Comprando um extrusora de folhas Raramente se trata apenas da extrusora. A máquina que derrete seus grânulos é apenas um nó em uma linha de sete subsistemas, e a decisão que mais desperdiça dinheiro é escolher a quantidade de roscas, a matriz e a capacidade de produção antes de combiná-las com sua resina e seu volume de produção real. Este guia é o complemento para o processo de aquisição; se você quiser o passo a passo de como a chapa plana é realmente formada, leia nosso outro guia. guia completo do processo de extrusão de chapasAqui, vamos nos concentrar em uma questão: como especificar o tamanho, o preço e verificar a máquina antes de assinar um pedido de compra?
Em resumo: Uma extrusora de chapas é uma máquina de extrusão de plástico que derrete grânulos termoplásticos e empurra o material fundido através de uma matriz plana (tipo cabide ou em T) e um conjunto de calibração de três rolos para formar uma chapa plana contínua, convencionalmente com 0.25 a 12 mm de espessura. A escolha da extrusora é feita com base na matéria-prima (que define se será de rosca simples ou dupla), na produção desejada (que define o diâmetro da rosca e a potência de acionamento) e nas exigências de secagem e corrosão da resina (que definem o restante da linha de produção).
Especificações rápidas, extrusora de chapas em resumo
| Tipo de parafuso | Rosca simples (virgem/comum) ou rosca dupla (removido/PCR/composto) |
| Parafuso L / D | 24:1–30:1 padrão; 30:1–40:1 para projetos de alta velocidade |
| diâmetro do parafuso | Faixa de espessura de chapa comum: ≈35–120 mm |
| Banda de saída | ≈30 kg/h (laboratório) a 1,000–1,200 kg/h (PET de alta velocidade) |
| Largura da folha | ≈400–2,500 mm |
| Resfriamento/matriz | Matriz para cabide ou folha em T + pilha de 3 rolos (diâmetro do rolo 300–900 mm) |
| Controle do medidor | ±0.5% com controle automático de medidor em circuito fechado (AGC) |
| Limite entre folha e filme | 0.25 mm por ASTM D883 |
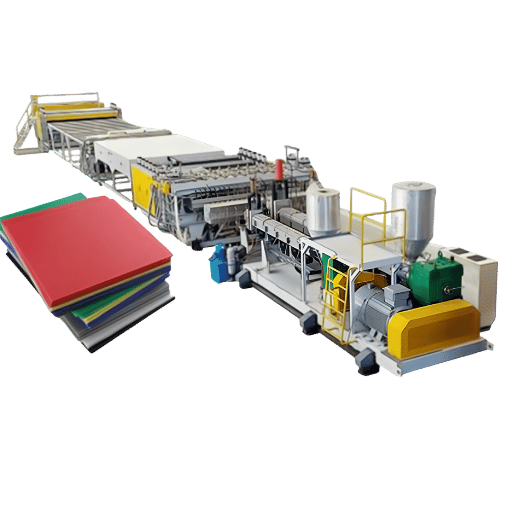
O que é uma extrusora de chapas? (E onde ela se encaixa em comparação com extrusoras de filmes, perfis e tubos)

Uma extrusora de chapas é a máquina que transforma grânulos termoplásticos em chapas planas contínuas. Um parafuso acionado por motor gira dentro de um cilindro aquecido, plastificando e bombeando o polímero; o material fundido é então forçado através de uma matriz plana e resfriado em um conjunto de rolos para definir a espessura e o acabamento superficial. O produto final são chapas planas, bandejas, painéis e chapas para termoformagem, e não as bobinas finas produzidas por uma linha de extrusão de filmes ou as seções transversais moldadas produzidas por uma extrusora de perfis ou tubos.
O limite mais útil a se conhecer é o dimensional. De acordo com o ASTM D883 De acordo com a terminologia padrão, "filme" refere-se a uma folha com espessura nominal não superior a 0.25 mm (0.010 pol.); qualquer material mais espesso é considerado folha. ISO 472 observa o mesmo limite de 0.25 mm. Esse número determina em qual família de máquinas você está comprando.
Qual é a finalidade de uma extrusora de chapas?
