




En soudage ou tout autre travail artisanal, la technique, la force appliquée, le matériau utilisé et de nombreux autres aspects influent sur la qualité et la résistance du produit final. Parmi les nombreux aspects du cuivre, la soudure elle-même est un élément essentiel. Malheureusement, des expressions telles que « soudure arrière » et « soudure de renfort » sont souvent mal comprises, ce qui prête à confusion, même chez les utilisateurs expérimentés. Cet article a pour objectif de montrer les différences entre ces deux méthodes et d'expliquer leurs avantages, leurs utilisations et leur contribution aux procédés de soudage. Si l'espace le permet, cet article explique comment le renfort en cuivre est appliqué dans ces méthodes de soudage et les avantages spécifiques de chacune d'elles.
Qu'est-ce qu'une soudure de support et pourquoi est-elle utilisée ?

Acquérir les fondamentaux des joints de soudure
Les joints soudés peuvent être définis comme les points ou les arêtes de deux ou plusieurs matériaux (généralement des métaux), fixés lors du soudage. Les principaux types de joints soudés sont les joints bout à bout, les joints d'angle, les joints à recouvrement, les joints de rive et les joints en T. Chacun diffère des autres par certains aspects et est sélectionné en fonction de la conception, des capacités de charge et des matériaux utilisés. Le choix et la préparation appropriés d'un joint soudé sont essentiels à sa résistance, sa durabilité et son efficacité.
L'importance d'une bande de support en soudage
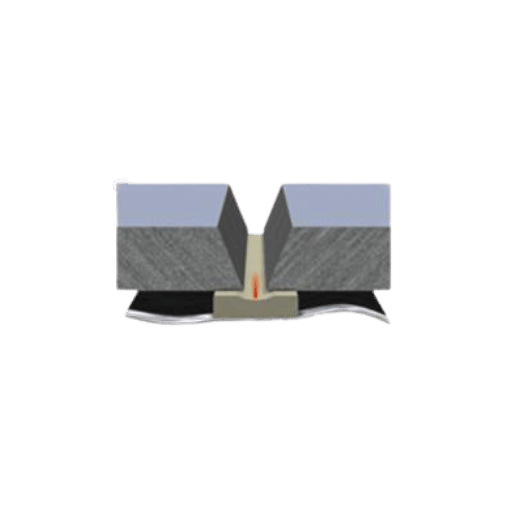
L'une des caractéristiques les plus importantes d'une bande de support est la garantie d'une soudure de haute qualité, notamment pour les joints soudés de forte épaisseur. Appliquée à l'arrière du joint, elle facilite le support et assure la fusion complète des métaux de base pour le soudage. Elle contribue à réduire les défauts de soudure en empêchant le métal fondu de s'écouler. Ces défauts comprennent une pénétration incomplète, une porosité et un manque de fusion.
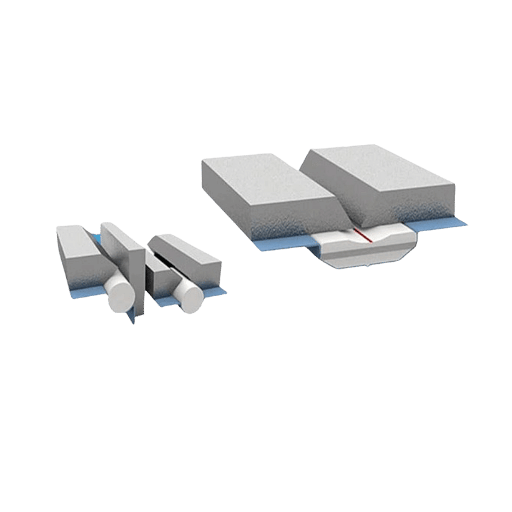
Les bandes de support sont souvent fabriquées dans le même matériau que les métaux de base à souder, comme le cuivre ou l'acier, et peuvent être permanentes ou amovibles selon le cas. Par exemple, les bandes de support en cuivre sont irréprochables, car leur support contribue à dissiper la chaleur et à éviter une déformation excessive du métal. L'utilisation de bandes de support en céramique est relativement récente. avance de la technologie, et ils sont connus pour supporter de nombreuses applications rigides en raison de leur stabilité à haute température.
