7月2026更新
選擇手動或自動威化蛋捲機,首先要考慮的是您必須保證的生產效率:每個班次能生產多少合格的蛋捲,有多少員工的生計與這些產量掛鉤,以及企業主願意承擔多少損耗或加班成本。本文主要討論威化蛋捲生產線,不涉及鹹味春捲成型生產線或家用小型電煮蛋器,除非相關結果會造成搜尋意圖混淆。
對於工廠經理來說,問題不是“哪台機器速度最快?”,而是“在滿足形狀、破損率、清潔計劃和能源預算要求的前提下,一名操作員每班能生產多少個合格的蛋捲?”對於財務經理來說,同樣的問題則變成了“如果我們繼續增加人工而不是轉向自動化生產線,每班生產1,000個合格產品的成本是多少?”

快速規格
| 最佳第一個問題 | 您是在製作威化蛋捲、鹹味春捲,還是小批量製作家常小吃? |
| 搜尋結果頁面中顯示的手動範圍 | 桌上型手動設備的產量約為每小時 150-180 件,具體取決於產品和操作員的技能。 |
| 氣動桌上型系列 | 根據已公佈的桌面比較數據,大約為每小時 200 件。 |
| UD05-2 晶圓生產線 | 每分鐘 220 件,每 8 小時班次約 600 公斤。 |
| UD05-3 晶圓生產線 | 每分鐘 330 件,每 8 小時班次約 900 公斤。 |
- 降低配方試驗和小批量生產的入門成本。
- 易於移動、清潔和短途運輸之間的更換。
- 當需求仍低於勞動供給水準時,此方法有效。
- 當輪班需求穩定時,每位操作員的產量較高。
- 更可重複的溫度控制、形狀和成型。
- 更適合有據可查的食品生產和出口訂單。
首先確定產品系列:威化餅、鹹味春捲或家用電器
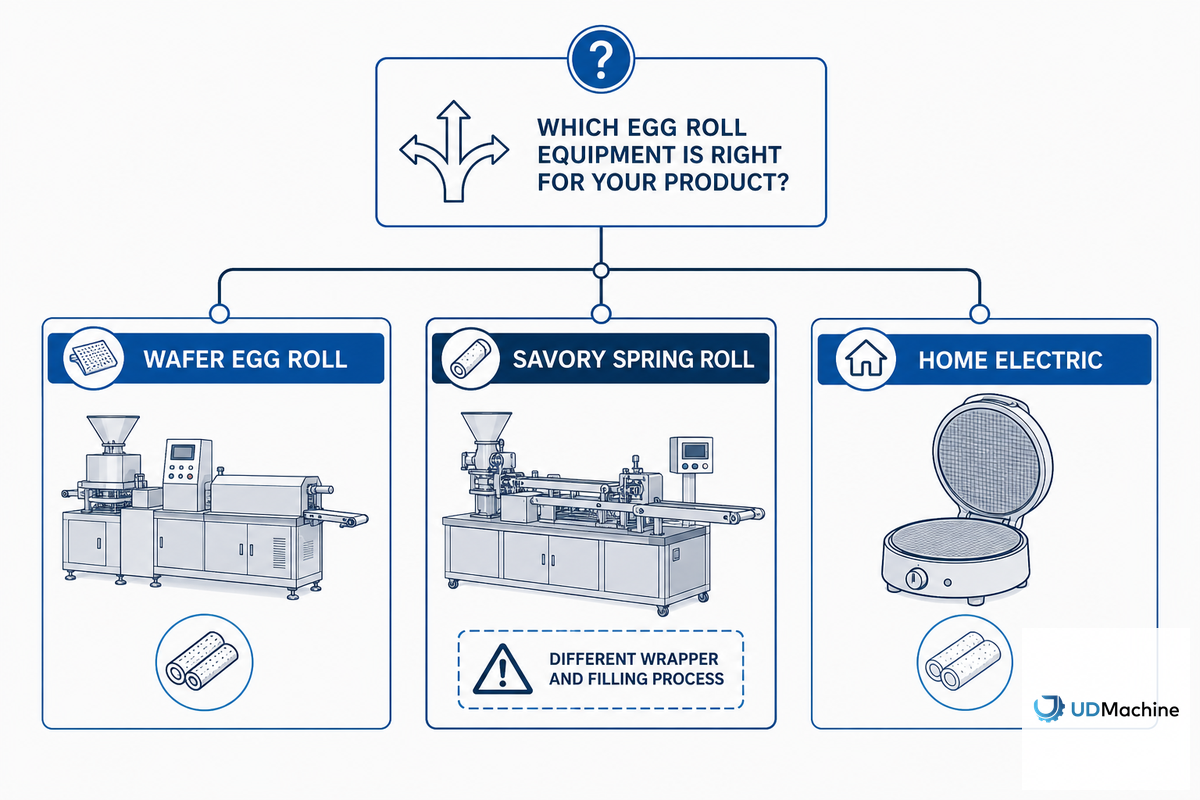
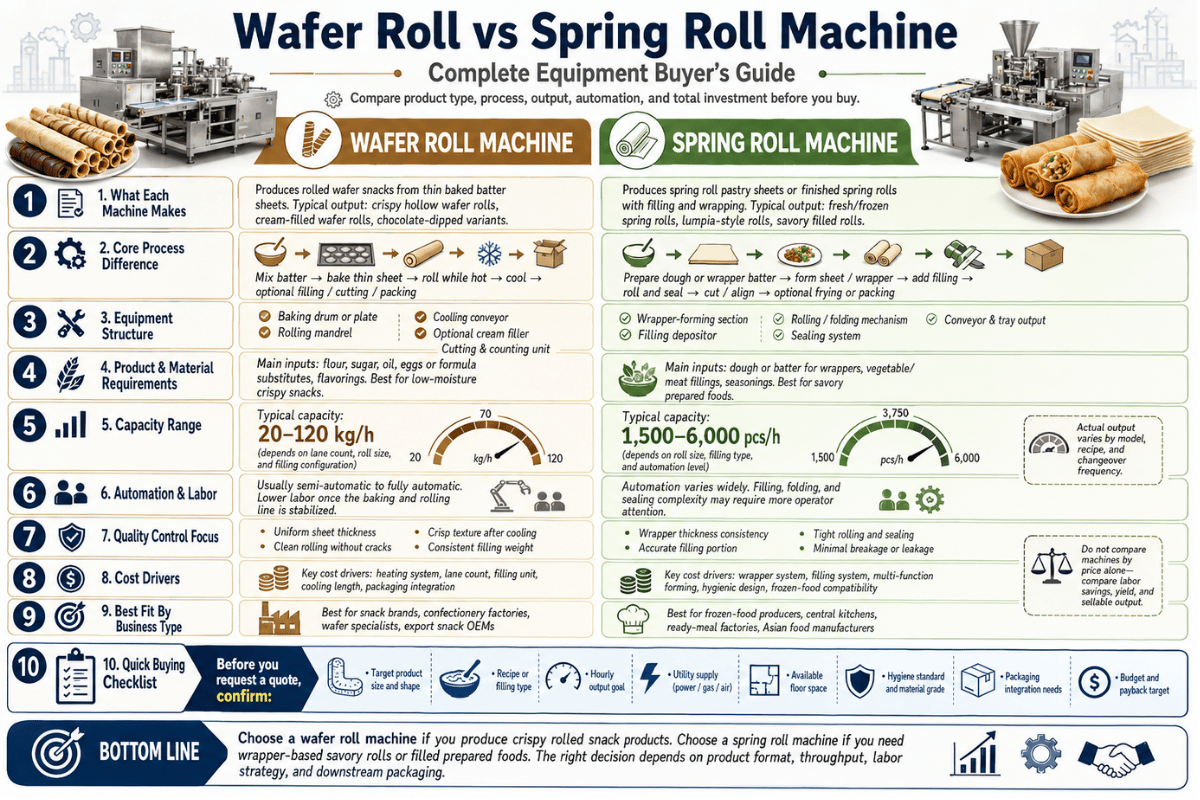
蛋捲機並非指一種普通的機器。威化蛋捲的生產過程包括將稀麵糊在加熱的模具上烹調,趁熱捲起。鹹味春捲機和蛋捲包裝機的設計原理通常包括麵團傳送帶的管理、餡料填充、折疊和捲製,之後再進行油炸、冷凍或包裝。 「家用電動蛋捲機」通常指的是帶有不沾塗層的小型桌上型電器,而非食品生產設備。
區分這兩種產品對買家來說至關重要,可以避免不恰當的比較。切勿將威化餅生產線與燒賣、薩莫薩三角餃、糕點或其他餡料食品的自動成型和包邊機進行比較。
