



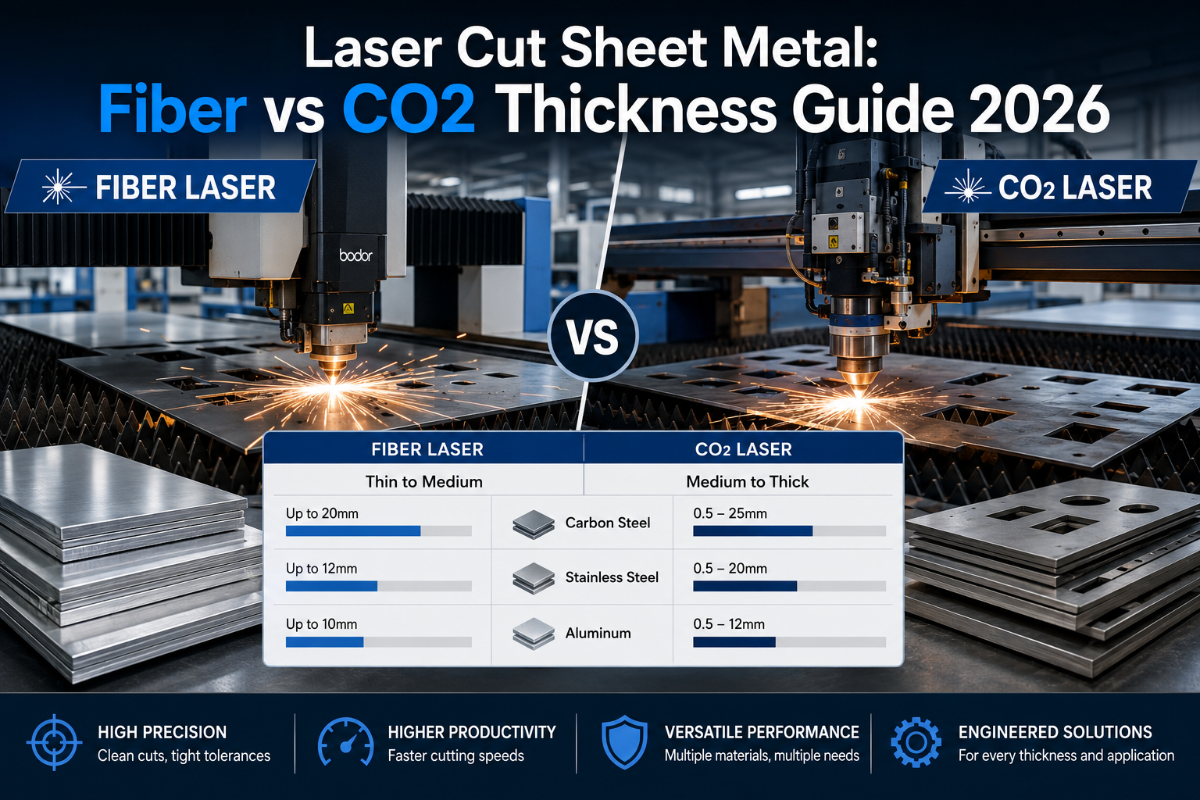
Découpe laser de tôles : épaisseur, précision et choix entre fibre et CO2
Si vous découpez de la tôle au laser à l'échelle industrielle, le choix entre fibre et CO2 se pose à trois niveaux : l'épaisseur de coupe admissible, la netteté de la finition et la consommation électrique mensuelle. Pour le métal : la fibre surpasse le CO2 sur tous les points. Pour les découpes en profondeur : le choix se situe entre 5 et 25 mm, en fonction de la puissance. Pour les découpes encore plus profondes : comparé au plasma ou au jet d'eau, le laser offre une précision de coupe supérieure (épaisseur de coupe minimale de 0.05 mm contre 0,5 à 0,1 mm pour le plasma), avec un avantage certain pour les tôles épaisses de plus de 25 mm.