En soudage par le dessous, les bandes de renfort sont utiles lorsqu'il est impossible d'accéder à l'autre côté du joint. Comme dans la construction navale et la construction de pipelines, les bandes de renfort soutiennent les soudures à percer et à renforcer, contribuant ainsi à la résistance structurelle. Certains chercheurs suggèrent que, dans ces cas, les bandes de renfort peuvent augmenter la durabilité d'une soudure en réduisant son risque de rupture sous charge.
Il est essentiel que la bande de support soit installée avec précision, faute de quoi des défauts et des performances médiocres seront plus probables. L'inspection, le montage et le choix des matériaux doivent être effectués avec le plus grand soin pour obtenir les performances souhaitées des bandes de support lors des opérations de soudage.
Savoir quand utiliser un support dans les projets de soudage
Le support de soudure est recommandé pour les projets de soudage par fusion lorsqu'il est nécessaire de renforcer la solidité et la fiabilité des soudures. Il est utile dans les applications nécessitant une pénétration totale, comme les soudures structurelles ou les systèmes haute pression. Utilisez-le pour travailler sur des matériaux sensibles aux défauts de racine et lorsque le joint de soudure nécessite un support supplémentaire pour supporter la charge. Cette technique permet d'obtenir un alignement optimal des pièces soudées, de réduire les défauts et d'accroître l'intégrité et la résistance du joint.
De quelles manières le support en cuivre améliore-t-il la qualité de la soudure ?
Avantages du cuivre et ses propriétés dans l'évolution du soudage.
Grâce à son excellente conductivité thermique et électrique, le cuivre est efficace dans les applications de soudage. Sa conductivité thermique élevée minimise la surchauffe tout en garantissant un chauffage adéquat de la soudure, réduisant ainsi le risque de défauts. De plus, sa surface est non réactive, minimisant ainsi la contamination. Sa résistance et sa souplesse permettent son utilisation dans de nombreuses configurations d'assemblage, assurant ainsi un meilleur maintien du joint soudé et améliorant son degré de pénétration. Cela améliore la qualité de la soudure et renforce sa fiabilité dans les applications critiques.
Application du support en cuivre dans le soudage des pipelines
Le soudage des pipelines est facilité par l'utilisation de supports en cuivre, car ils offrent un support stable à la soudure et améliorent le contrôle de la chaleur. Ils assurent une dispersion uniforme de la chaleur, évitant ainsi les problèmes courants tels que les déformations et les brûlures, et garantissent des soudures précises lors des applications critiques. La résistance du cuivre et sa fusion aux contaminants améliorent également la propreté et la régularité des soudures, ce qui en fait un outil essentiel pour préserver l'intégrité structurelle des pipelines.
Comparaison entre les matériaux de support en céramique et en cuivre
- Résistance à la chaleurLes supports céramiques sont excellents en cas de températures très élevées. Ils sont très résistants aux variations de température, car ils peuvent supporter des déformations. Le cuivre peut supporter une chaleur importante, tout en étant capable de supporter davantage de contraintes thermiques.
- Réutilisabilité. Les supports en cuivre sont très résistants et solides, ils peuvent donc être réutilisés plusieurs fois tandis que les supports en céramique, en raison de leur nature fragile, sont sujets aux fissures et sont à usage unique.
- Qualité de soudage. Le cuivre améliore également la qualité de la soudure ; les contaminations sont réduites car les supports sont plus propres. Pour le reste, le cuivre n'est pas très utile. Comme indiqué précédemment, la céramique est efficace, mais elle constitue une barrière efficace pour le métal en fusion, même si elle peut être endommagée si elle n'est pas entretenue.
- Rapport coût-efficacité. Le support en porcelaine est plus cher, mais le cuivre est plus cher au départ. Le cuivre, quant à lui, permet de réaliser d'importantes économies après utilisation grâce à sa robustesse, sa durabilité et son caractère non périssable.
Après avoir analysé les différents arguments en faveur de chaque matériau, il devient évident que tout dépend des particularités du fonctionnement de la robotique de soudage ; le type de commande, la puissance de la soudure, les moyens financiers.