在目前搜尋結果(SERP)中,ANKO ER-24全自動蛋捲機被歸類為鹹味/冷凍卷,而UDTECH的UD05則代表威化蛋捲生產線。買家在考慮價格或產能之前,應先比較同一系列的產品。
詢價函中的術語很重要。 自動蛋捲製作機 它可以指用於製作類似可麗餅麵糊的威化食品機、用於製作鹹味春捲的包皮機,或用於製作餡料產品的自動包衣成型機。清晰的措辭可以保護客製化工作,並表明機器是否能夠生產買家所需的規格。
| 產品系列 | 過程 | 買家風險(如果混淆) |
|---|---|---|
| 威化蛋捲 | 麵糊倒入、烘烤、擀製、冷卻和包裝。 | 鹹味包裝設備無法生產出同樣酥脆的威化餅產品。 |
| 鹹味蛋捲或春捲 | 麵團傳送帶、餡料分配器、折疊、擀製,然後油炸或冷凍。 | 每小時產量和單片重量不能與晶圓產量進行比較。 |
| 家用電器 | 小型鋁合金或塗層烹飪表面,適用於家庭大量生產。 | 低成本看似有吸引力,但並不能解決商業勞動成本問題。 |
如需了解更全面的類型分類,請參閱 UDTECH 的蛋捲機指南。本文重點介紹升級點。
手動或氣動蛋捲機仍然適用的場合
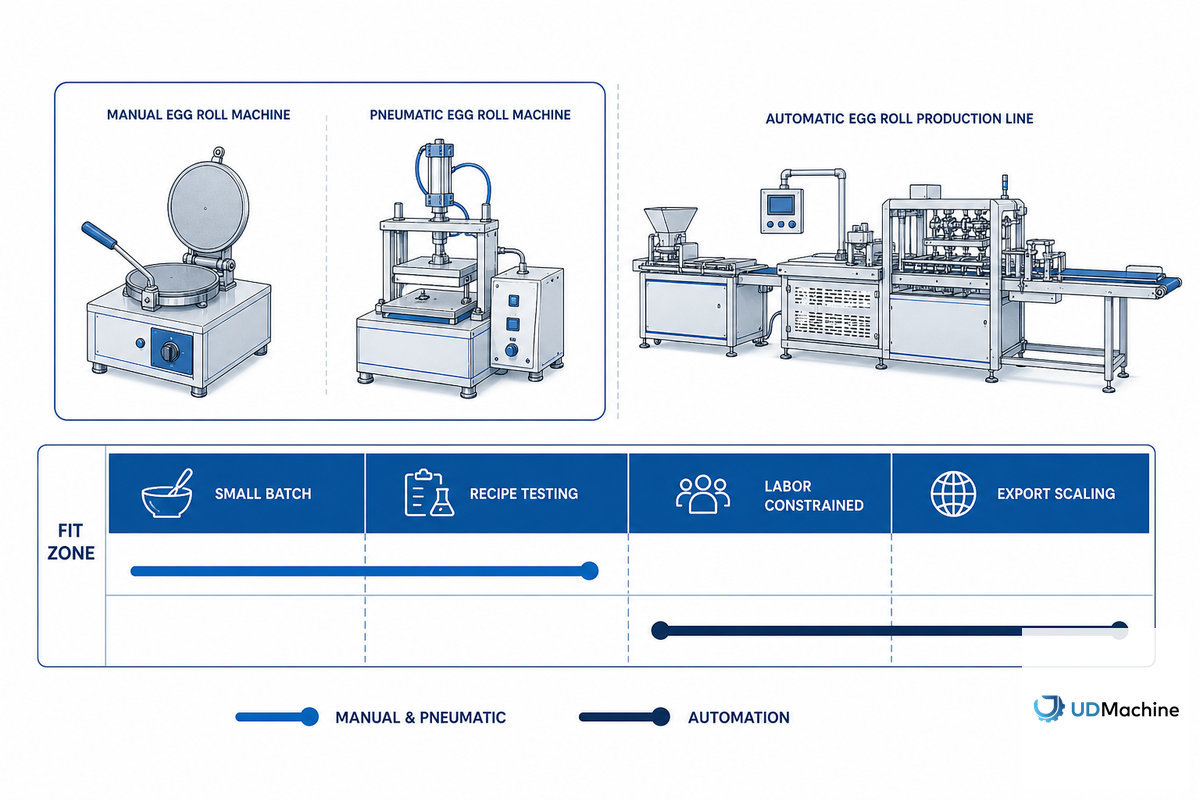
選擇傳統的手動蛋捲機並非一定錯誤。當企業正在測試配方、銷售本地產品或在投資生產設備前評估市場需求時,手動蛋捲機可能更具成本效益。桌上型手動和氣動蛋捲機可以讓操作人員直接控制麵糊的稠度、蛋捲的鬆緊度以及班後清潔。
當操作員成為瓶頸時,就會出現瓶頸。如果由一個人負責供應麵糊、監控烹飪表面、擀麵、檢查顏色、冷卻和包裝,那么生產線的速度就取決於人的能力。
氣動輔助可以減少某些動作,但並不能完全取代人工操作。這意味著即使產量略有提高,也可能無法解決勞動力短缺的問題。
| 用例類型 | 輸出信號 | 最合適 |
|---|---|---|
| 食譜測試 | 每次製作幾十到幾百件。 | 手動蛋捲機或小型電動蛋捲機。 |
| 咖啡館或當地麵包店 | 每小時大約生產 150-200 件就足以滿足服務需求。 | 手動或氣動捲筒成型機。 |
| 季節性市場驗證 | 需求仍然會隨每週或每次活動而變化。 | 在出現重複訂單之前,請保持較低的資金投資。 |
| 區域或合約生產 | 如果沒有足夠的人手,一個班次無法滿足需求。 | 自動蛋捲機評測。 |
當您改用自動蛋捲機時,會有哪些變化?

