




L'extrusion plastique est un procédé de fabrication à grande échelle qui transforme les granulés thermoplastiques en profilés continus tels que tuyaux, feuilles, films, tubes et formes sur mesure. Ce procédé est au cœur de la production de polymères depuis près d'un siècle. Pourtant, la plupart des décisions d'achat concernant les composés, les types de machines, les dimensions des filières et les coûts semblent se limiter à quatre variables : quelle extrudeuse, quel polymère, quelle filière et quels compromis faire en matière de tolérances et de coûts ? Ce guide présente en détail le flux continu, les quatre types d'extrusion, les extrudeuses monovis et bivis, les options de polymères, le coût de production de l'aluminium et les perspectives pour 2026. Il s'appuie sur plus de 15 ans d'expérience dans la conception d'extrudeuses par UDTECH pour plus de 100 pays.
Quick Specs
| Type de processus | fabrication en continu à grand volume |
| Plage de débit | 50 à 2 000 kg/h (selon la machine) |
| Polymères compatibles | PVC, PEHD, PEBD, PP, ABS, PET, PC, TPE, PMMA, Nylon |
| Sorties communes | Tuyaux, feuilles, films, profilés, tubes, revêtements de fils |
| Délai d'outillage | 4 à 12 semaines (matrices personnalisées) |
| Tolérance typique | ±0.05–0.5 mm (dépendant de la géométrie) |
Qu’est-ce que l’extrusion plastique ? Définition du procédé et importance industrielle

Dans le domaine de la production à grande échelle, l'extrusion plastique est un concept simple. Les thermoplastiques, alimentés sous forme de granulés par des réacteurs robotisés à haut volume, sont fondus, comprimés à travers des filières, puis refroidis pour obtenir une forme continue à section constante. Là où le cycle complexe du moulage par injection repose sur une tension mono- ou multivariable, l'extrudeuse produit de la longueur en un seul mot : en continu. Pas de réinitialisation ; tant que l'alimentation se poursuit, le produit s'écoule.
La différence de terminologie réside dans le fait que l'extrusion produit une section transversale constante et spécifique – mesurée en mètres linéaires ou en livres, et non en pièces ; d'autres techniques produisent des éléments discrets comme des lentilles infrarouges ou des bouteilles de gaz. Par exemple, le moulage par injection permet de fabriquer des radiants 3C ou des panneaux d'absorption acoustique, tandis que l'extrusion produit un volume important (grâce à un capteur de force) ainsi qu'un flux de couche de photorésine sur laquelle le micro-ciselage est contrôlé simultanément.
| Processus | Type de sortie | Point idéal du volume | Coût de l'outillage |
|---|---|---|---|
| Extrusion plastique | Profil continu | Plus de 10 000 mètres linéaires | 5 000 $ – 50 000 $ (décès) |
| Le moulage par injection | Pièces de forme discrète | Unités 10,000 + | 15 000 $ à 200 000 $ (moule) |
| Soufflage | Récipients creux | Unités 50,000 + | 10 000 $ à 80 000 $ (moule) |
| Impression 3D FDM | Géométries personnalisées | 1–500 unités | 0 $ (numérique) |
Depuis plus de 15 ans, UDTECH conçoit et optimise des solutions innovantes. polypropylèneNous produisons des extrusions d'ABS, de PVC, de PC, d'uréthane, de résine technique et de Lycra pour plus de 100 pays et diverses applications, notamment l'électroménager, la construction, les infrastructures, l'électricité, l'industrie et l'emballage. Vous trouverez ci-dessous des informations détaillées sur le processus de fabrication, les 4 types d'extrusion, les conceptions à vis unique ou double, les types de plastique et les perspectives du secteur.
Fonctionnement de l'extrusion plastique : Déroulement étape par étape
Toutes les extrusions suivent 6 étapes de processus contrôlables, chacune déterminée par 1 paramètre.
- Trémie d'alimentation : la rotation de la vis entraîne le plastique le long du cylindre, le forçant à travers la filière ; les granulés, pastilles ou poudres sont introduits par l'orifice d'alimentation arrière, souvent prémélangés avec des colorants, des stabilisants UV ou des charges. Le séchage par dessiccation côté trémie est essentiel pour le Huastic et les polymères plus sensibles.
