



造紙機的工作原理—類型、組成部分和生產過程
快速規格
| 運轉速度範圍 | 300–2,200 公尺/分鐘(因紙張等級而異) |
| 機器寬度 | 2.5–10.5 公尺(修剪寬度) |
| 日產量 | 日產量50-4,000+噸(TPD) |
| 原料 | 原生木漿、再生纖維、非木質纖維(甘蔗渣、竹子) |
| 能源消耗 | 每噸紙張耗電量為 9.0–9.8 兆瓦時(綜合造紙廠) |
| 用水量 | 每噸約19,000公升(約5,000加侖/噸),90%可回收利用 |
造紙機透過高速串列生產線將原紙漿轉化為成品紙。 造紙機 是全球紙漿和造紙業的支柱——光是2023年,該市場就生產了超過420億噸的紙和紙板。 Statista全球市場數據無論是什麼造紙機——無論是每分鐘 2,200 公尺的輕質衛生紙機,還是每分鐘 600 公尺的較重箱板紙機——你都可以依靠相同的工藝流程:紙漿準備、成型、壓制、乾燥和整理。
詳細解釋造紙機的工作原理,分解各種類型的機器,並提供造紙廠規格編寫人員和採購人員評估各種加工選擇所需的工程細節。
什麼是造紙機?它的工作原理是什麼?
造紙機是一種工業設備,它將稀釋的纖維素纖維懸浮液(通常濃度低於1%)加工成乾燥的成品紙幅,生產速度從每分鐘300公尺到超過每分鐘2,000公尺不等。這項發明可以追溯到1799年,當時法國發明家路易-尼古拉斯·羅伯特獲得了首個連續造紙工藝的專利。隨後,富德林兄弟、布萊恩·甘布爾和西利加入進來,他們與工程師布萊恩·唐金合作,於1804年左右在英國資助了該工藝的商業化開發,並製造出實用的生產機械。
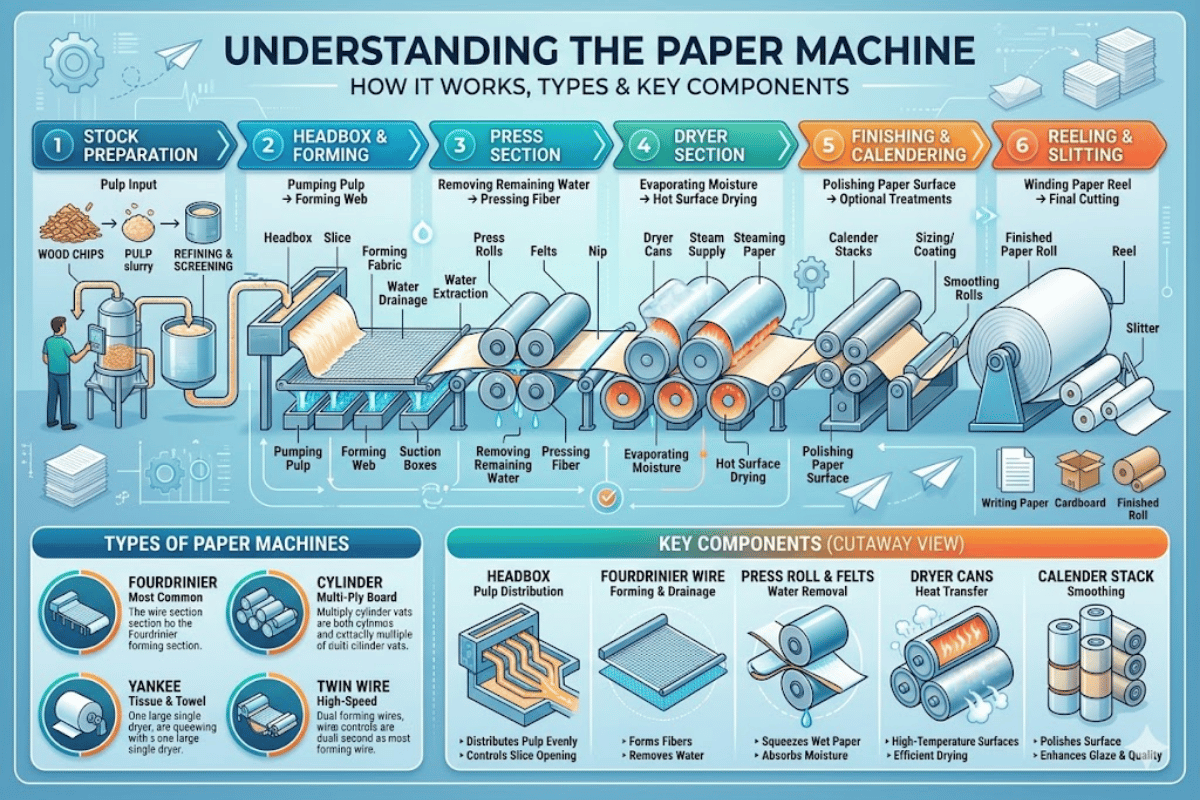
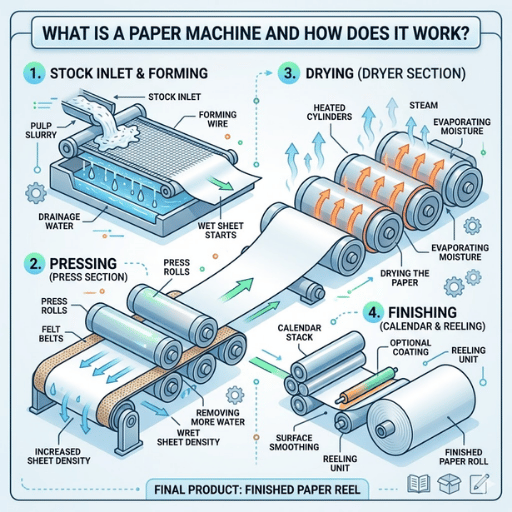
生產流程由六個核心階段組成:
- 紙漿製備-將原料(原生/再生)纖維進行洗滌、精煉和稀釋,使其濃度達到0.3-1.0%。精煉機將纖維研磨成適合紙張所需的纖維長度和纖維化程度。
- 成型(網狀部分)-從流漿箱輸送出來的稀釋漿料沉積在移動的網狀物上。水分在重力和真空的作用下穿過網狀物,形成含固量為18-22%的濕纖維墊。
- 壓制-濕潤的紙幅被潤濕,經過2-4個壓輥,水分被機械擠出。這使得紙幅的稠度增加到35-50%,每個壓輥的線性負荷為50-150 kN/m。
- 乾燥-紙張經由蒸氣加熱的滾筒時釋放水分(K):100-160-攝氏度(大概);乾燥部分消耗造紙機總能耗的60-70%。
- 壓延-硬壓輥和軟壓輥可以改善紙張外觀,並在一定程度上控制厚度變化。壓延輥的壓輥壓力範圍為20至300 kN/m。
- 捲繞和收捲-輸送系統將最終的紙捲輸送到捲筒,在那裡將其捲成大的母卷,然後進行分切和重新捲繞,以獲得客戶所需的寬度。
