filière - Extrusion
Lorsque des matériaux tels que des tubes profilés ou des films sont utilisés, la matrice déterminera la manière dont le TEP se terminera. – Conception et mise en forme de la matrice
Des techniques de refroidissement telles que l'air, l'eau ou le vide seront appliquées directement à l'extrudat pour lui permettre de sortir de la filière condensé et de conserver sa structure (refroidissement et dimensionnement).
Découpe et enroulement : Selon l'usage prévu, l'extrudat peut être découpé en segments ou laminé après refroidissement. Les techniques de découpe et d'enroulement améliorent le calibre de la découpe du produit, en maintenant les dimensions du produit à une taille et une forme uniformes.
Contrôle qualité et tests : Superviser les activités tout au long des procédures d'extrusion pour surveiller les paramètres de contrôle qualité sélectionnés tels que les niveaux de température, les quantités de pression exercées et les spécifications transversales de l'extrudat avant le refroidissement et la solidification. Les contrôles du produit final peuvent nécessiter la réalisation de tests mécaniques uniquement, leur analyse physique et le test de leur rhéologie pour vérifier si tous les paramètres du TPE sont respectés.
Tant que les processus de production sont suivis comme expliqué et que les paramètres sont modifiés selon les besoins, les extrusions TPE produites seront de la qualité et de la composition nécessaires pour répondre aux exigences de l'utilisateur final.
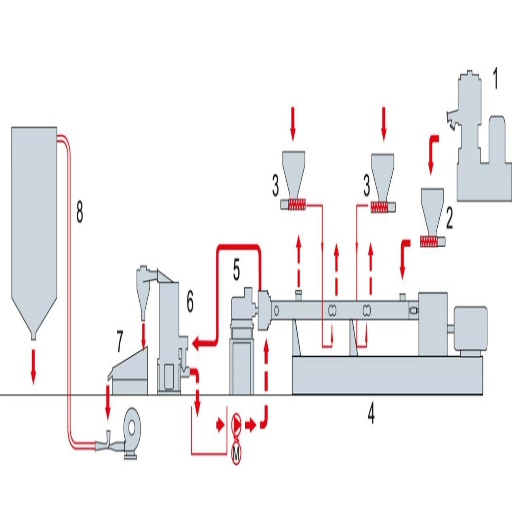
Aperçu du processus de production du TPE
Tout au long de la technique de production d'élastomères thermoplastiques (TPE), certaines fonctionnalités permettent l'extrusion de matériaux élastomères thermoplastiques. Cela contribue à son tour à l'efficacité et à la productivité du produit final. Examinons certaines des étapes les plus critiques de la procédure d'extrusion du TPE.
Réglage du matériau : Le processus commence par le choix du matériau TPE approprié et son réglage en fonction des propriétés requises, des applications souhaitées et de la formulation appropriée.
Compoundage : Le compoundage TPE consiste à ajouter un additif au polymère de base TPE, ce qui, avec le compoundage lui-même, modifie les caractéristiques du matériau. Il est essentiel d'adapter la formulation d'un TPE à l'usage prévu.
Extrusion : L'élastomère thermoplastique composé est placé dans l'extrudeuse TPE et homogénéisé, fondu et poussé à travers une filière qui lui donne une forme définie. Ce processus est connu sous le nom d'extrusion. Lors de cette opération, plusieurs paramètres techniques doivent également être pris en compte, tels que le diamètre de la vis, la puissance du moteur, la conception de la vis, les systèmes de chauffage et de refroidissement dans les barils ainsi que les capacités du système de contrôle.
Granulation : après l'extrusion, le matériau TPE peut nécessiter une granulation pour le transformer en une forme de granulé facile à manipuler. Deux des techniques les plus populaires sont la granulation sous l'eau et la granulation à anneau d'eau. Chacune présente ses avantages qui peuvent s'appliquer en fonction de l'application.
Configuration et optimisation de la ligne d'extrusion : une fois le processus d'extrusion du TPE défini, la configuration doit être optimisée pour atteindre une efficacité de ligne et une qualité de produit maximales. Cela comprend le réglage de paramètres de processus spécifiques, l'optimisation des processus de refroidissement et de calibrage et le contrôle de la vitesse et de la tension de la ligne.
Si vous respectez ces instructions et tenez compte des exigences de votre formulation TPE et de vos exigences de production, vous pouvez garantir des résultats d'extrusion TPE de meilleure qualité. N'hésitez pas à contacter notre équipe d'experts pour la sélection d'une extrudeuse TPE ou pour optimiser votre processus. Nous vous accompagnerons à chaque étape.