Passons en revue la physique de la longueur d'onde qui fait de la fibre l'outil idéal pour le métal, la matrice puissance-épaisseur que chaque acheteur demande, les classes de qualité de bord ISO 9013, les véritables décisions concernant le gaz d'assistance, la matrice de décision laser-plasma-jet d'eau et comment choisir une machine de découpe laser à fibre pour un atelier de production plutôt que pour un atelier de loisirs.
Caractéristiques principales : Découpe laser de tôles
| Idéal pour l'acier/SS mince (≤6 mm) | Fibre 1–3 kW, assistance N₂ |
| Idéal pour l'acier doux épais (10–25 mm) | Fibre 6–15 kW, assistance O₂ |
| CO2 viable sur le métal | Oui, mais non rentable par rapport à la fibre après 2020. |
| Largeur de trait typique | 0.1 – 0.3 mm |
| Tolérance de position typique | ±0.05 à ±0.15 mm |
| Référence de qualité des bords | ISO 9013: 2017 1e à 2e année |
| gaz d'assistance courants | N₂ (propre), O₂ (vitesse de l'acier), air comprimé (Al mince) |
Comment fonctionne réellement la découpe laser de tôles ?
La découpe laser de tôles métalliques fonctionne en concentrant l'énergie photonique sur une petite zone jusqu'à ce que le métal fonde ou se vaporise plus rapidement qu'il ne peut dissiper la chaleur. Un jet de gaz coaxial expulse alors le matériau en fusion hors de la saignée. Ce que vous percevez comme une découpe nette est en réalité une colonne contrôlée de fusion et d'éjection, se produisant à des vitesses comprises entre 1 et 50 mètres par minute selon la puissance et l'épaisseur du métal.
Quatre familles de procédés couvrent la majeure partie des travaux de production. Découpe par fusion utilise de l'azote inerte pour expulser le métal en fusion sans oxyder le bord, laissant une surface propre qui ne nécessite aucune retouche. Coupe à la flamme utilise l'oxygène comme réactif auxiliaire qui brûle l'acier de manière exothermique — plus rapidement, mais avec une couche d'oxyde sur le bord. Découpe par sublimation permet de faire passer le métal directement de l'état solide à l'état gazeux, utilisé sur des métaux réfléchissants minces ou pour des détails très fins. Coupe à distance utilise un système optique de balayage à haute vitesse pour découper des feuilles extrêmement fines sans aucun gaz d'assistance par contact.
Qu'est-ce que la découpe laser dans la tôle ?
La plupart des ateliers industriels découpent leurs tôles selon le procédé suivant : une ou plusieurs machines CNC concentrent un faisceau laser de plusieurs kilowatts avec une précision inférieure au millimètre, fondent des colonnes de métal par sections, puis éjectent ces colonnes de métal en fusion par un jet de gaz coaxial, en suivant scrupuleusement la trajectoire définie par le modèle CAO. On obtient ainsi une pièce métallique découpée avec précision, dont les bords sont suffisamment plats pour être utilisés sans usinage, avec une répétabilité dimensionnelle de ±0.1 mm et une contrainte mécanique quasi nulle sur la pièce ; même les tôles fines ou fragiles restent parfaitement planes.
Laser à fibre ou laser CO2 : lequel découpe mieux la tôle ?
Dans les nouvelles installations de découpe d'acier, la fibre optique est devenue quasi universelle. Ce changement s'est opéré entre 2015 et 2020 environ, et en 2025, la plupart des anciens systèmes CO2 disponibles sur le marché avaient été acquis par les ateliers, laissant les systèmes à fibre optique à un plus grand nombre de fournisseurs et à des volumes de production plus faibles, que ce soit pour la découpe d'acier, d'acrylique ou de bois (notamment pour la signalétique).
