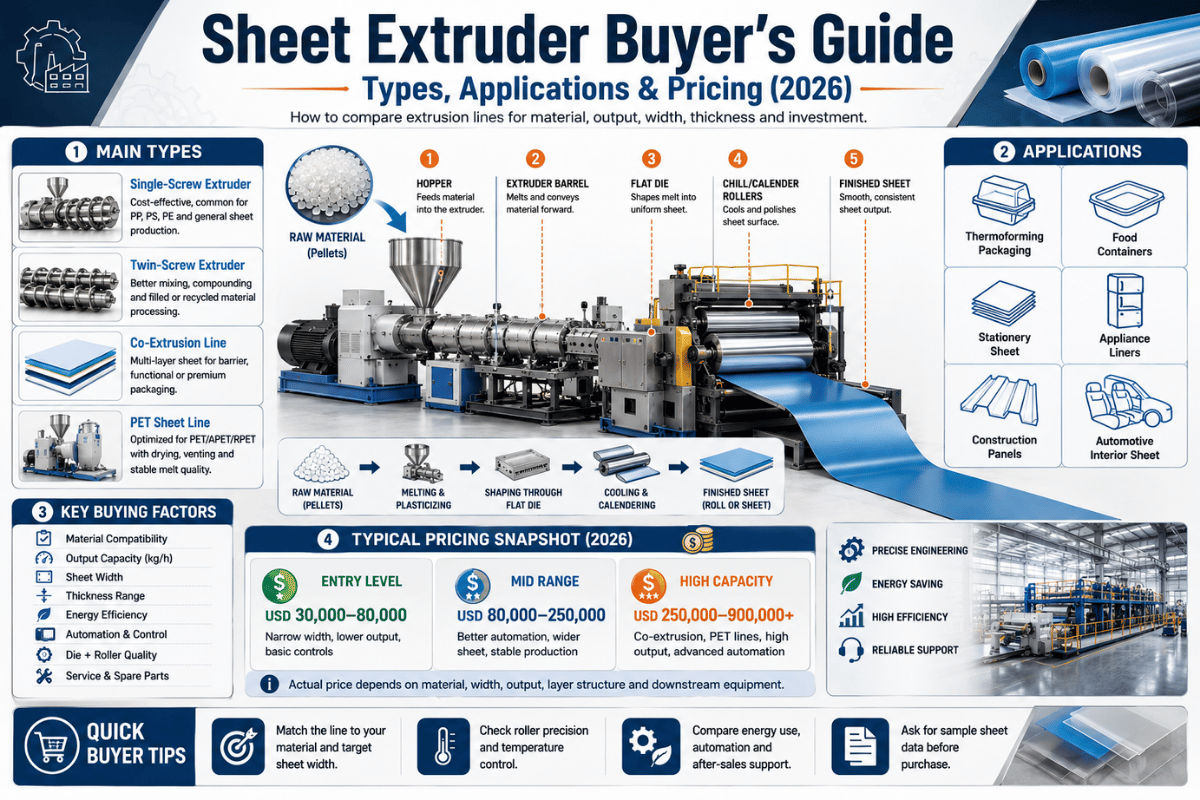
خرید یک اکسترودر ورق به ندرت فقط به اکسترودر مربوط میشود. دستگاهی که گلولههای شما را ذوب میکند، یک گره در یک خط از هفت زیرسیستم است و تصمیمی که بیشترین هزینه را هدر میدهد، انتخاب تعداد پیچ، قالب و نرخ خروجی قبل از تطبیق آنها با رزین و حجم تولید واقعی شما است. این راهنما، راهنمای خرید فرآیند اساسی است، اگر میخواهید گام به گام نحوه شکلگیری ورق تخت را بدانید، راهنمای ما را بخوانید. راهنمای کامل فرآیند اکستروژن ورقدر اینجا ما روی یک سوال باقی میمانیم: چگونه قبل از امضای سفارش خرید، اندازه، قیمت و بررسی دستگاه را مشخص میکنید؟
به طور خلاصه: اکسترودر ورق، یک دستگاه اکستروژن پلاستیک است که گلولههای ترموپلاستیک را ذوب میکند و مذاب را از طریق یک قالب تخت (آویز روکش یا T-) و یک پشته کالیبراسیون سه غلتکی عبور میدهد تا یک ورق تخت پیوسته، معمولاً با ضخامت 0.25 تا 12 میلیمتر، تشکیل دهد. شما آن را بر اساس مواد اولیه (که تک ماردون را در مقابل دو ماردون تنظیم میکند)، بر اساس خروجی هدف (که قطر ماردون و قدرت محرک را تنظیم میکند) و بر اساس نیازهای خشک شدن و خوردگی رزین (که بقیه خط را تنظیم میکند) انتخاب میکنید.