Techniques de granulation : granulation sous-marine et par anneau d'eau
Deux méthodes sont utilisées pour la granulation des élastomères thermoplastiques (TPE) : la granulation sous l'eau et la granulation par anneau d'eau. Les deux méthodes présentent des avantages et des inconvénients en ce qui concerne la formulation du TPE et les exigences de production.
Lors de la granulation sous-marine, des brins de TPE sont extrudés. Ils passent ensuite dans une chambre remplie d'eau et pénètrent dans la chambre, où un petit équipement les découpe en granulés. L'eau froide permet de préserver la forme et l'intégrité des granulés pendant le processus. La méthode de granulation sous-marine est également bien connue pour produire des particules bien dispersées avec une bonne qualité de surface. Elle est particulièrement adaptée aux TPE à faible viscosité et à résistance à la fusion élevée.
Dans la granulation à anneau d'eau, les brins de TPE sont à nouveau extrudés et refroidis avec de l'eau qui circule. Les brins sont coupés avec un couteau rotatif. L'eau évacue la chaleur des brins pour faciliter la solidification. La granulation à anneau d'eau est particulièrement adaptée aux TPE à haute viscosité et offre une excellente uniformité de forme des granulés.
Lors de la décision d'utiliser la granulation sous l'eau ou par anneau d'eau, il faut tenir compte de la formulation du TPE, du volume de production et des coûts. Il est recommandé de consulter des professionnels du secteur afin de pouvoir utiliser la technique de granulation la plus adaptée.
Configuration et optimisation de la ligne d'extrusion
L'efficacité de l'extrusion TPE dépend fortement de l'optimisation de la configuration et du réglage de la ligne d'extrusion. Achetez une extrudeuse TPE en gardant à l'esprit des paramètres tels que le diamètre et le type de vis.
Diamètre de la vis : Pour obtenir le rendement souhaité pour l'extrusion de TPE, le diamètre de la vis doit prendre en charge la capacité de production et la qualité. Le volume et le taux de production sont utilisés pour sélectionner le diamètre de la vis. Les extrudeuses TPE ont un diamètre de vis qui varie généralement de 20 mm à 120 mm, selon l'utilisation.
Type d'extrudeuse : Composée de vis simples ou doubles. TPE à usage général l'extrusion utilise des extrudeuses à vis unique, cependant, les extrudeuses à double vis sont mieux adaptées aux processus d'extrusion qui nécessitent un meilleur mélange, une meilleure dispersion et un meilleur contrôle.
La surveillance des machines d'extrusion destinées à différentes utilisations doit prendre en compte des considérations telles que :
Chauffage et refroidissement du fourreau : il est essentiel de contrôler étroitement la température le long du fourreau pour maintenir la température souhaitée et, par conséquent, la viscosité du TPE tout au long du processus d'extrusion. Des zones de chauffage et de refroidissement appropriées doivent être conçues pour maintenir le profil de température.
Conception et configuration de la vis : La configuration de la vis doit être optimisée pour s'adapter au processus d'extrusion du TPE en garantissant un bon mélange, une bonne dispersion et une bonne accumulation de pression pour un transport efficace de la matière fondue.
Systèmes de contrôle : Les systèmes d'automatisation tels qu'un contrôleur PLC accompagné de commandes à écran tactile peuvent améliorer la précision et la flexibilité de l'extrusion tout en facilitant le réglage, la surveillance et l'optimisation du processus.
Si vous avez d'autres questions ou besoin de conseils d'experts sur l'extrusion TPE, n'hésitez pas à nous contacter. Nos professionnels peuvent vous aider à prendre des décisions et à optimiser le processus d'extrusion TPE.
Comment choisir l’extrudeuse TPE adaptée à vos besoins ?

Il est essentiel de comprendre les différents processus impliqués, notamment l'extrusion, pour acheter une extrudeuse TPE. Deux facteurs majeurs sur lesquels se concentrer sont le type d'extrudeuse ainsi que le diamètre de la vis.
Diamètre de la vis : Le diamètre détermine la pression à créer, ce qui permet de générer une température extrême. Cela influencera à son tour grandement le temps de séjour. Pour obtenir des résultats précis, il est essentiel de se concentrer sur le débit nominal des obturations, la densité du TPE ou toute autre exigence particulière.
