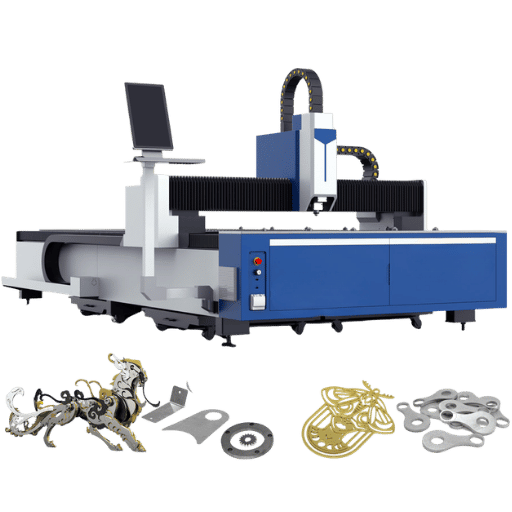
A Faserlaserschneidmaschine ist ein industrielles CNC-Werkzeug, das einen Hochleistungs-Ytterbium-Faserlaserstrahl mit einer Wellenlänge von ca. 1.06 µm und ein Hochdruck-Hilfsgas verwendet, um Metall in einem schmalen Schnitt zu schmelzen und auszublasen. Ob Sie nun Ihre erste Bearbeitung durchführen oder nicht Laser-Metallschneidmaschine Ob es um den Austausch einer verschlissenen Plasmaschneidanlage geht – die Entscheidung hängt von vier Faktoren ab: der benötigten Leistung, der Materialstärke, dem verwendeten Schutzgas und den tatsächlichen Kosten über fünf Jahre. Dieser Leitfaden klärt alle Fragen anhand von geprüften Herstellerangaben und den geltenden Sicherheitsstandards für diese Maschinen.
Kurzspezifikationen: Faserlaserschneidmaschine
| Strahlquelle | Ytterbium-dotierter Faserlaser (Festkörperlaser) |
| Wellenlänge | ~1,060–1,080 nm (1.06 µm, Nahinfrarot) |
| Leistungsbereich | 1 kW (Einstiegsklasse) bis 30 kW (Ultra-Hochleistungsklasse) |
| Bettgrößen | 3015 (1.5 × 3 m / 4 × 8 ft) bis 6020 |
| Hilfsgase | Sauerstoff (Kohlenstoffstahl), Stickstoff (Edelstahl/Aluminium), Druckluft (Dünnblech) |
| Energieversorgung | 3-phasig 220 V / 380 V industriell |
| Sicherheitsklasse | Eingeschlossene Klasse 1 gemäß FDA 21 CFR 1040.10 / IEC 60825-1 |
Ist eine Faserlaserschneidmaschine das Richtige für Ihren Betrieb?
Eine Faserlaserschneidanlage macht sich lohnen, wenn Sie Bleche oder Rohre in großen Mengen im eigenen Haus schneiden und saubere Schnittkanten ohne Nachbearbeitung wünschen. Die Anlage amortisiert sich am schnellsten für Betriebe, die das Schneiden derzeit auslagern oder eine Plasmaschneidanlage betreiben, die ständig nachgeschliffen werden muss. Für das Schneiden von Holz, Acryl oder anderen Nichtmetallen ist ein CO₂-System besser geeignet, da die Wellenlänge der Faser von den meisten Nichtmetallen reflektiert wird und auf die Absorption von Metallen abgestimmt ist.
Mechanisch gesehen, jeder CNC-Faserlaser Der Schneidkopf verfügt über die gleiche Architektur: eine Faserlaserquelle, einen Strahlkollimator, einen Schneidkopf mit Fokussieroptik und Gasdüse sowie ein CNC-Bewegungssystem, das die X-, Y- und Z-Achse antreibt. Ein grundlegendes Patent für das Faser-Blechschneiden (WO2009016645A2) beschreibt genau diese Kette. Die optische Faser dient sowohl als Verstärkungsmedium, das das Licht verstärkt, als auch als Übertragungskabel. Deshalb sind Faserlaser kompakt und benötigen deutlich weniger Justierung als die spiegelbasierten CO₂-Laser, die sie ersetzt haben. Die Physik des Strahls selbst wird in unserer Einführung erläutert. Was ein Faserlaser ist.