مشخصات فنی، اکسترودر ورق در یک نگاه
| نوع پیچ | تک مارپیچ (دستنخورده/کالا) یا دو مارپیچ (آسیاب مجدد/PCR/ترکیب) |
| پیچ L / D | استاندارد ۲۴:۱–۳۰:۱؛ ۳۰:۱–۴۰:۱ برای طرحهای پرسرعت |
| قطر اسکرو | محدوده ورق رایج ≈۳۵–۱۲۰ میلیمتر |
| باند خروجی | ≈30 کیلوگرم بر ساعت (آزمایشگاهی) تا 1,000 تا 1,200 کیلوگرم بر ساعت (PET پرسرعت) |
| عرض ورق | ۲–۳ میلیمتر |
| قالب / خنک کننده | چوب لباسی یا قالب ورق T + دسته ۳ رول (رول با قطر ۳۰۰ تا ۹۰۰ میلیمتر) |
| کنترل گیج | ±0.5% با کنترل خودکار گیج حلقه بسته (AGC) |
| مرز ورق در مقابل فیلم | 0.25 میلیمتر در هر ASTM D883 |
اکسترودر ورق چیست؟ (و جایگاه آن در مقایسه با اکسترودرهای فیلم، پروفیل و لوله)

اکسترودر ورق، دستگاهی است که گلولههای ترموپلاستیک را به ورق مسطح پیوسته تبدیل میکند. یک پیچ موتوری درون یک بشکه گرم شده میچرخد، پلیمر را نرم و پمپ میکند؛ سپس مذاب از طریق یک قالب ورق مسطح عبور داده میشود و روی یک پشته غلتکی خنک میشود تا ضخامت و سطح نهایی آن تنظیم شود. خروجی، ورق مسطح، سینی، پنل و ورق ترموفرمینگ است، نه ورق نازکی که یک خط فیلم میسازد یا سطح مقطع شکل داده شدهای که یک اکسترودر پروفیل یا لوله میسازد.
مفیدترین مرزی که باید بدانیم، مرز ابعادی است. طبق ... ASTM D883 طبق استاندارد اصطلاحات، «فیلم» ورقهای با ضخامت اسمی حداکثر 0.25 میلیمتر (0.010 اینچ) است؛ هر چیزی ضخیمتر، ورق نامیده میشود. ISO 472 همان حد ۰.۲۵ میلیمتر را نشان میدهد. این عدد تعیین میکند که شما از کدام خانواده دستگاه خرید میکنید.
هدف از اکسترودر ورق چیست؟
هدف از اکسترودر ورق، تبدیل رزین جامد به ورق مسطح با ابعاد کنترلشده با سرعت ثابت است، بنابراین یک فرآیند پاییندستی، ترموفرمینگ، لمینت کردن یا برش به طول، مواد اولیه با ضخامت و سطح ثابت را دریافت میکند. سه متغیر تعیین میکنند که آیا ورق به صورت اولیه یا ضایعات ارسال میشود: پایداری دمای مذاب، یکنواختی جریان قالب و هندسه غلتک خنککننده. تقریباً هر شکایت کیفی به یکی از این سه مورد برمیگردد.
| نوع اکسترودر | فرم خروجی | مردن | خنک سازی |
|---|---|---|---|
| اکسترودر ورق | ورق تخت، 0.25-12 میلیمتر | تخت (آویز کت / T-) | پشته کالیبراسیون ۳ رولی |
| فیلم ریختهگری/دمشی | فیلم نازک، کمتر از 0.25 میلیمتر | تخت یا حلقوی | رول خنک کننده / حلقه هوا |
| اکسترودر پروفیل | مقطع شکلدار | قالب پروفیل | کالیبراسیون / حمام آب |
| اکسترودر لوله | گرد توخالی | قالب لوله حلقوی | خلاء + مخزن اسپری |
جزئیات فرآیند پشت هر مرحله، تغذیه، ذوب، کالیبراسیون، برش، در راهنمای فرآیند اکستروژن ورق همراه ما پوشش داده شده است؛ این مقاله فرض میکند که شما میدانید دستگاه چه کاری انجام میدهد و بر روی خرید کدام یک تمرکز دارد. صرف نظر از رزین، یک خط اکستروژن ورق پلاستیکی یک راه حل تولیدی است که برای اکسترود کردن یک خانواده محصول، ورق تخت، به طور قابل اعتماد و قابل اندازهگیری ساخته شده است.
تک ماردونه در مقابل دو ماردونه: به کدام درایو اکسترودر ورق نیاز دارید؟
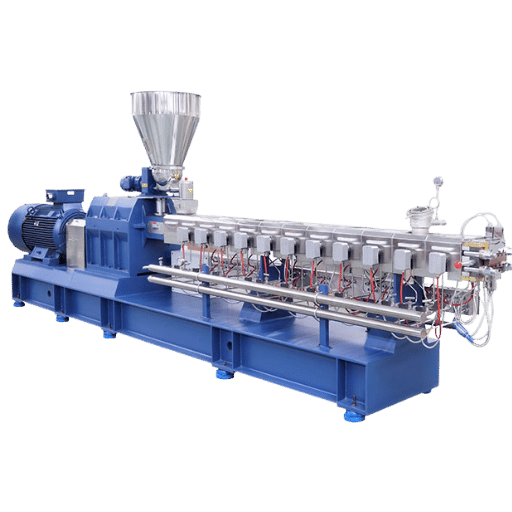
دو انتخاب اصلی برای اکسترودر ورق عبارتند از اکسترودر تک پیچ و درهم تنیدگی اکسترودر دو پیچدستگاههای تکماردونه همچنان برای ورقهای تمیز و دستنخورده مناسب هستند؛ دستگاههای دوماردونه وقتی از آسیاب مجدد، پرک بازیافتی پس از مصرف (PCR)، بارگذاری بالای پرکننده یا آمیزهسازی مستقیم استفاده میکنید، کیفیت بالاتری دارند. انتخاب بر اساس خوراک اولیه است، نه اینکه کدام دستگاه در برگه مشخصات فنی توانمندتر به نظر برسد.