Types d'extrudeuses : communément appelés extrudeuses à vis simple, à vis double et planétaires, ces outils sont largement utilisés dans le monde entier. Chaque type possède des caractéristiques uniques qui bénéficient de facteurs tels que l'efficacité de la fusion ou le niveau de mélange souhaité. Avec l'aide d'experts, obtenez des angles précis tenant compte des exigences pour sélectionner celui qui convient le mieux à votre utilisation.
La mémorisation de ces points augmentera les chances de produire et d'extruder un produit de qualité, garantissant que les performances et l'efficacité sont à jour.
Facteurs à prendre en compte : diamètre de la vis et type d'extrudeuse
Ces facteurs vous garantiront la meilleure qualité et les meilleures performances de votre extrudeuse TPE.
Le diamètre de la vis est essentiel lors de l'extrusion du TPE car il détermine le temps de séjour, la température de fusion ainsi que la pression de l'extrudeuse. Un diamètre de vis spécifique est approprié en fonction des exigences de débit de la pièce d'application, des propriétés rhéologiques du matériau TPE à traiter et de nombreux autres facteurs pertinents. Le mélange, la dispersion et la montée en pression appropriés doivent être correctement équilibrés pour un transport efficace de la matière fondue.
Outre les considérations mentionnées précédemment, le type d'extrudeuse a également un impact sur le processus d'extrusion du TPE. Certains types d'extrudeuses couramment utilisés pour l'extrusion du TPE comprennent les extrudeuses monovis et les extrudeuses bivis. extrudeuse à vis unique est adapté au TEP pour les formulations et applications de base. En revanche, une extrudeuse à double vis offre davantage d'avantages en termes de mélange et de contrôle, ce qui la rend parfaite pour les formulations TEP complexes et un contrôle approprié de la qualité de la fusion.
Lors du choix de l'extrudeuse TPE à acheter, tenez compte des exigences de l'application, du débit et des propriétés rhéologiques du matériau TEP. Un examen approfondi de ces paramètres aidera à sélectionner l'extrudeuse la mieux adaptée à l'objectif, améliorant ainsi le processus d'extraction et la qualité et la cohérence de la production de TPE. Nos spécialistes compétents sont prêts à fournir des recommandations d'experts sur mesure si des instructions supplémentaires sont nécessaires.
Évaluation des machines d'extrusion pour différentes applications
Le choix de l'équipement d'extrusion adapté à tous les types d'opérations différentes doit être envisagé à plusieurs reprises afin d'obtenir des performances et une efficacité maximales. D'après mes recherches, les conclusions proposées indiquent que les problèmes les plus répandus rencontrés lors de la production d'extrusion de TPE sont les suivants :
Dispersion sous-optimale : les gradients de concentration considérables d'additifs et de charges constituent un défi dans le TPE, ce qui peut catalyser des propriétés matérielles non satisfaisantes. La sélection de l'équipement d'extrusion et des paramètres du processus devient un problème clé pour éviter une mauvaise dispersion et une fusion inégale.
Contrôle de la dureté : Le contrôle de la dureté du TPE peut être difficile. Le matériau, le processus et la conception de la matrice sont tous des facteurs qui ont tendance à provoquer des changements considérables de dureté. Une plus grande rigueur sur les zones de température et de pression et l'optimisation de la forme de la matrice peuvent contribuer à cette cohérence.
Qualité de la fusion : les matériaux TPE ne peuvent pas supporter des taux de cisaillement et des températures de fusion extrudés excessivement élevés, sinon les caractéristiques attendues du produit final peuvent ne pas être démontrées. Ne pas avoir une surveillance complète du processus d'extrusion peut affecter négativement la qualité de la fusion, entraînant des problèmes tels qu'un clivage indésirable, des nuances indésirables et des produits mécaniquement faibles.
Ces problèmes peuvent être traités efficacement en suivant les recommandations des meilleures pratiques de l’industrie trouvées dans :
Conception de vis améliorée : la spécification d'une extrudeuse avec une forme de vis spécialement adaptée améliorerait la capacité de mélange et pourrait ainsi fournir une consistance de fusion plus homogène et réduire considérablement la dispersion du matériau.
Optimisation des paramètres du processus : la dureté et la dispersion peuvent être intégrées à la qualité de la fusion en gérant les paramètres de traitement tels que la température, la vitesse de la vis et le débit.
Optimisation de la conception des matrices : la consistance et la qualité restent constantes lorsque la matrice appropriée est utilisée. La longueur de matrice appropriée, l'espace entre les matrices et même le refroidissement des matrices contribuent à produire un flux uniforme.
