Atualizado em July 2026
A decisão entre máquinas manuais e automáticas para rolinhos primavera de wafer deve começar pela meta de produção que você precisa cumprir: quantos rolinhos bons podem sair da fábrica a cada turno, quantas pessoas dependem dessa produção e quanta perda ou horas extras o proprietário está disposto a tolerar. Este artigo aborda linhas de produção de rolinhos primavera de wafer. Ele não compara linhas de produção de rolinhos primavera salgados ou pequenos fogões elétricos domésticos para ovos, exceto nos casos em que esses resultados possam gerar confusão na busca.
Para um gerente de fábrica, a questão não é "Qual máquina é a mais rápida?", mas sim "Quantos rolinhos primavera comercializáveis um operador consegue produzir por turno, respeitando o formato, os limites de quebra, o cronograma de limpeza e o orçamento de energia exigidos?". Para um gerente financeiro, a mesma pergunta se torna "Qual será o nosso custo por 1,000 unidades boas se continuarmos contratando mão de obra em vez de migrar para uma linha de produção automática?".

Especificações rápidas
| Melhor primeira pergunta | Você está preparando rolinhos primavera de wafer, rolinhos primavera salgados ou pequenas porções caseiras? |
| Intervalo manual visto na SERP | Aproximadamente 150-180 peças/hora para equipamentos manuais de mesa, dependendo do produto e da habilidade do operador. |
| Gama de mesa pneumática | Aproximadamente 200 peças/hora em comparações de mesa publicadas. |
| Linha de wafers UD05-2 | 220 peças/min e cerca de 600 kg por turno de 8 horas. |
| Linha de wafers UD05-3 | 330 peças/min e cerca de 900 kg por turno de 8 horas. |
- Menor custo inicial para testes de receitas e pequenos lotes.
- Fácil de mover, limpar e trocar entre percursos curtos.
- Funciona quando a demanda ainda está abaixo do limite de disponibilidade de mão de obra.
- Maior produtividade por operador quando a demanda por turno é estável.
- Controle de temperatura, forma e conformação mais precisos e repetíveis.
- Mais adequado para pedidos documentados de produção e exportação de alimentos.
Primeiro, decida a família de produtos: wafer, rolinho primavera salgado ou eletrodoméstico.
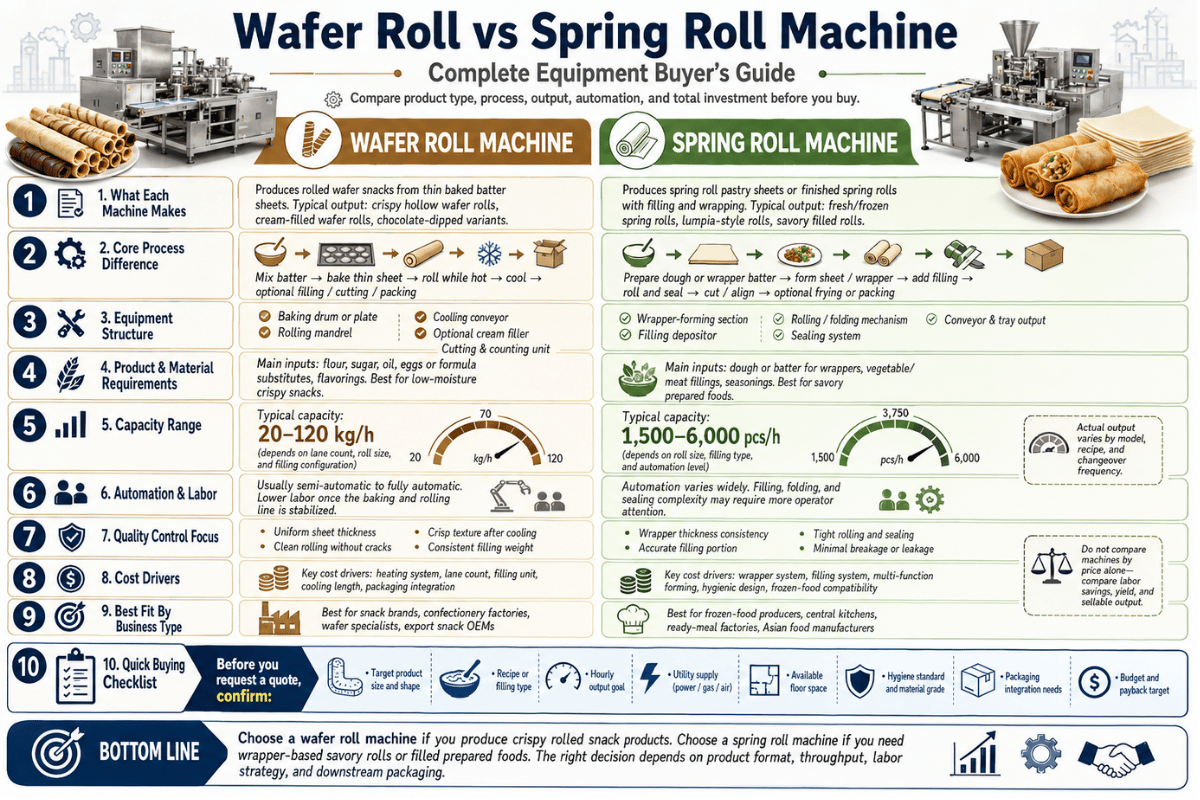
Uma máquina de rolinho primavera não é apenas uma máquina genérica. A produção de rolinhos primavera envolve o cozimento de uma massa fina em moldes aquecidos antes de enrolá-la enquanto ainda está quente. Os princípios de design de máquinas para rolinhos primavera salgados e máquinas para enrolar rolinhos primavera geralmente incorporam o gerenciamento de uma esteira de massa, recheio, dobra e enrolamento antes da fritura, congelamento ou embalagem do produto. O termo "máquina elétrica doméstica de rolinho primavera" geralmente se refere a um pequeno eletrodoméstico de bancada com uma superfície de cozimento antiaderente e não a uma máquina de produção de alimentos.