| Facteur | Laser à fibre | Laser CO2 |
|---|---|---|
| Longueur des ondes | 1064 nm (proche infrarouge) | 10.6 µm (infrarouge lointain) |
| Efficacité de la prise murale | environ 30 à 40 pour cent | environ 10 à 15 pour cent |
| Idéal sur métal fin (≤3 mm) | 3 fois plus rapide que le CO2 | Acceptable |
| Idéal pour l'acier épais (≥15 mm) | La fibre optique à haute puissance rattrape son retard | Léger avantage dans certains cas |
| Métaux réfléchissants (Al, Cu, laiton) | Oui, avec des optiques antireflets | Difficile de couper net |
| Charge d'entretien | Faible (pas de rétroviseurs, pas de mélange gazeux) | Élevé (alignement des miroirs + gaz) |
| Coût en capital | Plus élevé dès le départ | Plus bas à l'avant |
« La règle des 80 % : pour les applications où plus de 80 % du travail concerne l'acier ou d'autres métaux, un système à fibres optiques est la meilleure option. De plus, grâce à une efficacité 3 à 4 fois supérieure, la facture d'électricité amortira le coût d'achat en deux à trois ans d'utilisation en une seule équipe. »
— Ingénieur en fabrication industrielle, intégration d'ateliers de laser à fibre
Un laser CO2 peut-il découper de la tôle ?
Oui, sous réserve de certaines limitations. Un laser CO2 de 4 à 6 kW avec assistance oxygène découpe l'acier doux jusqu'à environ 20 mm et traite correctement l'inox jusqu'à 12-15 mm. En revanche, il est moins performant sur les métaux réfléchissants : l'aluminium, le laiton et le cuivre, à 10.6 µm, absorbent mal et nécessitent une optique spéciale ou un polissage secondaire. Les machines CO2 de 40 à 150 W destinées aux amateurs ne permettent pas la découpe de tôles à l'échelle industrielle ; elles gravent les métaux revêtus ou marquent les métaux anodisés, mais c'est différent.
Capacité d'épaisseur : Quelle épaisseur maximale peut découper un laser ?
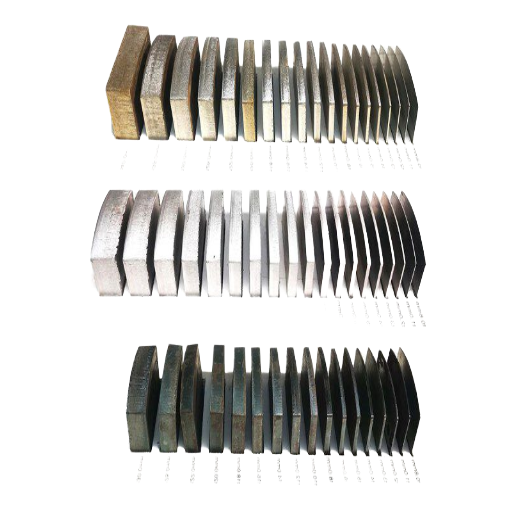
La capacité d'épaisseur des lasers à fibre est approximativement proportionnelle à la puissance (en watts), et le type de métal utilisé a une incidence majeure. Le tableau ci-dessous récapitule les épaisseurs maximales typiques en fonction de la puissance et du matériau ; il s'agit d'une limite pratique, compte tenu des performances des machines de production, et non d'une limite inférieure théorique.
| Puissance de fibre | Acier doux | Inoxydable | Aluminium | Laiton / Cuivre |
|---|---|---|---|---|
| 1kW | 5 mm | 3 mm | 2 mm | 1.5 mm |
| 3kW | 12 mm | 8 mm | 6 mm | 4 mm |
| 6kW | 20 mm | 14 mm | 12 mm | 8 mm |
| 12kW | 30 mm | 25 mm | 25 mm | 15 mm |
| 15kW | 40 mm | 30 mm | 30 mm | 20 mm |
Quelle épaisseur de métal un laser peut-il couper ?
Les lasers à fibre de production permettent de découper de l'acier doux jusqu'à environ 40-50 mm d'épaisseur avec une puissance de 15-20 kW, mais au-delà de 25 mm, la découpe plasma ou au jet d'eau est généralement plus rentable. Le laser est particulièrement efficace pour la découpe rapide de tôles minces en dessous de 6 mm environ et surpasse tous les autres procédés en termes de finition des bords et de vitesse. Les métaux réfléchissants atteignent leurs limites plus bas ; le cuivre, par exemple, résiste rarement à une découpe supérieure à 15-20 mm, même à haute puissance, car les longueurs d'onde restent réfléchissantes.
