




塑膠擠出是一種大批量生產工藝,可將熱塑性顆粒加工成連續型材,例如管道、片材、薄膜、管材和客製化形狀。近百年來,它一直是聚合物製造業的基石——然而,大多數採購決策,無論是在化合物、機器類型、模具尺寸還是成本方面,似乎都局限於四個變數:選擇哪種擠出機、哪種聚合物、哪種模具,以及如何在公差和成本之間進行權衡?本指南將詳細介紹全流程、四種擠出類型、單螺桿與雙螺桿擠出機的區別、聚合物選擇、鋁材加工成本交叉點以及2026年的展望——這些內容均基於UDTECH 15餘年來為100多個國家/地區設計擠出機的經驗。
快速規格
| 工藝類型 | 連續大量生產 |
| 吞吐量範圍 | 50–2,000 公斤/小時(取決於機器) |
| 相容聚合物 | 聚氯乙烯(PVC)、高密度聚乙烯(HDPE)、低密度聚乙烯(LDPE)、聚丙烯(PP)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚對苯二甲酸乙二醇酯(PET)、聚碳酸酯(PC) 熱塑性彈性體PMMA,尼龍 |
| 常用輸出 | 管材、板材、薄膜、型材、配件、線材塗層 |
| 模具交貨時間 | 4-12週(客製化模具) |
| 典型公差 | ±0.05–0.5 毫米(取決於幾何形狀) |
什麼是塑膠擠出?製程定義及工業意義

在大批量生產領域,塑膠擠出是一個相對簡單的概念。熱塑性塑膠以顆粒或粒狀由機器人大容量反應器輸送,熔化後,經壓力通過模具擠出,冷卻後形成橫截面恆定的連續形狀。複雜的射出成型循環需要單變量或多變量張力控制,而擠出機只需一個字就能快速完成長度控制:連續。無需重置;只要原料持續供應,產品就能持續流動。
命名上的差異:擠出成型生產的是特定且恆定的橫截面-以米或磅為單位衡量,而非件數;其他技術則生產離散的部件,例如紅外線透鏡或氣瓶。例如,注塑成型生產3.Cradients或吸音板,而擠出成型則以高產量(由稱重感測器驅動)生產,同時擠出光刻膠層,並對其進行微雕處理。
| 過程 | 輸出類型 | 音量最佳點 | 加工成本 |
|---|---|---|---|
| 塑膠擠出 | 連續輪廓 | 10,000多米 | 50美元至5萬美元(死亡) |
| 注塑 | 離散形狀部件 | 10,000+ 單位 | 15萬至200萬美元(模具) |
| 吹塑 | 空心容器 | 50,000+ 單位 | 10萬至80萬美元(模具) |
| FDM 3D 列印 | 客製化幾何形狀 | 1–500單位 | 0 美元(數位版) |
在過去的15多年裡,UDTECH 一直致力於研發和優化… 聚丙烯我們為100多個國家提供ABS、PVC、PC、聚氨酯、工程樹脂和萊卡擠出產品,應用領域涵蓋白色家電、建築、基礎設施、電氣、工業和包裝等。製程、4種擠出類型、單螺桿與雙螺桿設計、塑膠類型及產業前景等詳細資訊如下。
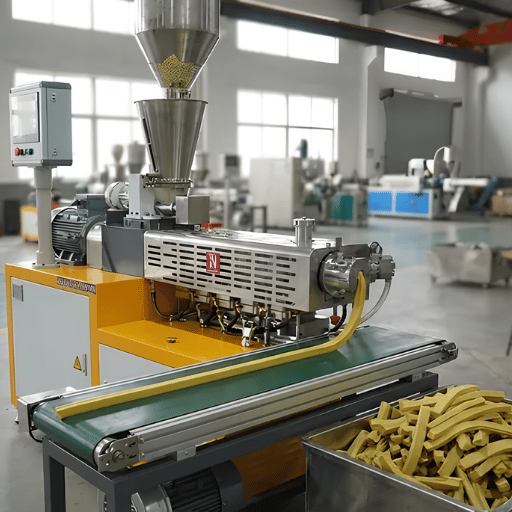
塑膠擠出工作原理:逐步製程
所有擠出過程均遵循 6 個可控製程階段,每個階段由 1 個參數決定。