Bevor Sie sich für die richtige Leistungsstufe entscheiden, notieren Sie sich das dickste Werkstück, das Sie in der Serienproduktion bearbeiten, und das verwendete Metall. Diese Information bestimmt 80 % der benötigten Maschinenleistung. Kunden, die ihre Maschine nur gelegentlich für dicke Werkstücke auslegen, geben unnötig viel Geld für Leistung aus, da sie die meiste Zeit des Jahres ungenutzt bleibt.
Wie viel Laserleistung benötigen Sie? Die Watt-zu-Dicken-Schneidmatrix
Die meisten Käufer benötigen deutlich weniger Leistung als in den Prospekten angegeben. Ein 1.5-kW-Faserlaser schneidet Kohlenstoffstahl bis zu ca. 12 mm und Edelstahl bis zu 5 mm sauber; eine 3-kW-Maschine erreicht etwa 20 mm Kohlenstoffstahl und 10 mm Edelstahl. Leistung bestimmt die Materialstärke und Schnittgeschwindigkeit, nicht die Präzision; eine 1-kW- und eine 12-kW-Maschine schneiden ein 2 mm dickes Werkstück mit der gleichen Toleranz.
Das Watt-zu-Dicken-Schneidmatrix Im Folgenden werden veröffentlichte Schnitttabellen verschiedener Hersteller in einer aufeinander abgestimmten Referenz zusammengefasst.
| Laserleistung | Kohlenstoffstahl (O₂) | Edelstahl (N₂) | Aluminium (N₂) | Messing / Kupfer | Typische Rolle |
|---|---|---|---|---|---|
| 1.0 kW | 8 – 10 mm | 3 – 4 mm | 3 – 4 mm | 2 – 3 mm | Dünnes Blech, Beschilderung |
| 1.5 kW | 12mm | 5mm | 4mm | 4mm | Eingang / Lichtkonstruktion |
| 2.0 kW | 16mm | 8mm | 6mm | 5mm | Vielseitiger Lohnbetrieb |
| 3.0 kW | 20mm | 10mm | 8mm | 8mm | Kommerzieller Sweet Spot |
| 4.0 kW | 22mm | 12mm | 10mm | 8mm | Höherer Durchsatz |
| 6.0 kW | 25mm | 16mm | 12mm | 10mm | Schwere Fertigung |
| 12 kW | 40mm | 30mm | 30mm | 20mm | Dicke Platte |
| 20 kW | 60mm | 45mm | 40mm | 30mm | Hochvolumenplatte |
| 30 kW | > 100 mm | 50mm | 40mm | 40mm | Spezial-Dickplatten |
Die veröffentlichten Dickenangaben variieren je nach Hersteller und Schnittbedingungen. Die hier angegebenen Werte basieren auf den Schnitttabellen der Hersteller und geben die maximale Schnittgenauigkeit an, nicht die für die Produktion optimierte Dicke. Die Wattzahl allein entscheidet nicht über einen sauberen Schnitt; Vorschubgeschwindigkeit, Düsenkonstruktion und Art des Hilfsgases sind ebenso wichtig wie die Leistung. Nutzen Sie diese Tabelle daher zur Vorauswahl und überprüfen Sie dies anschließend mit einem Probeschnitt in Ihrem eigenen Metall.
Wie dick kann ein 2000-W-Faserlaser schneiden?
