A trefilação e a extrusão são processos de metalurgia de grande relevância e têm objetivos e resultados diferentes. Dois desses processos são considerados neste post: trefilação e extrusão e sua relevância em relação ao processo, a aplicação mais comum e a comparação com outros métodos. Compreendendo a trefilação e a extrusão, o leitor reconhecerá como esses dois métodos são diferentes um do outro, quais são seus méritos e quais dificuldades são encontradas no uso prático desses métodos. Neste artigo, exploraremos os dois processos de trefilação e extrusão que atraíram muita atenção, mas pouca ênfase no que eles fazem na metalurgia, bem como os diferentes campos onde esses processos são necessários, bem como a precisão e a confiabilidade que eles devem ter.
O que é trefilação?

A trefilação é um processo em metalurgia no qual um fio de metal é puxado através de uma série de matrizes para reduzir seu diâmetro e aumentar seu comprimento. Este é um processo comumente usado em várias indústrias, incluindo a fabricação de fios para aplicações elétricas, fabricação de componentes para automóveis e na construção. A trefilação permite o controle preciso das dimensões do fio e suas propriedades mecânicas, produzindo fios com maior resistência, flexibilidade aprimorada e condutividade aprimorada. A deformação controlada do fio permite a fácil remoção de impurezas e defeitos de superfície no fio, obtendo um acabamento de superfície brilhante e uniforme. Desta forma, os fabricantes de fios podem criar fios de várias espessuras e comprimentos pelos requisitos de diferentes aplicações.
Processo de trefilação explicado
A trefilação é um processo de metalurgia empregado na fabricação de fios com comprimentos e espessuras variados, que são mais fortes, mais flexíveis e mais condutores. Envolve o tensionamento do fio até certos limites enquanto limpa e alisa a superfície do fio. A importância da trefilação decorre do fato de que ela oferece possibilidades de controlar precisamente o diâmetro, o comprimento e muitas outras características mecânicas de um fio necessárias nas indústrias de fiação elétrica, construção e manufatura.
A trefilação pode ser definida como um processo no qual um fio é feito para passar por uma matriz, seguido por alongamento e redução gradual da seção transversal do fio. A matriz tem uma abertura que é retida em uma forma esticada conforme o fio é inclinado através dela. A abertura através da matriz contrai o fio, pois a tensão atraída para ele ao longo de seu comprimento faz com que ele se estique. Esse endurecimento por deformação aumenta o comprimento do fio. Diferentes tensões são empregadas neste processo de várias etapas para criar fios de arame de geometria e características prescritas.
A trefilação de fios é mais comumente apresentada em fios elétricos onde a capacidade de replicar dimensões de fios e suas propriedades funcionais elétricas é necessária. Um grande número de aplicações que se estendem por muitas indústrias são encontradas na fabricação de componentes e produtos como peças automotivas, molas e fixadores, para mencionar alguns com trama ou resistência e variação do fio.
É essencial entender que tanto a trefilação quanto a extrusão são processos que envolvem a mudança da forma de um metal. Enquanto a trefilação tem como objetivo puxar o fio reduzindo seu diâmetro e aumentando seu comprimento, na extrusão, o metal é bombeado ou forçado através de uma matriz para produzir formas e perfis intrincados. Ambos os processos têm sua importância e aplicações, mas ambos são processos indispensáveis em indústrias metalúrgicas que permitem que produtos de alta qualidade sejam fabricados em uma variedade de indústrias.
Aplicações em fiação elétrica
No que diz respeito à fiação elétrica, a trefilação e a extrusão estão entre os processos mais importantes que asseguram a produção de componentes elétricos ideais. Em particular, a trefilação, que tem ênfase no alongamento dos fios enquanto reduz o tamanho do diâmetro, é muito benéfica na formação de uma extensa rede de fios de calibre muito fino que são usados em circuitos elétricos sofisticados. No entanto, a extrusão permite a formação de formas e perfis complexos necessários para conectores, caixas de junção ou isolamento de cabos. Devido a essa combinação de técnicas, os fabricantes podem cumprir com muitos padrões rigorosos impostos pelo segmento elétrico da economia e fornecer sistemas elétricos confiáveis e eficazes.
