A 光纖激光切割機 是一種工業數控工具,它使用波長接近 1.06 µm 的高功率鐿光纖雷射光束,並配合高壓輔助氣體,將金屬熔化並吹出狹窄的切口。無論您是第一次測量尺寸,還是第一次使用,它都能勝任。 激光金屬切割機 更換磨損的等離子切割機,最終取決於四個因素:功率大小、金屬厚度、輔助氣體類型以及五年內的實際成本。本指南將透過交叉核實的製造商資料和相關安全標準,逐一解答這些問題。
快速規格:光纖雷射切割機
| 光束源 | 摻鐿光纖雷射(固態) |
| 波長 | 波長約 1,060–1,080 奈米(1.06 微米,近紅外線) |
| 功率範圍 | 1千瓦(入門級)至30千瓦(超高功率) |
| 床尺寸 | 3015(1.5×3 公尺 / 4×8 英尺)至 6020 |
| 輔助氣體 | 氧氣(碳鋼)、氮氣(不鏽鋼/鋁)、壓縮空氣(薄片) |
| 電源 | 三相 220V/380V 工業 |
| 安全等級 | 符合FDA 21 CFR 1040.10 / IEC 60825-1標準的1類封閉設備 |
光纖雷射切割機適合您的車間嗎?
如果您需要在工廠內批量切割板材或管材,並且希望獲得無需二次精加工的乾淨邊緣,那麼光纖雷射切割機將是您的理想之選。對於目前將切割工作外包或使用需要不斷打磨的等離子切割機的工廠來說,光纖雷射切割機的投資回報速度最快。如果您需要切割木材、壓克力或其他非金屬材料,那麼二氧化碳雷射切割系統則更為合適,因為光纖波長能夠反射大多數非金屬材料,並且針對金屬吸收進行了最佳化。
從機械角度來看,每一個 數控光纖雷射 此切割機採用相同的架構:光纖雷射、光束準直器、帶有聚焦光學元件和氣體噴嘴的切割頭,以及驅動 X、Y 和 Z 軸的 CNC 運動系統。一項基礎性的光纖鈑金切割專利(WO2009016645A2)正是對這一鏈路的描述。光纖既是放大光訊號的增益介質,也是傳輸光訊號的電纜,因此光纖雷射結構緊湊,所需的對準精度遠低於它們所取代的基於反射鏡的二氧化碳雷射。關於光束本身的物理原理,請參閱我們的入門指南。 什麼是光纖雷射器.
在選購功率等級的工具機之前,請記下您在實際生產中切割的最厚零件及其材質。這項就能決定您工具機規格的 80%。那些只考慮偶爾加工厚零件的買家,往往會在一年中大部分時間閒置的機床上花費過多的資金。
您需要多大的雷射功率?功率-厚度切割矩陣
大多數買家實際需要的功率遠低於宣傳冊上的建議。一台1.5千瓦的光纖雷射可以乾淨俐落地切割厚度約12毫米的碳鋼和厚度約5毫米的不銹鋼;一台3千瓦的機器可以切割厚度約20毫米的碳鋼和厚度約10毫米的不銹鋼。功率決定的是切割厚度和速度,而不是精度;一台1千瓦的機器和一台12千瓦的機器切割2毫米厚的零件,精度相同。
这 瓦特-厚度切割矩陣 下面匯總了多家製造商發布的切割表,形成一個經過交叉核對的參考資料。
| 激光功率 | 碳鋼(O₂) | 不鏽鋼(N₂) | 鋁(N₂) | 黃銅/銅 | 典型角色 |
|---|---|---|---|---|---|
| 1.0千瓦 | 8–10毫米 | 3–4毫米 | 3–4毫米 | 2–3毫米 | 薄片,標誌 |
| 1.5千瓦 | 12 mm | 5 mm | 4 mm | 4 mm | 入門/輕型製造 |
| 2.0千瓦 | 16 mm | 8 mm | 6 mm | 5 mm | 多功能加工車間 |
| 3.0千瓦 | 20 mm | 10 mm | 8 mm | 8 mm | 商業最佳點 |
| 4.0千瓦 | 22 mm | 12 mm | 10 mm | 8 mm | 更高的吞吐量 |
| 6.0千瓦 | 25 mm | 16 mm | 12 mm | 10 mm | 重型製造 |
| 12千瓦 | 40 mm | 30 mm | 30 mm | 20 mm | 厚板 |
| 20千瓦 | 60 mm | 45 mm | 40 mm | 30 mm | 高容量板 |
| 30千瓦 | > 100毫米 | 50 mm | 40 mm | 40 mm | 專業厚板 |
不同製造商和不同切割條件下公佈的厚度數據各不相同;此處列出的數值是根據製造商的切割數據表綜合得出的,代表最大乾淨切割能力,而非生產優化厚度。功率本身並不能決定切割是否乾淨,進給速度、噴嘴設計和輔助氣體類型等因素遠比功率重要,因此請使用此矩陣篩選出合適的等級,然後用您自己的金屬樣品進行切割驗證。
2000W光纖雷射能切割多厚的材料?