Essa distinção é importante para que o comprador evite comparações inadequadas. Evite avaliar uma linha de produção de wafers em comparação com uma máquina automática de moldagem e revestimento para shumai, samosas, pastéis ou outros itens recheados.
Os resultados de pesquisa atuais (SERP) apresentam máquinas automáticas de rolinho primavera ANKO ER-24 na categoria de rolinhos salgados/congelados, enquanto a UDTECH UD05 representa uma linha de produção de rolinho primavera de wafer. Os compradores devem comparar máquinas da mesma família de produtos antes de considerar preço ou capacidade.
A terminologia é importante na solicitação de cotação. máquina automática para fazer rolinhos primavera Pode significar uma máquina para preparar massa de crepe, uma máquina para enrolar rolinhos primavera salgados ou uma máquina automática para empanar e moldar produtos recheados. Uma descrição clara protege as personalizações e indica se a máquina é capaz de produzir o formato desejado pelo comprador.
| Produto familiar | Processo | Risco para o comprador em caso de confusão. |
|---|---|---|
| Rolinho primavera de wafer | Deposição da massa, cozimento, enrolamento, resfriamento e embalagem. | Equipamentos para embalar salgados não produzem o mesmo tipo de wafer crocante. |
| Rolinho primavera salgado ou rolinho de ovo | Esteira de massa, dispensador de recheio, dobragem, enrolamento, depois fritar ou congelar. | A produção por hora e o peso por peça não podem ser comparados com a produção de wafers. |
| eletrodomésticos | Pequena superfície de cozimento em liga de alumínio ou revestida para preparos caseiros. | O baixo custo parece atraente, mas não resolve o problema dos custos de mão de obra comercial. |
Para uma classificação mais abrangente dos tipos, consulte o guia de máquinas de rolinho primavera da UDTECH. Este artigo se concentra na atualização.
Onde as máquinas de rolinho primavera manuais ou pneumáticas ainda fazem sentido
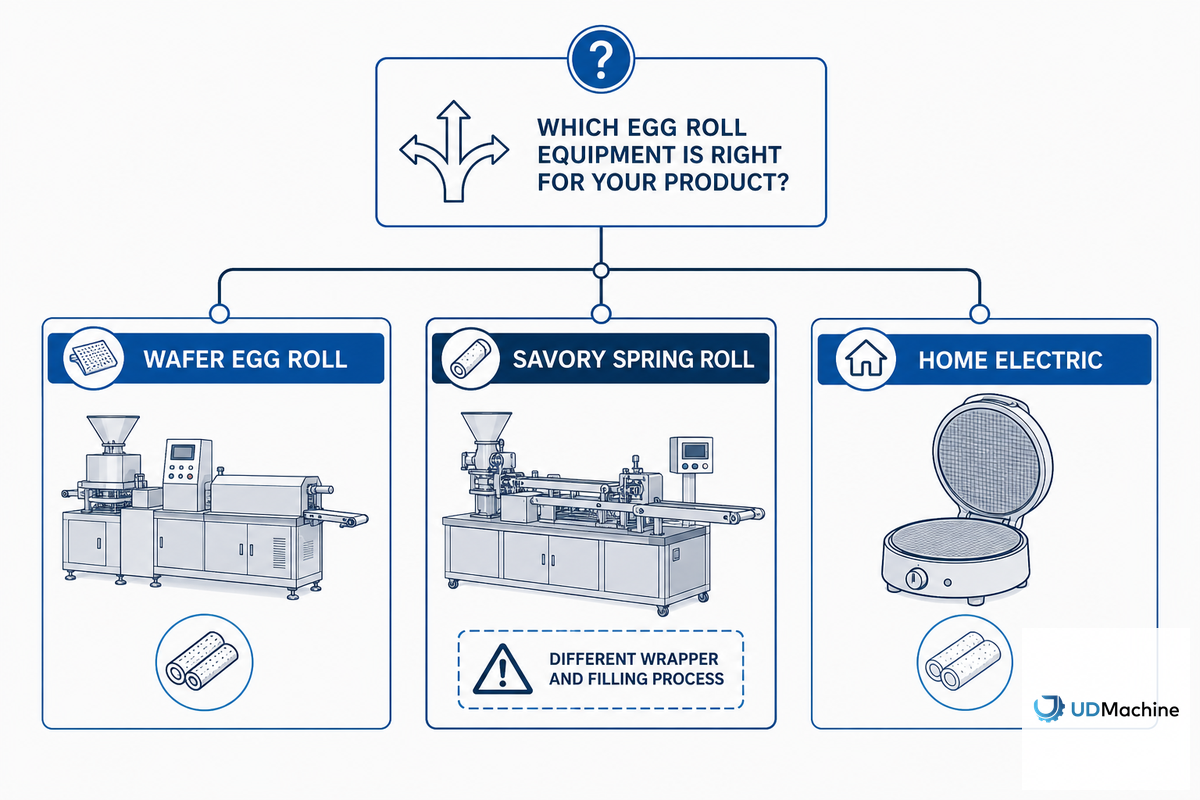
Escolher uma máquina de rolinho primavera manual tradicional não é necessariamente uma escolha errada. Uma opção manual pode ser econômica quando a empresa está testando uma receita, vendendo lotes locais ou avaliando a demanda antes de investir em equipamentos de produção. Máquinas manuais e pneumáticas de mesa oferecem aos operadores controle direto sobre a consistência da massa, a firmeza do rolinho e a limpeza após o expediente.
As limitações surgem quando o operador se torna o gargalo. Se um único indivíduo for responsável por fornecer a massa, monitorar a superfície de cozimento, enrolar, verificar a cor, resfriar e embalar, a velocidade da linha será ditada pela capacidade humana.