- 進料斗-螺桿的旋轉帶動塑膠沿著料筒流動,迫使其通過模頭;顆粒、粉末或粉末狀物料從後部進料口進入,通常預先混合了著色劑、紫外線穩定劑或填料。對於華斯汀(Huastic)等對乾燥要求較高的聚合物,在進料斗側進行乾燥劑乾燥至關重要。
- 聚合物進料。料筒的加熱罩產生熱量,工作溫度有時達到 200-275℃,料筒前後設有 3-5 個 PID 加熱閥。螺桿轉速根據聚合物的黏度和進料量要求,可在 30-150 rpm 範圍內調整。
- 螺桿熔體形成摩擦。螺桿與料筒之間的加熱控制器導熱量與加熱罩元件的導熱量相當;在高螺桿轉速下,停留時間加上料筒與螺桿之間的任何粘附促進劑產生的熱量足以使加熱區關閉。
- 精細過濾:塑膠被推入破碎機,破碎機內裝有由破碎板支撐的篩網組。它們可能承受超過34兆帕的壓力。
- 成型。熔融塑膠流入模具-生產線的核心部件-並流出形成模具開口的形狀。此時會發生模具膨脹:聚合物相對於模具尺寸膨脹 5% 至 30%,因此需要將模具加工得略小一些才能達到最終規格。
- 冷卻和切割。管材擠出物在真空輔助水浴中冷卻,以防止塌陷;片材透過不沾黏拋光冷卻輥;薄膜傾倒在空氣環中。硬化後的擠出物在設定的張力下被拉出,並切割成所需長度,捲繞或盤繞。
螺桿的長徑比(L:D)是決定螺桿幾何形狀的主要因素。聚烯烴生產線通常採用 24:1 的長徑比;而對於需要較長熔體停留時間的 PVC 和工程塑料,通常採用 32:1 的高剪切螺桿。 ASTM D1248 提供聚乙烯擠出材料規範,指導電線電纜絕緣管線的螺桿設計。
塑膠擠出操作員的工作內容是什麼?
塑膠擠出操作員需要持續監控並調整生產線的六個核心參數:料斗進料速度、料筒溫度曲線、螺桿轉速、熔體壓力、牽引速度和下游冷卻速率。工作節奏在長時間的穩定生產和擠出物出現缺陷時的緊急處理之間交替——銀色條紋表明水分過多,熔體斷裂表明剪切加熱,湧動表明進料不穩定。經驗豐富的操作員能夠針對特定聚合物進行故障診斷:PVC 聞起來像鹽酸,尼龍泛黃像炸雞,聚烯烴表面出現波紋狀剪切撕裂。操作員的工作內容大致分為三類:30% 的生產線準備和換線,60% 的調整和持續控制,以及 10% 的緊急維修。
塑膠擠出的四種類型:片材、薄膜、型材和管材

根據出口幾何形狀和冷卻方式的不同,聚合物擠出製程可分為四種主要擠出製程。每種製程都有其獨特的設備組合、聚合物切割方式和市場定位,一端是硬質片材,另一端是柔性薄膜。
- 管材擠出成型。模具內的芯軸形成空心截面,用於生產管道、管材和醫用導管。利用氣環將冷卻後的管壁向上拉起。常用聚合物:PVC、HDPE、PEX。
- 片材擠出成型。寬闊的扁平模具從片材擠出,片材在三個經化學拋光的冷卻輥之間滾動,以確定厚度和表面光潔度。片材厚度為0.5-12毫米。常用聚合物:ABS、PC、PMMA、HIPS。
- 吹塑擠出薄膜。熔融聚合物被擠壓通過環形模頭,並由氣環吹成氣泡狀,然後透過壓輥壓平成雙層薄膜。薄膜厚度範圍為 8-250 微米。常用聚合物:低密度聚乙烯 (LDPE)、線性低密度聚乙烯 (LLDPE)、高密度聚乙烯 (HDPE)。