- Alimentation en polymère. La chaleur est générée par les résistances chauffantes du cylindre, fonctionnant parfois à 200-275 °C, grâce à 3 à 5 régulateurs PID disposés de l'arrière vers l'avant du cylindre. La vitesse de la vis peut varier de 30 à 150 tr/min, en fonction de la viscosité du polymère et du volume d'alimentation requis.
- Formation de dépôts par friction entre la vis et le cylindre. Le dispositif chauffant situé entre la vis et le cylindre conduit autant de chaleur que les éléments chauffants ; à des vitesses de vis élevées, le temps de maintien, ainsi que les éventuels promoteurs d’adhérence entre le cylindre et la vis, génèrent suffisamment de chaleur pour souvent désactiver les zones de chauffage.
- Le plastique à filtration fine est poussé à travers un broyeur, dont le tamis est soutenu par une plaque de broyage. La pression peut dépasser 34 MPa.
- Mise en forme. Le plastique fondu s'écoule dans la filière – élément esthétique central de la ligne – et en ressort en épousant la forme de l'ouverture. C'est à ce stade que se produit le gonflement de la filière : le polymère se dilate de 5 à 30 % par rapport aux dimensions de la filière, ce qui nécessite un usinage légèrement inférieur pour atteindre les spécifications finales.
- Refroidissement et découpe. Les tubes et tuyaux extrudés sont refroidis dans des bains d'eau sous vide pour éviter leur affaissement ; les feuilles passent sur des rouleaux de refroidissement polis antiadhésifs ; les films sont déversés dans des anneaux d'air. L'extrudé durci est tiré sous tension prédéfinie, puis coupé à la longueur voulue, enroulé sur bobine ou bobiné.
Le rapport longueur/diamètre (L/D) de la vis est déterminant pour les choix géométriques. Un rapport de 24:1 est typique des lignes de polyoléfines ; un rapport de 32:1 est utilisé pour les vis à fort cisaillement destinées au PVC et aux plastiques techniques nécessitant un long temps de fusion. ASTM D1248 fournit des spécifications sur les matériaux d'extrusion de polyéthylène qui guident la conception des vis pour les lignes d'isolation des fils et câbles.
Que fait un opérateur d'extrusion de plastique ?
Un opérateur d'extrusion plastique surveille et ajuste en permanence six paramètres essentiels de la ligne : le débit d'alimentation de la trémie, le profil de température du fourreau, la vitesse de rotation de la vis, la pression de fusion, la vitesse d'extraction et la vitesse de refroidissement en aval. Son travail alterne entre de longues périodes de production stable et des phases d'urgence lorsque l'extrudat présente des défauts : des stries argentées indiquent de l'humidité, des fissures dans le polymère fondu signalent un échauffement par cisaillement, et des à-coups indiquent une alimentation irrégulière. Les opérateurs experts établissent des diagnostics spécifiques à chaque polymère : le PVC dégage une odeur d'acide chlorhydrique, le nylon jaunit comme du poulet frit, et les polyoléfines présentent des micro-déchirures en surface dues au cisaillement. Le rôle consiste à effectuer environ 30 % de préparation et de changement de ligne, 60 % de réglages et de contrôle continu, et 10 % de réparations urgentes.
Les 4 types d'extrusion plastique : feuilles, films, profilés et tubes

L'extrusion des polymères se divise en quatre procédés principaux, selon la géométrie de sortie et la méthode de refroidissement. Chacun possède des équipements, des seuils de découpe et des marchés spécifiques : d'un côté, les feuilles rigides, de l'autre, les films souples.
- Extrusion de tubes. Un mandrin placé dans la filière forme une section creuse, permettant la fabrication de tubes et de tubulures médicales. Un anneau d'air assure l'étirage de la paroi refroidie vers le haut. Polymères typiques : PVC, PEHD, PEX.
- Extrusion de feuilles. Une large filière plate sort de la filière et la feuille est laminée entre trois rouleaux de refroidissement polis chimiquement afin de déterminer l'épaisseur et la finition de surface. Les feuilles ont une épaisseur de 0.5 à 12 mm. Polymères typiques : ABS, PC, PMMA, HIPS.