A assistência pneumática pode reduzir certos movimentos, mas não elimina completamente o manuseio manual. Isso significa que mesmo um pequeno aumento na produção pode não resolver a limitação de mão de obra.
| Tipo de caso de uso | Sinal de saída | Melhor ajuste |
|---|---|---|
| Teste de receita | Dezenas a algumas centenas de peças por sessão. | Máquina manual para fazer rolinhos primavera ou unidade elétrica pequena para rolinhos primavera. |
| Café ou padaria local | Cerca de 150 a 200 unidades por hora são suficientes para atender à demanda do serviço. | Máquina manual ou pneumática para fabricação de rolos. |
| Validação sazonal do mercado | A demanda ainda varia semanalmente ou conforme o evento. | Mantenha o capital baixo até que surjam novas encomendas. |
| Produção regional ou por contrato | Um turno não consegue atender à demanda sem mão de obra extra. | Avaliação de máquina automática para rolinho primavera. |
O que muda quando você passa a usar uma máquina automática de rolinhos primavera?

Uma máquina automática de rolinhos primavera transforma a produção de tarefas manuais em uma operação automatizada e controlada. Nesse cenário, a compra vai além de uma máquina mais rápida; envolve adquirir aquecimento, dispensação, formação e resfriamento confiáveis, facilidade de limpeza, recursos de segurança, peças de reposição, treinamento e suporte pós-venda.
O argumento comercial é a eficiência da produção, não apenas a velocidade. A operação contínua pode reduzir a mão de obra, os custos trabalhistas e proporcionar um controle mais preciso na produção de rolinhos primavera em larga escala. A relação custo-benefício ainda depende da taxa de rejeição, do tempo de limpeza, do consumo de energia e da facilidade de limpeza da linha entre os lotes, o que é essencial para uma empresa de alimentos real.
No segmento de rolinhos primavera de wafer, a UDTECH UD05-2 tem uma capacidade declarada de 220 unidades/min ou aproximadamente 600 kg por turno de 8 horas. A UD05-3 tem uma capacidade declarada de 330 unidades/min ou cerca de 900 kg por turno de 8 horas. Esses números diferem das máquinas manuais de mesa e também dos sistemas para salgados do tipo ER-24, que aparecem nos SERPs com uma capacidade em torno de 2,400 unidades/hora com 65-75 g/unidade.
Nunca compare a produção por hora de wafers e produtos salgados sem considerar claramente o peso, o tamanho do produto, o processo de aquecimento e o processo pós-moldagem. Isso porque um rolo salgado de 65-75g e um rolo de wafer crocante não são unidades diretamente comparáveis. O planejamento de mão de obra e rendimento precisa ser baseado em parâmetros distintos.
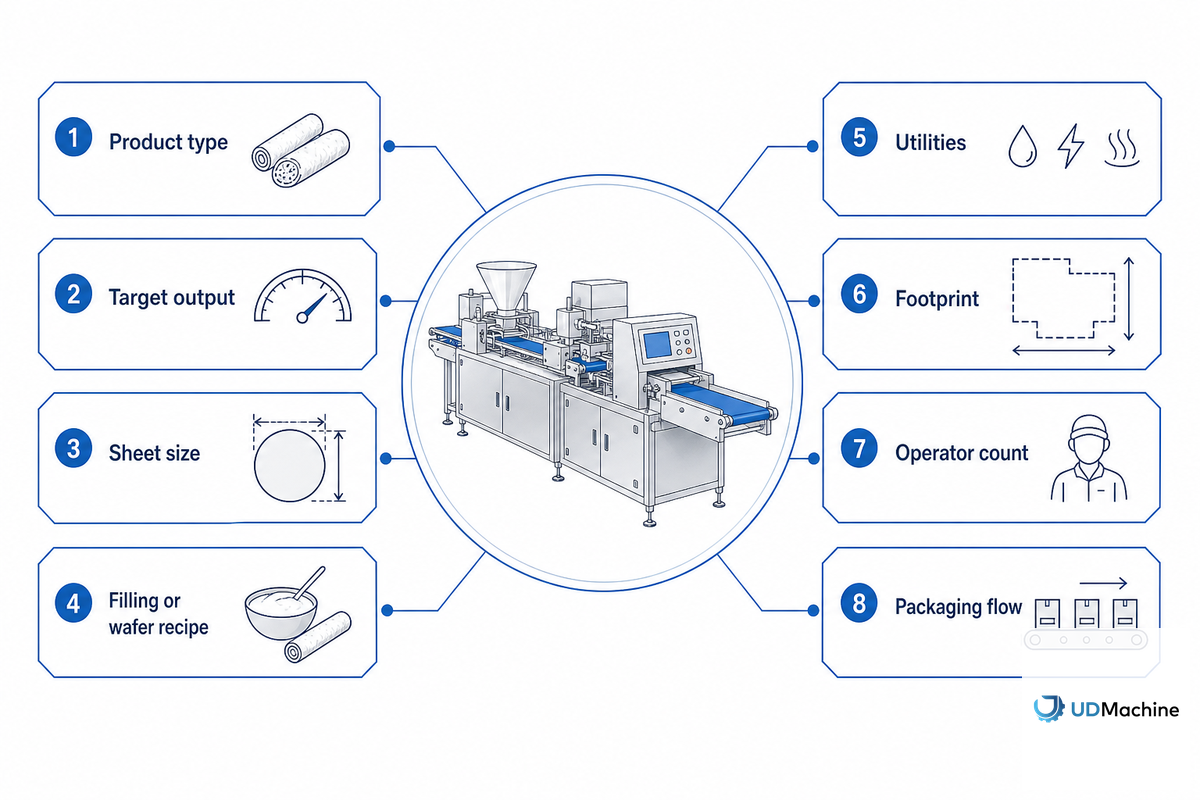
A automação também altera o diálogo da solicitação de cotação (RFQ). O comprador precisa discutir não apenas o preço, mas também: tamanho do rolo, tipo de massa ou invólucro, enchimento (se aplicável), produção desejada, tipo de energia, tipo de gás, requisitos de grau alimentício, opções de proteção, escopo da instalação e peças de reposição. Sem essas informações, o comprador pode acabar comparando duas máquinas aparentemente equivalentes, cujas cotações não refletem o mesmo nível de abrangência do equipamento.