Le respect des bonnes pratiques susmentionnées peut aider les fabricants à maintenir la qualité et la cohérence. N'hésitez pas à nous contacter pour plus d'informations afin de vous aider à bien comprendre le processus d'extrusion du TPE. Nous sommes toujours prêts à aider nos clients.
Contactez-nous pour des conseils d'experts sur l'extrusion TPE
Si vous rencontrez des difficultés avec l'extrusion TPE, n'hésitez pas à nous contacter. Nous disposons d'experts qui peuvent vous aider à trouver des solutions. Qu'il s'agisse d'amélioration de la dispersion, de contrôle de la dureté, d'optimisation de la conception de la matrice ou d'amélioration globale de la qualité de production, nous disposons d'experts qui peuvent vous aider. En tenant compte de la température, de la vitesse de la vis, du débit, des paramètres de la conception de la matrice (longueur de la zone de contact, espacement de la matrice, refroidissement) et des meilleures pratiques proposées, il est possible d'obtenir une extrusion TPE de haute qualité de manière constante. N'hésitez pas à nous contacter pour des conseils et une assistance professionnels à n'importe quelle étape de votre processus d'extrusion TPE.
Quels sont les défis associés à l’extrusion du TPE ?

L'extrusion de TPE comporte son lot de défis, qui doivent être identifiés et résolus pour mener à bien la production de manière efficace. La compréhension des problèmes est essentielle pour une production fluide. Vous trouverez ci-dessous quelques problèmes courants qui peuvent survenir lors de l'extrusion de TPE et leurs principaux aspects.
Les matériaux TPE changent de forme et d'apparence finales en raison d'une mauvaise dispersion résultant d'un mélange inadéquat. Un mélange et un mélange appropriés, ainsi qu'une dispersion optimale, résoudront efficacement le problème. Vouloir obtenir une température de fusion constante tout au long de l'extrusion peut être une préoccupation, en particulier pour les produits TPE de haute qualité. La conception des vis, les matériaux utilisés, les propriétés des produits et les températures peuvent être un peu exigeants en termes de maintien de la température de fusion stable.
Le TPE, comme nous le savons, doit gonfler et, par conséquent, il nécessite un contrôle dimensionnel précis pour maintenir un défi. Pour résoudre le problème mentionné précédemment, une conception de matrice appropriée et une application de refroidissement peuvent aider à maintenir la plage d'écartement de la matrice. Idéalement, la longueur de la plage peut nous aider à obtenir les dimensions dont nous avons besoin.
Adhérence et collage : une fois extrudés, les matériaux TPE ont tendance à présenter des problèmes d'adhérence et de collage, ce qui peut entraîner des problèmes dans le processus de fabrication. L'application d'agents de démoulage adaptés, l'optimisation des paramètres de traitement et une conception correcte de la matrice peuvent contribuer à réduire ces problèmes.
Moussage et emprisonnement d'air : l'extrusion de TPE peut parfois présenter des problèmes de moussage ou d'emprisonnement d'air, ce qui entraîne des imperfections dans le produit final. Le contrôle de la température de fusion, la conception de la vis et une ventilation adéquate réduisent les problèmes de moussage et d'emprisonnement d'air.
Nous sommes en mesure de vous fournir des conseils et une assistance pratiques afin que vous ne vous perdiez pas dans le processus complexe d'extrusion du TPE et que vous obteniez toujours les bons résultats. Nos professionnels compétents vous accompagneront tout au long de votre processus d'extrusion du TPE.
Problèmes courants dans la production d'extrusion de TPE
Lors de l'extrusion du TPE, plusieurs difficultés persistantes nécessitent une maintenance et une résolution des problèmes. Pour aborder les problèmes de manière exhaustive, voici quelques-uns des problèmes les plus courants rencontrés dans le processus de production du TPE.
Faible dispersion des matériaux : une dispersion de mauvaise qualité peut entraîner une incohérence du produit, affectant potentiellement ses performances et son esthétique. Dans ce cas, il est primordial de contrôler les conditions de mélange, telles que la température, la vitesse de la vis et la durée du mélange, pour permettre aux fluides de se disperser correctement.
Le contrôle de la dureté est un défi : il est essentiel de contrôler la dureté d'un matériau dans les limites de la plage élastique définie, afin de garantir que les propriétés mécaniques des produits TPS finaux répondent aux spécifications prédéterminées. Cependant, comme les produits sont toujours en cours d'extrusion, il existe des variations de dureté, qui peuvent être résolues par une gestion efficace et minutieuse de la formulation du matériau, des profils de température définis et de la vitesse d'extrusion.