O objetivo de uma extrusora de chapas é converter resina sólida em chapas planas com dimensões controladas a uma taxa constante, para que um processo subsequente, como termoformagem, laminação ou empilhamento com corte no comprimento desejado, receba material com espessura e superfície consistentes. Três variáveis determinam se a chapa será enviada como produto de primeira qualidade ou sucata: estabilidade da temperatura de fusão, uniformidade do fluxo na matriz e geometria do cilindro de resfriamento. Quase todas as reclamações de qualidade estão relacionadas a uma dessas três variáveis.
| Tipo de extrusora | Formulário de saída | morrem | Resfriamento |
|---|---|---|---|
| Extrusora de folhas | Folha plana, 0.25–12 mm | Plano (cabide / T) | Conjunto de calibração de 3 rolos |
| Filme fundido/exposto | Película fina, <0.25 mm | Plano ou anular | Rolo resfriado / anel de ar |
| Extrusora de perfil | Seção transversal moldada | Perfil morre | Calibração / banho-maria |
| Extrusora de tubo | Redondo oco | Matriz de tubo anular | Tanque de vácuo + pulverização |
Os detalhes do processo por trás de cada etapa — alimentação, fusão, calibração e corte — são abordados em nosso guia complementar sobre o processo de extrusão de chapas; este artigo pressupõe que você já saiba o que a máquina faz e se concentra em qual comprar. Independentemente da resina, uma linha de extrusão de chapas plásticas é uma solução de fabricação projetada para extrudar uma família de produtos — chapas planas — de forma confiável e com dimensões precisas.
Extrusora de rosca simples versus extrusora de rosca dupla: qual acionamento de extrusora de chapas você precisa?
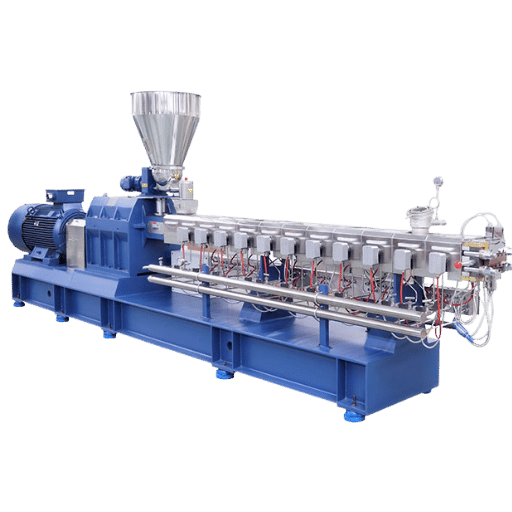
As duas opções mais comuns para uma extrusora de chapas são a extrusora de parafuso único e o entrelaçamento extrusora de dupla roscaAs máquinas de rosca simples continuam sendo a opção mais comum para chapas de aço virgem limpas; as máquinas de rosca dupla mostram seu valor agregado quando se trabalha com material reciclado, flocos reciclados pós-consumo (PCR), altas concentrações de carga ou composição direta. A escolha é determinada pela matéria-prima, e não por qual máquina parece mais capaz na ficha técnica.
O caminho de seleção da contagem de parafusos
- Folha limpa, virgem, óptica ou comercial (PMMA, PC, PS, PP virgem) → parafuso únicoCusto mais baixo, manutenção mais simples, suficiente para um nível estável.
- PET reciclado, flocos de PCR, corante/carga ou sensível à umidade → parafuso duploMelhor mistura, desvolatilização e tolerância a variações na alimentação.
- Composição direta (mistura de cargas/aditivos na folha em uma única passagem) → Rosca dupla com alimentador lateral, ou uma linha especializada de rosca dupla/tripla, uma solução de nicho que só algumas aplicações exigem.
Existem extrusoras de rosca tripla e em tandem, que aparecem em catálogos de fornecedores, mas a literatura independente sobre extrusão ainda considera as extrusoras de rosca simples e de rosca dupla interpenetrante como as principais; a extrusora de rosca tripla é amplamente voltada para pesquisa ou reservada para aplicações especiais de mistura. Considere uma extrusora de rosca tripla ou uma dedicada. máquina de composição plástica Como uma solução especializada para um problema específico de mixagem, e não como uma atualização padrão.