Como a trefilação é um processo de usinagem de metais
O trefilamento é um processo que envolve a criação de fios em densidades menores sem encurtar o comprimento do fio. O trefilamento é essencialmente definido como o ato de formar um fio puxando através de uma sequência de matrizes. Fios estreitos de comprimento considerável são feitos através do trefilamento, que é usado para aplicações como circuitos de fios e muitas outras conexões eletrônicas, se necessário. Cada processo de trefilamento de fios aumenta a resistência do fio e sua integridade mecânica e elétrica, bem como melhora a tensão superficial do fio.
A principal operação envolvida durante o processo de trefilação é a deformação do fio. O fio está sendo trefilado através das matrizes a uma certa tensão e durante o processo de tração, ocorre a deformação plástica do metal e o diâmetro é reduzido. Durante a trefilação dos fios, a superfície do fio é revestida com um lubrificante para reduzir o contato e os danos na superfície. Os parâmetros da trefilação incluem:
Diâmetro do fio: uma espessura de fio inicial ou pré-trefilada é chamada de diâmetro do fio.
Tamanho da matriz: em relação ao trefilamento, o fio mais rápido é concluído nas dimensões desejadas das matrizes
Taxa de redução: expressa como o diâmetro inicial do fio dividido pelo diâmetro final do fio e fornece uma estimativa da mudança.
Velocidade de trefilação: Para cada matriz usada no processo de trefilação de fios, há uma matriz através da qual o fio é trefilado. A taxa de trefilação de fios influencia diretamente tanto a eficácia quanto a qualidade da trefilação de fios.
Lubrificação: É o lubrificante aplicado durante a direção e usado no processo de trefilação para minimizar a resistência durante a trefilação.
A trefilação é especializada e essencial para a fabricação de fios e cabos elétricos, e tem vários usos nas indústrias automotiva, aeroespacial e de telecomunicações. Ela torna possível produzir fios que têm dimensões controladas e propriedades mecânicas que serão úteis e eficazes quando usados em sistemas elétricos.
Explorando o processo de extrusão
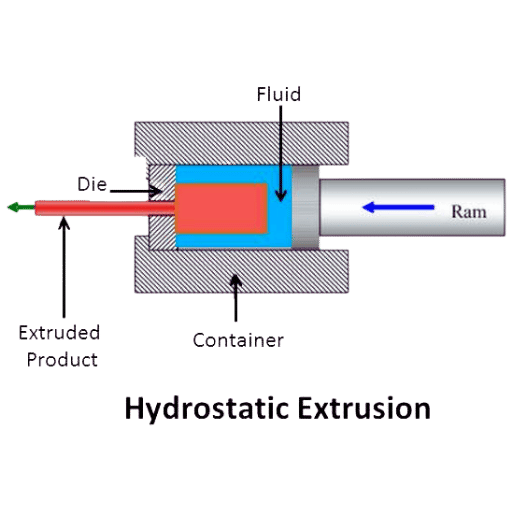
O processo de extrusão é um método essencial na metalurgia, usado para fabricar itens com silhuetas intrincadas e características de resistência especificadas. Consiste em aplicar alta pressão a um ou mais materiais – geralmente metálicos ou plásticos – forçando o material através de uma forma (uma matriz) da geometria e características desejadas. Com esse conhecimento sobre as características do processo de extrusão, os fabricantes podem usá-lo para a produção de componentes de diferentes formas, dimensões, características mecânicas, bem como melhorias de superfície.
Tipos de Extrusão: Direta e Indireta
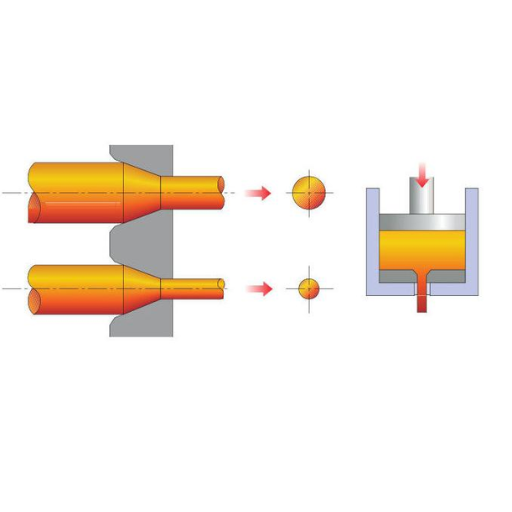
Duas distinções principais podem ser feitas sobre extrusão: extrusão direta e indireta. Extrusão direta é quando o carneiro empurra o material através da matriz. É usada para materiais que têm forças de extrusão mais baixas e seções transversais fáceis de extrudar. Em contraste, a extrusão indireta é o oposto, pois a matriz é movida em direção ao material, empurrando-o através da matriz. Esta técnica é usada em materiais com forças de extrusão mais altas ou formas transversais mais complicadas. Tanto a extrusão direta quanto a indireta da formulação têm suas vantagens especiais e são igualmente aceitas na fabricação de metais e plásticos em vários campos. Para uma melhor compreensão desses tipos de extrusão, a melhor abordagem seria visitar os 3 principais sites atualmente no Google.com sobre esses problemas.