一台2,000瓦(2千瓦)的光纖雷射切割機,使用氧氣切割厚度約16毫米的碳鋼,使用氮氣切割厚度約8毫米的不銹鋼,以及厚度約5-6毫米的鋁或黃銅。這些是切割厚度極限;機器可以切割更厚的板材,但邊緣會變得粗糙,切割速度也會急劇下降。對於日常生產,建議2千瓦的機器在切割厚度不超過其額定最大厚度的三分之二的情況下運作。
⚠️ 重要
規格表上的「最大厚度」只是一個行銷上限,而非生產目標。產業指南明確指出: 最大厚度額定值具有誤導性實際性能取決於功率、輔助氣體和光束品質的綜合作用。以額定上限進行切割意味著速度慢、邊緣粗糙,並且每個零件的氣體成本更高。尺寸應確保切割乾淨、可重複,並預留一定的餘裕。
光纖雷射可以切割哪些金屬?切割效果如何?
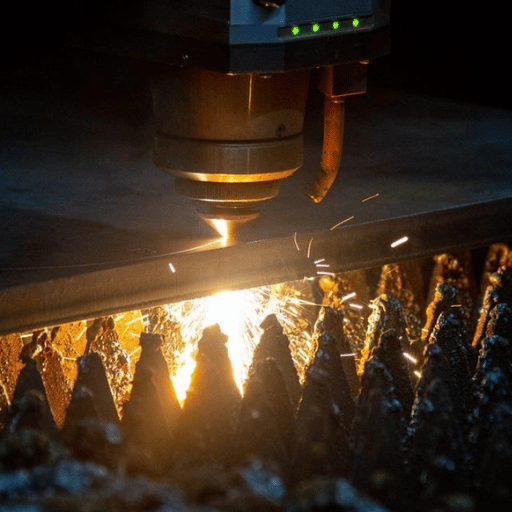
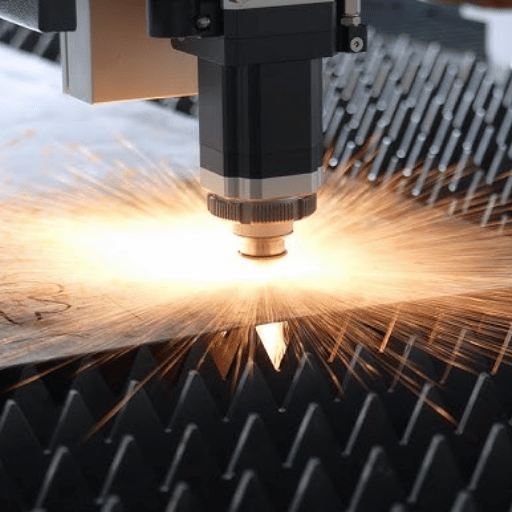
光纖雷射切割機可以切割所有常見的工業金屬:碳鋼、低碳鋼、不銹鋼、鋁、黃銅、銅、鈦和鍍鋅板。金屬對光纖雷射的吸收性很好,因此… 雷射鋼材切割機 基於纖維技術的這種設備可以處理以往會損壞二氧化碳鋼管的反射金屬。關鍵在於輔助氣體:氧氣用於碳鋼(速度快,氧化邊緣),氮氣用於不銹鋼和鋁(速度慢,但邊緣光亮潔淨),壓縮空氣用於薄板(成本最低)。
| 金屬 | 可切割性 | 輔助氣體 | 實用說明 |
|---|---|---|---|
| 碳鋼/低碳鋼 | 優 | 氧 | 速度最快;邊緣氧化層 |
| 不銹鋼 | 優 | 氮 | 光亮、可焊接的邊緣 |
| 鋁合金 | 固德 | 氮氣/空氣 | 反射式;需要反向反射隔離 |
| 黃銅 | 中度 | 氮 | 每毫米功率高於鋼材 |
| 銅 | 中度 | 氮 | 反射率最高;建議功率≥2千瓦 |
| 鈦 | 固德 | 氮氣/氬氣 | 惰性氣體可防止氧化 |
| 鍍鋅鋼 | 固德 | 氧氣/空氣 | 鋅煙;抽取井 |
| 工具鋼 | 固德 | 氧 | 比低碳鋼慢 |
| 鎳合金 | 中度 | 氮 | 高功率適用於較厚截面 |
光纖雷射切割機最適合切割哪些材質?