- 型材擠出。客製化模具賦予熔融聚合物獨特的特性:密封條、門窗型材、防風雨型材和建築型材。它是用途最廣泛的工藝,也是客製化塑膠擠出業務的核心。常用聚合物包括:硬質和軟質PVC、ABS、聚丙烯。
四元聚合物決策樹
透過回答以下四個環境流程問題,確定您需要的流程類型。第一個答案為「是」的流程即為最終流程。
- 橫斷面內部是空心的嗎?帶芯軸模具的管材/管道。 (醫用、燃料和排水管。)
- 產品是否為扁平且寬度大於 300 毫米?平板狀,採用壓延輥壓製成型。 (用於熱成型標誌、玻璃和包裝。)
- 輸出物是否為厚度小於250微米的薄膜?吹膜擠出。 (例如:包裝袋、農用薄膜、包裝複合材料。)
- 輸出結果是否為自訂二維橫截面?採用客製化模具進行型材擠壓。 (例如窗框、密封條、裝飾條。)
電線電纜護套是第五個特殊案例,其中使用十字頭模具在線塗覆導體——在護套擠出設備指南中單獨討論。
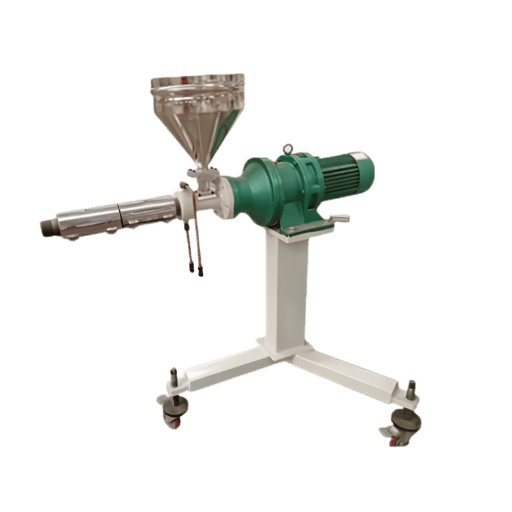
塑膠擠出設備:單螺桿擠出機、雙螺桿擠出機和特殊擠出機
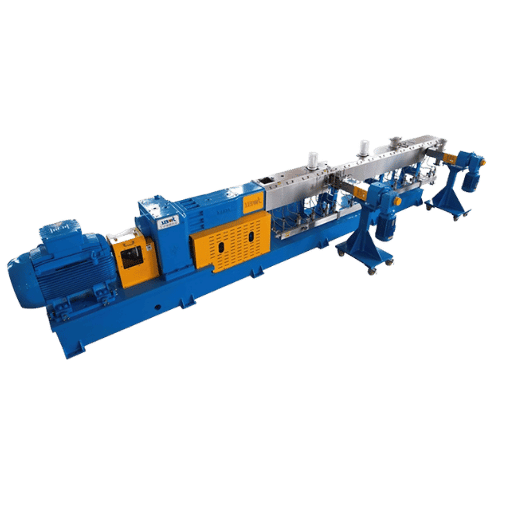
擠出機依螺桿配置分為單螺桿、雙螺桿和三螺桿三種類型,每增加一種配置,混合能力、產量和價格都會隨之提高。然而,在工廠配置中,單螺桿、雙螺桿和三螺桿的選擇往往是最昂貴的誤判:單螺桿生產線無法勝任雙螺桿生產線的工作,而且在雙螺桿生產線能夠處理的工作量下,其能耗比單螺桿生產線高出30-50%。 UDTECH的擠出機產品線涵蓋了所有三種配置,以及實驗室專用和特殊用途的型號。
| 類型 | 長徑比 | 倉庫工作量統計 | 最適合 | 資本支出範圍 |
|---|---|---|---|---|
| 單螺桿擠出機 | 24:1-32:1 | 50–800 公斤/小時 | 簡單型材、管材、板材、單一聚合物 | 15 萬美元至 120 萬美元 |
| 雙螺桿擠出機 | 36:1-48:1 | 100–2,000 公斤/小時 | 混煉、母料、聚氯乙烯、脫揮發分、再生原料 | 45 萬美元至 350 萬美元 |
| 三螺桿擠出機 | 40:1-52:1 | 300–3,000 公斤/小時 | 高剪切混煉、色母粒、小眾熱敏聚合物 | 80 萬美元至 500 萬美元 |
| 實驗室擠出機 | 25:1-40:1 | 0.5–25 公斤/小時 | 研發、配方、中試、放大數據 | 20 萬美元至 90 萬美元 |
| 再生塑膠擠出機 | 30:1-40:1 | 100–800 公斤/小時 | 消耗後再生料、混合原料、熔融過濾 | 35 萬美元至 220 萬美元 |
「雙螺桿擠出機用於混煉,單螺桿擠出機用於其他所有用途」這種簡單粗暴的說法常常是錯誤的,因此消費者應該仔細核實這種說法。雙螺桿擠出機在脫揮發分(去除殘留水分和揮發性物質)、加工不同粒徑的再生原料以及加工PVC(其中耐腐蝕的反向旋轉螺桿結構至關重要)方面表現更佳。型材和片材生產線的特點是,即使進料中包含再生料或共加工和再加工的原料,雙螺桿擠出機也能保持壓力穩定性。
擠出機操作員這份工作辛苦嗎?