Quais são os 4 tipos de extrusão de plástico?
A extrusão de plástico é geralmente agrupada em quatro famílias de produtos finais: folha (material plano através de uma matriz plana), filme (teia fina, moldada ou soprada), perfil e tubo (seções transversais moldadas ou ocas), e parison moldado por sopro extrusão (um tubo que posteriormente é inflado). Uma extrusora de chapas é projetada especificamente para a primeira família de máquinas, com matriz plana, conjunto de rolos e controle de espessura; uma máquina de filme ou tubo não pode simplesmente ser adaptada para funcionar da mesma forma.
Os compradores costumam subestimar as especificações da rosca para matéria-prima reciclada. Uma máquina de rosca única dimensionada para PET virgem apresentará oscilações e perderá viscosidade intrínseca com flocos de PCR, porque a rosca nunca foi projetada para desvolatilizar e homogeneizar matérias-primas variáveis. Profissionais em fóruns de engenharia frequentemente alertam sobre a armadilha de enviar apenas as dimensões da rosca para um fornecedor, ignorando a compatibilidade entre o projeto da rosca e a máquina.
Considere um fabricante de bandejas que comprou uma linha de extrusão de rosca simples dimensionada para PET virgem e, em seguida, mudou para 50% de flocos pós-consumo para ganhar um contrato de varejo. Em poucas semanas, a folha apresentou gelificação e a viscosidade intrínseca caiu a ponto de comprometer a termoformagem, e a linha sofreu picos de demanda porque uma rosca simples não consegue desvolatilizar flocos com viscosidade variável. Uma máquina de extrusão de rosca dupla ventilada teria processado a mesma quantidade de material sem problemas. A adaptação posterior custou ao convertedor mais do que a especificação correta no momento da compra; a decisão sobre a rosca é barata no papel, mas cara em retrospectiva.
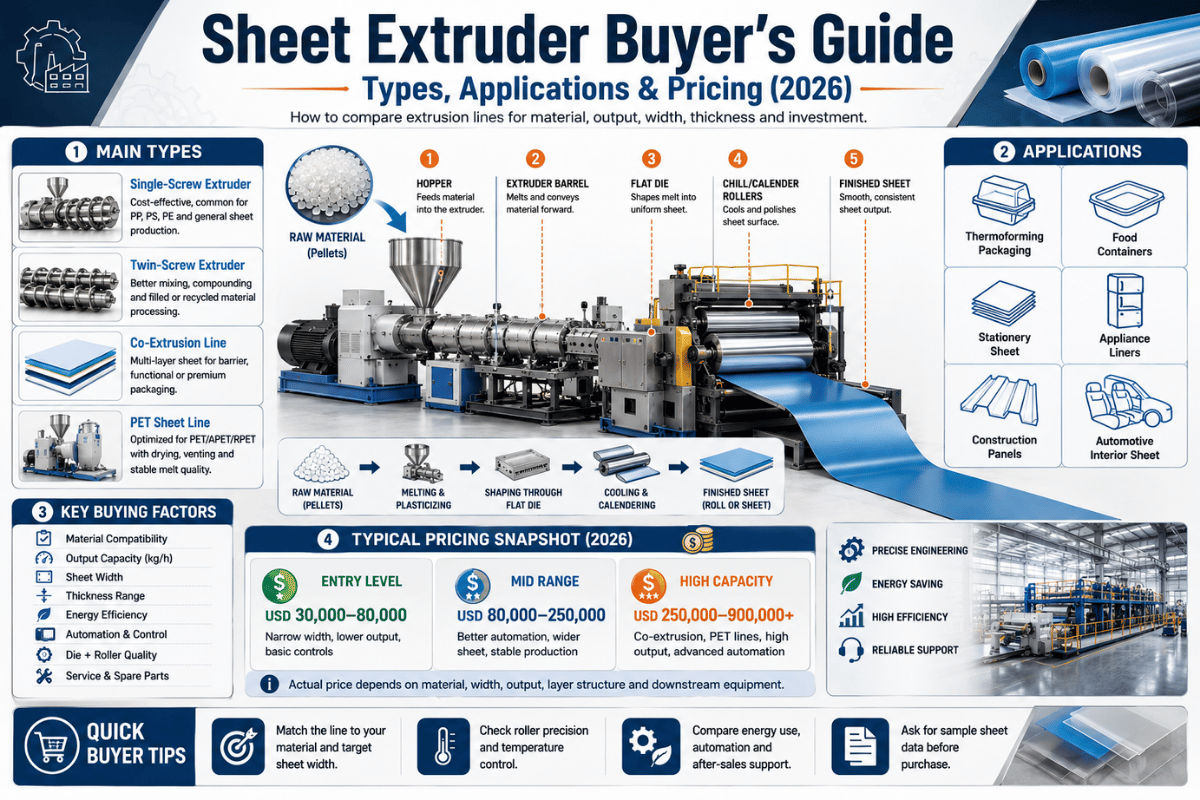
Anatomia de uma linha de extrusão de chapas: 7 subsistemas e a função de cada um
Uma extrusora de chapas é vendida como parte de uma linha de produtos. Tecnologia de Plásticos Conforme descrito, uma linha de extrusão de chapas é composta por uma extrusora, um trocador de telas, uma bomba de engrenagem, um misturador estático (e, opcionalmente, um bloco de alimentação para coextrusão), uma matriz para chapas planas e um conjunto de três rolos. É possível omitir um subsistema, mas isso geralmente apenas transfere a falha para outro local. Cabe ao comprador saber o que exigir em cada um deles.
| Subsistema | O que decide | Especificação para insistir em | Falha se ignorado |
|---|---|---|---|