Eine 2,000-W-Faserlaserschneidanlage (2 kW) schneidet Kohlenstoffstahl bis ca. 16 mm mit Sauerstoff, Edelstahl bis 8 mm mit Stickstoff und Aluminium oder Messing bis 5–6 mm sauber. Dies sind die Grenzwerte für saubere Schnittkanten; die Anlage kann zwar auch dickere Bleche durchtrennen, die Schnittkante wird jedoch rauer und die Schnittgeschwindigkeit sinkt stark. Im täglichen Produktionsbetrieb sollte eine 2-kW-Anlage maximal mit zwei Dritteln ihrer maximalen Nenndicke betrieben werden.
⚠️ Wichtig
Die Angabe „maximale Dicke“ in einem Datenblatt ist eine Marketingvorgabe, kein Produktionsziel. Branchenrichtlinien sind in diesem Punkt eindeutig: Maximale Dickenangaben sind irreführendDie tatsächliche Leistung hängt von der Leistung, dem Hilfsgas und der Strahlqualität ab. Schneiden an der Nennleistungsgrenze bedeutet geringere Schnittgeschwindigkeiten, rauere Schnittkanten und höhere Gaskosten pro Werkstück. Dimensionieren Sie die Anlage für eine saubere, wiederholbare Produktion und planen Sie ausreichend Spielraum ein.
Welche Metalle lassen sich mit einem Faserlaser schneiden und wie sauber?
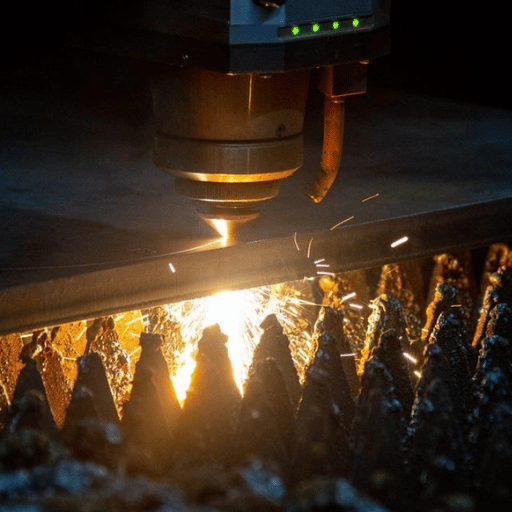
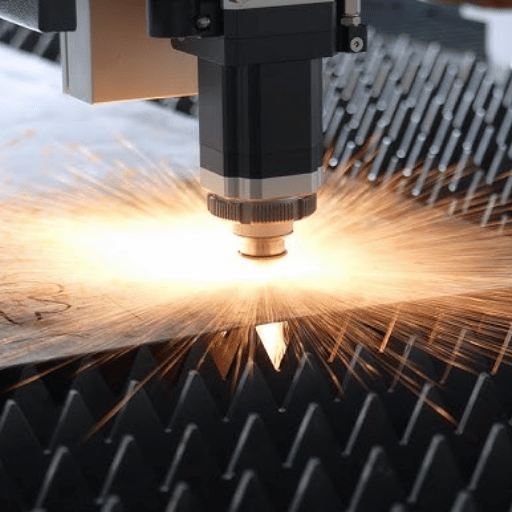
Eine Faserlaserschneidmaschine schneidet alle gängigen Industriemetalle: Kohlenstoffstahl, Baustahl, Edelstahl, Aluminium, Messing, Kupfer, Titan und verzinktes Blech. Die Wellenlänge wird von Metall gut absorbiert, daher … Laser-Stahlschneidemaschine Die auf Fasertechnologie basierende Technologie bewältigt reflektierende Metalle, die früher CO2-Röhren zerstörten. Der Haken dabei ist das Hilfsgas: Sauerstoff für Kohlenstoffstahl (schnell, oxidierte Kante), Stickstoff für Edelstahl und Aluminium (langsamer, helle, saubere Kante) und Druckluft für dünne Bleche (am kostengünstigsten).