- Films obtenus par extrusion-soufflage. Le polymère fondu est forcé à travers une filière annulaire et gonflé par un anneau d'air pour former une bulle, puis aplati en un film double couche par des rouleaux de pression. L'épaisseur des films varie de 8 à 250 microns. Polymères typiques : PEBD, PEBDL, PEHD.
- Extrusion de profilés. Une filière sur mesure confère au polymère fondu des caractéristiques spécifiques : joints, profilés pour fenêtres, étanchéité et construction. C’est le procédé le plus polyvalent et le cœur de l’activité d’extrusion de plastiques sur mesure. Polymères typiques : PVC rigide et souple, ABS, polypropylène.
L'arbre de décision à 4 polymères
Identifiez le type de processus dont vous avez besoin en répondant à quatre questions sur les flux environnementaux. La première réponse positive l'emporte.
- La section transversale est-elle creuse à l'intérieur ? Tube/tuyau avec filière à mandrin. (Tuyauterie médicale, pour carburant et pour canalisations d'eaux usées.)
- Le produit est-il plat et d'une largeur supérieure à 300 mm ? Feuille plate calandrée. (Signalétique thermoformée, vitrage et emballage.)
- Le produit obtenu est-il un film mince de moins de 250 µm ? Extrusion de film soufflé. (Sacs, films agricoles, films laminés d’emballage.)
- Le résultat est-il une section transversale 2D personnalisée ? Extrusion de profilé avec filière sur mesure. (Cadres de fenêtres, joints d’étanchéité, moulures.)
Le gainage des fils et des câbles est un cinquième cas particulier dans lequel une filière transversale est utilisée pour revêtir le conducteur en ligne – traité séparément dans les guides sur les équipements d'extrusion de surgainage.
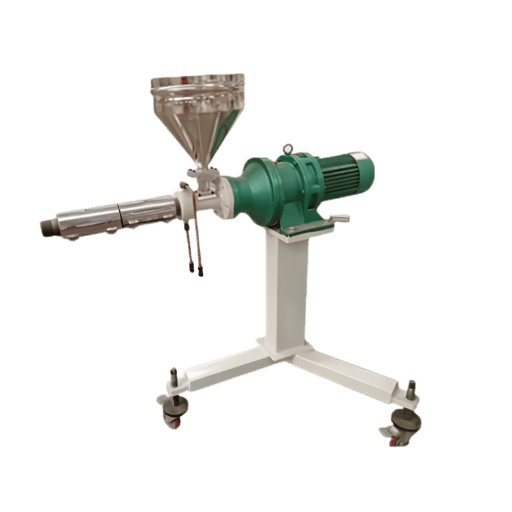
Équipements d'extrusion de plastique : extrudeuses monovis, bivis et spéciales
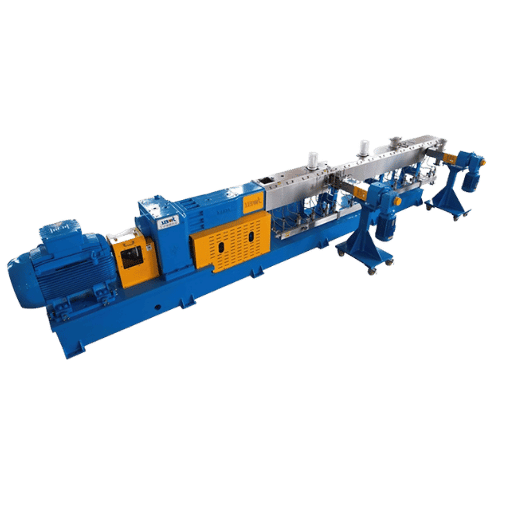
Les extrudeuses se divisent en trois catégories selon la configuration de leurs vis : simple, double ou triple. Chaque catégorie améliore la capacité de mélange, le débit et le prix. Choisir une, deux ou trois vis représente souvent une erreur coûteuse dans la conception d'une installation : une ligne à vis unique est inadaptée aux performances d'une ligne à vis double, et cette dernière consomme 30 à 50 % d'énergie en plus pour des tâches qu'elle pourrait réaliser. UDTECH propose ces trois options, ainsi que des modèles pour laboratoires et applications spécifiques.