| Extrusora (rosca + cilindro) | Qualidade de fusão, rendimento | Design da rosca compatível com a resina; L/D 24:1–30:1 | Descongelar, impetuoso |
| Trocador de tela | Controle de contaminação | Tipo contínuo para PCR/remoagem | Paradas de linha, géis |
| Bomba de engrenagem (fusão) | Estabilidade da pressão → manômetro | Controle de pressão em circuito fechado | Medidor MD em alta |
| Misturador estático | Fusão + uniformidade de cor | Obrigatório com masterbatch / coex | Listras, desvio de cor |
| matriz de folha plana | perfil de espessura do CD | Barra restritora + resolução do parafuso de lábio | Espessura central / espessura nas bordas |
| Conjunto de calibração de 3 rolos | Calibre, superfície, cristalinidade | Rolos com diâmetro de 300 a 900 mm, controle individual de temperatura. | Deformação, brilho ruim |
| Guincho de reboque + enrolador/cortador | Recuperação de tensão e ajuste | Sistema de tração servo fechado conforme especificado; esmerilhadeira de borda em linha | Erro de comprimento, desperdício de material |
“Uma bomba de engrenagem que desacopla a pressão do lado da matriz da saída da extrusora é a melhoria de maior impacto para chapas de baixa espessura e a mais fácil de instalar. É o que torna possível um perfil de espessura de ±0.5%.”
📐 Nota de Engenharia
A maior parte dos erros de espessura na direção transversal (CD) é um problema da matriz; a maior parte da variação na direção da máquina (MD) é um problema da bomba de parafuso ou de engrenagem. Divisão de Extrusão da SPE A referência de controle de espessura recomenda um perfil de espessura média com precisão de 0.5% ou melhor, alcançável com controle automático de espessura e sem intervenção do operador. Verifique se a linha suporta essa espessura. o seu resina, não é de qualidade para demonstração.
Adequação da máquina à sua resina: Requisitos de linha para PET, PP, PS, PVC, ABS, HDPE e PC
A composição química da resina determina praticamente todas as escolhas subsequentes, como secagem, projeto da rosca, temperaturas da matriz e dos cilindros, e proteção contra corrosão. A tabela abaixo é um mapa de configuração da linha: ela lista o que a máquina precisa alterar para cada material, e não as temperaturas do cilindro (essas informações estão no guia de processo complementar). Para polímeros de grau de envidraçamento e de engenharia, é necessário um processo dedicado. linha de extrusão de plástico de engenharia Geralmente, é o ponto de partida ideal; uma chapa rígida de PVC normalmente exige uma estrutura feita sob medida. máquina de extrusão de PVC.