Difficultés liées à la conception de l'outil : Lorsque l'outil n'est pas correctement conçu, d'autres problèmes peuvent survenir, comme la fracture de la masse fondue, l'obtention d'une épaisseur de paroi inégale en raison des lignes de l'outil et l'amincissement excessif de la paroi. Les paramètres de conception de l'outil doivent être améliorés pour rétablir la cohérence de la qualité et de l'action du produit.
Lorsque des mesures sont prises, telles que le réglage précis des paramètres pour obtenir les moules requis, des contrôles de routine pour garantir la qualité des matériaux et des mécanismes solides pour maintenir la qualité du produit, l'efficacité de la production du TPE est considérablement augmentée pour répondre aux attentes du client.
Solutions pour un meilleur contrôle de la dispersion et de la dureté
Pour améliorer le contrôle de la dispersion et de la dureté dans le moulage des thermoplastiques TPE, permettez-moi tout d'abord de dire que grâce à mes recherches et à une compréhension plus approfondie du problème en question, j'ai trouvé plusieurs solutions :
Mélange à haut cisaillement : cette méthode douce mais efficace d'application de chaleur est conçue pour mélanger uniformément les composés et, à son tour, disperser les additifs, les charges et autres formes de renforcement dans la matrice TPE. Cela améliore non seulement les performances du thermoplastique, mais augmente également la consistance du produit.
Systèmes de surveillance modernes : les équipements de surveillance de nouvelle génération, comme les capteurs de température de fusion et de surveillance rhéologique, apportent un sentiment de précision lors du contrôle des paramètres de base. Ceci, combiné à une formulation soignée du matériau, au contrôle de la température et aux vitesses d'extrusion, permet une gestion efficace de la dureté de l'élastomère.
Conception de matrice simplifiée : pour améliorer la géométrie des produits fabriqués et maximiser la satisfaction du client, les spécifications de conception de matrice, y compris l'espacement des matrices, doivent être optimisées davantage pour permettre une uniformité accrue de l'épaisseur, ce qui réduit les risques de fracture.
Supposons que les fabricants souhaitent atteindre un niveau de satisfaction client plus élevé. Dans ce cas, ils doivent se concentrer sur l'amélioration de l'efficacité de la production et de la facilité d'entretien en adoptant des solutions telles que celles décrites ainsi que les meilleures pratiques en matière de moulage thermoplastique TPE, y compris, mais sans s'y limiter, les matériaux de qualité, l'optimisation des paramètres de processus et les systèmes d'assurance qualité en place.
Bonnes pratiques en matière de moulage thermoplastique TPE
Pour obtenir les résultats souhaités, il faut suivre les meilleures pratiques. Ces pratiques sont formulées sur la base de recherches approfondies dans le domaine, telles que les meilleures pratiques pour le moulage du TPE. Dans de tels processus, les éléments suivants doivent être pris en compte :
La sélection du matériau TPE approprié garantit que les caractéristiques cibles du produit sont respectées. Il est donc nécessaire de prendre en compte la dureté, la flexibilité et la résistance chimique du matériau. Ces caractéristiques du TPE ressortent sous des paramètres techniques clés tels que :
Contrôle spécialisé des cavités : Le contrôle spécialisé des cavités facilite le maintien de la qualité du produit et de la stabilité dimensionnelle. Les paramètres techniques qui peuvent le faire comprennent :
Injection de lubrification contrôlée : de tels problèmes nécessitent un contrôle de la précision d'assemblage de la structure hybride de la pièce qui utilise le moulage en élastomère thermoplastique. Les paramètres qui nécessitent une précision sont notamment les suivants :
Longueur et largeur des marges de l'ensemble d'outils
Conceptions de direction d'écoulement du moule et durées de cycle
Conceptions de déplacement d'air qui minimiseront les poches d'air
La prise en compte des considérations ci-dessus peut également améliorer les paramètres techniques. L'efficacité de la production sera augmentée et la qualité des produits TPE sera conforme à la norme du marché. Envisagez toujours des mesures de test et de contrôle pour garantir la qualité de la production lors de la fabrication du moule afin d'obtenir un résultat souhaité pour le marché final.
Références
Premier fabricant d'extrudeuses de caoutchouc en Chine
Questions fréquentes
Q : Qu'est-ce qu'un élastomère thermoplastique (TPE) et en quoi diffère-t-il des autres matériaux ?