Un laser de 40 W peut-il découper de la tôle ?
Non, pas pour une utilisation industrielle. Un laser de 40 W est un graveur CO2 de loisir. Il marque les tôles revêtues, grave l'aluminium anodisé, mais ne peut pas percer les tôles brutes. La découpe de tôles de haute précision commence à environ 1 kW (1 000 W) de puissance laser et dépend ensuite de cette valeur. Il y a un écart de 25, et non un pourcentage, entre un graveur HV51 de 40 W et une machine de découpe industrielle de 1 kW.
Précision et tolérance : que signifie réellement ±0.05 mm ?
Les tolérances de découpe laser sont supérieures à celles de la découpe mécanique. La tolérance standard en fabrication est de 0.127 mm (0.005 pouce), et les fabrications haut de gamme atteignent 0.076 mm (0.003 pouce) voire mieux avec les systèmes à fibre optique les plus performants. La largeur de coupe (ou trait de scie) – la zone de matière fondue par le laser – se situe généralement entre 0.1 et 0.3 mm selon la puissance et le gaz d'assistance, soit trois fois plus fine qu'avec le jet d'eau et dix fois plus fine qu'avec le plasma.
La qualité des bords est régie par ISO 9013: 2017La norme internationale pour la découpe thermique, ISO 9013, définit quatre classes de qualité selon deux axes principaux : la tolérance de perpendicularité et la hauteur moyenne du profil de surface. La classe 1 correspond à la meilleure qualité, adaptée au soudage direct sans préparation ; la classe 4 correspond à la plus grande rugosité, courante sur les tôles découpées à la flamme. Les lasers à fibre de production produisent systématiquement des classes 1 et 2 sur l’acier et l’inox minces, et des classes 2 et 3 sur les tôles plus épaisses.
Quelle est la tolérance pour la découpe laser de tôles ?
La tolérance standard industrielle est de 0.127 mm (0.005 pouce) sur les surfaces planes, pour les applications courantes. La fabrication haut de gamme atteint 0.076 mm (0.003 pouce). Les trous d'insertion des vis présentent une tolérance moyenne de +0.076 mm/−0.000 mm en fabrication pour un positionnement optimal. À titre de comparaison, la découpe plasma atteint une tolérance de 0.5 à 1 mm et la découpe à l'eau de 0.1 à 0.2 mm. Pour les pièces exigeant une tolérance inférieure à 0.1 mm, l'usinage de finition est la seule option si la découpe laser à fibre n'est pas disponible.
Compatibilité avec les métaux : acier, acier inoxydable, aluminium, laiton, cuivre

Tous les métaux en tôle courants peuvent être découpés au laser à fibre, mais les gaz d'assistance et les paramètres varient considérablement selon l'alliage. Voici les valeurs de départ typiques pour les métaux les plus courants.
- ✔
Acier doux (acier au carbone) — le matériau le plus facile à travailler. L'oxygène accélère la coupe par réaction exothermique. Le bord présentera une fine couche d'oxyde qui devra être nettoyée si la pièce est destinée à être soudée ou peinte de manière critique. - ✔
Inox L'injection d'azote est indispensable pour obtenir une arête de coupe nette et sans oxyde. Les nuances 304 et 316 offrent une coupe régulière ; l'acier inoxydable duplex nécessite une avance légèrement plus lente. - ✔
Aluminium — Réfléchissant pour les tôles fines et jusqu'à 1 kW. À partir de 3 kW, la fibre coupe l'aluminium proprement. L'air comprimé est utilisé pour les tôles fines ; l'azote pour une coupe plus nette sur les tôles épaisses. - ✔
Laiton et cuivre — les métaux courants les plus réfléchissants. Les têtes de coupe à fibre optique modernes intègrent des optiques antireflets spécialement conçues pour ces alliages. Une coupe productive débute aux alentours de 3 kW avec un retour d'information antireflet spécifié par le fabricant. - ✔
Acier galvanisé — Coupe bien, mais le revêtement de zinc se vaporise. Une ventilation locale par aspiration est indispensable. Guide de l'OSHA sur les risques liés aux lasers.