全自動蛋捲機將生產流程從人工操作轉變為以設定點為導向的食品機械操作。在這種情況下,購買一台機器不僅僅是為了獲得一台更快的滾軸;它還涉及可靠的加熱、分配、成型、冷卻系統,以及易於清潔、安全功能、備件、培訓和售後支援。
商業案例的關鍵在於生產效率,而不僅僅是速度。連續生產可以減少人工,降低人力成本,並能更精準地控制大規模蛋捲的生產。成本效益仍取決於廢品率、清潔時間、能源消耗,以及生產線在批次間是否易於清潔(這對於真正的食品企業)。
在威化蛋捲領域,UDTECH 的 UD05-2 的公開產能為每分鐘 220 個,或每 8 小時班次約 600 公斤。 UD05-3 的公開產能為每分鐘 330 個,或每 8 小時班次約 900 公斤。這些數據與桌上型手動機器以及 ER-24 型鹹味食品生產線有所不同,後者在搜尋引擎結果頁面 (SERP) 上的產能約為每小時 2,400 個,單價為 65-75 克。
切勿在未充分考慮重量、產品尺寸、加熱製程和成型後處理製程的情況下,直接比較威化餅和鹹味食品的每小時產量。因為65-75克的鹹味捲餅和酥脆的威化餅捲餅並非可以直接等同的單位。人工成本和產量計劃需要基於不同的基準進行製定。
自動化也改變了詢價流程。買家不僅需要討論價格,還需要討論:捲筒尺寸、麵糊或包裝類型、灌裝機(如有)、目標產量、電源類型、燃氣類型、食品級要求、防護裝置選項、安裝範圍和備件。缺少這些信息,買家最終可能會比較兩台看似相同的機器,但報價卻無法反映出相同的設備配置水平。
每位操作員的產量斷點曲線:勞動能力階梯
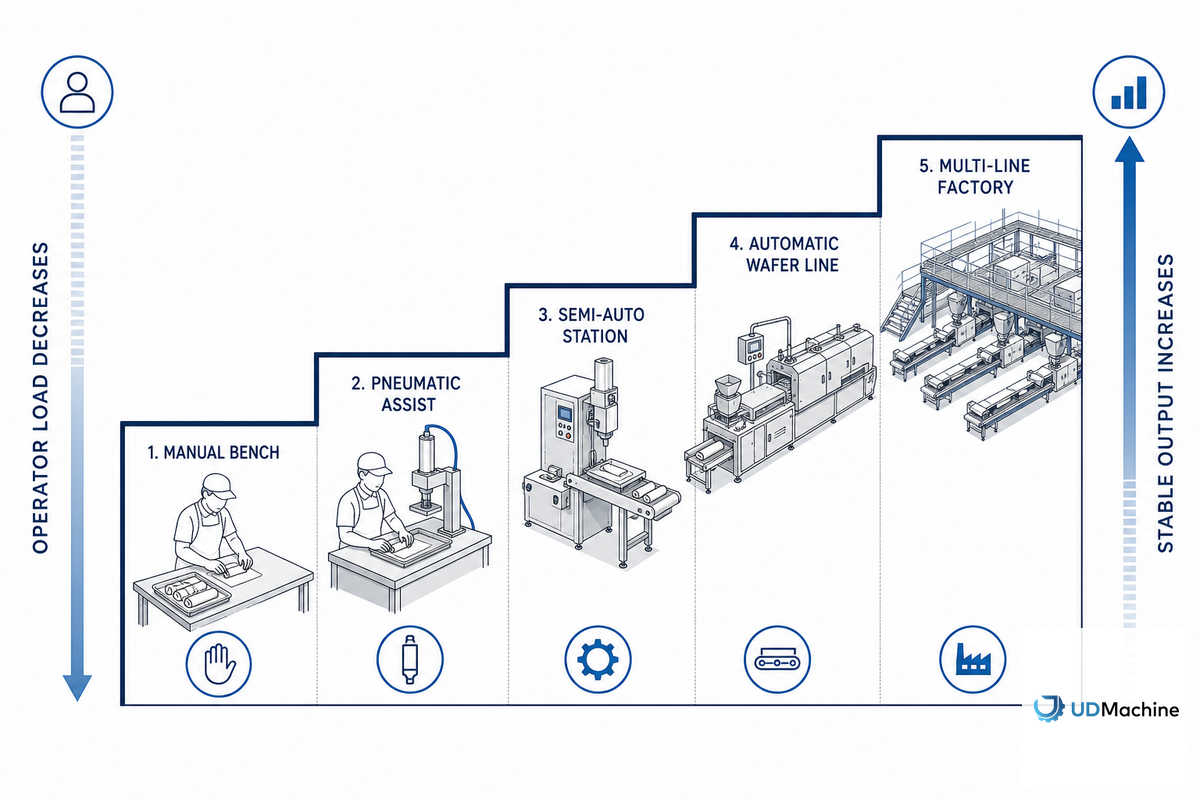
操作員人均產量斷點曲線顯示了人工生產不再是小型設備問題,而是勞動力產能問題的臨界點。它的作用在於使工廠經理和財務經理達成共識:一方關注人員壓力,另一方關注單件產品成本。
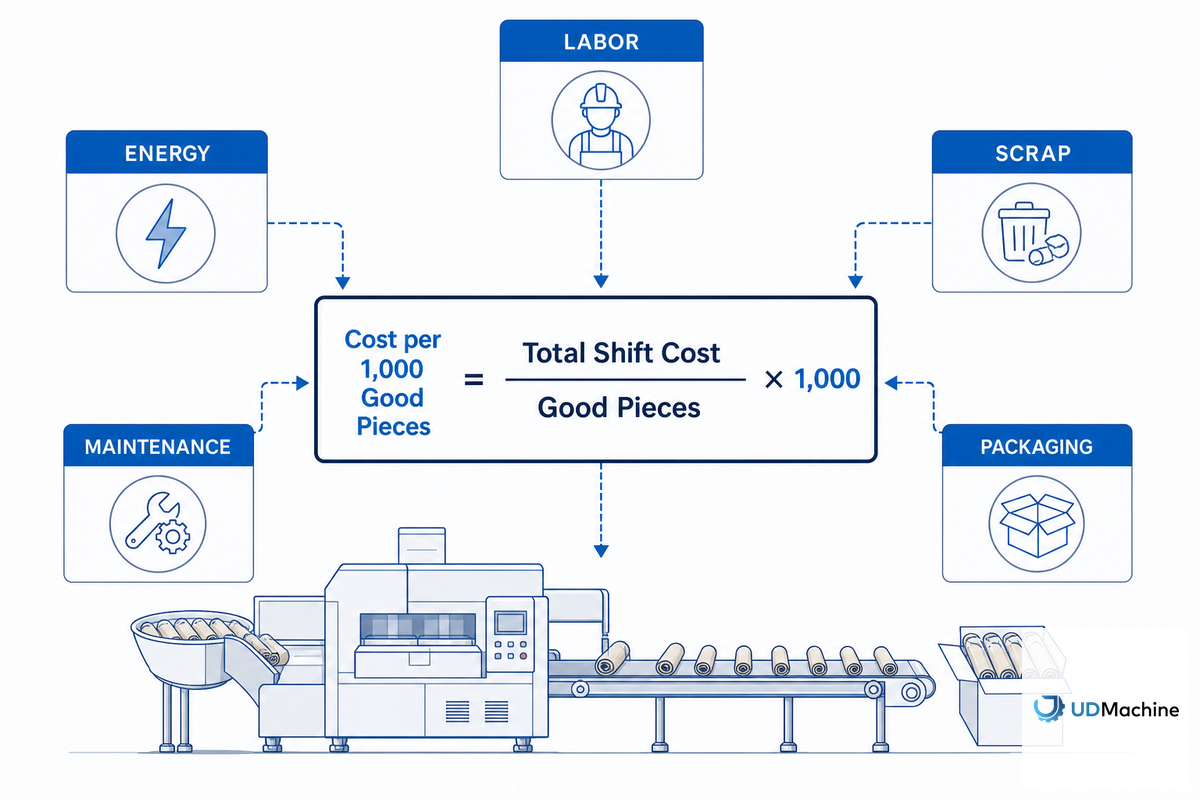
每班次可售件數 = 每小時件數 × 生產工時 × (1 – 不合格率)
每位操作員的產量 = 每班次可售商品數量 / 每班次操作員數量
每1,000件合格品的成本 = 總班次負擔 / 可售件數 × 1,000
僅使用扣除廢品、清洗停機、換型和試生產損耗後的可銷售產品。銘牌速度本身並非購買決策的依據。
假設範例:一家麵包店在一名操作員工作 4 小時的情況下,每小時生產 180 個麵包,但由於色差和麵包卷開裂,損失了 8%。每班次可銷售產量約 662 個。如果一位新的自有品牌客戶要求每班次生產 3,000 個可售麵包,採購方不應將「一名工人」與「一台自動化機器」進行比較。真正需要考慮的是增加的工位、增加的班次、加班、不合格品分揀、延遲交貨的風險,以及為了每週達到相同的產量目標,機器需要承擔的額外負擔。
| 決策層 | 手動狀態訊號 | 財務/業主問題 | 購買前的行動 |
|---|---|---|---|
| 試驗階段 | 一名操作員可以完成混合、烘焙、擀製、冷卻和包裝。 | 市場需求是否夠穩定,足以支撐固定的機器負荷? | 保持手動或氣動操作;記錄實際不合格品。 |
| 勞動期 | 同一個工人只有透過延長工時或跳過檢查才能達到產量要求。 | 每生產1,000件合格品,加班費和次品成本是多少? | 報價時請列出半自動或小型自動裝置的額外人力成本。 |