مسیر انتخاب تعداد پیچ
- ورق تمیز و دست نخورده، اپتیکی یا معمولی (PMMA، PC، PS، PP خالص) → تک پیچهزینه کمتر، نگهداری سادهتر، برای یک درجه پایدار، کافی است.
- آسیاب مجدد، پولک PCR، رنگ/پرکننده، یا PET حساس به رطوبت → پیچ دوقلواختلاط بهتر، تبخیر بهتر و تحمل بهتر خوراک متغیر.
- ترکیب مستقیم (مخلوط کردن پرکنندهها/افزودنیها به صورت ورق در یک مرحله) → مارپیچ دوقلو با تغذیهکننده جانبی، یا یک خط تولید ویژه تاندم/سه مارپیچ، مسیری خاص که تنها تعداد کمی از کاربردها به آن نیاز دارند.
چیدمانهای سهماردانهای و پشت سر هم وجود دارند و در کاتالوگهای فروشندگان ظاهر میشوند، اما متون مستقل اکستروژن هنوز هم دوماردانی تکماردانی و درهمآمیخته را به عنوان جفت اصلی در نظر میگیرند؛ سهماردانی عمدتاً تحقیقاتی است یا برای کار اختلاط ویژه در نظر گرفته شده است. یک اکسترودر سهماردانهای یا یک اکسترودر اختصاصی را در نظر بگیرید. دستگاه ترکیب پلاستیک به عنوان یک پاسخ تخصصی به یک مشکل خاص میکس، نه یک ارتقاء پیشفرض.
4 نوع اکستروژن پلاستیک چیست؟
اکستروژن پلاستیک معمولاً به چهار خانواده خروجی گروه بندی می شود: ورق (قطعه تخت از طریق یک قالب تخت)، فیلم (تار نازک، ریختهگری یا دمیدنی)، پروفیل و لوله (مقطعهای شکلدار یا توخالی) و قالبگیری بادی پاریسون اکستروژن (لولهای که بعداً باد میشود). یک اکسترودر ورق مخصوص خانواده اول ساخته شده است، با یک قالب تخت، رول و کنترل گیج، یک دستگاه فیلم یا لوله را نمیتوان به سادگی برای مطابقت با آن دوباره ابزارکاری کرد.
خریداران معمولاً ماردان را برای خوراک بازیافتی کمتر از حد نیاز سفارش میدهند. یک دستگاه تک ماردان که برای PET دست اول ساخته شده است، روی پوسته PCR دچار افزایش ناگهانی و کاهش ویسکوزیته ذاتی میشود، زیرا ماردان هرگز برای تبخیر و همگنسازی خوراکهای متغیر طراحی نشده است. متخصصان در انجمنهای مهندسی بارها و بارها دام مرتبط ارسال تنها ابعاد ماردان به فروشنده و نادیده گرفتن سازگاری طراحی ماردان با دستگاه را مطرح میکنند.
یک تولیدکننده سینی را در نظر بگیرید که یک خط تولید تک ماردونه به اندازه PET خام خریداری کرده، سپس برای برنده شدن در یک قرارداد خردهفروشی، به پرک ۵۰٪ پس از مصرف روی آورده است. در عرض چند هفته، ورق ژل نشان داد و ویسکوزیته ذاتی آنقدر کاهش یافت که ترموفرمینگ را با شکست مواجه کرد و خط تولید به دلیل اینکه یک ماردونه تکی نمیتواند پرک متغیر را تبخیر کند، افزایش یافت. یک دستگاه دو ماردونه دارای دریچه، میتوانست همان خوراک را بدون دردسر اجرا کند. مقاومسازی یکی پس از دیگری، هزینه بیشتری برای مبدل نسبت به مشخص کردن صحیح آن در هنگام خرید داشت، تصمیم در مورد ماردون روی کاغذ ارزان و در نگاه به گذشته گران است.