烘乾部是造紙機械中耗電量非常大的部門。相關研究發表於… 能源效率(施普林格·自然出版社) 表示,即使只有 1% 的壓力被壓入乾燥段,也會導致乾燥段之前的壓力消耗增加,以蒸氣的形式。
造紙機的種類-長網造紙機與圓筒造紙機(高速印刷與包裝)

造紙機的基本結構有兩種:長網造紙機和圓網造紙機。它們的區別在於紙張成型系統,這會影響它們的最高速度、生產的紙張結構以及最適合生產的紙張等級。
長網造紙機仍然是當今商業造紙生產中的主流機型。它採用水平移動的金屬網,用於支撐從流漿箱噴出的稀釋紙漿。脫水過程透過重力、台輥和真空輔助乾燥箱完成,最終得到纖維相對無序的單層紙幅。從衛生紙、新聞紙到厚重的箱板紙,長網紙機都能提供最佳的整體生產效率。
圓壓成型機最初由約翰·迪金森於1809年設計,其工作原理是利用一個部分浸入纖維漿料槽中的旋轉金屬絲包裹的圓筒。當水流過金屬絲時,纖維沉積物會堆積在圓筒上。多個串聯的圓筒通常會堆疊起來形成多層紙板。圓壓成型機適用於需要多層結構或特殊紙張(例如鈔票紙、濾紙和高度保密文件紙)的場合。
第三類是雙絲成形機或間隙成形機。其柔性纖維漿料噴射可自由注入匯聚的兩根絲網之間,同時對上下兩根絲網進行脫水。這使得成形後的薄層更加對稱,成形效果更佳,能夠滿足傳統長網造紙機的高速要求。
| 參數 | 長網造紙機 | 圓筒模具 | 雙線(間隙形成器) |
|---|---|---|---|
| 速度範圍 | 300–1,800 米/分鐘 | 15–150 米/分鐘 | 800–2,200 米/分鐘 |
| 典型寬度 | 3.5–10.5 米 | 1.5–4.5 米 | 4.0–10.5 米 |
| 輸出容量 | 100–3,000 TPD | 5–200 TPD | 500–4,000+噸/天 |
| 片層結構 | 單層、均勻纖維取向 | 可多層編織,纖維分佈隨機 | 單層對稱雙側排水 |
| 最適合的年級 | 新聞紙、印刷紙、牛皮紙、薄紙 | 多層紙板、鈔票、濾紙 | 高速包裝、印刷級 |
| 資本成本(相對) | 媒材 | 降低 | 更高 |
在兩種曾經相互競爭的造紙機類型中,一種現代化的組合式造紙機——雙網成型機(或稱間隙成型機)——如今也成為主流。它是傳統長網造紙機的合理延伸,將纖維注入兩根匯聚的網之間,同時進行上下脫水。這使得造紙機能夠以超過2000公尺/分鐘的極高速度,實現更佳的成型效果和對稱的纖維取向。
造紙機的關鍵部件

生產線速度並不等於機器效率。總製程能耗和單位運作成本與機器設計、施加的紙幅張力以及各部件的系統效率密切相關。造紙機的主要部件包括流漿箱、成型段、壓榨段、乾燥段以及捲取和收卷裝置。
流漿箱