O papel da extrusão na metalurgia
A extrusão tem uma função muito importante na metalurgia, pois é usada para criar peças de metal de forma eficiente e precisa. Como um processo de deformação, a extrusão auxilia na captura de estruturas internamente consistentes de formas transversais mais complicadas em metais. Ao contrastar a trefilação e a extrusão, deve-se afirmar que agora existe uma atividade comum de metalurgia, mas a tecnologia e o propósito funcional são fundamentalmente diferentes. A trefilação aborda a produção de fios que serão usados para aplicações elétricas e estruturais, enquanto a extrusão é amplamente usada nas indústrias de plásticos e metais. Esses processos também têm outras vantagens, como melhor acabamento superficial e capacidade de trabalhar em materiais trefilados que exigem grandes forças de extrusão. No entanto, existem alguns problemas associados à trefilação de metais ou ao domínio da extrusão e trefilação de metais - abordando a desvantagem da deformação. Uma vez que as peculiaridades do processo de extrusão forem compreendidos, os fabricantes poderão entregar produtos metálicos de qualidade.
Por que a extrusão é um processo de deformação
Extrusão é um processo de metalurgia muito eficiente, destinado à facilidade de deformação para fabricantes que buscam criar uma variedade de formas. Este processo consiste em aplicar uma grande quantidade de força em um movimento de empurrar ou puxar sobre um material que foi moldado para se encaixar em uma matriz, alterando assim sua área transversal e dimensões no processo. Os pontos a seguir destacam as razões pelas quais a extrusão é um método preferido para deformação:
Eficiência em Dimensão e Forma: O uso da extrusão é benéfico para os produtores, pois eles poderão regular a deformação no processo, garantindo dimensões e forma uniformes. Alguns dos parâmetros que devem ser levados em conta durante os estágios precedentes da extrusão de metais são a temperatura, a velocidade de extrusão e a geometria da matriz.
Estrutura Interna Melhorada: A tecnologia de extrusão pode retificar apreciavelmente as propriedades dos materiais que estão sendo trabalhados. Melhorarei a estrutura do grão, fortalecerei o material e até mesmo enriquecerei as propriedades mecânicas de todo o material. Temperaturas ótimas durante a extrusão e composições de liga adequadas devem ser respeitadas para atingir as propriedades esperadas de um material.
Criação de Formas Intrincadas: Como a extrusão necessita da produção de formas complexas, pode ser difícil fabricá-las usando técnicas tradicionais. Ao utilizar configurações de matriz apropriadas, os fabricantes podem realizar a tarefa de extrudar materiais em seções que são projetadas para serem únicas, sejam perfis, tubos, hastes ou qualquer outro formato.
Custo-efetividade e eficiência de material: A extensão permite parâmetros que são acompanhados pelo conceito de minimização de custos quando se trata do processo de produção. A escassez de desperdício e a capacidade de utilizar restos de lixo ou material reciclado durante a produção também minimiza o custo vinculado à produção em massa, tornando a extensão um processo de custo-efetivo.
Versatilidade e Ampla Gama de Aplicações: Devido aos vários processos envolvidos, inúmeras indústrias, como automotiva, aeroespacial, construção e fabricação de bens de consumo, adotaram extensões na produção em massa. Uma ampla variedade de materiais, incluindo alumínio, aço, cobre e plásticos, podem ser usados no processo de extrusão, aumentando assim sua capacidade em processos de deformação.
Com o uso da extrusão, os fabricantes podem eliminar as limitações impostas pela deformação, moldar o produto com precisão e fabricar elementos metálicos com qualidades superiores, como precisão de dimensões e propriedades.