光纖雷射切割機最適合切割金屬,例如碳鋼、不銹鋼、鋁、黃銅、銅和鈦,但它不能切割非金屬材料。 1.06微米的雷射光束會被金屬吸收,也會被木材、壓克力和大多數塑膠反射,因此這些材料更適合使用二氧化碳雷射切割系統。現代光纖雷射切割機配備了背反射隔離技術,可以安全地切割高反射率的銅和鋁,而這些材料過去常常會損壞老式雷射管。
📐 工程筆記
輔助氣體壓力和噴嘴間距與功率一樣,都會影響切割邊緣的品質。氮氣切割不鏽鋼的常用壓力為 15–25 bar;切割較厚板材時,壓力會上升到 22–30 bar,耗氣量約 40–120 立方公尺/小時。這些壓力和流量會因板材厚度、噴嘴和機器的不同而變化很大,因此應將其視為範圍,而非設定值。氮氣流量是一項主要的運作成本,因此,對於厚度小於 3 毫米的薄板,改用壓縮空氣切割可以顯著降低氣體消耗。 (專利) US6316743B1 記錄了高純度氧氣穿透法在清潔碳鋼啟動中的作用。
纖維切割、二氧化碳切割、等離子切割、水刀切割:四種切割方法的權衡分析

對於金屬薄板和板材,光纖雷射切割機在精度、邊緣品質和單件成本方面都優於二氧化碳雷射切割、等離子切割和水刀切割,但每種方法仍然各有優勢。等離子切割機購買成本更低,適合切割非常厚的板材;水刀切割機可以冷切割任何材料,且不會產生熱影響區;二氧化碳雷射切割仍是非金屬材料的首選。 4-方法切割權衡網格 將真正的決策因素並列。
| 因子 | 光纖激光器 | 二氧化碳激光 | 血漿 | 水刀 |
|---|---|---|---|---|
| 最適合 | 薄中金屬 | 非金屬 + 厚金屬 | 厚導電金屬 | 任何材料,無需加熱 |
| 邊緣質量 | 極佳,幾乎沒有毛刺 | 固德 | 粗糙,需要打磨 | 非常好 |
| 薄片速度 | 最快 | 中度 | 快速但粗糙 | 放慢 |
| 運營成本 | 低(電+瓦斯) | 更高(氣體+光學) | 低至中 | 高(磨蝕性) |
| 初始成本 | 中等偏上 | 媒材 | 最低 | 高 |
高功率改變了歷史格局。隨著 12-30 kW 光源的普及,光纖已進入以往由等離子體和二氧化碳雷射切割的厚板切割領域,同時保持了潔淨邊緣。如欲了解更多詳情,請參閱我們的指南。 等離子切割與雷射切割.