Différentes techniques de soudage des soudures de support
Amélioration des soudures de support en optimisant les procédures avec le soudage TIG
Pour améliorer l'efficacité des procédures de soudage TIG avec soudures de soutien, les pratiques suivantes doivent toujours être respectées :
- Préparation conjointe – Coupez le joint de manière à obtenir une surface propre, exempte d'huile, de rouille, de saleté et d'autres contaminants indésirables. Cette préparation prévient les défauts de soudure et améliore la qualité globale de la soudure.
- Contrôle de la chaleur – Contrôlez très soigneusement le courant de sortie du soudeur et la chaleur du soudeur pour vous assurer qu'il n'y a pas de surchauffe de la pièce à usiner, car cela peut entraîner la fusion du matériau de support et de la soudure, endommageant ainsi l'intégrité de la soudure.
- Choix de l'électrode – Utiliser une électrode en tungstène parfaitement adaptée au matériau à souder. Par exemple, utiliser du tungstène thorié à 2 %, plus adapté aux soudures de précision de haute qualité.
- Compatibilité du matériau de support – Le matériau de support est utilisé pour soutenir la pièce et doit être compatible avec la pièce pour un meilleur support et moins de contraintes thermiques pendant le soudage.
Le respect de ces étapes permet de résoudre les problèmes courants tels que la porosité ou la fusion incomplète, ainsi que les problèmes de qualité et d'uniformité de la soudure.
Obtention d'une pénétration complète grâce à la procédure de soudage
En soudage, il existe quelques éléments qui, s'ils sont correctement traités, permettront d'obtenir une pénétration complète.
- Préparation adéquate du joint - Soigneusement nettoyer les surfaces de soudure pour éliminer matériaux indésirables et préparez le joint en alignant et en aidant le biseau si nécessaire.
- Apport de chaleur optimal – Pour l’épaisseur du métal de base définie, sélectionnez l’ampérage et la tension appropriés pour le matériau de base afin que la soudure soit garantie de pénétrer complètement dans le joint.
- Vitesse de déplacement correcte – Avec une vitesse de déplacement constante et contrôlée, il ne faut pas permettre une chaleur excessive afin d'éviter une surchauffe ou une sous-coupe.
- Utilisation de techniques de support – Le cas échéant, une barre de support ou un gaz de purge peut être utilisé pour contrôler le bain de soudure et permettre une pénétration complète.
En contrôlant ces facteurs, une fusion complète du joint peut être obtenue, ce qui donne une soudure plus solide et plus fiable.
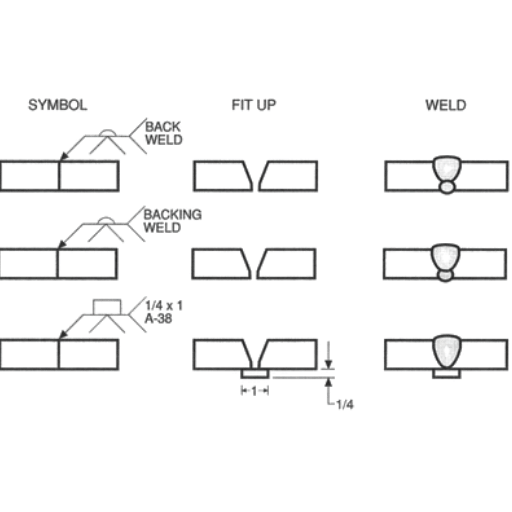
Importance du symbole de soudure dans les procédés de soudure arrière
Les symboles de soudure sont un élément essentiel des procédés de soudage par retour, car ils facilitent l'échange d'informations claires concernant les exigences de soudure et autres informations. Chaque symbole permet d'attribuer des informations sur la configuration du joint et la procédure de soudage requise, ainsi que sur les résultats souhaités pour la soudure finale. Les normes AWS (American Welding Society) soulignent que les symboles de soudure sont des éléments fondamentaux permettant d'éviter toute interprétation erronée pendant les phases de fabrication et de construction.