| Type | Rapport L:D | Cadence de production | Idéal pour | Gamme de dépenses d'investissement |
|---|---|---|---|---|
| Extrudeuse à simple vis | 24: 1-32: 1 | 50–800 kg/h | Profilés simples, tubes, plaques, polymère monobloc | 15 120 $ à XNUMX XNUMX $ |
| Extrudeuse à double vis | 36: 1-48: 1 | 100–2,000 kg/h | compoundage, mélange-maître, PVC, dévolatilisation, matières premières recyclées | 45 350 $ à XNUMX XNUMX $ |
| Extrudeuse à triple vis | 40: 1-52: 1 | 300–3,000 kg/h | compoundage à cisaillement élevé, mélange-maître de couleur, polymères thermosensibles de niche | 80 500 $ à XNUMX XNUMX $ |
| extrudeuse de laboratoire | 25: 1-40: 1 | 0.5–25 kg/h | R&D, formulation, essais pilotes, données de mise à l'échelle | 20 90 $ à XNUMX XNUMX $ |
| Extrudeuse de plastique recyclé | 30: 1-40: 1 | 100–800 kg/h | Broyage post-consommation, matières premières mixtes, filtration à l'état fondu | 35 220 $ à XNUMX XNUMX $ |
L'idée reçue selon laquelle « l'extrudeuse bivis est réservée au compoundage, l'extrudeuse monovis à tout le reste » est souvent erronée ; il est donc conseillé aux acheteurs de vérifier cette affirmation. Les extrudeuses bivis sont plus performantes pour la dévolatilisation (élimination de l'humidité résiduelle et des composés volatils), le traitement des matières premières recyclées de granulométrie variable et la production de PVC, où les géométries contrarotatives résistantes à la corrosion sont essentielles. Les lignes de production de profilés et de feuilles se caractérisent par la stabilité de la pression des extrudeuses bivis, même avec des matières premières broyées, co-traitées ou retraitées.
Le métier d'opérateur d'extrudeuse est-il difficile ?
L'opérateur d'extrusion plastique est un métier industriel d'une complexité moyenne, dont le niveau de compétences se situe entre celui d'un opérateur CNC et celui d'un grutier en usine chimique. Une expérience de un à six mois suffit pour maîtriser les fonctions de réglage et de surveillance de base. Il faut en moyenne trois à cinq ans pour atteindre un niveau d'expertise élevé : résolution des problèmes liés à l'irrégularité de l'alimentation ou à l'usure des vis, détermination du profil de température optimal pour le matériau, et résolution des problèmes de bavures ou d'accumulations dans la filière. Les exigences physiques comprennent des quarts de travail de 10 à 12 heures sur des sols en béton, une exposition occasionnelle à des températures supérieures à 200 °C lors des changements de filière, et le port de sacs de matériau de 20 kg. L'effort cognitif est important lors des changements de production et des interventions en cas de panne, et moyen en fonctionnement stable. Les experts du secteur, sur les forums spécialisés, considèrent régulièrement ce poste comme sous-évalué au regard de sa difficulté.
Matériaux polymères et profilés : quels plastiques peuvent être extrudés ?

Presque tous les polymères thermoplastiques peuvent être extrudés ; la difficulté réside dans le choix du plastique adapté aux contraintes thermiques, chimiques, UV et mécaniques de l’opération. Le choix du plastique détermine la plage de transformation et les propriétés finales de l’extrusion. Le tableau récapitule les neuf plastiques les plus courants, leur plage de transformation et leurs applications typiques. Les colonnes de câbles et fils en polyéthylène sont couvertes par la norme ASTM D1248 ; les technologies de moulage par injection et d’extrusion du polypropylène sont codifiées par… ASTM D5857; intrants de fabrication additive par extrusion régis par la norme ISO/ASTM 52903-1:2020.