片材、管材還是立體材料?選擇與您的零件相符的加工方式
機器的外形尺寸與功率同樣重要。平板切割機加工板材;專用管材雷射切割機旋轉切割管材和型材;組合式和五軸三維切割機則兼具平板切割和管材雷射切割功能,或切割異形零件。購買平板切割機並加裝旋轉附件即可偶爾加工管材,但大批量管材加工則需要配備自動上料裝置的專用管材雷射切割機。
- ✔ 平板車(3015 / 4020): 板材的預設尺寸;1.5×3 公尺和 2×4 公尺的床位可滿足大多數店舖的需求。
- ✔ 管式雷射: 旋轉卡盤可切割圓形、方形和異形管材;是欄桿、框架和家具的必備工具。
- ✔ 組合片+管: 雙平台可在平面和管狀之間切換,無需第二台機器。
- ✔ 五軸三維機器人: 切割成型和焊接組件;專用於汽車和航空航天領域。
如果管道維修工作並非偶爾為之,則需要單獨進行。 管激光切割 前期投入終有回報,而且 管式雷射的成本 運轉速度高於同等功率的平板式造紙機。
光纖雷射切割機的價格(2026 年價格區間)

光纖雷射切割機的價格根據功率、工作台尺寸和產地不同,大致在 11,000 美元到 1,000,000 美元以上,因此如果沒有具體規格,單一的「價格」毫無意義。中國廠商直銷的機器起價在 10,000 美元到 15,000 美元之間;同等功率下,由西方供應商提供本地服務和保固的系統價格更高。以下價格區間反映的是 2026 年的市場數據,僅供參考,並非最終報價。
| 力量等級 | 西方提供的 | 中國工廠直銷 | 最合適 |
|---|---|---|---|
| 入口 1–1.5 千瓦 | $ 20,000–40,000 | $ 10,000–15,000 | 薄片,新創公司 |
| 中等功率 2–3 千瓦 | $ 30,000–60,000 | $ 15,000–30,000 | 加工車間 |
| 高功率 6 千瓦 | $ 60,000–90,000 | $ 30,000–50,000 | 重型製造 |
| 超高功率 12–30 千瓦 | $85,000–$1,000,000+ | $ 50,000–150,000 | 厚板,體積 |
零售價格區間是根據 2026 年製造商和市場清單資料編制的;唯一官方資料是匯總的海關估價統計資料(例如)。 美國國際貿易委員會資料網站 (例如HS編碼8456.11),此編碼追蹤進口價值和數量,但不追蹤安裝後的零售價格。價格會隨雷射光源品牌、自動化程度和匯率而波動,請務必以最新報價為準。
一台光纖雷射切割機的運作成本是多少? (不只是購買成本)
購買價格只是第一個數字。光纖雷射切割機還需要氮氣或氧氣、用於氣源和冷卻器的電力,以及噴嘴和防護鏡片等耗材。氮氣含量高的不鏽鋼加工是最大的隱性成本,因為氮氣壓力高達22-30巴,每小時耗氣量達數十立方米,其成本可與電力媲美。如果買家只考慮機器本身的價格,而忽略五年的營運成本,往往會低估最終成本。
營運成本與維護:買家容易忽略的數字
就雷射切割機而言,光纖雷射切割機的運作成本相對較低,但其營運成本是真實存在的,且可預測。光纖光源本身的使用壽命可達10萬小時左右,且無需消耗光束介質,這比二氧化碳雷射切割機具有顯著優勢。持續性支出包括輔助氣體、電力以及切割頭的易損件。
✔ 優勢
- 光纖源壽命約100,000萬小時,無需補充管路/氣體
- 在同等切割條件下,電力消耗與二氧化碳排放量之比較低。
- 薄片上的壓縮空氣可大幅降低氣體成本
- 乾淨的邊緣無需二次研磨
⚠ 經常性費用
- 不鏽鋼氮氣:40–120 立方公尺/小時,壓力 22–30 巴
- 頭部配有防護鏡片和陶瓷零件。
- 噴嘴會隨著穿刺循環而磨損
- 三相電源 + 雙溫冷水機
維護工作雖然簡單,但卻不可或缺:保持保護透鏡清潔,檢查噴嘴同心度,及時加註冷卻液,並確保光路密封。忽略透鏡檢查是切割品質下降最常見的原因,買家往往誤以為機器已經老化。
機器之外還隱藏著兩項成本。首先,切割金屬會產生煙霧和空氣污染物,這些非雷射光束危害與雷射光束本身一樣受到 ANSI Z136.1 標準和職業安全監管機構的重視,因此需要為局部排氣通風系統預留預算,而不僅僅是雷射安全防護罩玻璃。其次,如果使用壓縮空氣作為輔助氣體,壓縮機本身也會產生額外的能源成本: 美國能源部 指出僅洩漏就會浪費壓縮機輸出的 20-30%,因此要認真地確定空氣系統的尺寸並進行維護,而不是將其視為免費的。