塑膠擠出工是一項難度適中的工業崗位,其技能水準介於CNC工具機操作員和化工廠起重機操作員之間。一到六個月的經驗足以掌握入門級的操作和巡檢工作。三到五年是達到精通程度的平均時間——能夠排除因進料不穩定或螺桿磨損導致的物料湧流,確定物料的最佳溫度曲線,排除模具滴水或模具積垢等問題。此職位對體力要求較高,包括在水泥地面上連續工作10-12小時,偶爾在更換模具時會接觸到超過200攝氏度的高溫,以及搬運20公斤重的物料袋。換模和故障反應期間需要高度集中精力,而在穩定運行期間則相對輕鬆。產業專家在相關論壇上一致認為,該職位的價值與其工作難度不成正比。
聚合物材料和型材:哪些塑膠可以擠出成型

幾乎所有熱塑性聚合物都可以進行擠出成型——困難在於根據操作的熱、化學、紫外線和機械環境選擇合適的塑膠。塑膠的選擇決定了擠出產品的加工窗口和最終性能。下表總結了九種最常用的塑膠及其加工窗口和典型應用。聚乙烯電線電纜部分遵循 ASTM D1248 標準;聚丙烯注塑成型和擠出技術由…規範。 ASTM D5857擠出積層製造投入符合 ISO/ASTM 52903-1:2020 標準。
| 聚合物 | 熔化溫度 (°C) | 最佳特質 | 局限性 | 典型輸出 |
|---|---|---|---|---|
| PVC(硬質) | 170-200 | 成本、耐候性 | 熱穩定性差,釋放HCl | 窗框型材、管道 |
| 高密度聚乙烯 | 180-230 | 耐化學性 | 紫外線效果差,無穩定劑 | 管道、土工膜 |
| LDPE | 160-220 | 靈活、低成本 | 剛度低,易蠕變 | 塑膠薄膜、袋子 |
| PP | 200-250 | 熱穩定性、化學性質 | 低於0°C時易碎 | 汽車零件、紡織品 |
| ABS | 220-250 | 衝擊強度,表面處理 | 紫外線耐受性差,化學耐受性一般 | 汽車內飾,冰箱內襯 |
| 聚酯 | 260-290 | 透明度,氣體屏障 | 有吸濕性,需要乾燥 | 瓶子、薄膜、纖維 |
| PC | 280-320 | 影響、透明度 | 成本高,易刮花 | 玻璃罩,電子設備外殼 |
| 尼龍(PA6/PA66) | 230-290 | 磨損、機械強度 | 吸濕性,尺寸變化 | 管材、齒輪、纖維 |
| PMMA(丙烯酸) | 210-250 | 光學透明,紫外線穩定 | 易碎,不耐刮擦 | 導光管、顯示屏 |
材料的選擇會影響設備的選擇。 PVC材質的HCl排氣口需要使用耐腐蝕的桶,因此需要專用的桶子。 PVC擠出生產線 配備雙金屬塗層。工程塑料,如PC、PA和PEEK,需要更長的長徑比和穩定的溫度控制,這要歸功於我們的研究成果。 工程塑膠型材系列 配置方面,市場上對再生原料的需求日益增長,這需要熔體過濾和脫氣工序,而這些工序需要專用的再生塑膠擠出機來完成。
塑膠擠出與金屬擠出:成本交叉閾值

塑膠擠壓和鋁擠型都能生產出外觀上幾乎無法區分的連續型材,但它們的成本曲線會在可預測的生產數量下交叉。規範工程師通常會預設選擇鋁材以體現“結構感”,選擇塑膠以體現“消費感”,這種經驗法則會導致兩種情況下的成本增加。
塑膠與金屬成本交叉閾值
以下三個軸中,數值越高,表示該軸為主要路徑。
| 軸 | 塑膠獲勝 | 鋁製產品勝出 |
|---|---|---|