| Polymère | Température de fusion (°C) | Meilleur trait | Limitation | Sortie typique |
|---|---|---|---|---|
| PVC (rigide) | 170-200 | Coût, résistance aux intempéries | Faible stabilité thermique, libération de HCl | Profilés de fenêtres, tuyaux |
| HDPE | 180-230 | Résistance chimique | Mauvaise protection UV sans stabilisateur | Tuyaux, géomembranes |
| LDPE | 160-220 | Flexibilité, faible coût | Faible rigidité, fluage facile | film plastique, sacs |
| PP | 200-250 | Stabilité thermique, chimique | Fragile en dessous de 0°C | Pièces détachées automobiles, textiles |
| ABS | 220-250 | Résistance aux chocs, finition | Faible résistance aux UV, résistance chimique moyenne | Garnitures automobiles, revêtements de réfrigérateur |
| ANIMAUX | 260-290 | Clarté, barrière aux gaz | Hygroscopique, nécessite un séchage | Bouteilles, films, fibres |
| PC | 280-320 | Impact, transparence | Coût élevé, sensible aux rayures | Vitrage, boîtier électronique |
| Nylon (PA6/PA66) | 230-290 | Usure, résistance mécanique | Hygroscopique, déformation dimensionnelle | Tubes, engrenages, fibres |
| PMMA (acrylique) | 210-250 | Clarté optique, résistance aux UV | Fragile et sensible aux rayures | conduits de lumière, présentoirs |
Le choix des matériaux influence le choix des équipements. L'évent HCl du PVC garantit des fûts résistants à la corrosion, d'où la nécessité de leur utilité. Lignes d'extrusion de PVC sont équipés de revêtements bimétalliques. Les plastiques techniques comme le PC, les PA et le PEEK nécessitent des rapports L:D plus élevés et une régulation thermique constante, conformément à nos exigences. Ligne de profilés en plastique technique configurations. L'utilisation de matières premières recyclées, de plus en plus obligatoire sur le marché, nécessite des étapes de filtration à l'état fondu et de dégazage, assurées par des extrudeuses de plastique recyclé dédiées.
Extrusion plastique vs extrusion métallique : le seuil de rentabilité

L'extrusion de plastique et l'extrusion d'aluminium produisent des profilés continus visuellement indiscernables, mais leurs courbes de coût se rejoignent pour des volumes de production prévisibles. Les ingénieurs chargés des spécifications privilégient l'aluminium pour un aspect structurel et le plastique pour un aspect plus esthétique, ce qui engendre des coûts supplémentaires dans les deux cas.
Le seuil de transition des coûts entre le plastique et le métal
Pour chacun des trois axes ci-dessous, le nombre le plus élevé indique l'itinéraire dominant.
| Axis | Le plastique l'emporte quand | L'aluminium l'emporte quand |
|---|---|---|
| Coût de l'outillage | Mourir avec moins de 20 000 $ | Mourir de plus de 20 000 $ (niveau similaire) |
| Volume | 10 000 à 500 000 mètres linéaires | Au-delà de 500 000 mètres linéaires |
| Exigence de force | Charge statique ou faible | Structurelle ou porteuse |
| Tolérance | ±0.2 mm acceptable | ±0.05 mm requis |
| État de surface | Couleur dans la matière première | Anodisation, revêtement en poudre nécessaire |
Si trois lignes ou plus pointent du même côté, c'est le bon chemin. Des signaux contradictoires indiquent que vous êtes au point de croisement ; prélevez des échantillons des deux côtés et testez-les dans votre application réelle, et pas seulement sur papier.
Coextrusion à 3 couches : lorsqu’un seul profilé se comporte comme deux matériaux

La coextrusion utilise deux ou trois flux de polymère à travers une seule filière afin de former un profilé fini avec différents matériaux dans différentes zones. C'est l'un des résultats les plus contre-intuitifs de l'extrusion plastique : un seul profilé peut avoir un noyau structurel rigide avec un revêtement souple d'étanchéité, ou un revêtement coloré sur un noyau recyclé, ou encore une couche barrière prise en sandwich entre des revêtements protecteurs.
L'astuce de la co-extrusion à 3 couches
Trois configurations concrètes qui utilisent la co-extrusion à la place d'une étape de fabrication supplémentaire :
- Profilé de fenêtre (rigide + flexible). L'âme rigide en PVC assure la rigidité structurelle ; le revêtement coextrudé en élastomère thermoplastique crée l'étanchéité en une seule étape – sans colle, sans joint séparé.
- Capsule (colorée et recyclée). Une couche de capsule colorée vierge de 0.5 mm dissimule un noyau de 4 à 6 mm composé de matériaux recyclés. Le produit offre un aspect haut de gamme ; le coût de la nomenclature est réduit de 25 à 40 %.