| Resina | Parafuso/alimentação necessária | Secagem | Nota sobre matriz/rotação e corrosão |
|---|---|---|---|
| PET / APET / CPET | Rosca dupla é a preferida para extração em flocos/PCR. | Pré-secagem para <50 ppm — a perda intravenosa é permanente. | Cilindros de alta temperatura 80–120 °C |
| PP | Individual ou duplo | Geralmente nenhum | Temperaturas de laminação mais baixas aumentam a rigidez. |
| PS / QUADRIL | Parafuso único fino | nenhum | Janela estreita; risco de fratura por fusão |
| PVC rígido | Com dois parafusos, ventilado | Nenhum, mas estabilizado | Cilindro bimetálico/duplex + ventilação (corrosão por HCl) |
| ABS | Individual ou duplo | Secagem leve | Superfície receptiva à impressão |
| PEAD / PEBD | Parafuso simples | nenhum | Ampla janela de processamento |
| PC | Parafuso único, virgem | Seco até ≤100 ppm | Rolo polonês crítico; higroscópico |
| PMMA (acrílico) | Parafuso simples | Secagem leve | Rolo polidor para acabamento óptico |
| PLA / rPET (reciclado) | Parafuso duplo + tela contínua | Secagem agressiva; ventilação a vácuo | Gestão de medicamentos intravenosos + controles de contato com alimentos |
Uma regra útil dos engenheiros de materiais: nunca considere a ficha técnica como a palavra final. Produza alguns metros do lote exato que pretende comprar, na linha de produção exata que pretende utilizar; os valores publicados são apenas um ponto de partida, não uma garantia.
Dimensionamento de uma extrusora de chapas por capacidade de produção: Vazão → Diâmetro da rosca → Potência → Investimento inicial

O dimensionamento sempre começa com o volume alvo e se divide retroativamente em diâmetro da rosca, potência de acionamento e largura da matriz. A tabela abaixo sintetiza as classificações de linha publicadas pelos fornecedores em faixas indicativas. As classificações de linha publicadas ilustram a dispersão; por exemplo, as linhas de chapas de 35 a 60 mm foram classificadas em torno de 50–500 kg/he uma linha de parafuso único de 90 mm perto de 1,320 lb/h (≈600 kg/h) em PPOs valores devem ser considerados indicativos e não como especificações exatas atuais.
| Saída desejada | Diâmetro do parafuso (aprox.) | Potência de acionamento (aprox.) | Uso típico | Nível de Capex |
|---|---|---|---|---|
| ~30 kg/h | 25 – 35 mm | 15–30 kW | Laboratório/piloto | entrada |
| ~100 kg/h | 45 mm | 30–55 kW | Pequena produção | entrada |
| ~200 kg/h | 60 mm | 55–90 kW | Embalagem PP/PS | Médio |
| ~400 kg/h | 75 mm | 90–160 kW | Embalagem de alimentos | Médio |
| ~600 kg/h | 90 mm | 160–250 kW | PP/PET de alto volume | Alto |
| ~800 kg/h | 105 mm | 220–315 kW | Termoformagem de PET | Alto |
| ~1,000 kg/h | 120 mm | 280–355 kW | PET de alta velocidade | Alto |
| ~1,200 kg/h | 120 mm + multi-extrusora | 350 kW+ | Coextrusora múltipla | Alto |
A escala é um ponto de partida para uma conversa com um fornecedor, não uma fórmula precisa. Trabalho revisado por pares em Energia Aplicada Mostra que a saída e a potência da extrusora estão fortemente interligadas entre a máquina, o material e o processo — portanto, uma rosca de 90 mm em PVC rígido com carga não será compatível com uma rosca de 90 mm em PP fluido. Sempre confirme o dimensionamento com um teste na sua resina.
Por que nem sempre maior é melhor: o limite de resfriamento e tempo de residência
Aumentar a velocidade da rosca realmente aumenta a produtividade, e um estudo da Applied Energy chegou a constatar isso. aplicação A energia por quilograma pode diminuir à medida que a velocidade aumenta. Mas a utilizável, dentro das especificações A produção de uma linha de impressão de folhas raramente é limitada pela extrusora; ela é limitada posteriormente pelo resfriamento e pelo tempo de residência. Se a produção ultrapassar a capacidade de resfriamento do conjunto de rolos antes do puxador, você enviará folhas deformadas ou com aspecto opaco.