Curva de Ponto de Ruptura da Produção por Operador: Escala de Capacidade de Mão de Obra
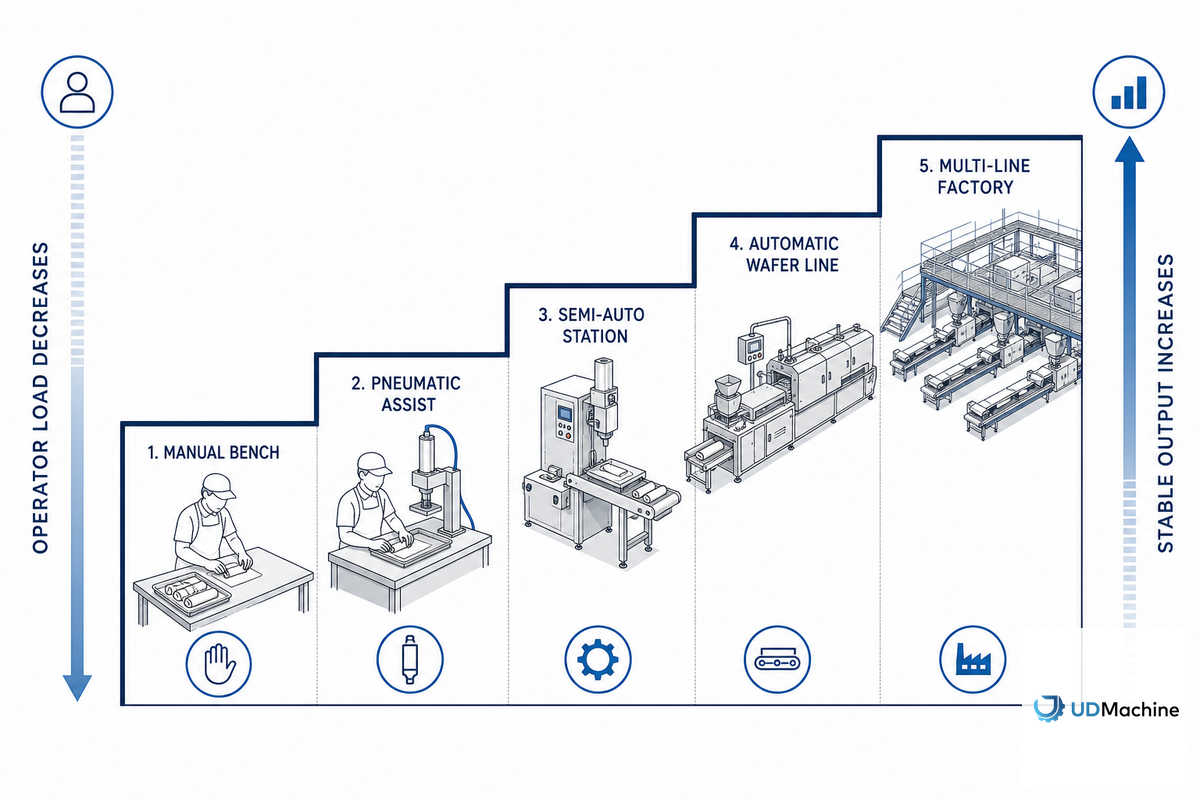
A curva de ponto de ruptura da produção por operador mostra o momento em que a produção manual deixa de ser uma questão de equipamentos de pequeno porte e passa a ser um problema de capacidade de mão de obra. Ela é útil porque alinha o gerente da fábrica e o gerente financeiro: um vê a pressão sobre a equipe, o outro vê o custo por unidade produzida.
Unidades vendáveis por turno = unidades por hora x horas produtivas x (1 – taxa de rejeição)
Produção por operador = peças vendáveis por turno / operadores por turno
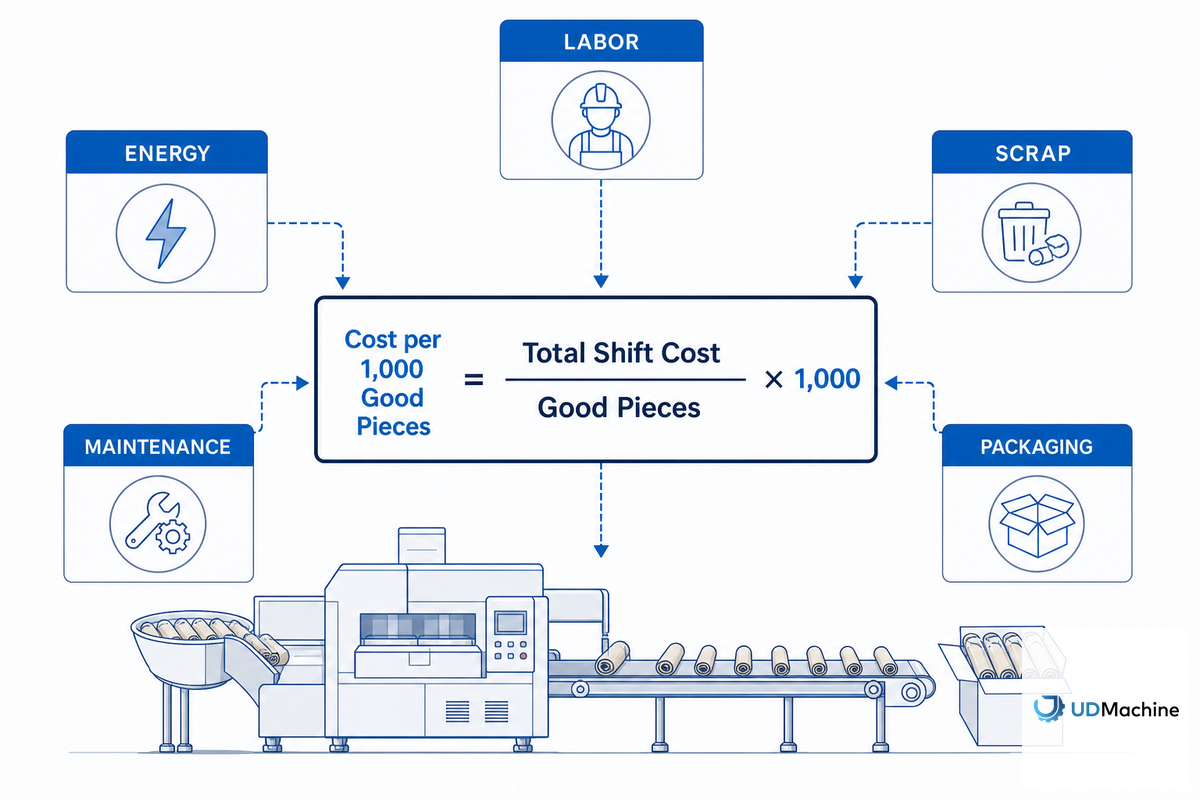
Custo por 1,000 peças boas = custo total do turno / peças vendáveis x 1,000
Utilize apenas a produção comercializável após rejeitos, paradas para limpeza, trocas de formato e desperdício em testes. A velocidade nominal, por si só, não é um critério de compra.