| 自有品牌壓力 | 買家要求每週產量穩定,生產記錄清晰完整。 | 工廠能否在不擴充人工團隊的情況下保證交貨日期? | 進行一次抽樣試驗,比較每班次 UD05 等級的產能(公斤/班次)。 |
| 自動化觸發器 | 人工產量上升,但可售率、勞動穩定性或客戶信心下降。 | 機器負荷會降低每件產品的總成本,還是會保障合約? | 比較自動線路報價和手動手動擴容方案。 |
| 當前狀態 | 輸出信號 | 勞動訊號 | 下一步最佳行動 |
|---|---|---|---|
| 測試批次 | 每小時產量低於150-200件 | 1 個工作進程可以處理該批次 | 手動或氣動機器 |
| 當地需求不斷成長 | 目標速度:30-60公斤/小時 | 高峰期需要多人手 | 半自動檢修或小型自動生產線 |
| 區域供應 | 每班100-600公斤 | 2-3名操作員目標 | UD05-2級晶圓生產線 |
| 出口或自有品牌 | 每班600-900公斤 | 2-3名操作員目標加上品質控制 | UD05-3級晶圓生產線 |
| 冷凍鹹味卷供應 | ER-24 型紙張每小時約 2,400 張 | 生產線團隊、填充員、包裝員、油炸員或冷凍員計劃 | 鹹味蛋捲或春捲機路線 |
| 高拒絕手排 | 產量上升,但可販賣價格下降 | 操作員花費時間進行返工、分類和重新包裝。 | 購買前請先進行樣品試用 |
| 新出口客戶 | 合約規定的交貨時間窗口 | 人工加班成了隱性成本。 | 自動報價線路加備用套件 |
| 產品規格不明確 | 沒有固定的捲筒重量、長度或包裝目標 | 採購部門無法對供應商進行比較。 | 首先完成詢價清單。 |
如需更複雜的計算,請參考 UDTECH 的 蛋捲機產能規劃指南希望建立投資報酬率模型的晶圓買家應先調查 UDTECH 的產品。 威化蛋捲投資報酬率計算器.
產能比較:手動、氣動、Savory 自動和 UD05 威化餅生產線

依產品系列細分產能圖表最為實用。例如,搜尋「蛋捲機」可能會返回桌上型手動威化餅機、鹹味春捲機和全自動威化餅蛋捲生產線的結果。每種機器的加熱製程、成品和生產設備都各不相同。
| 機器類 | 典型輸出訊號 | 操作員簡介 | 產品系列 | 最合適 |
|---|---|---|---|---|
| 手動桌面 | 約每小時150-180件 | 1名工人 | 小批量或家庭式批量生產 | 測試批次 |
| 氣動桌面 | 大約200件/小時 | 1名工人 | 小批量晶圓生產 | 小麵包店 |
| 美味自動 ER-24 型系列 | 每小時約2,400個,每個重65-75克 | 一線隊 | 鹹味或冷凍蛋捲 | 中央廚房或冷凍食品生產商 |
| UD05-2 晶圓生產線 | 每分鐘 220 件,約 600 公斤/8 小時班次 | 2-3名目標操作員 | 威化蛋捲 | 中等產量生產商 |
| UD05-3 晶圓生產線 | 每分鐘 330 件,約 900 公斤/8 小時班次 | 2-3名目標操作員 | 威化蛋捲 | 工業生產商 |
如果您正在生產酥脆威化卷產品,請從以下方面開始: UDTECH全自動威化蛋捲機如果您喜歡餡料豐富的春捲類產品,請閱讀以下內容。 威化捲機與春捲機比較指南.