Laser, plasma ou jet d'eau : quand choisir ?
Dans un atelier de fabrication de tôles, on distingue trois principaux procédés de découpe thermique/abrasive. Chacun est optimisé dans une plage de fonctionnement spécifique, et le choix d'un procédé inapproprié peut entraîner une sous-utilisation des équipements ou des pièces nécessitant des retouches.
| Facteur | Zone | Plasma | Jet d'eau |
|---|---|---|---|
| épaisseur pratique | 0.5 – 25 mm | 3 – 50 mm | 0.5 – 200 mm |
| Tolérance | ±0.05 à ±0.15 mm | ±0.5 à ±1.0 mm | ±0.1 à ±0.2 mm |
| Largeur de trait | 0.1 – 0.3 mm | 1.0 – 3.0 mm | 0.5 – 1.5 mm |
| Zone affectée par la chaleur | petit | Plus gros, scories courantes | Aucun |
| Vitesse (acier mince ≤6 mm) | Résultats des tests | Rapide | Lent |
| Vitesse (plaque épaisse ≥ 25 mm) | Lent / peu pratique | Résultats des tests | Modérée |
| Idéal pour les non-métaux | CO2 uniquement | Non | Oui (tout matériau) |
Guide de décision
- Tôle de 6 mm à tolérances serrées ou à finition fine, laser à fibre.
- La qualité des bords n'est pas critique lors de la découpe au plasma de plaques de 25 à 50 mm.
- La découpe au jet d'eau est idéale pour les composants sensibles aux contraintes, les alliages exotiques et toute pièce susceptible d'être déformée par la chaleur.
- Le laser à fibre haute puissance est le plus rapide pour des travaux variés sur des plaques de 6 à 25 mm.
Pour les magasins évaluant de nouveaux équipement de découpe laser pour la productionLa question est rarement de savoir s'il faut choisir la fibre ou non, mais plutôt quelle puissance correspond aux besoins du réseau.
Réglages de puissance, de vitesse et d'assistance au gaz
Un laser à fibre est contrôlé par trois paramètres principaux : la puissance, la vitesse d'avance et la pression du gaz, qui sont ajustés en fonction de l'alliage et de l'épaisseur. Voici une configuration de base. Les opérateurs d'atelier gèrent des bibliothèques de paramètres pour chaque laser à fibre, en fonction de l'alliage et de l'épaisseur ; les valeurs indiquées ici sont des valeurs par défaut typiques pour un laser à fibre de 6 kW sur des tôles courantes.
| Source | Grosor | Speed | Gaz d'assistance |
|---|---|---|---|
| Acier doux | 3 mm | 7 m/min | O₂ à 0.6–1.0 bar |
| Acier doux | 12 mm | 1.6 m/min | O₂ à 0.4–0.6 bar |
| 304 inoxydable | 3 mm | 5 m/min | N₂ à 12–15 bar |
| Aluminium 5052 (également orthographié aluminium 5052) | 3 mm | 9 m/min | N₂ à 16–20 bar |
| Laiton | 2 mm | 4 m/min | N₂ à 18 bars |
📐 Note technique
Pour l'acier doux, privilégiez l'assistance à l'oxygène : grâce à une réaction exothermique, elle accélère la coupe de 30 à 50 %, tout en conservant un bord riche en oxyde. Pour l'inox et l'aluminium, optez pour l'azote, car la propreté du bord est primordiale et la formation d'une couche bleuie ou d'un film d'oxyde est inacceptable. L'air comprimé constitue une alternative économique pour l'aluminium fin sur les machines de faible puissance, mais il engendre une couche d'oxyde visible qui doit être nettoyée pour favoriser l'adhérence de la peinture.