- Film barrière (couche extérieure + barrière + couche extérieure). Les couches extérieures en PEBD protègent une fine couche barrière en EVOH ou PVDC de l'oxygène et de l'humidité. Utilisé dans l'emballage alimentaire lorsque l'utilisation d'un film monomatériau ne permet pas d'atteindre les objectifs de durée de conservation.
La coextrusion n'est pas une spécialité de pointe : le gainage de câbles et fils électriques – l'un des segments les plus importants de l'extrusion plastique – utilise la coextrusion de surgainage depuis des décennies. Cette technologie est intégrée au procédé. machine de compoundage de plastique famille, qui fournit les multiples flux de polymères à une tête de filière coordonnée.
Avantages, inconvénients et coûts réels de l'extrusion plastique
L'extrusion plastique correspond au profil de décision pour la plupart des produits à profil continu dans la gamme de 10K à 500K mètres linéaires, mais les avantages et les inconvénients sont réels, et ils frappent le plus durement les désavantages que les acheteurs potentiels sous-estiment lors de la spécification.
- Coût unitaire le plus bas au-delà de 10 000 mètres linéaires
- Production continue – aucun temps mort de cycle
- Large compatibilité polymère
- Colorants, agents de remplissage et additifs mélangés en ligne
- La co-extrusion ajoute une capacité multi-matériaux
- Section transversale constante uniquement — géométrie non variable
- Le gonflement de la matrice ajoute une incertitude dimensionnelle de 5 à 30 %
- Tolérance minimale ±0.05 mm — une tolérance plus stricte nécessite un usinage ultérieur
- Déchets de mise en place lors de la stabilisation de la ligne
- La variabilité des matières premières recyclées perturbe la rhéologie à l'état fondu
Certains inconvénients à surveiller proviennent des opérateurs, et non des documents marketing. Sur les forums de discussion en ingénierie industrielle, le problème le plus fréquemment signalé est la sous-spécification ou la sur-spécification : le choix d'un polymère ou d'une épaisseur de paroi qui convient en théorie, mais qui s'avère inadapté en conditions réelles d'utilisation en raison du fluage, des UV ou des cycles thermiques. Le gonflement à la sortie de la filière demeure une préoccupation majeure : la dilatation du polymère complique l'obtention de tolérances serrées, transformant le problème en un exercice de réglage plutôt qu'en un simple calcul. L'utilisation de matériaux recyclés ajoute une troisième source d'imprévisibilité, due aux variations de la taille des particules, de l'humidité et des contaminants d'un lot à l'autre.
- Outillage (matrice) : 5 000 $ à 50 000 $ pour les profils standards, jusqu’à 150 000 $ pour les matrices multi-empreintes ou de co-extrusion.
- Matière première : de 1.50 $ à 8 $ le kg selon le polymère choisi, le PVC étant parmi les moins chers et le PC/PEEK parmi les plus chers.
- Temps de cycle/de ligne : un débit de 50 à 2 000 kg/h détermine le partage de la main-d’œuvre et de l’énergie par mètre.
- Économie liée aux quantités minimales de commande : les coûts de mise en place et de main-d’œuvre pour les changements de production peuvent entraîner une surprime de 2 à 4 % par mètre pour les petites séries (moins de 5 000 m).
L’extrusion de plastique est-elle coûteuse ?
L'extrusion plastique est l'un des procédés de fabrication de plastique les plus économiques par unité de produit, mais l'investissement en outillage et en machines est conséquent. Les filières sur mesure pour les profils standards coûtent entre 5 000 et 50 000 dollars pour les filières rainurées standard, et jusqu'à 1.50 000 dollars pour les filières de co-extrusion complexes, voire bien plus. Le prix d'une ligne d'extrusion varie de 15 000 dollars (monovis) à 500 000 dollars (ligne de compoundage à trois vis). Le coût des matières premières oscille entre 1,50 et 8 dollars le kilogramme. L'extrusion est économiquement avantageuse pour une production d'environ 10 000 mètres linéaires de profils. En dessous de ce volume, le moulage par injection ou la fabrication additive sont généralement plus rentables. Au-delà de 500 000 mètres, l'extrusion devient la solution la plus économique. Les services d'extrusion plastique sur mesure permettent précisément d'amortir l'investissement en outillage auprès de plusieurs clients lorsque les volumes de production individuels ne suffisent pas à justifier l'achat de la filière.