آناتومی خط اکستروژن ورق: ۷ زیرسیستم و نقش هر یک
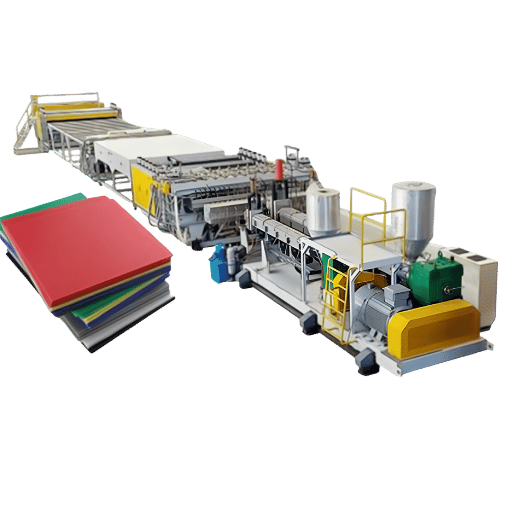
یک اکسترودر ورق به عنوان بخشی از یک خط فروخته میشود. فناوری پلاستیک همانطور که توصیف میشود، یک خط ماشین اکستروژن ورق شامل یک اکسترودر به علاوه یک تعویضکننده توری، یک پمپ دندهای، یک میکسر استاتیک (و یک بلوک تغذیه کواکستروژن اختیاری)، یک قالب ورق تخت و یک پشته سه غلتکی است. حذف یک زیرسیستم امکانپذیر است، اما معمولاً فقط محل خطا را تغییر میدهد. وظیفه خریدار این است که بداند برای هر کدام چه چیزی را باید اصرار کند.
| زیر سیستم | چه چیزی تصمیم میگیرد | مشخصاتی که باید روی آنها پافشاری کرد | شکست در صورت رد شدن |
|---|---|---|---|
| اکسترودر (مارپیچ + سیلندر) | کیفیت مذاب، خروجی | طراحی پیچ مطابق با رزین؛ L/D 24:1–30:1 | ذوب نشده، خروشان |
| تعویض صفحه نمایش | کنترل آلودگی | نوع پیوسته برای PCR/خرد کردن مجدد | خطوط متوقف می شوند، ژل ها |
| پمپ دندهای (ذوب) | پایداری فشار → گیج | کنترل فشار حلقه بسته | افزایش ناگهانی فشار سنج MD |
| میکسر استاتیک | ذوب + یکنواختی رنگ | اجباری با مستربچ / کواکس | رگهها، رانش رنگ |
| قالب ورق تخت | پروفیل ضخامت CD | نوار محدودکننده + وضوح پیچ لب | ضخامت از وسط / ضخامت از لبه |
| پشته کالیبراسیون ۳ رولی | پیمانه، سطح، بلورینگی | قطر رول ۳۰۰ تا ۹۰۰ میلیمتر، کنترل دمای جداگانه | تاب برداشتن، براقیت ضعیف |
| حمل و نقل + دستگاه پیچنده/برش دهنده | تنش، بازیابی تریم | سروو هایلوکس بسته به گیج؛ سنگ فرز لبه تراش درون خطی | خطای طول، ضایعات قراضه |
«یک پمپ دندهای که فشار سمت قالب را از خروجی اکسترودر جدا میکند، تنها ارتقاء با بالاترین ضربه برای ورق نازک و آسانترین راه برای مقاومسازی است. این همان چیزی است که امکان دستیابی به پروفیل با ضخامت ±0.5٪ را فراهم میکند.»
📐 نکته مهندسی
بیشتر خطاهای ضخامت در جهت متقاطع (CD) مربوط به مشکل قالب است؛ بیشتر تغییرات در جهت ماشین (MD) مربوط به مشکل پیچ یا پمپ دندهای است. بخش اکستروژن SPE مرجع کنترل گیج، پروفیل ضخامت میانگین با دقت 0.5٪ یا بهتر را توصیه میکند که با کنترل خودکار گیج و بدون دخالت اپراتور قابل دستیابی است. بررسی کنید که خط میتواند این مقدار را حفظ کند. خود را رزین، نه یک نمونه آزمایشی.
تطبیق دستگاه با رزین شما: الزامات خط تولید PET، PP، PS، PVC، ABS، HDPE و PC
شیمی رزین تقریباً تمام انتخابهای پاییندستی، خشک کردن، طراحی ماردون، دمای قالب و غلتک و محافظت در برابر خوردگی را تعیین میکند. شبکه زیر یک نقشه پیکربندی خط است: این نقشه آنچه را که دستگاه باید به ازای هر ماده تغییر دهد، فهرست میکند، نه دمای سیلندر (این دماها در راهنمای فرآیند همراه موجود است). برای پلیمرهای درجه لعاب و مهندسی، یک نمودار اختصاصی خط اکستروژن پلاستیک مهندسی اغلب نقطه شروع مناسبی است؛ ورق PVC سفت و سخت معمولاً یک ساختار هدفمند را تضمین میکند. دستگاه اکستروژن پی وی سی.