每千件合格品的成本:自動化何時勝過人工生產
Automation wins when the cost to maintain manual production outweighs the machine burden over the payback period. A factory owner should not look only at purchase price. That comparison must include labor, rework rate, energy, cleaning time, spares, installation, training, and the commercial risk of missing a repeat order.
買家在不了解每班次需要多少合格產品之前,不應該問「商用自動蛋捲機的價格是多少?」。更好的問題是:“現在每1,000個合格產品的成本是多少?”以及“這些成本中有多少來自勞動力短缺、返工、延遲發貨或自有品牌風險?”
The model below uses outside manufacturing evidence rather than catalog speed alone. NIST MEP describes equipment efficiency measurement through machine availability, process performance, product quality, and defective parts. ASQ treats waste, scrap, rework, and failure analysis as internal failure costs within cost of quality. BLS food manufacturing data gives a labor benchmark, including production and nonsupervisory average hourly earnings of USD 24.38 in May 2026, marked preliminary, and 5.6% unit labor cost growth in 2025. For an egg roll plant, that means the buying question is not “manual or automatic?” but “which option gives lower cost per saleable roll after stops, defects, and paid labor are counted?”
Evidence-Backed Buying Lens
- Plant manager view: treat output as good pieces after stops and rejects. A NIST MEP OEE case shows why availability, performance, product quality, and defective parts belong in one operating view.
- Quality manager view: cracked rolls and color rejects are not cosmetic notes. ASQ’s cost-of-quality framework classifies waste, scrap, rework, and failure analysis as internal failure costs, so reject rate should enter the payback model.
- Finance manager view: labor should be tested with a current benchmark, then replaced by local wage data. BLS’s Food Manufacturing industry profile gives sector labor, earnings, productivity, and unit labor cost context.
| 成本桶 | 手動擴展輸入 | 自動線路輸入 | 決策訊號 |
|---|---|---|---|
| 勞動負擔 | 每班工人數 x 時薪 x 實際工作時數。 | 操作員、質檢員、裝卸工和清潔工。 | 當勞動力成長速度超過可銷售產出成長速度時,自動化程度會更高。 |
| 拒絕並重做 | 開裂的捲筒、顏色差異、手工分類和重新包裝時間。 | 配方、模具、加熱和冷卻設定確定後,試作不合格率。 | 比較投資報酬率時,要用優質單價,而不是單價總數。 |
| 機器負荷 | 手動設備的採購、維護和額外工作站。 | 機器付款、電力、液化石油氣或天然氣、備件、安裝和停機補償。 | 即使單件優質產品的負擔較低,較高的報價仍有可能勝出。 |
| 交付風險 | 出貨延遲、旺季供應不穩定或自有品牌訂單遺失。 | 穩定的每週產能、有據可查的生產情況和備件計劃。 | 合約比單純的勞動成本計算更能證明自動化的合理性。 |
| 報價範圍 | 通常不包括冷卻、包裝、清潔和品質控制所需的隱性人工。 | 必須列出模具、防護裝置、安裝天數、樣品試驗、訓練和備件。 | 在範圍標準化之前,切勿比較兩個價格。 |
Manual Expansion vs Automatic Line: Filled Breakpoint Example
A useful upgrade model should show when automation does not pay yet, not only when it does. In the example below, the low-volume private-label order target is 3,000 saleable pieces per shift. It shows why a buyer should calculate the manual plan, the automatic plan, and the break-even machine burden before reading any quote as “expensive” or “cheap.”
| Calculation step | Manual expansion case | Automatic trial case | 決策意義 |
|---|---|---|---|
| Gross output assumption | 3 stations x 180 pcs/hr x 6 productive hr = 3,240 pcs. | Trial target set at 3,300 pcs, well below a high-capacity wafer line’s nameplate. | Compare the job target, not the maximum catalog speed. |
| Reject assumption | Assumed about 8% reject from color variation, cracking, and hand sorting. | Assumed about 4% reject after supplier sample tuning and operator training. | Reject rate changes the decision faster than headline output. |
| Saleable output | 3,240 x 92% = 2,981 good pieces. | 3,300 x 96% = 3,168 good pieces. | This manual plan is near the target but has almost no delivery buffer. |
| Daily variable burden | Example: 3 operators, support packing, overtime risk, small-equipment upkeep = USD 494/shift. | Example: 2 operators, utilities, cleaning, and planned maintenance allowance = USD 360/shift before machine burden. | Keep machine payment separate so finance can test several quote prices. |
| Cost per 1,000 good pieces | USD 494 / 2.981 = about USD 166 per 1,000 good pieces. | USD 360 / 3.168 = about USD 114 per 1,000 before machine burden. | The gap is about USD 52 per 1,000 pieces before capital cost. |
| Break-even machine burden | Manual benchmark: about USD 166 per 1,000 good pieces. | At 3,168 good pieces, the line can carry only about USD 165/day before the pure unit-cost benefit disappears. | At low volume, automation may need contract protection, quality risk, or growth volume to justify the quote. |
The same equation becomes more favorable when the buyer has stable volume. If the good-piece target rises from roughly 3,000 to 15,000 per shift, the same USD 52 saving per 1,000 good pieces becomes about USD 780 per production day before machine burden. That is why a plant with a growing private-label contract may move earlier than a cafe or trial kitchen even when both ask for an automatic egg roll machine.