Exemplo hipotético: uma padaria produz 180 unidades/hora com 1 operador durante 4 horas produtivas, perdendo 8% devido à variação de cor e pães rachados. A produção comercializável é de cerca de 662 unidades por turno. Se um novo cliente de marca própria exigir 3,000 unidades comercializáveis por turno, o comprador não deve comparar "um trabalhador" com "uma máquina automática". A verdadeira comparação envolve estações de trabalho adicionais, turnos adicionais, horas extras, triagem de produtos rejeitados, risco de atrasos na entrega e a carga de trabalho necessária para manter a mesma meta semanalmente.
| Camada de decisão | Sinal de estado manual | Questão financeira/do proprietário | Aja antes de comprar |
|---|---|---|---|
| Fase de teste | Um único operador pode realizar as etapas de mistura, cozimento, laminação, resfriamento e embalagem. | A demanda é suficientemente estável para justificar uma carga fixa sobre as máquinas? | Mantenha o modo manual ou pneumático; documente as rejeições reais. |
| trabalho de parto | O mesmo trabalhador só consegue atingir a meta de produção estendendo o horário de trabalho ou deixando de fazer verificações. | Qual é o custo de horas extras e defeitos por 1,000 peças boas? | Cotação para uma configuração semiautomática ou automática de pequeno porte, considerando o custo adicional da mão de obra. |
| pressão de marca própria | Um comprador exige produção semanal consistente e registros de produção mais precisos. | Será que a fábrica consegue manter os prazos de entrega sem aumentar a equipe de trabalho manual? | Realize um teste de amostra e compare a capacidade da classe UD05 em kg/turno. |
| Gatilho de automação | A produção manual aumenta, mas a taxa de vendas, a estabilidade da mão de obra ou a confiança do cliente diminuem. | A sobrecarga da máquina reduz o custo total por peça produzida ou protege um contrato? | Compare a cotação automática de linhas com um plano de expansão manual com equipe dedicada. |
| Estado atual | Sinal de saída | Sinal de trabalho | Melhor próximo passo |
|---|---|---|---|
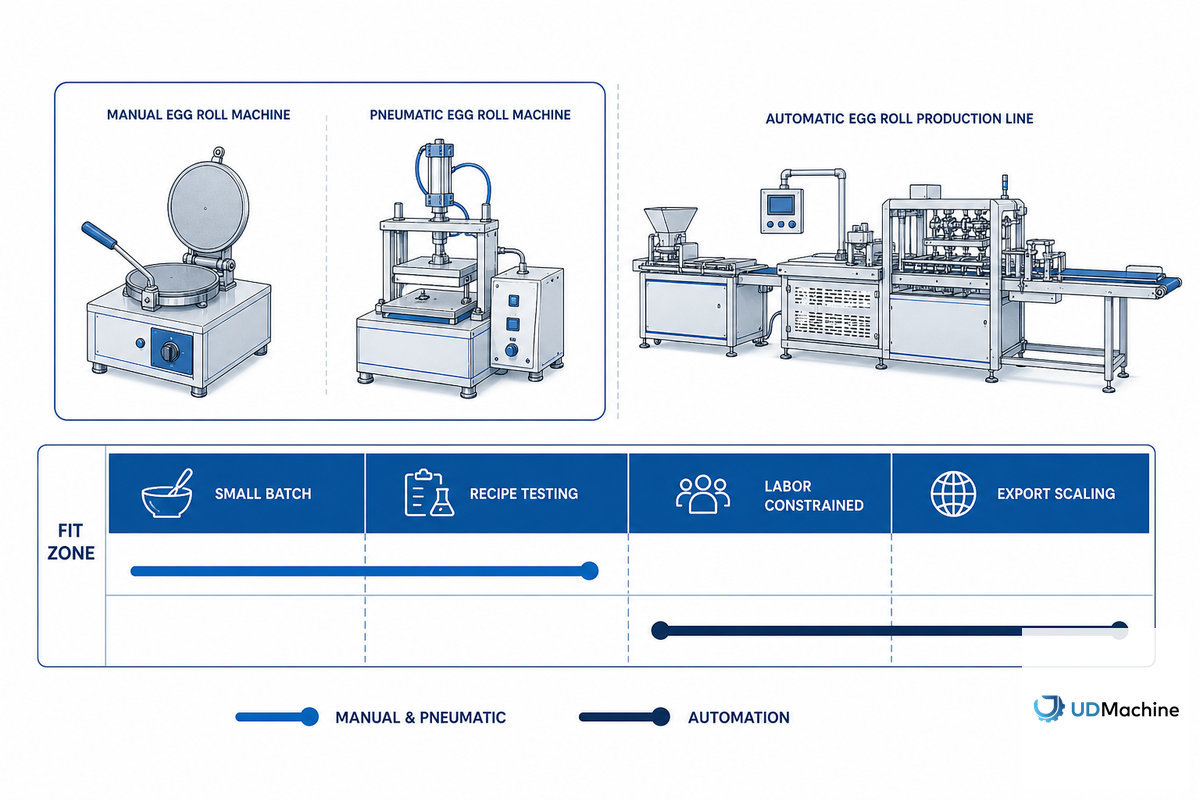
| Lote de teste | Menos de 150-200 peças/hora | Um único trabalhador pode gerenciar o lote. | Máquina manual ou pneumática |
| Crescente demanda local | Meta de 30-60 kg/h | Várias mãos são necessárias nos horários de pico. | Análise de semiautomáticas ou linha de pequenas automáticas |
| Abastecimento regional | 100-600 kg/turno | 2-3 operadores alvo | Linha de wafers classe UD05-2 |
| Exportação ou marca própria | 600-900 kg/turno | Meta de 2 a 3 operadores mais controle de qualidade. | Linha de wafers classe UD05-3 |
| Fornecimento de rolinhos salgados congelados | Aproximadamente 2,400 unidades/hora em páginas no formato ER-24. | Planejamento de equipe de linha, depositante, embaladora, fritadeira ou congelador | Rota da máquina de rolinho primavera salgado |
| Alta rejeição por mudança manual | A produção aumenta, mas o preço de venda cai. | Os operadores dedicam tempo à retrabalho, triagem e reembalagem. | Faça testes com amostras antes de comprar. |
| Novo cliente de exportação | Os prazos de entrega são definidos por contrato. | Horas extras manuais se tornam o custo oculto. | Cotação de linha automática mais conjunto de peças sobressalentes |