Comment découper de la tôle au laser ?
Le flux de travail d'une cellule de production de fibres optiques est le suivant : importer le fichier DXF ou STEP dans le logiciel d'imbrication ; laisser le programme agencer les composants pour optimiser l'utilisation des matériaux ; sélectionner le profil de paramètres correspondant à l'alliage et à l'épaisseur ; percer ; découper ; retirer les composants ; ébavurer si nécessaire. La découpe d'un logo en acier de 1 mm avec une fibre de 6 kW prend moins de 30 secondes. La découpe d'un support en acier doux de 20 mm nécessite environ 90 secondes. La production de petites épaisseurs est limitée par les temps de chargement et de déchargement des matériaux, et non par le temps de découpe ; c'est pourquoi l'automatisation est rapidement rentable en production de masse.
Économie de production : coût par pièce et débit
La structure des coûts pour la découpe laser de tôle comprend : le coût horaire de la machine, le temps de production moyen par pièce et le coût des matériaux. Les tarifs horaires habituels pour l'utilisation d'un laser à fibre se situent entre 80 et 180 USD, selon la localisation, la puissance et les installations. Avec un système de 6 kW pour découper 60 supports en acier de 1 mm par heure à un tarif de 120 USD/h, le coût de découpe par pièce s'élève à 2.00 USD avant prise en compte des matériaux et des traitements secondaires.
Pour les prototypes et les petites séries, des services comme OSH Cut et SendCutSend proposent des stratégies tarifaires très compétitives, car leurs algorithmes d'imbrication permettent de regrouper plusieurs pièces client sur une seule feuille. Le seuil de rentabilité, à partir duquel la fabrication en interne devient plus économique que la sous-traitance, se situe généralement entre 50 et 500 exemplaires par modèle, selon la forme. Au-delà de ce seuil, la production en interne est plus rentable à l'unité, avec des délais de livraison plus courts et une plus grande flexibilité pour les modifications de conception.
Comment choisir une machine de découpe laser fibre pour tôles ?
Cinq critères encadrent la décision de découpe. La puissance, l'espace de travail, l'automatisation, le refroidissement et le support du fournisseur sont tous importants, mais un seul est une condition préalable obligatoire pour un débit soutenu.
Liste de contrôle de sélection de la production selon cinq critères
- Puissance utile : 1 à 3 kW pour les ateliers de prototypage génériques qui hésitent à effectuer des améliorations ; 6 à 8 kW pour les ateliers de productivité sensibles aux prix et aux processus ; 12 à 15 kW ou plus pour les équipementiers de production de plaques épaisses.
- Taille de travail et passage. Petit/feuille de format 1500-3000 mm (510 pi), moyen 2000-6000 mm (620 pi), grand/production de fichiers architecturaux 2500-9000 mm (810 pi).
- Niveau d'automatisation : le déchargeur/trieur automatique et la tour de tri des feuilles réduisent considérablement la main-d'œuvre pour les productions à haut volume. Une production économique en trois équipes avec un seul opérateur est possible au-delà de 8 kW grâce à l'automatisation.
- Refroidissement et gaz. Les lasers à fibre de plus de 3 kW nécessitent un refroidisseur. Le choix du fournisseur de gaz (O₂ ou N₂) et les tarifs peuvent influencer la rentabilité du projet.
- Assistance et chaîne d'approvisionnement en pièces détachées. La machine neuve la moins chère aujourd'hui s'avère la plus coûteuse sur sa durée de vie de trois ans si la livraison des lentilles de collimation, des buses ou des modules de fibre est retardée de trois mois au lieu d'une semaine.
| Niveau de volume | Machine suggérée | Pourquoi |
|---|---|---|
| Atelier de prototypage (<500 pièces/mois) | Fibre optique de 1 à 3 kW, charge manuelle | Faible investissement, formation facile |
| Atelier de sous-traitance (500–5 000/mois) | Fibre optique 6–8 kW + changeur de palettes | Débit et flexibilité pour les métaux mixtes |
| Production OEM (plus de 5 000/mois) | Fibre optique de 12 à 15 kW + automatisation de la tour | Fonctionnement en mode automatique, faible coût par pièce |
La clé du niveau de production machines de découpe laser à fibre industrielle L'approvisionnement en composants représente la part la plus importante de la puissance disponible. Un écart de coût de 12 kW contre 10 kW se traduira-t-il par un gain de revenus de plus de 100 $ par mois pour les clients dont les stocks de composants sont immobilisés en attente de livraison ?