| Metall | Schneidfähigkeit | Hilfsgas | Praxishinweis |
|---|---|---|---|
| Kohlenstoffstahl / Baustahl | Ausgezeichnet | Sauerstoff | Am schnellsten; Oxidschicht an der Kante |
| Edelstahl | Ausgezeichnet | Stickstoff | Glatte, schweißfertige Kante |
| Aluminium | Gut | Stickstoff / Luft | Reflektierend; benötigt Rückreflexionsisolierung |
| Messing | Moderat | Stickstoff | Höhere Leistung pro Millimeter als Stahl |
| Kupfer | Moderat | Stickstoff | Am besten reflektierend; ≥2 kW empfohlen |
| Titan | Gut | Stickstoff / Argon | Inertgas verhindert Oxidation |
| Stahl verzinkt | Gut | Sauerstoff / Luft | Zinkrauch; gut extrahieren |
| Werkzeugstahl | Gut | Sauerstoff | Langsamer als Baustahl |
| Nickel-Legierung | Moderat | Stickstoff | Hohe Leistung für dickere Abschnitte |
Welche Materialien lassen sich am besten mit einer Faserlaserschneidmaschine bearbeiten?
Eine Faserlaserschneidmaschine eignet sich am besten zum Schneiden von Metallen wie Kohlenstoffstahl, Edelstahl, Aluminium, Messing, Kupfer und Titan, jedoch nicht zum Schneiden von Nichtmetallen. Der 1.06 µm breite Laserstrahl wird von Metall absorbiert und von Holz, Acryl und den meisten Kunststoffen reflektiert. Daher ist für diese Materialien ein CO₂-Laser erforderlich. Moderne Faserlaserquellen verfügen über eine Rückreflexionsisolierung, die das sichere Schneiden von hochreflektierendem Kupfer und Aluminium ermöglicht, welche ältere Laserröhren in der Vergangenheit beschädigten.
📐 Technischer Hinweis
Der Hilfsgasdruck und der Düsenabstand beeinflussen die Schnittkantenqualität ebenso stark wie die Leistung. Beim Stickstoffschneiden von Edelstahl liegt der Druck typischerweise bei 15–25 bar; bei dickeren Blechen steigt der Druck auf 22–30 bar, der Verbrauch liegt bei etwa 40–120 m³/h. Diese Drücke und Durchflussmengen variieren stark je nach Blechdicke, Düse und Maschine; daher sollten sie als Bereiche und nicht als Sollwerte betrachtet werden. Der Stickstoffverbrauch ist ein wesentlicher Kostenfaktor; der Wechsel von dünnen Blechen (unter 3 mm) zu Druckluft kann die Gaskosten drastisch senken. Patent US6316743B1 dokumentiert das Verfahren zur Durchdringung mit hochreinem Sauerstoff, das für saubere Zündungen von Kohlenstoffstahl verantwortlich ist.
Faser- vs. CO2- vs. Plasma- vs. Wasserstrahlschneiden: Die 4 Schneidverfahren im Vergleich

Bei Blechen und Platten ist die Faserlaserschneidanlage hinsichtlich Präzision, Schnittkantenqualität und Stückkosten CO2-Laser, Plasma- und Wasserstrahlschneidanlagen überlegen, doch jede Methode hat nach wie vor ihre Nischenposition. Plasma ist in der Anschaffung günstiger und eignet sich für sehr dicke Bleche; Wasserstrahlschneidanlagen schneiden alles kalt und ohne Wärmeeinflusszone; CO2-Laser sind weiterhin führend bei Nichtmetallen. 4-Methoden-Schneid-Kompromisse stellt die tatsächlichen Entscheidungsfaktoren nebeneinander.