R : Les élastomères thermoplastiques (TPE) sont une classe de copolymères ou un mélange physique de polymères, généralement un plastique et un caoutchouc, constitué de matériaux aux propriétés thermoplastiques et élastomères. Contrairement au caoutchouc traditionnel, les TPE peuvent être facilement moulés et recyclés comme le plastique. La principale différence entre le TPE et d'autres matériaux comme le TPU (Polyuréthane thermoplastique) ou TPV (Thermoplastic Vulcanisates) réside dans leurs propriétés et applications spécifiques, où le TPU est connu pour son élasticité et le TPV pour sa durabilité.
Q : Quel est l’impact de l’introduction du TPE dans la ligne de production sur les processus de fabrication ?
R : L'introduction du TPE dans la chaîne de production permet une fabrication plus efficace grâce à sa capacité à être moulé et remoulé. Cette flexibilité se traduit par une réduction des délais et des coûts de production. De plus, les TPE peuvent améliorer la conception des produits en combinant les propriétés du caoutchouc et du plastique, offrant une durabilité, une flexibilité et une finition supérieures.
Q : Quels types de machines d'extrusion sont utilisées pour l'extrusion de TPE ?
A : TPE l'extrusion utilise généralement des machines d'extrusion thermoplastique pour gérer les propriétés uniques des matériaux TPE. Ces machines peuvent inclure des extrudeuses simples et des extrudeuses en plastique avec des configurations de vis et de barillet spécialisées pour assurer une haute précision de sortie et une meilleure dispersion du matériau pendant le processus d'extrusion.
Q : Le TPE peut-il être utilisé dans l’impression 3D ?
R : Oui, le TPE peut être utilisé dans l'impression 3D. Il offre flexibilité et élasticité, ce qui le rend adapté aux applications qui nécessitent des propriétés similaires à celles du caoutchouc. Le filament TPE est compatible avec de nombreuses imprimantes 3D, y compris celles qui impriment avec des matériaux PEEK, PCL, ABS, PLA et PETG.
Q : Quel est le rôle de la vis et du barillet dans une machine d'extrusion TPE ?
R : La vis et le cylindre d'une machine d'extrusion TPE sont essentiels pour le mélange et la fusion du matériau TPE. La conception de la vis, y compris son diamètre en pouces, affecte le flux et le mélange du matériau, garantissant une qualité et des propriétés constantes tout au long du processus d'extrusion.
Q : Comment le TPE se compare-t-il à l’ABS, au PLA et au PETG dans les applications d’extrusion ?
R : Le TPE diffère de l'ABS, du PLA et du PETG par sa flexibilité et ses propriétés caoutchouteuses. Alors que l'ABS est connu pour sa résistance et sa solidité, le PLA est apprécié pour sa biodégradabilité, le PETG offre une résistance chimique et le TPE offre une combinaison unique d'élasticité et de résilience. Cela le rend adapté aux applications où la flexibilité et la résistance aux chocs sont cruciales.
Q : Quels sont les avantages de l’utilisation du TPE par rapport au caoutchouc traditionnel dans le moulage par injection ?
R : Le TPE offre plusieurs avantages par rapport au caoutchouc traditionnel dans le moulage par injection, notamment un traitement et un recyclage plus faciles, des cycles de production plus rapides et la possibilité de produire des conceptions complexes avec une grande précision. Cela fait du TPE un choix rentable et polyvalent pour de nombreuses applications où le caoutchouc traditionnel pourrait être utilisé.
Q : Quelles sont les applications typiques du TPE dans la production par extrusion de PEEK ?
R : Le TPE est souvent utilisé dans la production par extrusion de PEEK (polyéther éther cétone) en raison de sa flexibilité et de sa capacité à former des formes complexes. Les applications comprennent les joints, les garnitures et les tubes flexibles, où la combinaison des propriétés élastomères du TPE et des caractéristiques de haute performance du PEEK est avantageuse.
Q : Comment la haute précision des machines d'extrusion profite-t-elle à l'extrusion des matériaux TPE ?
R : La haute précision des machines d'extrusion garantit que les matériaux TPE sont traités de manière uniforme, ce qui permet d'obtenir une qualité et des performances de produit constantes. Cette précision permet une meilleure dispersion des additifs et des pigments, ce qui conduit à des propriétés mécaniques supérieures et à des finitions esthétiques dans les produits extrudés finaux.