Comparando trefilação e extrusão
Ao comparar processos de trefilação e extrusão, fatores de trefilação devem ser considerados. Vamos explorar as diferenças, especialmente em relação às mudanças transversais e à qualidade da superfície, para ter uma melhor apreciação dos méritos dos dois métodos e suas aplicações. A distinção entre trefilação e extrusão é importante para os fabricantes, pois auxilia na seleção da técnica mais apropriada para determinados requisitos de produção e objetivos finais.
Diferença entre técnicas de desenho e extrusão
Ao abordar métodos de trefilação e extrusão, e comparar os métodos, é necessário incluir vários parâmetros que determinam a capacidade e a eficiência de cada método em particular. Deixe-nos saber as diferenças entre essas mudanças de área de seção transversal e o acabamento da superfície em particular para que possamos saber mais sobre as vantagens e usos dos diferentes métodos. Para lhe dar uma boa visão geral de tais técnicas, posso consultar as fontes adequadas na internet, como os 3 primeiros sites no google.com.
A trefilação é um processo que diminui o diâmetro de um fio puxando-o através de uma matriz com uma seção transversal menor deformada por contração térmica. É muito frequentemente empregado para aplicações elétricas e estruturais que exigem propriedades mecânicas e tolerâncias.
O outro método é mais conhecido como extrusão, que implica empurrar um metal ou plástico através de uma matriz com uma seção transversal pretendida. É o processo de mover um material através de uma matriz para uma forma de seção transversal desejada. Tornou-se utilizável para a indústria, pois pode permitir que as indústrias de plástico e metal fabriquem perfis, hastes e tubos com formas e áreas específicas.
Entre as distinções notáveis entre as técnicas de trefilação e extrusão, deve-se observar o seguinte:
Defeitos Transversais: A tecnologia de trefilação de fios funciona eficientemente apenas para a redução da área da seção transversal do fio, mas mantém o formato e estica o fio no processo. Por outro lado, a extrusão permite a formação de formas transversais serrilhadas, juntamente com seções cônicas e ocas.
Tratamento de superfície: O observador notará que a trefilação de fios atinge muitas superfícies ásperas, pois os fios após a trefilação sofrem alongamento e compressão durante a trefilação das principais partes do fio. Por outro lado, os processos de extrusão podem levar a um acabamento de superfície não muito liso devido a muito material ativo esfregado sobre a matriz.
Os fabricantes discriminarão entre técnicas de trefilação e extrusão com base em análise cuidadosa das vantagens e limitações de cada técnica no que diz respeito às especificações ou metas de produção. Quanto às outras, eles devem entender completamente essa questão complicada e obter todas as informações críticas de fontes confiáveis e respeitáveis, bem como a orientação de especialistas.
Analisando mudanças transversais
Ao estudar processos de trefilação ou extrusão, há uma necessidade de analisar também seus parâmetros técnicos, bem como os efeitos que eles têm. Vamos nos concentrar em fatores tão importantes:
Fluxo de material e deformação: Na trefilação, a área da seção transversal do fio é reduzida puxando o fio através de uma matriz. Ao fazer isso, o comprimento é aumentado enquanto o diâmetro é reduzido, o que traz mudanças na estrutura do grão, microestrutura e propriedades mecânicas do material. Por outro lado, na extrusão, o material é moldado na seção transversal desejada forçando-o através de uma matriz, o que leva à deformação plástica e à mudança do formato da seção transversal.
Rugosidade da Superfície: Como resultado das forças de atrito entre o fio e a matriz, a trefilação tem defeitos de superfície menores. Enquanto na extrusão, os valores de rugosidade da superfície produzidos são ligeiramente maiores por causa da interação material-matriz.
Parâmetros e considerações: Vários parâmetros técnicos estão envolvidos na compreensão das mudanças transversais, incluindo Configuração e geometria da matriz Técnicas de lubrificação e resfriamento Propriedades mecânicas do material, como resistência e ductilidade Velocidades de banho ou extrusão Taxa de redução Temperaturas do tarugo ou do fio Rugosidade do material e da superfície da matriz Conhecer e melhorar os parâmetros tecnológicos concentra-se em dar suporte a saídas aceitáveis, bem como à qualidade dos produtos durante os processos de trefilação e extrusão de fios. Portanto, é importante que os fabricantes consultem fontes confiáveis, busquem assistência especializada e testem os processos mais intensamente para encontrar os parâmetros técnicos mais adequados para suas necessidades de produção.