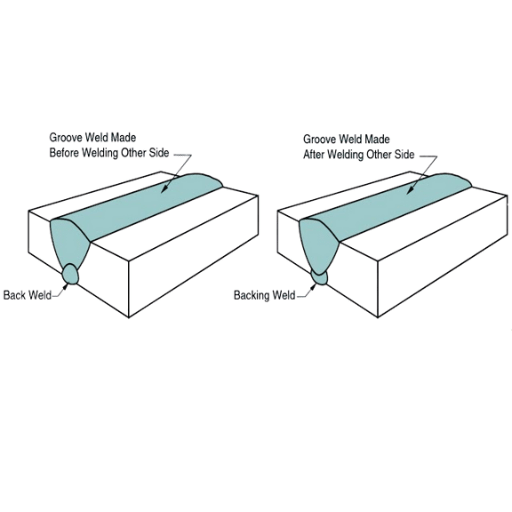
Le symbole de soudure arrière, en particulier, fait référence au placement et à la méthode d'application de l'armature de soudure sur le côté opposé d'un joint. Cela permet de garantir la pénétration complète et l'intégrité structurelle du joint soudé. Son importance est particulièrement marquée dans les situations soumises à de fortes contraintes, comme dans les appareils à pression et les structures aérospatiales, ainsi que dans les systèmes de tuyauterie où les soudures sont réalisées en raison d'une épaisseur incomplètement pénétrée, car de tels défauts peuvent entraîner des défaillances désastreuses. Il est prouvé qu'un système clair et sans ambiguïté de symboles de soudure réduit le taux d'erreur jusqu'à 30 % et améliore l'efficacité des projets.
Les symboles de soudure garantissent également l'exactitude des détails, ce qui facilite la communication entre les ingénieurs concepteurs, les fabricants et les inspecteurs qualité. Cela minimise les retouches nécessaires et renforce le respect des critères de contrôle qualité, comme la norme ISO 5817, qui contrôle le niveau de défauts et d'imperfections des soudures. De plus, les systèmes de CAO modernes intègrent des bibliothèques de symboles de soudure, éliminant ainsi la saisie manuelle et réduisant ainsi le risque d'erreurs typographiques, tout en garantissant l'uniformité des informations fournies dans les dessins techniques. Le respect de ces recommandations garantit aux professionnels la qualité des soudures arrière requise, conformément aux exigences de sécurité et de performance opérationnelles.
Aspects de retouche pour obtenir une qualité de soudure avec support.

Stratégies en ligne pour obtenir une pénétration articulaire complète (CJP)
Afin d’obtenir une pénétration articulaire complète (PEC), mettez en œuvre les stratégies ci-dessous :
- Préparation conjointe appropriée : Nettoyez et préparez soigneusement les métaux de base en éliminant toute rouille, huile ou débris afin d’obtenir une pénétration optimale de la soudure.
- Conception de rainure correcte:Utilisez un angle de rainure et une ouverture de racine appropriés en fonction de l'épaisseur du matériau et des exigences du processus de soudage.
- Préchauffer selon les besoins : Le préchauffage du matériau est utile et réduit le risque de défauts de soudure, notamment pour les aciers épais ou alliés. Respectez les prescriptions des codes de soudage en vigueur.
- Sélectionnez le matériau de remplissage approprié : Choisissez un matériau de soudage d'apport qui correspond au métal de base travaillé pour assurer la résistance pendant et après le soudage.
- Utiliser des matériaux de support : Fixez des barres de support, des anneaux ou des bandes en céramique qui permettront de soutenir le bain de soudure afin d'obtenir une pénétration complète.
- Pratique qualifiée : Faites appel à des soudeurs certifiés, hautement qualifiés, capables de garantir qu’une technique uniforme est exécutée de manière cohérente tout en respectant les spécificités du projet.
Ensemble, ils augmentent les chances d’obtenir une soudure CJP fiable et cohérente dans les limites de sécurité et de structure.
Stratégies de préparation de la racine d'un joint de soudure
- Nettoyer la zone racinaire : Assurez-vous que la racine du joint soudé est exempte de graisse, d'huile, de rouille ou de saleté susceptible de le contaminer. Pour les joints non soudés, utilisez une brosse métallique ou une meuleuse. Pour les joints soudés, utilisez un nettoyant chimique.