Aumentar demais o tempo de residência e o aquecimento viscoso pode degradar resinas sensíveis ao calor, como PET ou PVC. Dimensionar o fluxo deve ser baseado na capacidade de resfriamento e na espessura que você consegue manter dentro da especificação, e não na quantidade nominal em quilogramas por hora. Para fluxos com grande quantidade de material reciclado, um sistema de pelotização subaquática A montante, pode-se estabilizar a alimentação antes mesmo que ela chegue à matriz de corte.
Imagine uma fábrica de embalagens que encomendou uma linha de 90 mm com capacidade de 600 kg/h e esperava operá-la em plena capacidade. Em uma fina chapa de PET de 0.3 mm, o conjunto de três rolos só conseguia resfriar cerca de 420 kg/h antes que a folha saísse da extrusora opaca e ligeiramente deformada. A extrusora nunca foi o fator limitante, mas sim o conjunto de rolos. Agora, a fábrica precisa operar a 420 kg/h, conforme especificado, ou investir em capacidade de resfriamento adicional, uma decisão que deveria ter sido tomada no projeto de dimensionamento, e não descoberta no chão de fábrica.
Qual o custo de uma extrusora de chapas? Níveis de investimento inicial, componentes da linha e custos ocultos.

Uma extrusora de chapas varia de uma unidade de laboratório de cinco dígitos a uma linha de PET de alta velocidade com múltiplas extrusoras e controle automático completo de espessura, que custa sete dígitos. Essa variação é determinada pelo nível de produção, automação e resina. O valor no orçamento da extrusora representa apenas a metade do custo total, já que a matriz, o secador, o resfriador e os controles geralmente somam o mesmo valor à própria extrusora.
| camada | saída | O que determina o preço? |
|---|---|---|
| Laboratório/piloto | ~30 kg/h | Extrusora pequena única, medidor manual |
| Produção de entrada | 100–200 kg/h | Parafuso único, pilha de rolos básica, semiautomático |
| Produção em andamento | 400–600 kg/h | Bomba de engrenagem + AGC, opção de parafuso duplo, secagem |
| PET de alta velocidade | 800–1,200 kg/h | Coextrusora múltipla, totalmente automatizada, manuseio de rPET |
Uma vantagem em termos de custo é a confiabilidade das ferramentas. Comparações de custos independentes indicam que as matrizes de extrusão custam aproximadamente 80 a 90% menos investimento inicial do que moldes de injeção comparáveis.Isso ocorre porque uma matriz plana é muito mais simples do que um molde com múltiplas cavidades. Isso mantém a barreira de entrada para um novo programa de chapas mais baixa do que a maioria dos processos de fabricação de peças discretas.
Custos ocultos a considerar antes de assinar o contrato
- Matriz de corte e quaisquer opções de barra restritora/medidor automático
- Secador de resina (obrigatório para PET/PC) e resfriador de processo.
- Controle automático de medidor e scanner de espessura
- Instalação, comissionamento e treinamento de operadores
- Peças sobressalentes críticas (conjuntos de tela, parafusos de lábio, parafuso/cilindro)
- Energia / OPEX: a extrusão consome muita energia; o motor de acionamento, os aquecedores do cilindro, os ventiladores de refrigeração, as bombas de água e a bomba de engrenagem consomem energia, portanto, um sistema de acionamento eficiente se paga ao longo da vida útil da linha.Energia Aplicada)
- Frete e imposto de importação para uma linha importada
Como escolher um fabricante de extrusoras de chapas: uma lista de verificação de 8 pontos

Não existe um padrão específico para fornecedores de extrusoras de chapas, mas a lacuna não é total: o Busca de fornecedores MEP do NIST O programa existe para conectar compradores com fabricantes que possuam capacidades técnicas específicas. Essa é uma estrutura geral; a tabela de pontuação abaixo adiciona as especificidades de extrusão de chapas que uma equipe de compras realmente precisa.
- ✔ Base instalada e referênciasLinhas de produção verificáveis da sua resina, não apenas uma lista de catálogo.
- ✔ Teste de aceitação em fábrica (FAT) on o seu Medição de material e alvo antes do envio.