Diferenças de acabamento de superfície em produtos de metal
Como sou especialista em desenho e extrusão de metais, as peculiaridades do acabamento de superfície dos produtos de metal são algo em que sou competente. Além disso, o acabamento de superfície constitui uma seção insignificante, pois é um fator decisivo na perspectiva, eficácia e utilidade dos componentes de metal. Em qualquer caso, as características de acabamento de superfície esperadas devem ser atendidas por meio de vários requisitos e limites operacionais. Olhando para as três principais pesquisas do Google sobre o assunto relevante, posso tirar as seguintes conclusões:
Parâmetros de acabamento de superfície: O acabamento de superfície em produtos metálicos pode ser uma função de diferentes parâmetros, como:
Métodos de lubrificação e resfriamento: O uso considerável de defeitos e o aprimoramento da superfície auxiliam na obtenção de um melhor acabamento.
Tipo e acabamento superficial da matriz: O uso dos materiais da matriz, bem como as características da superfície, determinam a rugosidade e a qualidade do produto final.
Velocidade de trefilação ou extrusão: É muito importante controlar a velocidade da operação para obter consistência e reduzir o número de defeitos superficiais.
Propriedades do material: As propriedades intrínsecas do metal, como resistência e ductilidade, determinam o acabamento superficial que será obtido.
Importância da Otimização: Os fabricantes precisam ter em mente os requisitos dos respectivos produtos e processos ao projetar para o acabamento de superfície ideal. Eles devem considerar a literatura relevante e as opiniões de especialistas e realizar benchmarking apropriado para chegar a parâmetros adequados para seus requisitos de produção específicos. Isso contribui para atingir as metas desejadas e garantir a qualidade do acabamento de superfície em processos de trefilação e extrusão.
A injeção e o aprimoramento desses parâmetros por meio da otimização do projeto permitem que os fabricantes gerenciem e otimizem a superfície dos produtos metálicos acabados para que as expectativas estéticas e funcionais sejam adequadamente atendidas.
Aplicações comuns de trefilação e extrusão de fios

Desenho do fio:
Fiação Elétrica: Um processo de trefilação é uma forma avançada de técnica de trefilação a frio que é usada principalmente na produção de fiação elétrica, como sistemas residenciais, comerciais e industriais. Os parâmetros do processo garantem a produção de fios que são uniformes e lisos no perfil e têm condução elétrica e isolamento máximos do fio.
Componentes Estruturais: A trefilação de fios também é empregada na fabricação de componentes estruturais em indústrias como construção, automotiva e aeroespacial. Ela auxilia na fabricação de fios com as dimensões e propriedades mecânicas necessárias para uso em aplicações necessárias com requisitos de resistência.
Extrusão:
Fabricação de plástico: A extrusão é um dos processos de trabalho mais essenciais no domínio da fabricação de arquivos de plástico. Também é usada para moldar plásticos que, em seu estado fundido, se transformam em tubos e outras formas, incluindo tubos, folhas e perfis. Ela torna possível criar formas mais complexas com dimensões e acabamento de superfície constantes.
Fabricação de metais: Em relação à fabricação de metais, a extrusão é usada principalmente na produção de perfis, hastes e tubos. Ela facilita a fabricação de peças metálicas que têm formas e propriedades físicas particulares necessárias em diferentes indústrias, que incluem construção, automotiva e aeronáutica.
Os fabricantes podem usar processos de trefilação e extrusão para satisfazer os requisitos de diferentes campos e produzir peças com tamanho, resistência e acabamento de superfície predeterminados. Como tais processos fornecem flexibilidade e controle, eles se tornam importantes em uma ampla gama de aplicações em diferentes indústrias.
Trefilação de fios para usos elétricos e estruturais
A trefilação é uma operação primária que é aplicada em elementos estruturais e de fornecimento de energia. É o processo de forçar um fio de metal através de uma matriz para encolher sua seção transversal e melhorar suas propriedades. Reconheço a trefilação como uma forma de fazer trabalho em operações e digo isso para as indústrias de telecomunicações, eletricidade e construção. Isso permite o desenvolvimento de fios de seção transversal específica, resistência à tração e tratamento de superfície. Ao ajustar precisamente os parâmetros de trefilação, os fabricantes podem produzir fios que respondem às necessidades críticas dessas indústrias, garantindo desempenho satisfatório em qualquer aplicação.