| رزین | نیاز به پیچ / تغذیه | خشك كردن | قالب / رول و یادداشت خوردگی |
|---|---|---|---|
| PET / APET / CPET | پیچ دوقلو برای چاپ پولکی/PCR مناسب است | خشک کردن اولیه تا کمتر از ۵۰ ppm - از دست دادن IV دائمی است | غلتکهای دما بالا ۸۰ تا ۱۲۰ درجه سانتیگراد |
| PP | تک نفره یا دو نفره | معمولا هیچ کدام | دمای غلتک پایینتر، سفتی را افزایش میدهد |
| PS / باسن | ریز تک پیچ | هیچ | پنجره باریک؛ خطر شکستگی ناشی از ذوب |
| PVC سخت | دو پیچه، دارای تهویه | هیچکدام، اما تثبیت شده | بشکه دوفلزی/دوبلکس + دریچه تخلیه (خوردگی HCl) |
| سیستم ترمز ضد قفل (ABS) | تک نفره یا دو نفره | خشک کردن سبک | سطح پذیرنده چاپ |
| HDPE / LDPE | تک پیچ | هیچ | پنجره پردازش گسترده |
| PC | تک پیچ، بکر | خشک تا ≤100 ppm | غلتک پولیش بحرانی؛ جاذب رطوبت |
| PMMA (اکریلیک) | تک پیچ | خشک کردن سبک | رول پولیش برای پرداخت نوری |
| PLA / rPET (بازیافتی) | غربال دو پیچه + پیوسته | خشک کردن شدید؛ تهویه با خلاء | مدیریت IV + کنترل تماس با غذا |
یک قانون مفید از مهندسان مواد: هرگز اجازه ندهید برگه اطلاعات، حرف آخر را بزند. چند فوت از همان قطعهای که قصد خرید آن را دارید، دقیقاً روی همان خطی که قصد اجرا دارید، اجرا کنید. مقادیر منتشر شده یک فرمول اولیه هستند، نه یک تضمین.
اندازه گیری اکسترودر ورق بر اساس خروجی: توان عملیاتی → قطر مارپیچ → توان → هزینه سرمایه

اندازهگذاری همیشه از هدف حجم شروع میشود و به سمت عقب به قطر پیچ، توان محرک و عرض قالب تقسیم میشود. نردبان زیر رتبهبندیهای منتشر شده توسط فروشندگان را در نوارهای شاخص ترکیب میکند. رتبهبندیهای منتشر شده، پراکندگی را نشان میدهند، به عنوان مثال، خطوط ورق 35 تا 60 میلیمتری در حدود ... رتبهبندی شدهاند. 50-500 کیلوگرم در ساعتو یک خط تک پیچ ۹۰ میلیمتری نزدیک ۱۳۲۰ پوند بر ساعت (≈۶۰۰ کیلوگرم بر ساعت) روی پلی پروپیلنارقام را به عنوان شاخص در نظر بگیرید، نه مشخصات دقیق فعلی.
| خروجی هدف | پیچ Ø (تقریباً) | قدرت درایو (تقریبی) | استفاده معمولی | ردیف سرمایهای |
|---|---|---|---|---|
| حدود ۱۳۰ کیلوگرم در ساعت | 25-35 میلی متر | 15-30 کیلو وات | آزمایشگاه / پایلوت | ورود |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 30-55 کیلو وات | تولید کوچک | ورود |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 55-90 کیلو وات | بسته بندی PP/PS | نیمه |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 90-160 کیلو وات | بسته بندی غذا | نیمه |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 160-250 کیلو وات | PP/PET با حجم بالا | زیاد |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 220-315 کیلو وات | ترموفرمینگ PET | زیاد |
| حدود ۱۳۰ کیلوگرم در ساعت | ۶۰ میلیمتر | 280-355 کیلو وات | PET با سرعت بالا | زیاد |
| حدود ۱۳۰ کیلوگرم در ساعت | ۱۲۰ میلیمتر + اکسترودر چندگانه | 350 کیلو وات + | اکسترودر چند مرحلهای کواکس | زیاد |
نردبان نقطه شروعی برای گفتگوی فروشنده است، نه یک فرمول دقیق. کار بررسی شده توسط همتایان در انرژی کاربردی نشان میدهد که خروجی و توان اکسترودر به شدت بین دستگاه، ماده و فرآیند مرتبط هستند - بنابراین یک پیچ ۹۰ میلیمتری روی PVC پر شده با مواد سفت با یک پیچ ۹۰ میلیمتری روی PP روان مطابقت ندارد. همیشه با یک آزمایش روی رزین خود، اندازه را تأیید کنید.
چرا بزرگتر بودن همیشه به معنای ورق بیشتر نیست: محدودیت زمان خنک سازی و اقامت
افزایش سرعت ماردان، توان عملیاتی را افزایش میدهد و حتی یک مطالعهی Applied Energy نشان داد خاص انرژی به ازای هر کیلوگرم میتواند با افزایش سرعت کاهش یابد. اما قابل استفاده، مطابق با مشخصات خروجی خط تولید ورق به ندرت توسط اکسترودر مسدود میشود؛ این امر در مراحل بعدی توسط خنک شدن و زمان اقامت محدود میشود. اگر خروجی از حدی که پشته رول میتواند قبل از کشنده خنک شود، فراتر رود، ورق تاب برداشته یا کدر میشود.
اگر زمان ماند و گرمایش ویسکوز را بیش از حد افزایش دهید، رزینهای حساس به گرما مانند PET یا PVC تخریب میشوند. اندازه را بر اساس خروجی که میتوانید خنک کنید و روی گیج نگه دارید، تعیین کنید، نه بر اساس کیلوگرم در ساعت روی پلاک. برای جریانهای سنگین آسیاب مجدد، سیستم گندله سازی زیر آب جریان بالادست میتواند خوراک را قبل از رسیدن به قالب ورق تثبیت کند.