| Faktor | Faserlaser | CO2-Laser | Plasma | Wasserstrahl |
|---|---|---|---|---|
| Am besten geeignet, | Dünn- bis mitteldünnes Metall | Nichtmetalle + dickes Metall | Dickes leitfähiges Metall | Beliebiges Material, keine Hitze |
| Kantenqualität | Ausgezeichnet, nahezu kein Grat | Gut | Rau, muss geschliffen werden | Sehr gute |
| Dünnblechgeschwindigkeit | Schnellste | Moderat | Schnell, aber rau | langsam |
| Betriebskosten | Niedrig (Strom + Gas) | Höher (Gas + Optik) | Niedrig–mittel | Hoch (abrasiv) |
| Anschaffungskosten | Mittelhoch | Medium | Unterste | Hoch |
Hohe Leistungen haben die traditionelle Trennlinie verschoben. Mit mittlerweile gängigen 12- bis 30-kW-Quellen hat die Glasfasertechnik Einzug in die Dickplattenbearbeitung gehalten, die einst Plasma- und CO₂-Lasertechnik vorbehalten war, und dabei die saubere Schnittkante beibehalten. Einen detaillierteren Vergleich finden Sie in unserem Leitfaden zu [Link einfügen]. Plasmaschneiden vs. Laserschneiden.
Blech, Rohr oder 3D? Passendes Maschinenformat für Ihre Teile
Die Maschinenform ist ebenso wichtig wie die Leistung. Flachbett-Schneidemaschinen bearbeiten Bleche und Platten; spezielle Rohrlaser schneiden Rohre und Profile; Kombinations- und 5-Achs-3D-Maschinen beherrschen beides oder schneiden Formteile. Für gelegentliche Rohrbearbeitungen reicht es, eine Flachbett-Schneidemaschine zu kaufen und einen Drehaufsatz anzubringen, aber für die Serienfertigung von Rohren ist ein speziell dafür entwickelter Rohrlaser mit automatischer Beladung erforderlich.
- ✔ Pritschenwagen (3015 / 4020): Standardmäßig werden Bleche und Platten in den Größen 1.5×3 m und 2×4 m hergestellt, die in den meisten Geschäften verwendet werden.
- ✔ Röhrenlaser: Das Drehfutter schneidet runde, quadratische und profilierte Rohre; unverzichtbar für Geländer, Rahmen und Möbel.
- ✔ Kombi-Folie + Röhre: Die Dualplattform schaltet ohne zweite Maschine zwischen Flach- und Rohrformat um.
- ✔ 5-Achs-3D-Roboter: Schneidet geformte und geschweißte Baugruppen; Spezialanwendung in der Automobil- und Luftfahrtindustrie.
Wenn Rohrarbeiten mehr als nur gelegentlich anfallen, ist ein separater Laserschneiden von Rohren Die Vorbereitung zahlt sich aus, und die Kosten für Röhrenlaser Läuft höher als Flachbettmaschinen mit der gleichen Leistung.
Was eine Faserlaserschneidmaschine kostet (Preisspannen 2026)

Eine Faserlaserschneidmaschine kostet je nach Leistung, Tischgröße und Herkunftsland zwischen ca. 11,000 und über 1,000,000 US-Dollar. Daher ist ein einzelner Preis ohne technische Daten nicht aussagekräftig. Chinesische Direktvertriebsmaschinen sind ab ca. 10,000–15,000 US-Dollar erhältlich; westliche Systeme mit lokalem Service und Garantie kosten bei gleicher Leistung mehr. Die unten aufgeführten Preisspannen basieren auf Marktdaten von 2026 und dienen lediglich als Orientierungshilfe, nicht als verbindliches Angebot.