流漿箱將稀釋後的漿料(固含量1-2%)以標準化的、湍流可控的噴流均勻地輸送到整台機器的寬度上。如今,配備可調式切縫開口的液壓流漿箱能夠將纖維漿料的比重控制在遠低於0.4%的水平,覆蓋整個機器的寬度。諸如稀釋輪廓儀之類的分配系統也能將定量分佈控制在±0.5 g/m²以內。流漿速度與網速之比(即所謂的衝阻比)是造紙機設計人員在確定運行參數時需要考慮的重要因素——通常網速的偏差範圍為±2%,這將影響纖維取向和產品類型。
成形部(線材)—片材成形
成型工序負責去除遊離水。 「在長網造紙機上,網片依序經過壓輥、膜片和真空層架」。先進的「成型織物(例如尼龍或聚酯等編織合成成型片材,網孔尺寸為60-90孔/公分)比網片系統更耐用、更耐磨且更易於清潔」。長網造紙機在前段出口處接收的紙幅固含量約為18-22%。造紙機的運作需要持續投入資金來更換易損織物零件,例如成型織物、壓榨毛氈和烘乾織物。
新聞部
造紙機械旨在對高含水率的紙幅進行表面處理。壓輥施加機械負荷壓縮紙幅,使其固含量提升至35%至50%。典型的壓榨段包含2至4個壓輥,採用直通式、反向式或組合式壓輥配置。鞋式壓榨技術延長了壓輥的接觸長度,從而提高了出紙乾燥度——在相同的線載荷下,通常比傳統輥壓機高出2%至5%。
乾燥部
乾燥段採用蒸氣加熱的鑄鐵圓筒(直徑1.5-1.8公尺),透過接觸式熱傳遞乾燥織物。大多數機器配備5-7個獨立驅動的乾燥組,每個乾燥組均有獨立的蒸氣壓力和織物控制。蒸汽壓力通常在100至600千帕之間變化,具體取決於織物等級和機器轉速。乾燥器表面溫度範圍為100℃至160℃。
壓延機、滾筒和捲軸
壓光機用於控制紙張的表面紋理和厚度。軟壓光機使用一個壓緊輥(聚合物塗層)壓緊加熱的鋼輥,而硬壓光機則由兩個鋼輥組成。成品紙捲在捲筒上捲成母紙捲,然後透過切割系統進行分切,並在專用捲取機上根據訂單規格重新捲繞。
📐 工程筆記
流漿箱的稠度控制是影響定量分佈最重要的控制變數。對於印刷用紙,目標稠度範圍為0.3%至0.5%(在流漿箱入口歧管處測量)。工程指南來自 ScienceDirect文獻 建議,為防止絮凝,長纖維(牛皮紙漿)漿的流漿箱濃度應設定為比短纖維(闊葉木漿或再生漿)漿低(0.2-0.4%)。使用沿著流漿箱切片以50-100毫米間隔設定的稀釋曲線調節器,將橫向定量分佈控制在目標值的1.0%以內(範圍±0.5%)。
造紙流程-從紙漿到成品紙捲

整個 造紙機 從備料到捲取工序,整個過程都經過一系列連續的受控過渡。對於每個階段,都會對影響最終紙張性能的關鍵參數進行表徵和研究。
原料準備-牛皮紙、紙板和再生紙板
紙漿原料主要有三種形式:原生木漿(軟木漿用於增強強度,硬木漿用於提升表面光潔度)、再生纖維或非木質原料(竹子、甘蔗渣、麥秸)。非木質纖維是紙漿和造紙產業中快速成長的領域-據預測,到2024年其市場價值將達到46.92億美元,到2034年最終將達到70.33億美元。 財富業務見解.