Reject-to-Payback Sensitivity Matrix
Reject rate is the bridge between quality control and payback. A plant manager sees cracked rolls and rework; finance sees paid labor that did not become saleable product. ASQ’s cost-of-quality framework is the reason this table treats waste, scrap, and rework as financial inputs rather than only QC observations. Use this matrix before the RFQ so the supplier can run a sample trial against the buyer’s real breakage and color tolerance.
| Measured reject rate | Loss on 3,000 gross pieces | 通常是什麼原因造成的? | Upgrade implication |
|---|---|---|---|
| Example about 4% | 120 rejected pieces. | Normal trial waste, edge cracking, or early operator learning. | Do not buy only for reject reduction; test labor and capacity first. |
| Example about 8% | 240 rejected pieces. | Manual heat timing, uneven batter, rushed rolling, or inconsistent cooling. | Ask for a supplier sample run and compare good pieces per operator. |
| Example about 12% | 360 rejected pieces. | Overloaded manual stations, poor temperature repeatability, or too little cooling space. | Automation may pay through recovered yield and lower rework, not only fewer workers. |
| Contract-critical rejects | Any reject rate that threatens delivery windows or inspection acceptance. | Private-label specification, export documentation, or customer audit pressure. | Treat the decision as risk protection plus cost per 1,000 good pieces. |
7-Day Pre-RFQ Measurement Worksheet
Before asking for a final quote, record one real production week. UDTECH’s ROI calculator asks for current daily output, current operators, UD05 operators, annual loaded labor cost, production shifts, current waste rate, and selling price per kg. Capacity planning also depends on peak-month demand, cleaning, changeover, OEE, and the slowest station. This worksheet turns those inputs into a quote-ready baseline.
| Day | 測量什麼 | How to record it | How it changes the quote |
|---|---|---|---|
| Day 1 baseline | Gross pieces or kg, saleable pieces or kg, and shift length. | Use the same unit for the whole week: pieces, kg, or both. | Sets the manual baseline against UD05-2 at 600 kg/8h or UD05-3 at 900 kg/8h. |
| Day 2 labor map | Paid operators, helper time, packing time, QC time, and overtime. | Separate direct rolling labor from cooling, sorting, and packing labor. | Matches the ROI calculator fields for current operators, UD05 operators, and loaded labor cost. |
| Day 3 reject code | Cracked roll, color variation, weight miss, loose roll, or packing damage. | Count rejects by cause, not only as one waste percentage. | Tells the supplier whether the fix is heat control, batter control, cooling, or packing handoff. |
| Day 4 stop time | Cleaning minutes, changeover minutes, waiting time, and unplanned stops. | Mark every stop longer than 5 minutes with a reason. | Prevents the quote from using nameplate speed as if all 8 hours were productive. |
| Day 5 utilities | Voltage, frequency, fuel type, local LPG price, local natural gas price, and daily operating hours. | Record the plant’s real supply, not only the desired machine model. | Feeds the fuel calculator, where UD05-2 lists 6 kg/h LPG or 8 m3/h natural gas and UD05-3 lists 8 kg/h LPG or 10 m3/h natural gas. |
| Day 6 peak stress | Peak order day, rush batch, or private-label tolerance run. | Run the hardest common SKU rather than the easiest recipe. | Shows whether the buyer needs mid-size automation or the higher-capacity line class. |
| Day 7 quote pack | Summarize target kg/shift, reject rate, paid labor, utilities, layout, recipe, and product family. | Send the same pack to every supplier. | Creates a normalized RFQ so price, spares, installation, and warranty can be compared. |
30-Minute Sample-Run Acceptance Protocol
A sample run should test the buyer’s hardest normal product, not a supplier’s easiest demo recipe. UDTECH’s public page describes installation, calibration of wrapper formulation to baking parameters, operator training, and commissioning. Use the sample run to verify product family, saleable output, reject causes, and the handoff from baking and rolling to cooling and packing.
| 試驗階段 | Buyer should provide | Supplier should prove | Accept / reject signal |
|---|---|---|---|
| 開始前 | Finished-product photo, target length, target weight, batter behavior, and whether the item is baked wafer or savory wrapper. | Correct equipment family and tooling path. | Reject the quote if wafer and spring-roll processes are being compared as one machine family. |
| 前5分鐘 | Warm-up waste log and expected color range. | Stable baking, rolling, and core injection after setup. | Do not count warm-up pieces as saleable output. |
| Middle 15 minutes | Counting method for gross pieces, good pieces, and rejected pieces. | A repeatable run at the agreed product size and recipe. | Accept only if good pieces per operator support the payback model. |
| Final 10 minutes | Cooling, packing, tray, or cart method used in the buyer’s plant. | Clean handoff after rolling so the downstream area is not overloaded. | A fast roller still fails the business case if cooling or packing creates a queue. |