یک کارخانه بستهبندی را تصور کنید که یک خط ۹۰ میلیمتری با سرعت ۶۰۰ کیلوگرم در ساعت سفارش داده و انتظار دارد که آن را به طور کامل اجرا کند. در سینیهای PET نازک ۰.۳ میلیمتری، دسته سه رولی فقط میتوانست حدود ۴۲۰ کیلوگرم در ساعت خنک شود، قبل از اینکه ورق از دستگاه کشش خارج شود و کمی تاب بردارد. اکسترودر هرگز محدودیت نبود، دسته رولها محدودیت بودند. اکنون این کارخانه یا با سرعت ۴۲۰ کیلوگرم در ساعت طبق مشخصات کار میکند یا برای افزایش ظرفیت خنککنندگی هزینه میکند، مصالحهای که به ورق سایزینگ تعلق داشت و نه اینکه در کارخانه کشف شود.
هزینه یک اکسترودر ورق چقدر است؟ هزینههای سرمایهای، اجزای خط تولید و هزینههای پنهان

یک اکسترودر ورق از یک واحد آزمایشگاهی پنج رقمی تا یک خط اکسترودر PET چندمنظوره پرسرعت هفت رقمی با کنترل گیج کاملاً اتوماتیک متغیر است. میزان پراکندگی توسط ردیف خروجی، اتوماسیون و رزین تعیین میشود. عدد روی قیمت اکسترودر نیز نیمه کوچکتر تصویر است، زیرا قالب، خشک کن، چیلر و کنترلها اغلب به اندازه خود اکسترودر هزینه دارند.
| درجه | تولید | چه چیزی قیمت را هدایت میکند؟ |
|---|---|---|
| آزمایشگاه / پایلوت | حدود ۱۳۰ کیلوگرم در ساعت | اکسترودر تکی کوچک، گیج دستی |
| تولید ورودی | 100-200 کیلوگرم در ساعت | تک پیچ، رول کپه پایه، نیمه اتوماتیک |
| تولید میانی | 400-600 کیلوگرم در ساعت | پمپ دندهای + AGC، گزینه دو پیچه، خشککن |
| PET با سرعت بالا | 800-1,200 کیلوگرم در ساعت | اکسترودر چندگانه کواکس، اتوماسیون کامل، جابجایی rPET |
یک مزیت هزینهای قابل اعتماد است: ابزار. مقایسههای مستقل هزینه، قالبهای اکستروژن را تقریباً ... نشان میدهد. ۸۰ تا ۹۰ درصد پیشپرداخت کمتر نسبت به قالبهای تزریقی مشابهزیرا یک قالب تخت بسیار سادهتر از یک قالب چند حفرهای است. این امر مانع از ایجاد یک برنامه ورق جدید را کمتر از اکثر فرآیندهای قطعات گسسته نگه میدارد.
هزینههای پنهان که باید قبل از امضا بودجهبندی شوند
- قالب ورق و هرگونه گزینه محدودکننده-میله/سنج خودکار
- خشککن رزین (برای PET/PC اجباری است) و چیلر فرآیندی
- کنترل خودکار ضخامتسنج و اسکنر ضخامت
- نصب، راه اندازی و آموزش اپراتور
- قطعات یدکی حیاتی (بستههای توری، پیچهای لبهدار، پیچ/بشکه)
- انرژی / OPEX، اکستروژن انرژیبر است؛ موتور محرک، گرمکنهای بشکه، فنهای خنککننده، پمپهای آب و پمپ دندهای، همگی برق مصرف میکنند، بنابراین یک بسته محرک کارآمد در طول عمر خط، هزینهها را جبران میکند (انرژی کاربردی)
- هزینه حمل و نقل و عوارض واردات برای یک خط وارداتی
نحوه انتخاب سازنده اکسترودر ورق: یک چک لیست بررسی 8 نکتهای

هیچ استاندارد تأمینکنندهای مختص اکسترودر ورق وجود ندارد، اما این شکاف کامل نیست: جستجوی تأمینکنندگان NIST MEP برنامهای وجود دارد تا خریداران را با تولیدکنندگانی که قابلیتهای فنی خاصی دارند، تطبیق دهد. این یک چارچوب کلی است؛ کارت امتیازی زیر، مشخصات اکستروژن ورق مورد نیاز یک تیم تدارکات را اضافه میکند.
- ✔ پایه و مراجع نصب شدهخطوط ورق قابل تأیید که رزین شما را اجرا میکنند، نه فقط یک لیست بروشور.
- ✔ آزمون پذیرش کارخانه (FAT) on خود را مواد و سنجه هدف قبل از حمل و نقل.
- ✔ پیچ و مهره داخلی قابلیت در مقابل خرید، بر زمان تحویل و پشتیبانی پس از فروش تأثیر میگذارد.
- ✔ کنترل خودکار گیج و ثبت دادههاآیا خط تولید، دادههای تولید صادراتی و ±۰.۵٪ را در خود نگه میدارد؟
- ✔ صلاحیت rPET / بازیافتیمدیریت اثباتشدهی پوستهی PCR و مسیر فرآیند LNO (به پایین مراجعه کنید).