| 加工成本 | 死在20萬美元以下 | 超過 20 萬美元(類似等級) |
| 體積 | 10萬至500萬米 | 超過500萬線性米 |
| 強度要求 | 靜態或低負載 | 結構性或承重性 |
| 公差 | ±0.2 mm 可接受 | 要求±0.05毫米 |
| 表面處理 | 原料的顏色 | 陽極處理,需要粉末塗層 |
如果三行或更多行指向同一側,那就是正確的路徑。如果訊號不一致,則表示你正處於交叉點——從兩側都採集樣本,並在實際應用中進行測試,而不僅僅是在紙上:
三層共擠出:當一種型材表現得像兩種材料一樣

共擠出製程使用兩到三股聚合物流通過同一模具,從而形成具有不同材料分佈的成品型材。這是塑膠擠出製程中較為反直覺的結果之一:單一型材可以擁有剛性結構芯材和柔性密封表層,也可以是彩色表層覆蓋在再生芯材上,或是在保護表層之間夾有阻隔層。
三層共擠出技巧
三種實際應用案例,採用共擠出製程取代額外的製造步驟:
- 窗框型材(硬質+柔性)。硬質PVC芯材提供結構剛性;熱塑性彈性體共擠出表層,一次成型即可形成密封-無需膠水,無需單獨安裝密封條。
- 帽坯(彩色+再生材料)。 0.5毫米厚的原生彩色帽坯層下包裹著4-6毫米厚的再生材料芯層。產品外觀高端,物料清單成本降低25-40%。
- 阻隔膜(表層+阻隔層+表層)。外層LDPE表層保護內層薄薄的EVOH或PVDC阻隔層,防止氧氣和水分進入。用於食品包裝,尤其適用於單層薄膜無法達到預期保存期限的情況。
共擠出並非高端特產:電線電纜護套——塑膠擠出領域產量最大的細分市場之一——幾十年來一直採用包覆共擠出製程。這項技術已融入… 塑膠混煉機 該家族向協調的模頭提供多股聚合物流。
塑膠擠出的優點、缺點和實際成本
對於大多數長度在 10K-500K 公尺範圍內的連續型材產品而言,塑膠擠出符合決策標準,但其優缺點是真實存在的,最突出的缺點往往是潛在買家在製定規格時低估的。
- 10公尺以上最低單位成本
- 連續輸出-無週期死區
- 廣泛的聚合物相容性
- 顏色、填充劑和添加劑按生產線混合
- 共擠出增加了多材料加工能力
- 僅採用恆定截面-無可變幾何形狀
- 模具膨脹會增加 5%–30% 的尺寸不確定性。
- 公差下限為±0.05毫米-更嚴格的公差需要後加工。
- 生產線穩定過程中產生的廢料
- 回收原料的變異性會擾亂熔體流變特性。
有些需要注意的缺點並非來自市場宣傳資料,而是來自操作人員。在工業工程論壇上,被提及最多的問題是規格選擇過高或過低——選擇的聚合物或壁厚在理論上可行,但在實際使用條件下,由於蠕變、紫外線或熱循環等原因而失效。模頭膨脹仍然是一個主要問題:模頭出口的聚合物膨脹會使實現高精度公差變得複雜,使其成為一個需要微調的問題,而不是一個簡單的計算問題。使用回收材料又增加了第三個不可預測的因素,因為不同批次的顆粒大小、水分和污染物含量可能有差異。
- 模具:典型型材模具價格為 5 美元至 50 美元,多腔或共擠模具價格高達 150 美元。
- 材料:每公斤1.50美元至8美元,具體價格取決於所選聚合物,其中PVC價格較低,PC/PEEK價格較高。
- 週期/生產線時間:50-2,000公斤/小時的吞吐量決定了每米的人工和能源分攤成本
- 最小起訂量經濟效益:設定損耗和換線人工意味著小批量生產(低於 5,000 公尺)可能每公尺溢價 2-4 倍。
塑膠擠出成本高嗎?