| After stop | Cleaning expectation, shift plan, and operator skill level. | Access for cleaning, training scope, spares recommendation, warranty, and commissioning plan. | A quote is incomplete if it omits setup, training, spares, or post-install support. |
Hidden Bottleneck Map From UDTECH Public Data
The hidden bottleneck is often outside the machine frame. From UDTECH’s public pages, the visible constraints are output tier, power, fuel, footprint, product family, training, spares, warranty, and lead time. The buyer should map each one before deposit because a 220 pcs/min or 330 pcs/min wafer line can still be held back by cooling space, packing labor, utilities, or a wrong product-family assumption.
| Potential bottleneck | Website data used | Why it can still limit output | Buyer action before RFQ |
|---|---|---|---|
| Output tier | UD05-2: 220 pcs/min and 600 kg/8h. UD05-3: 330 pcs/min and 900 kg/8h. | High line output does not equal packed, saleable output if cooling or packing trails behind. | Compare target kg/shift against the 7-day measured saleable baseline. |
| 能源和燃料 | UD05-2: 9.7 kW, 6 kg/h LPG, 8 m3/h natural gas. UD05-3: 12 kW, 8 kg/h LPG, 10 m3/h natural gas. | A weak electrical or fuel supply can force slower operation or extra site work. | Use the fuel calculator with local LPG and natural gas prices, then confirm plant supply. |
| Floor and access | UD05 published footprint: 4.2 m x 3.7 m, or about 15.5 m2. | The footprint does not include operator movement, cooling racks, trays, packing tables, or maintenance access. | Draw the machine plus aisle, cooling, packing, and cleaning zones before deposit. |
| Recipe and product family | UDTECH separates crispy rolled wafer from savory wrapper products; wafer uses baked batter and core injection after baking. | A wrong-category machine can appear attractive on output but fail the actual product. | Send finished-product photos, batter behavior, filling position, and shelf-life target. |
| 清潔和更換 | Capacity planning page flags cleaning, sanitation cycles, and 2-3 hour changeover time as planning inputs. | Lost time can erase the apparent gap between manual and automatic output. | Ask the supplier to calculate productive hours after cleaning and changeover, not only gross shift hours. |
| People and training | UDTECH pages include operator training, commissioning, and ROI fields for current operators versus UD05 operators. | Automation reduces hand-paced work but adds setup, monitoring, QC, and maintenance discipline. | List who will load, monitor, inspect, clean, pack, and maintain the line after installation. |
| Delivery and service timing | Public UD05 page lists 9-13 weeks lead time, 12 months warranty, and spares recommendations during delivery. | Payback does not start at deposit; it starts after delivery, installation, commissioning, and staff training. | Build the payback timeline from quote date to first stable production week. |
購買 商用蛋捲機成本指南 建構一個完整的模型,或者說 UD05 模型決策助手 根據所需的每班次產量(公斤/班次)來決定設備等級。為了獲得可靠的報價,請供應商對同一場景進行兩次計算:人工操作的擴容方案與自動化晶圓生產線方案。
替換人工生產前的詢價清單
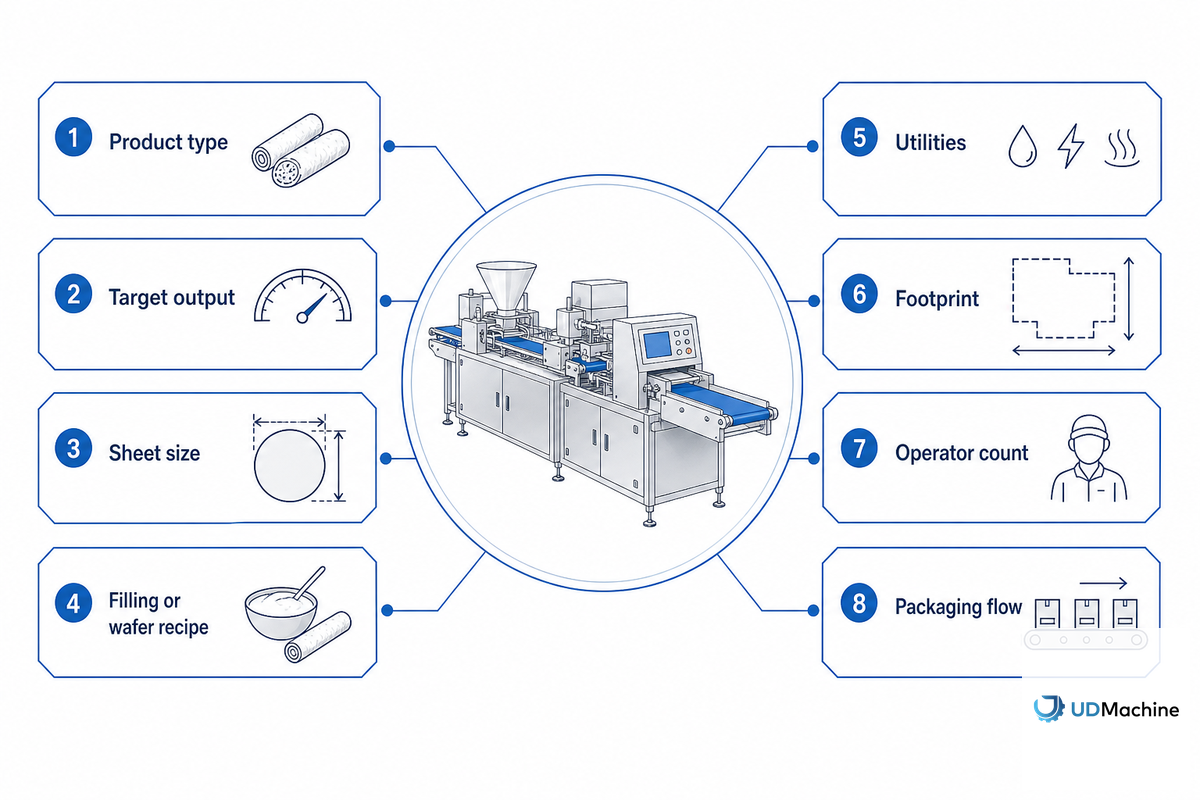
為了保障您的產品品質,供應商需要一份完整的詢問單(RFQ),以便報價範圍一致。這份文件還能保護您的生產流程免受問題困擾,因為僅憑銘牌無法評估食品機械的產能。買方在撰寫詢價單時,需要明確食品接觸區域、清潔通道、工廠公用設施、溫度控制、防護裝置、調試流程以及售後服務等資訊。
9點詢價類別圖
使用此圖為所有供應商提供相同的輸入資訊。部分資料為已發布的 UD05 參考點;其他資料為詢價單範例字段,買方應將其替換為自己的產品資料。
| 詢價類別 | 待發送數據 | 為什麼它改變了引言 |
|---|---|---|
| 產品類別 | 威化餅、美味春捲或家用電器。 | 不同的成型製程需要不同的生產設備。 |
| 輸出類別 | 目前手動基準,600 公斤輪班目標,或 900 公斤輪班目標。 | 每個操作員的產量決定了手動操作和自動操作的界限。 |
| 尺碼類別 | 例如,目標長度可以是 80 毫米、100 毫米或 120 毫米。 | 卷材尺寸會影響成型、冷卻、包裝和樣品檢驗。 |
| 重量類別 | 設定目標卷材重量、次品率和可接受的公差。 | 重量會改變生產線速度、冷卻負荷和包裝數量。 |
| 功率類別 | UD05 參考點包括 9.7 kW 和 12 kW。 | 電力負載變化、工廠準備和安裝成本。 |
| 電氣類別 | 州級地方供電標準,例如 220 伏特、380 伏特、50 赫茲或 60 赫茲。 | 電壓和頻率會影響馬達、控制和調試。 |
| 燃料類別 | UD05 液化石油氣參考點包括 6 公斤/小時和 8 公斤/小時。 | 燃料選擇會影響日常運作成本和當地許可。 |
| 版面配置類別 | UD05 公佈的佔地面積約為 4.2 公尺 x 3.7 公尺。 | 佔地面積、通道和清潔路徑都會影響調試。 |
| 試驗類別 | 申請 30 分鐘的樣品運行或設定 2 天的遠端審查窗口。 | 試用條款可在存款前檢查麵糊、溫度和破損問題。 |
| 支持類別 | 請確認交貨週期為 9-13 週,並詢問是否有 12 個月的保固條款。 | 支援範圍會影響實際投資回收期,而不僅僅是機器價格。 |
- Family – wafer egg roll, savory spring roll, or other filled products such as samosa or pastry.
- Product – roll diameter, length, weight, crispness, and, if filled, wrapper thickness and ingredients.
- Production capacity – pieces per hour, kg per shift, saleable output, and peak-month volume.
- Utilities – voltage, fuel gas, compressed air, and available plant layout.
- Food safety documents – food-grade surfaces, cleaning protocols, and material records.
- Machine safety – guards, doors, emergency stop devices, and operator training.
- Product evidence – sample runs, reject notes, finished product images, and packaging target.
- Support – installation, training, spares, warranty, and remote service.
對於美國境內的運營,詢價函必須包含機器防護措施。防護措施應符合美國職業安全與健康管理局 (OSHA) 29 CFR 1910.212 的要求,例如在操作點、夾點和旋轉部件處設置防護裝置。食品生產需要詳細說明衛生程序,而 21 CFR 第 117 部分則規定了現行良好生產規範 (CGMP) 和預防性控制措施的要求。
不確定威化蛋捲還是春捲更符合您的計畫?不妨試試 UDTECH 的產品 快速比較這兩個 在索取報價之前,請先進行審核。 洋芋蛋捲機 以及 鳳凰捲機相關產品線。
2026 年展望:為什麼人工決策轉向自動決策的進程正在提前?