Extrusão na fabricação de plástico e metal
Extrusão é um método comum na fabricação de plástico e metal. Este processo consiste em forçar o material através de uma matriz para formar produtos com as formas e tamanhos necessários. No caso da extrusão de plásticos, este processo surge como útil para a fabricação de tubos, tubulações, encanamentos e folhas. Na fabricação de metais, este processo é usado na criação de hastes, barras e perfis.
Existem múltiplos benefícios para a eficiência do processo de fabricação ao utilizar o método de extrusão. Ele permite produzir uma seção transversal contínua e coerente que pode ser bastante complexa também. O processo está associado a altas taxas e eficiência de produção, permitindo a aplicação em produtos de produção em massa. Para adicionar, também é notado que peças de plástico e metal extrudadas tendem a ter melhores qualidades, como robustez.
No entanto, certas complicações podem ocorrer durante a execução da extrusão. Algumas complicações como deformação, tração e distribuição de material podem ocorrer, levando a defeitos nas propriedades. O diâmetro do tarugo e as tolerâncias da seção transversal são dois fatores que garantem a consistência do produto. Por último, mas não menos importante, atingir a qualidade de superfície esperada pode ser difícil, pois o processo de extrusão pode levar a algumas superfícies ásperas e irregulares.
Para enfrentar esses desafios, os fabricantes usam várias tecnologias e técnicas. O uso de projetos de matriz sofisticados e a seleção cuidadosa dos parâmetros do processo de extrusão reduzem muito a distorção e melhoram as propriedades de tração. O controle do processo também fornece consistência na altura e espessura do tarugo, bem como sua seção transversal. Polimento e algum coasting também podem ser usados para melhorar a qualidade da superfície dos itens extrudados.
À medida que os fabricantes aprendem as características essenciais da extrusão nas indústrias de plástico e metal, alguns desafios são superados enquanto as oportunidades trazidas por esse processo são totalmente utilizadas. Também é importante para a fabricação de vários produtos e o desenvolvimento de diferentes setores.
Benefícios dos metais trefilados e extrudados a frio
No curso do meu trabalho, gostaria de defender abertamente os processos de trefilação e extrusão de metais, pois eles são conhecidos por trefilar o metal a frio e/ou extrudar o metal, respectivamente. Metais trefilados ou extrudados por meio desses processos são deformados de uma forma que melhora suas propriedades metalúrgicas e precisão. É revelado que metais trefilados a frio têm excelentes características, como resistência à tração, precisão dimensional e acabamento de superfície que podem estar em aplicações que exigem altas tolerâncias. Enquanto metais extrudados têm a capacidade e flexibilidade de serem produzidos em uma variedade de formas, tamanhos e designs que, por sua vez, oferecerão grande liberdade de design aos fabricantes. Tornando possível fabricar uma variedade diversificada de produtos, incluindo, mas não se limitando a, peças estruturais na indústria aeroespacial, peças automotivas complexas e dispositivos elétricos de consumo. Em geral, metais trefilados a frio visam a melhoria das propriedades mecânicas dos metais e peças metálicas, a precisão dimensional e as qualidades de superfície de artigos metálicos, bem como as oportunidades de design. Todos esses aspectos tornam esses metais vitais nas indústrias de hoje.
Desafios na trefilação e extrusão de metais

Os processos de trefilação e extrusão de produtos metálicos vêm com seu próprio conjunto especial de problemas que devem ser tratados adequadamente para atingir a máxima eficácia e a máxima qualidade dos produtos finais. Superar os problemas acima envolve um conhecimento profundo das características do material, regimes de processo e tecnologias avançadas de fabricação. Tais desafios são solucionáveis e com o auxílio de técnicas e ferramentas apropriadas, os fabricantes podem produzir peças e produtos metálicos bem projetados da mais alta qualidade.