| Leistungsstufe | vom Westen geliefert | Direkt vom Hersteller in China | Optimale Bildschirmwahl |
|---|---|---|---|
| Eingang 1–1.5 kW | 20,000–40,000 USD | 10,000–15,000 USD | Dünnblech, Startups |
| Mittlerer Bereich 2–3 kW | 30,000–60,000 USD | 15,000–30,000 USD | Lohnfertiger |
| Hoch 6 kW | 60,000–90,000 USD | 30,000–50,000 USD | Schwere Fertigung |
| Ultra 12–30 kW | $85,000–$1,000,000+ | 50,000–150,000 USD | Dicke Platte, Volumen |
Die Einzelhandelspreisspannen werden aus Hersteller- und Marktlistendaten von 2026 zusammengestellt; die einzigen offiziellen Zahlen sind aggregierte Zollwertstatistiken (zum Beispiel). USITC DataWeb (für HS 8456.11), die Importwert und -menge, aber nicht den installierten Einzelhandelspreis erfassen. Die Werte variieren je nach Laserquellenmarke, Automatisierungsgrad und Wechselkursen. Bitte prüfen Sie diese stets mit einem aktuellen Angebot.
Wie hoch sind die Betriebskosten einer Faserlaserschneidmaschine, nicht nur die Anschaffungskosten?
Der Kaufpreis ist nur der Anfang. Eine Faserlaserschneidmaschine benötigt zusätzlich Stickstoff oder Sauerstoff, Strom für die Quelle und die Kühlung sowie Verbrauchsmaterialien wie Düsen und Schutzlinsen. Die Bearbeitung von stickstoffreichem Edelstahl ist der größte versteckte Kostenfaktor: Bei 22–30 bar und mehreren zehn Kubikmetern pro Stunde kann der Gasverbrauch mit dem von Strom vergleichbar sein. Käufer, die nur die Maschine, nicht aber die Betriebskosten über fünf Jahre berücksichtigen, kalkulieren in der Regel zu wenig.
Betriebskosten und Wartung: Die Zahlen, die Käufer vergessen
Eine Faserlaserschneidmaschine ist im Vergleich zu anderen Lasermaschinen kostengünstig im Betrieb, die Betriebskosten sind jedoch real und vorhersehbar. Die Faserquelle selbst hat eine Lebensdauer von ca. 100,000 Stunden und benötigt kein verbrauchbares Strahlmedium – ein wesentlicher Vorteil gegenüber CO₂-Lasern. Zu den regelmäßig anfallenden Kosten gehören Hilfsgas, Strom und Verschleißteile am Schneidkopf.
✔ Vorteile
- Faserquelle ~100,000 h, keine Nachfüllung von Schlauch/Gas
- Niedriger Stromverbrauch im Vergleich zu CO2-Emissionen bei gleicher Reduzierung
- Druckluft auf dünnen Blechen senkt die Gaskosten
- Saubere Kante verhindert Nachschleifen.
⚠ Wiederkehrende Kosten
- Stickstoff für Edelstahl: 40–120 m³/h bei 22–30 bar
- Schutzlinsen und Keramik am Kopf
- Düsen verschleißen bei Stechzyklen.
- Dreiphasenstrom + Zweitemperatur-Kältemaschine
Die Wartung ist zwar einfach, aber unerlässlich: Schutzlinse sauber halten, Düsenkonzentrizität prüfen, Kühler auffüllen und den optischen Strahlengang abdichten. Das Auslassen der Linsenprüfung ist die häufigste Ursache für eine verminderte Schnittqualität, die Käufer fälschlicherweise als Verschleiß der Maschine interpretieren.
Zwei Kostenfaktoren bleiben außerhalb der Maschine verborgen. Erstens entstehen beim Metallschneiden Rauch und luftgetragene Schadstoffe – eine Gefahr, die nicht vom Laserstrahl selbst ausgeht und gemäß ANSI Z136.1 und den Arbeitsschutzbestimmungen genauso ernst genommen wird wie der Laserstrahl. Daher sollte neben lasersicherem Schutzglas auch eine lokale Absaugung eingeplant werden. Zweitens: Wird Druckluft als Hilfsgas verwendet, verursacht der Kompressor eigene Energiekosten. US-Energieministerium weist darauf hin, dass allein Leckagen 20–30 % der Kompressorleistung verschwenden können. Daher sollte das Druckluftsystem sorgfältig dimensioniert und gewartet werden, anstatt es als kostenlos zu betrachten.