- Préparation des bords : Préparez les bords du joint avec une technique de soudage appropriée, comme un chanfrein ou une rainure, pour une pénétration adéquate. Utilisez les conceptions de joints prescrites par les codes de soudage en vigueur.
- Alignement correct : Assurez-vous que le joint est correctement positionné afin que l'espace entre les racines soit constant. Cela permet d'éviter les conditions pouvant entraîner une mauvaise fusion de la soudure.
- Préchauffer si nécessaireLors du travail de certains métaux, préchauffez-les pour contrôler les contraintes thermiques et minimiser les défauts tels que les fissures. N'oubliez pas que le préchauffage dépend de la qualité spécifique du matériau.
- Vérification de l'espacement des racines : Vérifiez l'écartement des racines et assurez-vous qu'il est conforme aux exigences du procédé de soudage choisi. L'écartement du joint doit être constant sur toute sa longueur.
L’application de ces mesures garantira que les soudures produites seront d’une résistance optimale et ne présenteront aucun défaut.
Maximiser l'utilisation des techniques de meulage en soudage
Complémentaire au soudage, le meulage peut être utile pour améliorer la qualité de la soudure. Avant le début du soudage, le meulage doit être effectué afin d'éliminer la rouille, la peinture et autres contaminants de surface. Cela permet une pénétration plus profonde de la soudure tout en réduisant les risques de défauts multiples. Après le soudage, le meulage peut servir à polir le cordon de soudure en éliminant les scories et les projections. Cela améliore l'intégrité structurelle et l'esthétique de la soudure. La soudure finale est optimale lorsque les outils et les abrasifs sont adaptés au métal travaillé. Il est conseillé de suivre les consignes de sécurité pour une procédure de meulage en toute sécurité, notamment le port de vêtements de protection.
Cherchant à comprendre les distinctions entre les soudures de support et les joints soudés.
Comparaison entre la soudure arrière et la soudure principale.
La soudure principale, également appelée soudure principale, est une soudure de définition réalisée pour fusionner deux composants métalliques d'une structure afin d'en garantir la continuité. Cette figure illustre la soudure principale la plus complexe d'une structure.
Une soudure arrière est une soudure réalisée sur l'envers d'un joint afin de soutenir la soudure principale si nécessaire. Il s'agit d'une forme de soudure en rainure unilatérale. Les soudures arrière sont utilisées pour certains joints nécessitant une détente des contraintes afin d'assurer une pénétration complète et d'éliminer les vides ou les défauts de fusion, notamment dans les joints soumis à de fortes contraintes.
Les distinctions clés se situent notamment dans leurs objectifs et leur emplacement. Alors que la soudure principale vise à assurer une bonne connexion, la soudure arrière vise à améliorer la résistance et, par conséquent, la fiabilité. Ces deux éléments sont tout aussi importants pour obtenir des assemblages de qualité, exempts de défauts, dans les applications critiques.
Le côté de la soudure : avant contre arrière
La face avant de la soudure désigne la surface ou le côté du joint sur lequel, dans la plupart des cas, est déposé le cordon de soudure principal. Il s'agit principalement de la face visible de l'élément et elle est essentielle à la résistance de la soudure.
L'arrière de la soudure est l'endroit où des travaux supplémentaires, comme des soudures de renfort, sont réalisés si nécessaire pour renforcer la connexion. Ce côté assure une pénétration complète et corrige les éventuels défauts, comme une fusion incomplète, améliorant ainsi l'intégrité de la soudure. Pour les applications critiques, les deux extrémités doivent être vérifiées et traitées correctement afin d'obtenir une soudure fiable, soumise à certaines normes.
Situations où des soudures arrière ou de soutien sont nécessaires
Ces méthodes de soudage sont souvent utilisées dans des secteurs où l'intégrité des joints est aussi importante que l'industrie aéronautique, la construction d'appareils sous pression, la tuyauterie et la construction de structures. Elles présentent un avantage considérable lorsqu'une bonne pénétration est requise et qu'un faible risque de rupture due aux contraintes ou à la pression exercées sur les joints est requis.