紙漿製備步驟包括製漿(從固相中提取纖維)、清洗(去除沙子、訂書釘和塑膠等污染物)、篩分(去除過大的顆粒)和精煉(透過機械方法改變纖維的黏合潛力)。
造紙機濕部操作
進紙系統將精製紙漿輸送至造紙機濕部,以成型稠度(0.3-1.0%)將精製紙漿送入成型段,然後透過篩網和清紙器將其沉積並分配到網版上。在成型網版上,除了重力作用外,還設有三種脫水方式:來自紙箔和台輥的增強排水力、吸水箱和吸水滾筒。最終,紙幅的固含量約為18-22%。
壓機和烘乾機操作
壓輥透過機械壓縮進一步提高紙幅的乾度至35-50%。更高的壓乾度可直接降低後續烘乾段的蒸氣負荷,進而節省能源。烘乾滾筒透過潛熱和顯熱傳遞去除剩餘水分。據估計,日產1,000噸的機器,烘乾段排出的濕紙幅約為1,200-1500噸/天。
精加工、切割和轉換
乾燥後,紙捲可能依序經過施膠機(添加澱粉等添加劑)、塗佈工位(用於塗佈印刷紙)和壓光工位,最後在捲筒上製成母卷。從備紙到成品加工,整個過程都是連續生產的。現代化的自動化造紙生產線全天候24小時不間斷運行,每4-8週進行一次規劃停機維護。
用水量數據來自 國家科學院出版社 行業基準報告。 90%的水循環利用率數據來自… 歐洲造紙工業聯合會 (CEPI) 2023 年關鍵統計數據.
造紙機規格-速度、幅寬、產量和產能(依紙級劃分)
並非所有造紙機都一樣。機器的規格會根據其生產紙張等級的不同而有很大差異。例如,一台運轉速度為 2,200 公尺/分鐘的衛生紙機,其工程設計參數與一條日產量超過 3,000 噸的高產能箱板紙生產線截然不同。以下列出了按紙張等級劃分的規格範圍。
| 紙張等級 | 速度(米/分鐘) | 修剪寬度(公尺) | 輸出(TPD) | 基重 (g/m²) |
|---|---|---|---|---|
| 組織 | 1,200-2,200 | 2.5-5.6 | 50-250 | 13-30 |
| 報紙 | 1,000-1,800 | 6.0-10.0 | 500-1,500 | 40-52 |
| 印刷與寫作 | 600-1,500 | 4.0-9.0 | 200-1,200 | 50-120 |
| 箱板紙(面紙/瓦楞紙) | 400-1,200 | 4.5-10.5 | 500–4,000 + | 100-350 |
| 牛皮紙(袋/包) | 400-900 | 3.5-7.0 | 200-800 | 60-120 |
| 紙板 | 200-600 | 3.0-7.0 | 200-1,500 | 150-500 |
在為新建廠或紙機升級選型時,所需的年產量(無論是紙捲、紙杯紙板或各種規格的紙張)決定了所需的最低速度和裁切寬度組合。例如,假設採用典型的箱板紙板重,要實現年產1,000噸箱板紙的目標,造紙廠需要一台標稱速度為每分鐘800米、裁切寬度為7米以上的機器。
✔ 高速機器(>1,200 公尺/分鐘)的優勢
- 單位生產成本降低-固定成本分攤到更高的產量上
- 減少所需機器數量,從而最大限度地降低每噸產能所需的工廠佔地面積。
- 現代驅動和控制系統在高速運轉的同時保持品質。
- 每噸能源消耗量隨生產率的提高而降低
⚠ 高速機器的局限性
- 更高的資本投資-大型高速鐵路需要200億至1億美元以上
- 在狹窄的產品範圍內切換等級的能力降低-因此,增加等級範圍會受到負面影響。
- 高速成型時對原料品質變化的敏感度增加
- 紙張斷裂後啟動時間延長-每次事件造成的生產損失增加