So wählen Sie den richtigen Faserlaser: Eine Checkliste mit 6 Fragen zur Dimensionierung
Wählen Sie die richtige Faserlaserschneidmaschine, indem Sie sechs Fragen der Reihe nach beantworten, zuerst Material und Dicke, zuletzt das Budget. Checkliste zur Dimensionierung von Faserlasern (6 Fragen) macht aus den oben genannten Daten eine Kaufentscheidung und vermeidet den häufigsten Fehler: für Strom zu bezahlen, den man nicht nutzt.
Checkliste zur Dimensionierung von Faserlasern (6 Fragen)
- Dickstes Fertigungsteil? Lesen Sie die entsprechende Leistungsstufe aus der Watt-zu-Dicke-Matrix ab und addieren Sie dann eine Stufe Spielraum.
- Welche Metalle? Reflektierendes Kupfer/Messing oder dickwandiger Edelstahl bringen Sie zu ≥2 kW und Stickstoff.
- Platte, Rohr oder beides? Entscheidet über Flachbett-, Rohr- oder Kombinationsformat.
- Größte Blattgröße? Legt die Bettgröße fest (3015 vs 4020 vs größer).
- Volumen und Automatisierung? Ein hohes Volumen rechtfertigt eine Austauschtabelle oder automatisches Laden.
- Fünfjahres-Betriebsbudget? Berücksichtigen Sie Stickstoff, Strom und Verbrauchsmaterialien, nicht nur den Listenpreis.
Kaufen oder auslagern: Wenn Ihre Schneidleistung eine Maschine mehr als ein paar Stunden am Tag auslastet, ist der Eigenbesitz hinsichtlich Stückkosten und Lieferzeit dem Outsourcing überlegen. Darunter liegt die Kosten-Nutzen-Rechnung. Laserschneideservice Dadurch werden Kapital- und Gaskosten vermieden. Der Break-Even-Punkt ergibt sich aus der Auslastung, nicht aus der Komplexität der Bauteile. Für ein breiteres Anwendungsgebiet siehe unsere Liste. Hersteller von Laserschneidmaschinen hilft bei der Vorauswahl von Lieferanten, und die Auswahl an Nesting-Software wird in unserem Artikel behandelt. Software für Laserschneidmaschinen -Guide.
„Die Faserlaserschneidmaschine schneidet nie nur mit dem Laser, sondern basiert auf dem Zusammenspiel mehrerer Technologien, wobei das Hilfsgas für die Schnittqualität von zentraler Bedeutung ist.“
Wohin die Reise beim Faserlaserschneiden geht (2026 und darüber hinaus)
Die Fasertechnologie hat den Markt für Metallbearbeitung bereits erobert und dringt nun in Bereiche vor, die bisher anderen Verfahren vorbehalten waren. Der globale Markt für Laserschneidmaschinen wurde 2025 auf rund 6.85 Milliarden US-Dollar geschätzt und soll bis 2034 auf 18.43 Milliarden US-Dollar anwachsen (Quelle: [Quelle einfügen]). Fortune-Business-EinblickeDer Markt wächst jährlich um etwa 8–11 %. Hochleistungsfaserlaser mit einer Leistung von über 2,000 W machen mittlerweile den Großteil der Neuverkäufe aus.