Par exemple, pour le soudage de tubes, le soudage arrière garantit une pénétration complète de la racine de la soudure interne et une résistance optimale, indispensable aux canalisations transportant des liquides et des gaz à haute pression. De même, pour la fabrication de récipients sous pression, le soudage arrière contribue à renforcer l'assemblage afin que le récipient puisse supporter la pression interne sans compromettre la structure.
Les données montrent que certains secteurs, comme la pétrochimie et la production d'énergie, ont tendance à recourir au soudage arrière afin de respecter des normes de sécurité strictes. Il a été prouvé que la mise en œuvre correcte des procédures de soudage arrière pendant la fabrication réduit les défaillances de soudure jusqu'à 40 %, ce qui illustre son efficacité pour améliorer la fiabilité.
De plus, les soudures arrière sont essentielles pour respecter les codes et normes de soudage, tels que l'ASME ou l'AWS. Ces directives recommandent ou imposent fréquemment des soudures arrière ou arrière pour les applications d'assemblage critiques afin d'améliorer la sécurité et la fonctionnalité. Ces méthodes, qui renforcent la fusion des pores tout en corrigeant les défauts, sont des éléments essentiels des méthodes de soudage modernes.
Questions fréquentes
Q : Différencier la soudure arrière de la soudure de support.
R : Une soudure arrière est réalisée après la soudure de la face avant, tandis qu'une soudure de renfort est réalisée avant la soudure principale. Une soudure de renfort s'intègre au joint lors de la fusion, tandis qu'une soudure de renfort renforce la soudure principale.
Q : Quels matériaux sont les plus populaires pour les soudures de support ?
R : Une soudure de renfort peut être réalisée à partir de plusieurs matériaux, tels que le cuivre, la céramique ou même les métaux de base des matériaux à souder. La popularité du cuivre tient à sa conductivité thermique et à ses propriétés antiadhésives. D'autres soudeurs utilisent des bandes de renfort temporaires en feuille de cuivre ou autres matériaux, qui sont ensuite retirées après le soudage.
Q : Quel est l’impact du support en cuivre sur le processus de soudage ?
R : Le support en cuivre facilite la gestion du bain de soudure et atténue le risque de brûlure lors de la passe de racine. En tant que dissipateur thermique, il permet une pénétration plus douce sur la face avant et des soudures de meilleure qualité. La feuille de cuivre permet de positionner et de dimensionner facilement le cordon de soudure à l'aide de lignes de référence.
Q : Quand est-il nécessaire de réaliser d’abord une soudure de support ?
R : Dans certaines applications complexes et critiques, le WPS exige qu'une soudure de renfort soit réalisée au préalable pour garantir la pénétration et le soutien complets de la soudure principale. Ceci est particulièrement vrai pour les assemblages soumis à de fortes contraintes et les matériaux plus épais, où il existe un risque inhérent d'endommagement ou de déformation du joint de soudure.
Q : Le support en cuivre est-il adapté à tous les métaux ?
R : Malgré sa polyvalence, le support en cuivre n'est pas compatible avec tous les métaux. Les alliages d'acier inoxydable et la plupart des aciers le sont. Cependant, certains alliages d'aluminium sensibles au cuivre nécessitent d'autres supports. Consultez toujours votre DMOS ou un ingénieur soudeur pour connaître la compatibilité des matériaux.
Q : Comment se débarrasser du support en cuivre une fois le soudage terminé ?
R : Le support en cuivre est conçu pour être retiré et n'est donc pas fixé mécaniquement à la soudure. Après le soudage, il peut généralement être retiré en le tapotant légèrement ou en le soulevant du cordon de soudure. Dans certains cas, un gougeage, ou un gougeage arrière, permettant d'éliminer les résidus de cuivre pour garantir un profil de soudure propre, peut être nécessaire. Respectez toujours les mesures de sécurité lorsque vous travaillez avec des matériaux de support.
Q : Pourriez-vous nous parler de certains avantages de l’utilisation d’un support en cuivre pour le soudage ?
R : Le support en cuivre offre de nombreux avantages, tels que la réduction du percement sur les matériaux plus minces, l'amélioration du maintien du bain de soudure lors de la pénétration, l'amélioration de l'aspect de la racine de la soudure et la réduction du besoin de gougeage. De plus, il favorise une vitesse de soudage plus rapide et réduit les trous de soudure ou autres défauts dans la passe de racine.