Découpe laser de tôles en 2026
Les deux tendances qui dynamiseront le marché des lasers à fibre en 2026 sont : une croissance structurelle annuelle de la demande de tôles découpées au laser ; et l’augmentation de la puissance, passant du segment haut de gamme de 8 à 12 kW en 2022 au segment courant de 12 à 15 kW avec l’émergence d’une capacité de 20 à 30 kW.
Selon Rapport de Mordor Intelligence sur le marché des machines de découpe laser pour 2026Le marché mondial devrait passer de 7.14 milliards USD en 2025 à 7.82 milliards USD en 2026, pour atteindre 12.34 milliards USD d'ici 2031, soit un taux de croissance annuel composé d'environ 9.5 %. Dans ce contexte de croissance, la part de marché des lasers à fibre progresse par rapport à celle des lasers CO2.
Si la capacité de production prévue pour 2026 est intégrée au plan, les commandes d'équipements passées au deuxième trimestre devraient arriver à temps pour le démarrage au quatrième trimestre. Les commandes du troisième trimestre ne seront pas prêtes pour la période des fêtes de fin d'année. Les délais de livraison des équipementiers pour les lasers à fibre de plus de 12 kW varient de six à neuf mois pour les nouvelles installations.
Questions fréquemment posées

Q : Un laser CO2 peut-il découper de la tôle en production ?
Voir la réponse
Q : Quelle épaisseur de métal un laser peut-il découper ?
Voir la réponse
Q : Quelle est la tolérance pour la découpe laser de tôles ?
Voir la réponse
Q : Découpe laser de tôlerie ou découpe plasma CNC — laquelle est la meilleure ?
Voir la réponse
Q : Faut-il obligatoirement effectuer la découpe laser à partir d'un fichier CAO ?
Voir la réponse
Q : Quel est le coût par pièce pour les séries de production ?
Voir la réponse
Articles Relatifs
- Machines de découpe laser à fibre industrielles pour la production en série
- Comment spécifier une machine de découpe laser à fibre pour les ateliers à production diversifiée ? ...
- Explication des classes de qualité des bords selon la norme ISO 9013 pour les acheteurs
- Laser vs plasma vs jet d'eau : une matrice de décision pour les fabricants
Références et sources
- ISO 9013:2017 Découpe thermique — Classification des découpes thermiques — Organisation internationale de normalisation
- Découpe laser – Wikipédia (référence sur le processus et l'historique)
- Dangers du laser — Administration américaine de la sécurité et de la santé au travail
- Rapport sur le marché des machines de découpe laser 2026-2031 – Mordor Intelligence
- Découpe au plasma vs découpe au laser – Référence technique Hypertherm
L'équipe à l'origine de ce rapport
Ce guide synthétise les tolérances de découpe thermique de la norme ISO 9013:2017, les fiches techniques des fabricants de lasers à fibre pour la gamme de puissance de 1 kW à 15 kW, les données de volume de recherche d'avril à septembre 2025 pour le groupe de mots-clés lié à la découpe laser de tôles, et les projections de marché de Mordor Intelligence pour 2026-2031. Les tableaux d'épaisseur et les valeurs de tolérance reflètent les pratiques courantes en production, tant pour les systèmes à fibre que pour les systèmes CO2. Il est conseillé aux utilisateurs de comparer les résultats avec les spécifications de leurs machines et d'effectuer un essai de découpe avant de lancer la production.