- ✔ Parafusos e matrizes fabricados internamente A capacidade de aquisição em relação à capacidade comprada afeta o prazo de entrega e o suporte pós-venda.
- ✔ Controle automático de medidores e registro de dadosA linha de produção apresenta uma margem de erro de ±0.5% e permite a exportação de dados de produção?
- ✔ rPET / qualificação recicladaManuseio comprovado de flocos de PCR e um processo LNO (ver abaixo).
- ✔ Prazo de entrega para peças de reposição e pós-vendaDisponibilidade de peças de desgaste e resposta de suporte remoto.
- ✔ Conformidade de segurançaProteção de acordo com padrões reconhecidos (ver comissionamento).
- ✔ Custo total de propriedadeA pontuação leva em consideração energia, sucata e tempo de atividade, e não apenas o preço anunciado.
Comprar baseado apenas no preço anunciado, ignorando o serviço pós-venda e o custo total de propriedade. Uma linha de produção 10% mais barata, mas que perde um dia de produção por falta de uma peça sobressalente ou consome 15% mais energia, anula a economia já no primeiro ano. Avalie os fornecedores com base nos oito pontos acima antes de comparar preços.
Uma convertedora escolheu uma linha de produção que oferecia um preço 12% menor que a proposta mais próxima. Oito meses depois, um problema na vedação do trocador de telas interrompeu a produção; a peça de reposição foi enviada do exterior e levou nove dias para chegar, e a perda de produção anulou toda a economia inicial. A proposta mais barata não incluía estoque local de peças de reposição e o prazo de suporte era superior a 48 horas, dois fatores que constavam em uma tabela de avaliação de oito pontos antes da emissão do pedido de compra, mas que não eram visíveis apenas no preço.
Comissionamento e Aceitação: O que verificar antes de assinar o documento.

A etapa de aceitação é onde o comprador protege a compra. Não aceite a linha de produção com base em uma amostra de demonstração do fornecedor; verifique-a com sua resina de produção e a espessura desejada. Trate a segurança da máquina como um risco do comprador, e não como uma mera formalidade burocrática.
- ✔ Tolerância do medidor mantida em ±0.5% sob controle automático do medidor em o seu resina
- ✔ Taxa de produção sustentada na meta de kg/h sem oscilações ou deriva térmica
- ✔ Taxa de aparas/recortes de borda dentro dos limites acordados; retorno limpo dos resíduos de aparas.
- ✔ Verificação de superfície/óptica na folha real, não em um cupom de amostra.
- ✔ Proteção de segurança verificada e aprovada
Como testar uma linha de extrusão de chapas antes de comprá-la?
Você realiza um teste de aceitação em fábrica (TAF) com sua própria resina e medidor, seguido de um teste de aceitação em campo (TAC) após a instalação. O TAF deve manter a tolerância de espessura contratual, sustentar a produção nominal sem oscilações e permanecer dentro da taxa de refugo acordada durante uma operação contínua, e não em uma demonstração de dois minutos.
Em termos de segurança, os EUA Diretrizes da OSHA sobre máquinas para plásticos Verifique os procedimentos de bloqueio/etiquetagem, barreiras fixas, cortinas de luz, tapetes de segurança, abas anti-recuo e controles de ponto de pinçamento para linhas de extrusão e termoformagem. Confirme se cada um deles está presente e funcionando antes do pagamento do saldo, pois uma proteção adicionada após a entrega é sempre mais cara do que uma especificada inicialmente.
Perspectivas do comprador de extrusoras de chapas para 2026: Linhas preparadas para rPET, Energia e Indústria 4.0

Três forças devem moldar o que você especificar agora, mesmo que a máquina subjacente esteja madura. máquinas de extrusão de plástico O mercado está crescendo de forma constante, com analistas prevendo um crescimento anual de um dígito até o início da década de 2030, mas o crescimento do volume não é o fator mais importante para os compradores; a capacidade de conteúdo reciclado, a energia e os dados são.