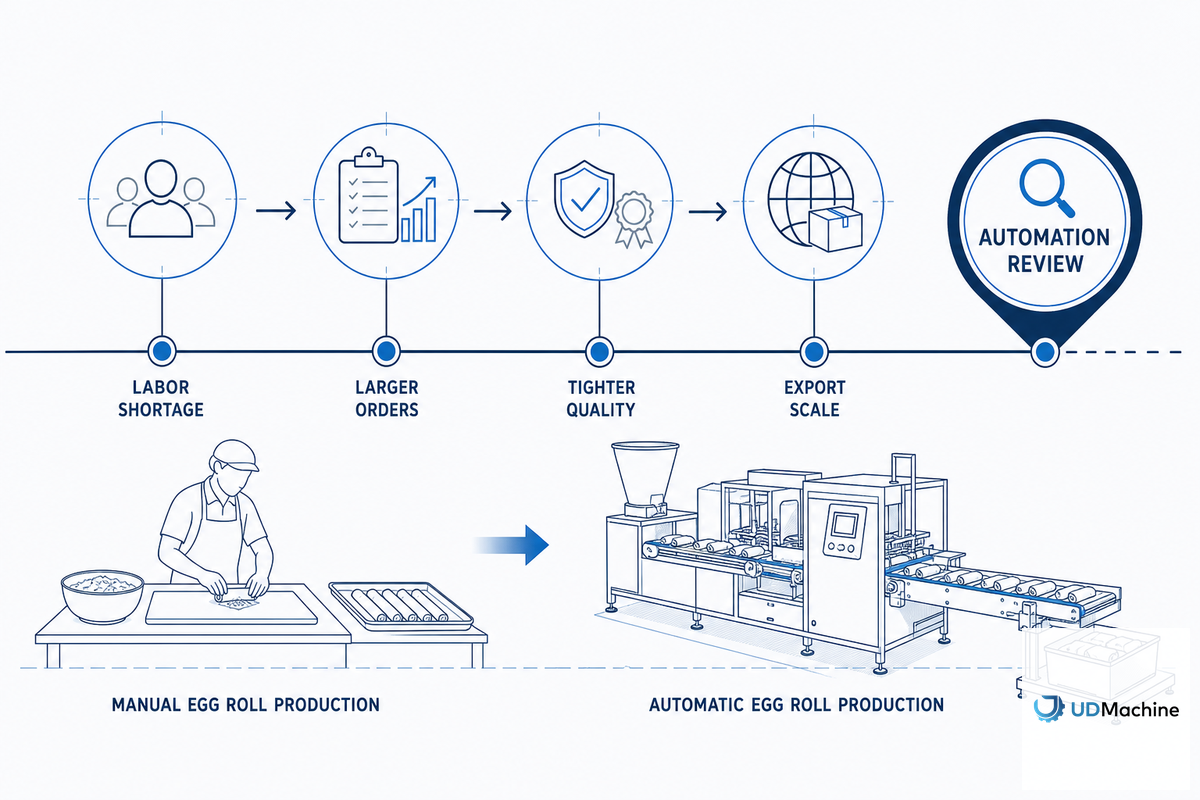
促使生產設備更早轉向自動化機械的因素顯而易見:勞動力短缺、對食品安全認證的要求日益提高以及新的機械合規法規。根據所在地區的不同,為受監管市場和出口市場供貨的買家現在面臨更大的壓力,需要提供更完善的生產記錄、更簡潔的設計和更強大的防護措施。
使用FDA關於食品接觸材料的指導文件和第117部分,檢查您的工廠是否正在從非正式生產方式過渡到更正式、更規範的生產流程。歐洲製造商需要遵守(EU) 2023/1230號法規,這是最新的機械安全法規,取代了舊的機械指令。該法規並未強制要求所有企業在2026年購買新生產線,但涉及出口的買家應在購買前討論服務範圍,包括支援、防護和文件編制。
Consider labor planning as another live input as well. BLS reports that food processing equipment workers had 2024 median pay of USD 40,050 per year, or USD 19.26 per hour, and projects 5% employment growth from 2024 to 2034. In the broader food manufacturing industry profile, BLS also reports preliminary May 2026 production and nonsupervisory average hourly earnings of USD 24.38 and 2025 unit labor cost growth of 5.6%. Those U.S. figures are not your plant’s wage rate, but they show why paid labor, turnover risk, and shift coverage should be modeled before a buyer compares manual stations with an automatic wafer line.
手動到自動決策概要
當需求不確定且一人即可完成生產時,可維持現有配置。當旺季需要多人同時操作生產線、產品品質不穩定或客戶要求提供食品安全記錄時,則應轉向自動化。對於威化捲而言,如果每班產量以數百公斤而非幾盤計,則應考慮採用 UD05 型生產線。
常見問題
與手工製作相比,自動蛋捲機是否更划算?
看答案
手動蛋捲機和自動蛋捲機的主要區別是什麼?
看答案
自動機器每小時能生產多少個蛋捲?
看答案
一台機器可以同時製作威化蛋捲和鹹味蛋捲嗎?
看答案
在取代人工生產之前,我應該檢查哪些方面?
看答案
對於小型麵包店來說,一台氣動式蛋捲機就足夠了嗎?
看答案
如果我已經知道自己需要威化蛋捲,接下來我該去哪裡?
看答案
相關文章
關於此分析
To make it easy to choose a model, we have separated wafer egg roll machines from savory egg roll machines and home appliance machines, although all are likely to appear in the same search result. All data for UDTECH’s UD05 machines is taken from the public specifications on our product pages. External method support comes from NIST MEP for OEE-style equipment measurement, ASQ for quality-cost treatment of scrap and rework, BLS for labor and productivity context, and OSHA, eCFR, FDA, and EUR-Lex for safety and food-contact compliance. Technical review was conducted by UDTECH staff.
需要將您目前的手動輸出與晶圓生產線的輸出進行比較嗎?
請提供您目前的每小時產量(件數)、每班次產量(公斤)、產品尺寸和生產條件。下一步並非提供標準目錄報價,而是進行產量和成本計算。
參考文獻和來源
- 29 CFR 1910.212 – 所有機器的一般要求 – 職業安全與健康管理局
- 21 CFR 第 117 部分-人類食品的現行良好生產規範 (CGMP)、危害分析和預防性控制 – eCFR
- 包裝和食品接觸物質 (FCS) – FDA
- 關於機械的(歐盟)2023/1230 號條例 – EUR-Lex
- KEATS – Hydraulic Press OEE System – NIST Manufacturing Extension Partnership
- Cost of Quality (COQ) – ASQ
- 2025年5月職業概況 美國勞工統計局
- Food Processing Equipment Workers 美國勞工統計局
- Food Manufacturing: NAICS 311 美國勞工統計局