| Especificações do produto pouco claras | Não há metas fixas para peso, comprimento ou embalagem do rolo. | O departamento de compras não pode comparar fornecedores. | Conclua primeiro a lista de verificação da solicitação de cotação (RFQ). |
Para cálculos mais complexos, consulte o manual da UDTECH. Guia de planejamento de capacidade para máquinas de rolinho primaveraOs compradores de wafers que desejam construir um modelo de ROI devem primeiro investigar a UDTECH. Calculadora de ROI para rolinhos primavera de wafer.
Comparação de Capacidade: Linhas de produção manual, pneumática, automática Savory e de wafers UD05

Os gráficos de capacidade são mais úteis quando divididos por família de produtos. Por exemplo, buscas por "máquina de rolinho primavera" podem retornar resultados para uma máquina manual de mesa para rolinhos primavera, uma máquina para rolinhos primavera salgados e uma linha de produção totalmente automatizada de rolinhos primavera. Cada uma é única em seu processo de aquecimento, produto final e equipamentos de produção.
| Classe de máquina | Sinal de saída típico | Perfil do operador | Produto familiar | Melhor ajuste |
|---|---|---|---|---|
| Mesa manual | Aproximadamente 150-180 peças/hora | 1 trabalhador | Pequena porção de wafer ou lote caseiro | Lote de teste |
| tampo de mesa pneumático | Aproximadamente 200 unidades por hora. | 1 trabalhador | Pequeno lote de wafers | Padaria pequena |
| Linha de estilo ER-24 automática e saborosa | Aproximadamente 2,400 unidades/hora, 65-75 g/unidade | Equipe de linha | rolinho primavera salgado ou congelado | Cozinha central ou fabricantes de alimentos congelados |
| Linha de wafers UD05-2 | 220 peças/min, aproximadamente 600 kg/turno de 8 horas | 2-3 operadores-alvo | Rolinho primavera de wafer | Produtor de médio volume |
| Linha de wafers UD05-3 | 330 peças/min, aproximadamente 900 kg/turno de 8 horas | 2-3 operadores-alvo | Rolinho primavera de wafer | Produtor industrial |
Se você estiver fabricando um produto de rolinho de wafer crocante, comece com o Máquina automática UDTECH para rolinhos primavera de waferSe você prefere produtos do tipo rolinho primavera recheado, leia isto. Guia de máquinas para rolos de wafer versus rolos de mola.
Custo por 1,000 peças boas: quando a automação supera a produção manual.
A automação se torna vantajosa quando o custo de manutenção da produção manual supera o ônus da máquina ao longo do período de retorno do investimento. O proprietário de uma fábrica não deve considerar apenas o preço de compra. Essa comparação deve incluir mão de obra, taxa de retrabalho, energia, tempo de limpeza, peças de reposição, instalação, treinamento e o risco comercial de perder um pedido recorrente.
Os compradores não devem perguntar “Qual é o preço de uma máquina automática comercial de rolinhos primavera?” antes de saber quantas unidades boas são necessárias por turno. Perguntas melhores seriam: “Qual o custo de cada 1,000 unidades boas hoje?” e “Quanto desse custo se deve à sobrecarga de trabalho, retrabalho, atrasos nas entregas ou riscos de marca própria?”