Abordando problemas de deformação e tração
Fatores de deformação e tração apresentam desafios cruciais enfrentados pela trefilação e extrusão de metais que colocam em questão principalmente a qualidade e a integridade dos produtos finais. Para combater esses problemas, os fabricantes devem levar em consideração as seguintes principais etapas decisivas:
Parâmetros do Processo: Parâmetros de processo apropriados, como temperatura, taxa de deformação e lubrificação, devem ser estabelecidos para aliviar fatores de deformação e tração. É importante observar que esses parâmetros devem ser ajustados pelas propriedades do material e pelo resultado pretendido a ser alcançado.
Die Design: Em casos onde há extensa deformação do material, o design da matriz deve ser otimizado de modo que o fluxo do material sendo usinado em peças seja parcialmente controlado. Alguns dos fatores que exigem ajuste apropriado para minimizar tensões de tração e atingir a precisão dimensional desejada incluem ângulo da matriz, comprimento da base e raio do filete.
Seleção de Material: Para esse fim, é intuitivo que as propriedades mecânicas do material e sua ductilidade influenciam muito a deformação do material e os fatores de tração durante o trefilamento e a extrusão. A seleção do material pode ser executada em relação a vários parâmetros que incluem resistência, alongamento, bem como comportamento de encruamento.
Tratamento Térmico: Assim, outra técnica é proposta para reduzir a quantidade de deformação, bem como para melhorar as propriedades mecânicas do metal. Por exemplo, tratamentos de recozimento ou alívio de tensão aliviam efetivamente as tensões residuais e melhoram a ductilidade do material, o que, por sua vez, diminui as chances de deformação e falha de tração.
Manutenção da matriz: Inspeções e reparos de rotina e oportunos das matrizes são essenciais para a precisão dimensional e para limitar preocupações com deformação. Se a superfície da matriz apresentar qualquer desgaste ou dano, ele deve ser corrigido imediatamente para garantir uniformidade na qualidade dos bens produzidos.
Ao avaliar e empregar criteriosamente essas técnicas, os fabricantes podem resolver efetivamente os problemas de deformação e tração tanto no projeto quanto na fabricação de componentes metálicos com metrologia e propriedades mecânicas aprimoradas.
Gerenciamento da uniformidade de tarugos e seções transversais
Na fabricação, manter a qualidade e a consistência funcional dos produtos acabados requer um gerenciamento eficaz da uniformidade do tarugo e da seção transversal. Vários problemas surgem enquanto se trabalha para isso. O primeiro diz respeito ao tipo de material do tarugo. As composições químicas dos materiais que possuem as propriedades mecânicas necessárias, incluindo resistência, alongamento e características de encruamento, devem ser usadas. Além disso, a temperatura, juntamente com a taxa de resfriamento usada na fundição dos processos de fabricação de parafusos em forma de C, deve ser controlada para evitar diferentes dimensões da seção transversal.
Por outro lado, os parâmetros técnicos a serem considerados para gerenciar a uniformidade bimetálica e transversal podem incluir:
Composição do metal: Certifique-se de que o bimetal fabricado atenda às propriedades mecânicas necessárias.
Temperatura de fundição: certifique-se de que a temperatura seja uniforme em todo o radiador fundido durante a fundição para que não haja diferenças térmicas em suas seções transversais.
Tempo de resfriamento do sistema: Reduza esse tempo para resfriar o componente o suficiente e evitar causar danos/alterações na seção transversal devido ao estresse interno.
Billet e faixa. espessura do glaucoma. Elementos alongados – comprimento – horizontal em massa, altura: Esta seção monitora e controla as dimensões de um bimetal para garantir que seu perfil ideal seja mantido.
Medidas de controle: Medidas corretivas e preventivas devem ser colocadas em prática para minimizar casos de alterações dimensionais ou de composição de bimetálicos.
À luz dos fatores destacados e dos fatores declarados, os fabricantes podem controlar a uniformidade da tarugo e da seção transversal para produzir componentes metálicos de precisão cujas dimensões e propriedades mecânicas são de um padrão elevado.
Melhorando o acabamento da superfície na fabricação
Para obter um melhor acabamento de superfície, o conhecimento sobre os determinantes do acabamento final da superfície é fundamental. Tendo usado os 3 principais sites que aparecem no Google.com, compilei as seguintes melhores práticas.
Primeiro, os fabricantes precisam encontrar os Parâmetros de Fabricação Mais Adequados: Isso se refere aos parâmetros otimizados para o processo de corte, como velocidades de corte, taxas de avanço e geometrias de ferramentas. Obter o compromisso certo entre a qualidade do acabamento da superfície e a da remoção do material é essencial.