Linhas prontas para rPET. Linhas de processamento que processam até 100% de PET reciclado com níveis de viscosidade intrínseca garantidos para contato direto com alimentos foram o destaque da K 2025. Mas a prontidão para contato com alimentos não se resume apenas às especificações da máquina. Os EUA Diretrizes da FDA sobre plásticos reciclados avalia o processoO documento solicita uma descrição do processo, controles na fonte e testes de remoção de contaminantes, e emite uma Carta de Não Objeção (frequentemente chamada de LNO) para um processo de reciclagem específico. Se você planeja vender folhas de rPET para embalagens de alimentos, solicite ao fornecedor evidências de um processo que atenda aos requisitos de uma LNO, e não apenas um número iV.
Acionamentos com eficiência energética. Como a extrusão de polímeros consome muita energia, servomotores, bombas de engrenagem eficientes e melhor isolamento agora são itens orçamentários, não um luxo, e impactam os custos operacionais a cada turno.
Monitoramento de linha da Indústria 4.0. O controle automático de medidores em circuito fechado, juntamente com o monitoramento de condição, corrente do motor, ciclo de aquecimento do cilindro, vibração da caixa de engrenagens e painéis de dados remotos, estão deixando de ser opcionais para se tornarem especificações de compra padrão. Se você estiver cotando uma linha para entrega entre 2026 e 2027, pergunte aos fornecedores como a linha qualifica a matéria-prima reciclada, quais dados ela registra e quais relatórios ela fornece. As respostas indicarão se você está comprando uma linha de 2026 ou uma versão antiga reembalada.
Perguntas frequentes sobre extrusoras de chapas
P: Qual a diferença entre uma extrusora de folhas e uma extrusora de filmes?
Ver resposta
P: Preciso de uma extrusora de chapas com rosca simples ou com rosca dupla?
Ver resposta
P: Qual a faixa de produção que uma linha de extrusão de chapa única pode abranger?
Ver resposta
P: Uma mesma linha de produção de chapas pode processar várias resinas, como PET, PP e PVC?
Ver resposta
P: Qual o prazo de entrega e o suporte pós-venda que posso esperar de um fabricante?
Ver resposta
P: Vale a pena investir em uma linha de extrusão de chapas usada em vez de uma nova?
Ver resposta
Sobre este Guia do Comprador de Extrusoras de Chapas
Este guia foi compilado para compradores que especificam uma extrusora de chapas plásticas. As faixas de tamanho são sintetizadas a partir de classificações de linha de fornecedores publicadas e relatórios da imprensa especializada e são apenas indicativas; confirme qualquer valor com um orçamento atualizado e um teste com sua resina. Os pontos de conformidade e segurança referem-se diretamente às fontes ASTM, OSHA, FDA e NIST. Revisado pela equipe técnica da Suzhou UDTECH Technology Co., Ltd.
Especificando uma linha de extrusão de chapas?
A UDTECH fabrica extrusoras de chapas com rosca simples e dupla, além de linhas completas dimensionadas de acordo com sua resina e volume de produção. Informe-nos o material e a capacidade desejada (kg/h) e nós encontraremos a configuração ideal para você.
Referências e fontes
- Terminologia padrão ASTM D883 relativa a plásticosinternacionais da ASTM
- ISO 472 / orientações sobre terminologia de filmes e folhas de plásticoInternational Organization for Standardization
- Ferramentas de proteção para máquinas, máquinas para plásticos (termoformagem)OSHA dos EUA
- Plásticos Reciclados em Embalagens de AlimentosUS Food and Drug Administration
- Prospecção de Fornecedores de MEP (Mecânica, Elétrica e Hidráulica)Instituto Nacional de Padrões e Tecnologia dos EUA
- Consumo de energia na extrusão de polímeros (Applied Energy)peer-reviewed
- Controle de Calibre, Wiki da Divisão de Extrusão da SPESociedade de Engenheiros de Plásticos
- Linha de extrusão de chapaTecnologia de Plásticos
Artigos Relacionados
- Extrusão de chapas: processo, materiais e equipamentoso processo passo a passo por trás da máquina
- Extrusora de Rosca Dupla: Como Funcionaquando a mistura por parafuso duplo justifica seu preço premium
- Extrusão de plástico: Polímeros, custo e coextrusãoo panorama geral da extrusão
- O que é material de PVC?Propriedades que influenciam a escolha das linhas de produção de chapas rígidas de PVC.