O modelo abaixo utiliza evidências externas de fabricação, em vez de apenas a velocidade de catálogo. O NIST MEP descreve a medição da eficiência do equipamento por meio da disponibilidade da máquina, desempenho do processo, qualidade do produto e peças defeituosas. A ASQ considera desperdício, sucata, retrabalho e análise de falhas como custos internos de falhas dentro do custo da qualidade. Os dados do BLS sobre a indústria alimentícia fornecem uma referência de mão de obra, incluindo ganhos médios por hora de produção e não-supervisão de US$ 24.38 em maio de 2026 (dados preliminares) e um crescimento de 5.6% no custo unitário da mão de obra em 2025. Para uma fábrica de rolinhos primavera, isso significa que a questão de compra não é "manual ou automático?", mas sim "qual opção oferece o menor custo por rolinho vendido após contabilizar paradas, defeitos e mão de obra paga?".
Análise de Compras Baseada em Evidências
- Visão do gerente da fábrica: Trate a saída como peças boas após as paradas e rejeições. Caso NIST MEP OEE Mostra por que disponibilidade, desempenho, qualidade do produto e peças defeituosas devem ser considerados em uma única visão operacional.
- Visão do gestor de qualidade: Rolos rachados e defeitos de cor não são considerados problemas estéticos. Estrutura de custo da qualidade da ASQ Classifica desperdício, sucata, retrabalho e análise de falhas como custos internos de falhas, portanto a taxa de rejeição deve entrar no modelo de retorno do investimento.
- Visão do gerente financeiro: A mão de obra deve ser testada com base em um parâmetro atual, que será então substituído por dados salariais locais. (BLS) Perfil da indústria de fabricação de alimentos Fornece contexto setorial sobre mão de obra, rendimentos, produtividade e custo unitário da mão de obra.
| Balde de custos | Entrada de expansão manual | Entrada de linha automática | Sinal de decisão |
|---|---|---|---|
| sobrecarga de trabalho | Trabalhadores por turno x salário por hora x horas produtivas. | Operadores, controle de qualidade, equipe de carga, descarga e limpeza. | A automação é mais eficaz quando a mão de obra cresce mais rápido do que a produção comercializável. |
| Rejeitar e retrabalhar | Rolos rachados, variação de cor, seleção manual e tempo de reembalagem. | Taxa de rejeição do teste após a confirmação da receita, do molde, da temperatura e das configurações de resfriamento. | Ao comparar o retorno do investimento, use unidades de boa qualidade, e não o número total de unidades. |
| carga da máquina | Compra, manutenção e instalação de estações adicionais de equipamentos manuais. | Pagamento da máquina, energia elétrica, GLP ou gás, peças de reposição, instalação e indenização por tempo de inatividade. | Um preço mais alto ainda pode ser vantajoso quando o custo por unidade de boa qualidade for menor. |
| Risco de entrega | Atrasos nas entregas, instabilidade no fornecimento durante os meses de pico ou perda de pedidos de marca própria. | Capacidade semanal estável, produção documentada e plano de peças de reposição. | Um contrato pode justificar a automação antes que apenas os cálculos de mão de obra o façam. |
| Escopo da cotação | Frequentemente exclui a mão de obra oculta necessária para resfriamento, embalagem, limpeza e controle de qualidade. | Deve-se detalhar moldes, proteções, dias de instalação, testes de amostra, treinamento e peças de reposição. | Nunca compare dois preços até que o escopo esteja normalizado. |
Expansão manual versus linha automática: exemplo de ponto de interrupção preenchido
Um modelo de atualização útil deve mostrar quando a automação ainda não compensa, e não apenas quando compensa. No exemplo abaixo, a meta de pedidos de marca própria de baixo volume é de 3,000 unidades comercializáveis por turno. Isso demonstra por que um comprador deve calcular o plano manual, o plano automático e o custo operacional da máquina no ponto de equilíbrio antes de considerar qualquer orçamento como "caro" ou "barato".
| Etapa de cálculo | Caixa de expansão manual | Caso de julgamento automático | Significado da decisão |
|---|---|---|---|
| Pressuposto de produção bruta | 3 estações x 180 peças/hora x 6 horas produtivas = 3,240 peças. | A meta para o teste foi definida em 3,300 unidades, bem abaixo da capacidade nominal de uma linha de produção de wafers de alta capacidade. | Compare a meta da tarefa, não a velocidade máxima do catálogo. |
| Rejeitar a hipótese | Estima-se uma taxa de rejeição de cerca de 8% devido a variações de cor, rachaduras e seleção manual. | Estima-se uma taxa de rejeição de cerca de 4% após o ajuste da amostra do fornecedor e o treinamento do operador. | A taxa de rejeição altera a decisão mais rapidamente do que a produção principal. |
| Produção comercializável | 3,240 x 92% = 2,981 peças boas. | 3,300 x 96% = 3,168 peças boas. | Este plano manual está próximo da meta, mas praticamente não possui margem de segurança para entregas. |
| carga variável diária | Exemplo: 3 operadores, apoio na embalagem, risco de horas extras, manutenção de equipamentos de pequeno porte = USD 494/turno. | Exemplo: 2 operadores, utilidades, limpeza e subsídio para manutenção programada = USD 360/turno antes do custo da máquina. | Mantenha o pagamento da máquina separado para que o departamento financeiro possa testar vários preços cotados. |
| Custo por 1,000 peças boas | USD 494 / 2.981 = aproximadamente USD 166 por 1,000 peças de boa qualidade. | USD 360 / 3.168 = aproximadamente USD 114 por 1,000 antes dos custos da máquina. | A diferença é de aproximadamente US$ 52 por 1,000 unidades, antes do custo de capital. |
| carga de máquina de equilíbrio | Referência manual: cerca de USD 166 por 1,000 peças de boa qualidade. | Com 3,168 peças de boa qualidade, a linha de produção só consegue faturar cerca de US$ 165 por dia antes que a vantagem do custo unitário puro desapareça. | Em volumes baixos, a automação pode precisar de proteção contratual, risco de qualidade ou volume de crescimento para justificar o orçamento. |
A mesma equação torna-se mais favorável quando o comprador tem um volume estável. Se a meta de unidades boas aumentar de aproximadamente 3,000 para 15,000 por turno, a mesma economia de US$ 52 por 1,000 unidades boas passa a ser de cerca de US$ 780 por dia de produção, antes de considerar os custos da máquina. É por isso que uma fábrica com um contrato de marca própria em crescimento pode se antecipar a um café ou cozinha experimental, mesmo quando ambos solicitam uma máquina automática de rolinhos primavera.