- ✔ زمان تحویل پس از فروش و قطعات یدکیدر دسترس بودن قطعات یدکی و پاسخگویی پشتیبانی از راه دور.
- ✔ رعایت ایمنیمحافظت مطابق با استانداردهای شناخته شده (به بخش راهاندازی مراجعه کنید).
- ✔ کل هزینه مالکیتامتیاز بر اساس انرژی، ضایعات و زمان آماده به کار، نه فقط قیمت اصلی.
خرید با قیمت اصلی و نادیده گرفتن خدمات پس از فروش و کل هزینه مالکیت. خطی که 10٪ ارزانتر است اما یک روز تولید را به دلیل نبود یک موتور یدکی از دست میدهد، یا 15٪ انرژی بیشتری مصرف میکند، صرفهجویی را در سال اول از بین میبرد. قبل از مقایسه قیمتها، به فروشندگان در هشت امتیاز بالا امتیاز دهید.
یک کارخانه تبدیل ورق، زمانی خط تولید ورقی را انتخاب کرد که ۱۲٪ کمتر از نزدیکترین پیشنهاد قیمت بود. هشت ماه بعد، آببندی فرسودهی تعویضکنندهی صفحه نمایش، تولید را متوقف کرد، قطعهی جایگزین از خارج از کشور ارسال شد و رسیدن آن نه روز طول کشید و خروجی از دست رفته، کل صرفهجویی اولیه را از بین برد. قیمت ارزانتر، هیچ قطعهی یدکی محلی نداشت و بازه پشتیبانی آن بیش از ۴۸ ساعت بود، که هر دو در یک کارت امتیازی هشت امتیازی قبل از سفارش خرید قابل مشاهده بودند و فقط در خط قیمت قابل مشاهده نبودند.
راهاندازی و پذیرش: قبل از امضا چه مواردی را باید تأیید کنید

مرحله پذیرش جایی است که خریدار از خرید خود محافظت میکند. خط تولید روی گرید آزمایشی فروشنده را نپذیرید، آن را روی رزین تولیدی و گیج هدف خود تأیید کنید. در اینجا ایمنی دستگاه را به عنوان یک مورد ریسک برای خریدار در نظر بگیرید، نه یک کار اداری فرعی.
- ✔ تلرانس گیج در حالت کنترل اتوماتیک گیج روی ±0.5% نگه داشته میشود خود را رزین
- ✔ نرخ خروجی پایدار در کیلوگرم بر ساعت هدف بدون افزایش ناگهانی یا رانش حرارتی
- ✔ نرخ ضایعات/برش لبه در محدوده توافق شده؛ بازیابی برش به طور تمیز انجام میشود
- ✔ بررسی سطحی/نوری روی برگه اصلی، نه روی کوپن نمونه
- ✔️حفاظت ایمنی تأیید و امضا شده است
چگونه قبل از خرید، خط اکستروژن ورق را آزمایش میکنید؟
شما یک تست پذیرش کارخانه (FAT) را روی رزین و گیج خودتان انجام میدهید، سپس پس از نصب، یک تست پذیرش سایت (SAT) انجام میدهید. FAT باید تلرانس گیج قراردادی را حفظ کند، خروجی نامی را بدون افزایش ناگهانی حفظ کند و در طول یک دوره اجرای مداوم، نه یک نمایش دو دقیقهای، در محدوده نرخ ضایعات توافق شده باقی بماند.
از نظر ایمنی، ایالات متحده راهنمای ماشین آلات پلاستیک OSHA قفل/برچسبگذاری، موانع ثابت، پردههای نوری، زیراندازهای ایمنی، فلپهای ضد پسزنی و کنترلهای نقطه گیر برای خطوط اکستروژن و ترموفرمینگ را فراخوانی کنید. قبل از پرداخت مانده حساب، از وجود و عملکرد هر یک از آنها اطمینان حاصل کنید، زیرا محافظی که پس از تحویل اضافه میشود، همیشه گرانتر از محافظی است که از قبل تعیین شده است.
چشمانداز خریداران اکسترودر ورق در سال ۲۰۲۶: خطوط آماده برای rPET، انرژی و صنعت ۴.۰

سه نیرو باید آنچه را که اکنون مشخص میکنید شکل دهند، حتی اگر دستگاه زیربنایی بالغ باشد. ماشین آلات اکستروژن پلاستیک بازار به طور پیوسته در حال رشد است، تحلیلگران آن را با رشد سالانه تک رقمی تا اوایل دهه 2030 پیشبینی میکنند، اما رشد حجم، داستان خریداران نیست؛ بلکه قابلیت بازیافت، انرژی و دادهها داستان هستند.