Perspectives industrielles 2026 : Recyclage, biopolymères et industrie 4.0

Le marché mondial des équipements d'extrusion de plastique représentait 7.6 milliards de dollars en 2026 et devrait atteindre 10.8 milliards de dollars en 2033, avec un taux de croissance annuel composé (TCAC) de 5.1 %, selon Étude de marché de la persistance. Si l'on se base sur le marché plus vaste des équipements d'extrusion, qui pèse 8.93 milliards de dollars en 2024 avec un TCAC de 4.5 jusqu'en 2030, la manutention des matières premières et les machines évoluent dans trois directions au-delà de la croissance globale.
1) L'évolution stratégique des calendriers d'approvisionnement des acheteurs exige désormais de nouveaux équipements de manutention des matières premières : pour remplacer les extrudeuses monovis conventionnelles de 15 ans, il est recommandé d'opter pour une extrudeuse bivis en aval. système de granulation sous-marin Afin d'élargir les possibilités d'utilisation future des matières premières recyclées tout en conservant l'option du compoundage sur site, voici à quoi ressemble désormais la spécification de base des équipements.
FAQ : Questions fréquentes sur l'extrusion plastique
Combien de temps faut-il pour l'extrusion de plastique, de la commande à la livraison ?
Voir la réponse
Quels sont les inconvénients de l'extrusion plastique ?
Voir la réponse
Le plastique recyclé peut-il être utilisé dans l'extrusion ?
Voir la réponse
Quelle est la différence entre l'extrusion plastique et le moulage par injection ?
Voir la réponse
Les profilés en plastique sont-ils recyclables ?
Voir la réponse
Spécifier une ligne d'extrusion de plastique ?
Comparez les spécifications des extrudeuses à double vis, à vis unique et spécialisées à votre feuille de route en matière de débit, de polymères et de contenu recyclé.
À propos de cette analyse d'extrusion plastique
Ce guide s'appuie sur plus de 15 ans d'expérience d'UDTECH dans la conception de lignes d'extrusion de plastique pour les producteurs de plastiques, de polymères de laboratoire, de plastiques recyclés et de polymères techniques dans plus de 100 pays, avec des configurations à vis unique, bivis et trivis. Les fourchettes de coûts et de débits indiquées ont été vérifiées par rapport aux spécifications ASTM D1248, D5857 et ISO/ASTM 52903-1:2020. Lorsque des données industrielles sont fournies (Grand View Research, Persistence Market Research, Plastics Technology), nous incluons la source pertinente afin que vous puissiez vous référer à la date de publication originale.
Références et sources
- Norme ASTM D1248-16 : Spécification standard pour les matériaux d'extrusion de polyéthylène destinés aux fils et câbles. — ASTM International
- Norme ASTM D5857 : Spécification pour les matériaux d’injection et d’extrusion de polypropylène — ASTM International
- ISO/ASTM 52903-1:2020 Fabrication additive — Fabrication additive par extrusion de matière — ISO
- Taille du marché des machines d'extrusion — Rapport sectoriel 2030 — Recherche Grand View
- Taille et croissance du marché des machines d'extrusion de plastique, 2033 — Persistence Market Research
- Sept graphiques qui définissent l'industrie américaine des plastiques en 2025 — Association de l'industrie des plastiques
- Perspectives 2026 pour la fabrication de pointe — Technologie des plastiques
Articles Relatifs
- Guide de sélection et spécifications des extrudeuses à double vis — Quand la double vis surpasse la monovis en matière de compoundage, de matières premières recyclées et de PVC
- Guide de configuration des extrudeuses de plastique recyclé — Filtration à chaud, dégazage et rapport L:D pour le broyage post-consommation
- Présentation du système de granulation sous-marine — Granulation en aval pour les lignes de compoundage et de préparation de mélanges-maîtres
- Qu’est-ce que le recyclage du plastique ? Guide des procédés industriels — Tri, lavage, broyage et rôle de l'extrusion dans le recyclage en boucle fermée