如何選擇:光纖雷射尺寸選擇六項問題清單
請依序回答以下六個問題,選擇合適的纖維雷射切割機:首先是材料和厚度,最後是預算。 6題光纖雷射尺寸測量檢查清單 將上述數據轉化為購買決策,並避免最常見的錯誤:為閒置的電力付費。
6題光纖雷射尺寸測量檢查清單
- 生產過程中最厚的零件是什麼? 從瓦特厚度矩陣中讀取其功率等級,然後加上一個等級的餘裕。
- 哪些金屬? 反射性銅/黃銅或厚不銹鋼將功率提升至 ≥2 kW 和氮氣。
- 片狀、管狀,還是兩者都有? 決定採用平板式、管式或組合包裝。
- 最大床單尺寸? 設定床尺寸(3015 vs 4020 vs 更大尺寸)。
- 容量和自動化? 交易量大就需要使用交易表或自動載入功能。
- 五年營運預算? 價格不應只包含標價,而應包含氮氣、電力和耗材等費用。
購買還是外包: 如果您的切割量足以讓機器每天運轉幾個小時以上,那麼從零件單價和交貨時間來看,自建設備比外包更划算。低於這個量, 雷射切割服務 避免了資本和天然氣的額外支出。損益平衡點在於利用率,而非零件的複雜程度。對於更廣泛的領域,我們的清單是: 激光切割機製造商 幫助我們篩選供應商,嵌套軟體的選擇也在我們的報告中涵蓋。 雷射切割機軟體 指南。
“光纖雷射切割機並非僅靠雷射進行切割,而是依靠多種技術的協同作用,輔助氣體對於切割邊緣品質至關重要。”
光纖雷射切割技術的發展方向(2026 年及以後)
光纖技術已在金屬切割市場佔據主導地位,如今正進軍其他切割方式曾經佔據的領域。根據預測,2025年全球雷射切割機市場規模約6.85億美元,到2034年將達到18.43億美元。 財富業務見解每年約增長 8% 至 11%。功率超過 2,000 瓦的高功率光纖雷射目前佔據了新銷售額的大部分。
2026年及以後,三大趨勢將影響採購決策。首先,超高功率設備正逐漸普及而非成為常規產品:隨著價格下降,12千瓦和20千瓦的設備正從專業級產品轉向商用產品,而30千瓦以上的系統已成為真正的趨勢。不過,美國焊接協會等行業機構指出,該功率等級在負載持續率、熱輸入和切割品質方面存在權衡取捨,而且光纖的最佳切割厚度約為12毫米。其次,自動化、工作台更換、自動上下料和無人值守排料等功能正逐漸成為標配而非升級選項。第三,安全標準不斷提高:現行的EN ISO 11553-1:2020機器安全標準和ANSI Z136.1-2022標準規定了外殼和控制的基本要求,買家在購買前應予以確認。
如果您打算在 2026 年進行資本購置,明智的做法是購買比您目前最繁重的工作高一個功率等級的設備。現在看起來功率過剩的設備,會逐漸成為價格適中的中等功率選擇,並且能夠滿足您未來日益增長的繁重工作需求。
常見問題
Q:光纖雷射切割機需要多大的功率?
看答案
Q:光纖雷射切割機可以切割不銹鋼、鋁、黃銅和銅嗎?
看答案
Q:光纖雷射比二氧化碳雷射更適合金屬加工嗎?
看答案
Q:1500W光纖雷射能切割多厚的材料?
看答案
Q:光纖雷射切割機可以切割管材嗎?
看答案
Q:光纖雷射切割機需要哪些維護?
看答案
Q:光纖雷射的壽命有多長?
看答案
正在為您的車間尋找合適的雷射光纖切割機?請告訴我們您要切割的金屬種類、厚度和數量,我們的工程師將為您推薦合適的功率和規格。
關於本購買指南
UD機械解決方案科技有限公司(UDTECH)生產工業擠壓、食品加工和 數控雷射設備 產品出口到100多個國家。此處列出的功率、厚度和成本數據均綜合並交叉核對了已發布的製造商規格和下文引用的激光安全標準,並非第一方測試數據,因為誠實的買家指導比銷售宣傳單更有價值。
參考文獻和來源
- 雷射危害與標準美國職業安全與健康管理局(OSHA)
- 21 CFR 1040.10,雷射產品美國食品藥物管理局(eCFR)
- ISO 11553-1:2020,機械安全:雷射加工機械,第1部分國際標準化組織
- 雷射安全手冊(ANSI Z136.1-2022)佛羅裡達國際大學,環境健康與安全
- 材料加工中的光纖雷射IntechOpen(同儕審查章節)
- 雷射切割機市場規模報告(2034年)財富業務見解
- 雷射切割輔助氣體技術不斷發展製造者(FMA)
- WO2009016645A2,光纖雷射切割鈑金谷歌專利