Q : Quels sont les inconvénients de l’utilisation d’un support en cuivre sur une soudure ?
R : Le support en cuivre présente certains avantages. Il peut engendrer des coûts supplémentaires en matériaux et en temps de préparation, nécessiter un dispositif de fixation spécifique et, s'il n'est pas utilisé correctement, entraîner l'inclusion de cuivre dans la soudure. De plus, le support doit être coupé, ce qui complique le soudage.
Sources de référence
- Titre: Estimation de la pénétration du soudage de support GMA en fonction des paramètres de géométrie du bain de soudure
- Auteurs: Junfen Huang, Long Xue, Jiqiang Huang, Yong Zou, Ke Ma
- Journal: Journal chinois de génie mécanique
- Date de publication: 2019-06-18
- Principales constatations:
- L'objectif de cette recherche est d'estimer le soudage de soutien en utilisant les procédés Gas Metal Arc (GMA) grâce à l'analyse de la géométrie du bain de soudure.
- Cela a permis de mieux comprendre l'optimisation des méthodes de soudage dans le modèle proposé par les auteurs, qui reliait les paramètres de géométrie du bain de soudure à la profondeur de pénétration.
- Méthodologie:
- Pour développer un modèle prédictif de la profondeur de pénétration, les chercheurs ont entrepris des expériences et calculé la géométrie du bain de soudure formé lors du soudage GMA.
- Titre: Étude sur la soudure de support d'un tube de four en alliage MANAURITE 900
- Auteurs: Wang Xiaoju
- Journal: Technologie de travail à chaud
- Date de publication: 2021-04-28
- Principales constatations:
- L'utilisation de tubes de four en alliage MANAURITE 900 exige une attention particulière pour préserver l'oxydation et garantir la qualité de la soudure. Cet article souligne également la nécessité de protéger la face arrière de la soudure lors du soudage de renfort.
- Comme l’a montré l’étude, l’utilisation d’un flux de soudage protégé particulier a amélioré la qualité de la soudure et diminué l’oxydation.
- Méthodologie:
- L'auteur a testé la qualité de la soudure avec plusieurs tests après avoir comparé les techniques classiques de soudage par support avec un flux particulier au soudage par support avec un flux spécifique.
- Titre: Simulation numérique de l'effet des plaques de support sur la température du joint et la qualité de la soudure dans l'air et le soudage par friction-déflagrant immergé de AA2014-T6
- Auteurs: N. Ghetiya, Kaushik M. Patel
- Journal: Le Journal international des technologies de fabrication avancées
- Date de publication: 2019-08-29
- Principales constatations:
- Cette recherche explore l'impact des plaques de support sur la distribution de la température et la qualité de la soudure lors du soudage par friction-malaxage de l'alliage d'aluminium AA2014-T6.
- Les résultats suggèrent que les plaques de support, lorsqu'elles sont utilisées, peuvent améliorer considérablement la qualité de la soudure en préservant les conditions de température.
- Méthodologie:
- Les auteurs ont effectué des simulations numériques pour estimer les champs de température pendant le soudage par friction-soudure (FSW) et ont étudié comment différentes configurations de plaques de support impactent l'augmentation de la température et la qualité de la soudure.
- Titre: Effets du type à double rainure sur la pénétration de la soudure de support lors du soudage MAG vertical ascendant à l'arc oscillant
- Auteurs: X. Cai, S. Lin, Y. Cheng, D. Yang, C. Yang, C. Fan
- Journal: Le soudage dans le monde
- Date de publication: 2019-06-01
- Principales constatations:
- Cette étude examine les effets de divers types de doubles rainures sur la pénétration de la soudure de support dans le soudage MAG vertical ascendant à l'arc oscillant.
- La recherche arrive à la conclusion que certaines configurations de rainures peuvent faciliter la pénétration et améliorer la qualité de la soudure.
- Méthodologie:
- Les auteurs ont réalisé un soudage expérimental avec différentes configurations de rainures et ont calculé la pénétration et la qualité de la soudure résultante.
- Soudage
- Acier