比較時 造紙機解決方案 從不同的設備供應商購買時,應使用額定負載能力和淨吞吐量,而非最大設計速度。實際運作效率可能只有設計速度的 85% 至 93%,以補償換種、斷紙和清選等環節中織造速度的差異。
造紙機械技術的可持續性與未來趨勢
造紙機的性能目前正沿著三個相互交織的方向發展:再生纖維流、節能減排和數位化客製化。這些並非未來概念,而是正在重塑現代造紙機的現有投資項目。
再生纖維與循環製造
市場研究 未來市場見解 預計到2034年,全球紙張回收業將以5.7%的年複合成長率成長,市場規模將達13.1億美元。目前歐洲造紙廠的平均纖維回收率約為72%。再生紙漿對造紙機提出了更高的要求,例如更高的污染物含量和更短的再生纖維,這些都會降低紙張的強度。因此,必須與原生纖維混合,以改善紙張的強度特性。
提高能源效率和減少用水
對芬蘭和瑞典的分析表明,透過提高印刷部分的效率、安裝熱回收裝置以及改進製程自動化,每噸紙張的總一次能源消耗量已從9.76兆瓦時/噸下降到9.02兆瓦時/噸,如文獻所述。 能源效率期刊(施普林格·自然出版社)現代閉環系統的水循環利用率超過90%。現代壓鞋系統壓後乾燥效果提高2-5%,直接節省了乾燥段的熱能需求。
工業4.0和數位造紙機
斯堪的納維亞和北美各地的製造工廠正在部署多種數位化自動化概念,例如互聯感測器網路、數位化角色以及由人工智慧和機器學習驅動的設備優化系統。利用預測性維護演算法分析乾燥機滾筒或軸承等設備的振動和溫度,可以減少設備故障。動態控制系統能夠自動調整基重、水分和厚度參數,以實現最佳生產運作視窗。
市場展望
根據 財富業務見解2025年全球紙漿和造紙機械市場規模為117.92億美元,預計2034年將達到171.05億美元,年複合成長率為4.4%。 美國森林與造紙協會 (AF&PA) 報告預測,到2024年,美國紙張和紙板產量將增加3.2%,其中箱板紙將引領成長。包裝需求(在電子商務和其他應用領域取代塑膠)仍然是推動新建造紙機產能投資的主要動力。
為了提高再生纖維含量而對造紙機進行改造,不僅是紙漿準備環節的調整——它還會對後續的每個環節產生影響。再生紙漿中含有更多細粉,這些細粉會堵塞成型織物,降低壓榨毛氈的透氣性,並增加烘乾環節的污染。因此,事先規劃可以避免在達到更高的再生纖維含量目標之前,就對機器造成這些影響。
常見問題
問:造紙機叫什麼?
看答案
問:一台造紙機造紙的速度有多快?
看答案
Q:造紙機中的流漿箱是什麼?
看答案
Q:什麼是造紙機服裝?
看答案
問:造紙業是否正在走向衰退?
看答案
問:誰發明了造紙機?
看答案
關於此分析
本指南內容由UDTECH技術團隊編寫,並參考了AF&PA、CEPI、Springer Nature等機構發布的資料以及設備供應商的規格說明。 UDTECH是一家英國連續造紙機械製造商和設計商,為牛皮紙、瓦楞紙、生活用紙和文化用紙廠提供新型設備解決方案。本文中提及的速度和產能數據均基於我們的設備系列和已發布的行業數據。
參考文獻和來源
- 2024-2032年全球紙張與紙板消費量 ——Statista
- 造紙業能源使用基準分析 — 能源效率(施普林格·自然出版社)
- 長網機 ——《不列顛百科全書》
- 造紙機-工程概述 — ScienceDirect
- 紙漿和造紙產業:工業環境績效指標 — 美國國家科學院出版社
- 2023年關鍵統計:歐洲紙漿和造紙業 — CEPI
- 紙漿及造紙機械市場規模、份額及分析 — Fortune Business Insights
- 美國紙張產量和產能趨勢 — 美國森林與造紙協會 (AF&PA)
- 紙張回收市場規模、份額及預測(至2036年) — 未來市場洞察