Em segundo lugar, alguma lubrificação eficaz praticada: a lubrificação na superfície usinada deve ser feita corretamente para diminuir a quantidade de calor e atrito produzidos; assim, a rugosidade da superfície usinada é reduzida significativamente. O tipo de lubrificante a ser usado deve ser selecionado corretamente. Além disso, isso deve ser aplicado consistentemente.
Em terceiro lugar, engrenagens e abrasivos devem ser melhorados: usando ferramentas e abrasivos modernos que têm geometria e revestimentos superiores, a melhoria no acabamento pode ser alcançada. Manter o controle dos desenvolvimentos na tecnologia de ferramentas tem que ser feito.
Em quarto lugar, as vibrações devem ser controladas: manchas na superfície, que podem degradar a qualidade, podem ser evitadas otimizando a quantidade de rigidez, amortecimento e estabilidade dos elementos da máquina para controlar as vibrações da máquina.
Quinto, técnicas de pós-processamento devem ser usadas: outras técnicas de pós-processamento, como polimento, eletropolimento e implementações químicas, devem ser usadas para obter uma superfície mais fina.
Essas técnicas descritas por eles permitem que os fabricantes melhorem o acabamento da superfície e, portanto, produzam componentes de melhor qualidade e com aparência aprimorada.
Referências
Resistência elétrica e condutância
Melhor fabricante de extrusoras de fios e cabos na China
Perguntas Frequentes (FAQ)
P: O que é um desenho de arame?
A: A trefilação é um processo de metalurgia usado para reduzir a seção transversal de um fio puxando o fio por uma única matriz ou série de matrizes. Este é um processo de trabalho a frio que resulta em um fio com um perfil transversal constante.
P: Como o processo de extrusão difere do desenho?
R: Extrusão e trefilação são processos de formação, mas diferem no método. Na extrusão, o material é empurrado através de uma matriz para formar um formato desejado, enquanto a trefilação envolve puxar o material através de uma matriz. A extrusão pode ser realizada em temperaturas quentes ou frias, enquanto a trefilação é tipicamente um processo de trabalho a frio.
P: Você pode explicar a função de um mandril na trefilação de tubos?
R: No trefilamento de tubos, um mandril é usado para dar suporte ao diâmetro interno do tubo e garantir que ele mantenha o formato desejado conforme é trefilado por uma matriz. Isso ajuda a atingir precisão na espessura e uniformidade do tubo de aço.
P: O que significa "extrusão para frente"?
A: A extrusão para frente é um processo em que o material é empurrado na mesma direção da abertura da matriz. Ela contrasta com a extrusão para trás, em que o material flui na direção oposta ao movimento do ram.
P: Por que a trefilação é considerada um processo de trabalho a frio?
A: A trefilação é considerada um processo de trabalho a frio porque é realizada em temperatura ambiente ou próxima dela. Esse processo fortalece o material por meio do endurecimento por deformação, pois o metal é trefilado por uma matriz sem a aplicação de calor.
P: Que tipos de materiais podem ser usados em processos de extrusão e trefilação?
R: Vários metais podem ser usados em processos de extrusão e trefilação, incluindo alumínio, cobre, aço e latão. A escolha do material depende das propriedades e aplicações desejadas do produto final.
P: Como funciona uma máquina de desenho?
R: Uma máquina de trefilação funciona puxando um fio através de uma matriz para reduzir seu diâmetro e alterar seu perfil transversal. A máquina aplica tensão ao fio, puxando-o através de uma série de matrizes, cada uma progressivamente menor, para atingir as dimensões desejadas.
P: Qual é o significado de "estiramento a quente"?
R: A trefilação a quente se refere a um processo em que o material é aquecido antes de ser trefilado por uma matriz. Isso pode reduzir a força necessária para moldar o material e melhorar a ductilidade, permitindo maior deformação sem quebrar.
P: Como a extrusão e a trefilação a frio são usadas juntas?
A: Extrusão e trefilação a frio podem ser realizadas em sequência para atingir um formato e tamanho específicos. Primeiro, a extrusão é usada para criar um formato básico e, então, a trefilação a frio refina ainda mais as dimensões e o acabamento da superfície do produto.