خطوط آماده برای rPET. خطوطی که تا ۱۰۰٪ PET بازیافتی را در سطوح ویسکوزیته ذاتی تضمینشده برای تماس مستقیم با غذا فرآوری میکنند، در نمایشگاه K 2025 در اولویت قرار داشتند. اما آمادگی برای تماس با غذا فقط یک ویژگی دستگاه نیست. ایالات متحده راهنمای FDA در مورد پلاستیکهای بازیافتی ارزیابی می کند رونداین درخواست شرح فرآیند، کنترلهای منبع و آزمایش حذف آلایندهها را درخواست میکند و برای یک فرآیند بازیافت خاص، نامه عدم اعتراض (که اغلب LNO نامیده میشود) صادر میکند. اگر قصد دارید ورق rPET را برای بستهبندی مواد غذایی بفروشید، از فروشنده مدرکی دال بر فرآیندی با قابلیت LNO بخواهید، نه فقط یک شماره iV.
درایوهای کممصرف. از آنجا که اکستروژن پلیمر انرژیبر است، سروو درایوها، پمپهای دندهای کارآمد و عایقبندی بهتر اکنون یک خط بودجه هستند، نه یک مزیت، و در هر شیفت در هزینههای عملیاتی ظاهر میشوند.
نظارت بر خط صنعت ۴.۰. کنترل خودکار گیج حلقه بسته به علاوه نظارت بر وضعیت، جریان موتور، وظیفه گرمکن سیلندر، لرزش گیربکس و داشبوردهای داده از راه دور، از ویژگیهای اختیاری به مشخصات خرید استاندارد تبدیل میشوند. اگر خطی را برای تحویل ۲۰۲۶-۲۰۲۷ قیمتگذاری میکنید، از فروشندگان بپرسید که این خط چگونه مواد اولیه بازیافتی را واجد شرایط میداند، چه دادههایی را ثبت میکند و چه چیزی را گزارش میدهد. پاسخها به شما میگویند که آیا یک خط ۲۰۲۶ میخرید یا یک خط قدیمیتر با بستهبندی مجدد.
سوالات متداول در مورد اکسترودرهای ورق
س: تفاوت بین اکسترودر ورق و اکسترودر فیلم چیست؟
مشاهده پاسخ
س: آیا به اکسترودر ورق تک ماردونه نیاز دارم یا دو ماردونه؟
مشاهده پاسخ
س: یک خط اکستروژن تک ورق چه محدوده خروجی را میتواند پوشش دهد؟
مشاهده پاسخ
س: آیا یک خط تولید ورق میتواند چندین رزین مانند PET، PP و PVC را اجرا کند؟
مشاهده پاسخ
س: چه مدت زمان تحویل و پشتیبانی پس از فروش را باید از یک تولیدکننده انتظار داشته باشم؟
مشاهده پاسخ
س: آیا یک خط اکستروژن ورق دست دوم در مقایسه با یک خط جدید ارزش خرید دارد؟
مشاهده پاسخ
درباره این راهنمای خرید اکسترودر ورق
این راهنما برای خریدارانی که قصد خرید اکسترودر ورق پلاستیکی را دارند، گردآوری شده است. نوارهای اندازهگیری از رتبهبندیهای منتشر شده توسط فروشندگان و گزارشهای مطبوعاتی تجاری استخراج شدهاند و فقط جنبهی اطلاعرسانی دارند. هر رقمی را با قیمت فعلی و اجرای آزمایشی روی رزین خود تأیید کنید. نکات مربوط به انطباق و ایمنی مستقیماً به منابع ASTM، OSHA، FDA و NIST ارجاع داده میشوند. توسط تیم فنی Suzhou UDTECH Technology Co., Ltd. بررسی شده است.
تعیین خط اکستروژن ورق؟
UDTECH اکسترودرهای ورق تک و دو مارپیچ و خطوط کاملی را متناسب با رزین و خروجی شما میسازد. جنس و کیلوگرم بر ساعت مورد نظر خود را به ما بگویید تا آن را با پیکربندی مورد نظر تطبیق دهیم.
منابع و مراجع
- اصطلاحات استاندارد ASTM D883 مربوط به پلاستیکهاASTM بین المللی
- ISO 472 / راهنمای اصطلاحات فیلم و ورق پلاستیکیسازمان بین المللی استاندارد سازی
- ابزار الکترونیکی محافظ ماشین، ماشین آلات پلاستیک (ترموفرمینگ)OSHA ایالات متحده
- پلاستیکهای بازیافتی در بستهبندی مواد غذاییاداره غذا و داروی ایالات متحده
- جستجوی تامینکنندگان توسط MEPموسسه ملی استاندارد و فناوری ایالات متحده
- مصرف انرژی در اکستروژن پلیمر (انرژی کاربردی)بررسی شده توسط همکار
- کنترل گیج، ویکی بخش اکستروژن SPEانجمن مهندسین پلاستیک
- خط اکستروژن ورقفناوری پلاستیک
مقالات مرتبط
- اکستروژن ورق: فرآیند، مواد و تجهیزاتفرآیند گام به گام پشت دستگاه
- اکسترودر دو مارپیچه: نحوه کار آنوقتی اختلاط با دو مارپیچ (twin screw) ارزش ویژه خود را پیدا میکند
- اکستروژن پلاستیک: پلیمرها، هزینه و اکستروژن همزمانتصویر گستردهتر اکستروژن
- مواد پی وی سی چیست؟خواصی که انتخاب خط تولید ورق PVC سخت را هدایت میکنند