Drei Entwicklungen werden das Kaufverhalten bis 2026 und darüber hinaus prägen. Erstens: Extrem hohe Leistungen werden immer häufiger verfügbar und nicht mehr zum Standard: 12-kW- und 20-kW-Maschinen werden aufgrund sinkender Preise vom Spezialbereich in den kommerziellen Bereich verlegt, und Systeme mit über 30 kW sind ein echter Trend. Branchenverbände wie die American Welding Society weisen jedoch auf die Kompromisse bei Einschaltdauer, Wärmeeintrag und Schnittqualität in diesem Leistungsbereich hin, und der optimale Bereich für sauberes Fasermaterial liegt weiterhin unter etwa 12 mm. Zweitens: Automatisierung, Wechseltische, automatisches Be- und Entladen sowie mannloses Verschachteln werden zum Standard und nicht mehr als Upgrade betrachtet. Drittens: Die Sicherheitsstandards werden immer strenger: Die aktuelle Maschinensicherheitsnorm EN ISO 11553-1:2020 und ANSI Z136.1-2022 legen die Mindestanforderungen an Gehäuse und Steuerung fest, die Käufer vor dem Kauf prüfen sollten.
Wenn Sie für 2026 eine Kapitalanschaffung planen, ist es ratsam, eine Leistungsstufe über dem aktuellen Bedarf Ihrer anspruchsvollsten Projekte zu wählen. Leistung, die jetzt überdimensioniert erscheint, wird dann zum erschwinglichen Mittelweg und bietet Ihnen Schutz für zukünftige Projekte.
Häufig gestellte Fragen
F: Wie viel Leistung benötige ich für eine Faserlaserschneidmaschine?
Antwort anzeigen
F: Kann ein Faserlaser Edelstahl, Aluminium, Messing und Kupfer schneiden?
Antwort anzeigen
F: Ist ein Faserlaser für Metallbearbeitung besser geeignet als ein CO2-Laser?
Antwort anzeigen
F: Wie dick kann ein 1500-W-Faserlaser schneiden?
Antwort anzeigen
F: Kann eine Faserlaserschneidmaschine Rohre und Leitungen schneiden?
Antwort anzeigen
F: Welche Wartungsarbeiten sind an einer Faserlaserschneidmaschine erforderlich?
Antwort anzeigen
F: Wie lange ist die Lebensdauer einer Faserlaserquelle?
Antwort anzeigen
Sie möchten eine Faserlaserschneidmaschine für Ihre Werkstatt dimensionieren? Teilen Sie uns Ihr Metall, die Dicke und das Volumen mit, und unsere Ingenieure empfehlen Ihnen die richtige Leistung und das passende Format.
Über diesen Einkaufsführer
UD Machine Solution Technology Co., Ltd. (UDTECH) baut industrielle Extrusionsanlagen, Anlagen zur Lebensmittelverarbeitung und CNC-Laserausrüstung und exportiert in über 100 Länder. Die hier angegebenen Leistungs-, Dicke- und Kostenwerte wurden anhand veröffentlichter Herstellerspezifikationen und der unten aufgeführten Lasersicherheitsstandards zusammengetragen und überprüft. Sie stellen keine eigenen Testdaten dar, da eine ehrliche Käuferberatung mehr wert ist als ein Verkaufsblatt.
Referenzen & Quellen
- Lasergefahren, NormenUS-amerikanische Arbeitsschutzbehörde (OSHA)
- 21 CFR 1040.10, LaserprodukteUS-amerikanische Lebensmittel- und Arzneimittelbehörde (eCFR)
- ISO 11553-1:2020, Sicherheit von Maschinen: Laserbearbeitungsmaschinen, Teil 1International Organization for Standardization
- Lasersicherheitshandbuch (ANSI Z136.1-2022)Florida International University, Abteilung für Umweltgesundheit und Sicherheit
- Faserlaser in der MaterialbearbeitungIntechOpen (peer-reviewed chapter)
- Marktgrößenbericht für Laserschneidmaschinen 2034Fortune-Business-Einblicke
- Die Technologie für Laserschneidhilfsgase entwickelt sich weiterDer Hersteller (FMA)
- WO2009016645A2, Blechschneiden mit FaserlaserGoogle Patente