塑膠擠出是單位產品成本最低的塑膠製造過程之一,但模具和機械設備的投資卻相當可觀。標準型材的客製化模具價格從常見的5,000美元到50,000美元不等,而複雜的共擠出模具價格則高達150,000美元,甚至更高。擠出生產線設備的價格從15,000美元(單螺桿)到500,000美元(三螺桿混煉生產線)不等。材料成本在每公斤1.50美元到8美元之間。當型材產量在10,000公尺左右時,擠出製程的經濟效益最佳;低於這個數量,注塑成型或增材製造通常是更具成本效益的方法;而當產量超過500,000米時,擠出製程的價格優勢就顯現出來了。客製化塑膠擠出服務專門用於在單次生產不足以抵消模具成本的情況下,將模具投資分攤到多個客戶身上。
2026年產業展望:回收、生物聚合物與工業4.0

報告稱,2026年全球塑膠擠出設備市場規模為7.6億美元,預計2033年將達10.8億美元,年複合成長率為5.1%。 持續性市場研究以更大的擠出設備市場為例,該市場在 2024 年的規模將達到 8.93 億美元,到 2030 年的複合年增長率將達到 4.5%,原料處理和機械設備的發展方向將超越整體成長,朝著三個方向發展。
1)買方採購計畫的策略轉變現在需要新型原料處理設備:當需要更換使用了15年的傳統單螺桿擠出機時,建議採用雙螺桿下游擠出機。 水下造粒系統 為了拓展未來利用回收原料的可能性,同時保留現場混煉的選擇,這就是目前預設設備規格的極限。
常見問題:關於塑膠擠出的常見問題
從下單到交貨,塑膠擠出需要多長時間?
看答案
塑膠擠出製程有哪些缺點?
看答案
回收塑膠可以用來擠出成型嗎?
看答案
塑膠擠出成型和射出成型有什麼差別?
看答案
塑膠擠出件可以回收嗎?
看答案
關於本次塑膠擠出分析
本指南基於 UDTECH 15 年來為 100 多個國家的塑膠、實驗室塑膠、再生塑膠和工程聚合物生產商設計塑膠擠出生產線的經驗,涵蓋單螺桿、雙螺桿和三螺桿配置。所提供的成本和產量範圍已根據 ASTM D1248、D5857 和 ISO/ASTM 52903-1:2020 標準進行交叉驗證。在提供行業數據的情況下(大觀研究(Persistence Market Research,《塑膠技術》),我們包含相關來源,以便您可以參考原始發布日期。
參考文獻和來源
- ASTM D1248-16 電線電纜以聚乙烯塑膠擠出材料標準規範 — ASTM國際
- ASTM D5857 聚丙烯注塑和擠出材料標準規範 — ASTM國際
- ISO/ASTM 52903-1:2020 增材製造-以材料擠出的積層製造 — ISO
- 擠出機械市場規模-2030年產業報告 — Grand View Research
- 塑膠擠出機市場規模及成長預測(2033年) — Persistence Market Research
- 七張圖表描繪2025年美國塑膠產業的格局 — 塑膠工業協會
- 2026年先進製造業展望 — 塑膠技術
相關文章
- 雙螺桿擠出機規格和選用指南 — 當雙螺桿在混煉、回收原料和PVC方面優於單螺桿時
- 再生塑膠擠出機配置指南 — 消費後再生料的熔體過濾、脫氣和長徑比
- 水下造粒系統概述 — 用於混料和母料生產線的下游造粒
- 什麼是塑膠回收?工業流程指南 — 分類、清洗、再生料以及擠壓成型在閉環回收中的作用