Matriz de Sensibilidade de Rejeição ao Retorno
A taxa de rejeição é a ponte entre o controle de qualidade e o retorno do investimento. Um gerente de fábrica vê rolos trincados e retrabalho; o departamento financeiro vê mão de obra paga que não se transformou em produto vendável. A estrutura de custo da qualidade da ASQ é a razão pela qual esta tabela trata desperdício, sucata e retrabalho como insumos financeiros, e não apenas como observações de controle de qualidade. Use esta matriz antes da solicitação de cotação (RFQ) para que o fornecedor possa realizar um teste de amostra comparando-o com a tolerância real de quebra e cor do comprador.
| taxa de rejeição medida | Prejuízo em 3,000 peças brutas | O que geralmente causa isso | Implicações da atualização |
|---|---|---|---|
| Exemplo: cerca de 4% | 120 peças rejeitadas. | Desperdício normal durante o teste, rachaduras nas bordas ou aprendizado inicial do operador. | Não compre apenas para reduzir o número de rejeitos; teste primeiro a mão de obra e a capacidade produtiva. |
| Exemplo: cerca de 8% | 240 peças rejeitadas. | Ajuste manual do tempo de aquecimento, massa irregular, enrolamento apressado ou resfriamento inconsistente. | Solicite uma produção de amostras do fornecedor e compare as peças de boa qualidade por operador. |
| Exemplo: cerca de 12% | 360 peças rejeitadas. | Estações manuais sobrecarregadas, baixa repetibilidade de temperatura ou espaço de refrigeração insuficiente. | A automação pode ser vantajosa por meio da recuperação da produtividade e da redução do retrabalho, e não apenas pela diminuição do número de trabalhadores. |
| Rejeições críticas para o contrato | Qualquer taxa de rejeição que ameace os prazos de entrega ou a aceitação na inspeção. | Especificações de marca própria, documentação de exportação ou pressão de auditoria do cliente. | Considere a decisão como uma proteção contra riscos mais o custo por 1,000 unidades boas. |
Planilha de Medição Pré-RFQ de 7 Dias
Antes de solicitar um orçamento final, registre uma semana real de produção. A calculadora de ROI da UDTECH solicita a produção diária atual, o número atual de operadores, o número de operadores da UD05, o custo anual da mão de obra, os turnos de produção, a taxa de desperdício atual e o preço de venda por kg. O planejamento da capacidade também depende da demanda do mês de pico, da limpeza, da troca de ferramentas, da OEE (Eficiência Global do Equipamento) e da estação mais lenta. Esta planilha transforma esses dados em uma base para a elaboração de um orçamento.
| Dia | O que medir | Como gravar isso | Como isso altera a citação |
|---|---|---|---|
| Linha de base do Dia 1 | Quantidade bruta em kg, quantidade vendável em kg e duração do turno. | Use a mesma unidade durante toda a semana: peças, kg ou ambas. | Define a linha de base manual em relação a UD05-2 em 600 kg/8h ou UD05-3 em 900 kg/8h. |
| Mapa do segundo dia de trabalho de parto | Operadores remunerados, tempo de ajudante, tempo de embalagem, tempo de controle de qualidade e horas extras. | Separe o trabalho de laminação direta do trabalho de resfriamento, triagem e embalagem. | Corresponde aos campos da calculadora de ROI para operadores atuais, operadores UD05 e custo de mão de obra incluído. |
| Código de rejeição do dia 3 | Rolo rachado, variação de cor, peso incorreto, rolo solto ou danos na embalagem. | Contabilize as rejeições por causa, e não apenas como uma porcentagem de desperdício. | Informa ao fornecedor se a correção está relacionada ao controle de temperatura, controle da bateria, resfriamento ou à transferência da embalagem. |
| Dia 4, pare o tempo | Minutos de limpeza, minutos de troca de produto, tempo de espera e paradas não planejadas. | Indique o motivo de cada parada com duração superior a 5 minutos. | Impede que a cotação utilize a velocidade nominal como se todas as 8 horas fossem produtivas. |
| Utilitários do 5º dia | Tensão, frequência, tipo de combustível, preço local do GLP, preço local do gás natural e horário de funcionamento diário. | Registre a oferta real da fábrica, não apenas o modelo de máquina desejado. | Alimenta a calculadora de combustível, onde UD05-2 lista 6 kg/h de GLP ou 8 m³/h de gás natural e UD05-3 lista 8 kg/h de GLP ou 10 m³/h de gás natural. |
| Pico de estresse no 6º dia | Dia de pico de pedidos, lote urgente ou produção com tolerância de marca própria. | Execute a receita mais complexa para o SKU comum, em vez da mais fácil. | Indica se o comprador precisa de automação de médio porte ou de uma linha de produção de maior capacidade. |
| Pacote de citações do dia 7 | Resuma a meta de kg/turno, a taxa de rejeição, a mão de obra paga, os serviços públicos, o layout, a receita e a família de produtos. | Envie o mesmo pacote para todos os fornecedores. | Cria uma solicitação de cotação (RFQ) padronizada para que preço, peças de reposição, instalação e garantia possam ser comparados. |
Protocolo de aceitação de amostras para execução em 30 minutos
Uma produção de amostra deve testar o produto normal mais difícil do comprador, e não a receita de demonstração mais fácil do fornecedor. A página pública da UDTECH descreve a instalação, a calibração da formulação da embalagem de acordo com os parâmetros de cozimento, o treinamento do operador e o comissionamento. Use a produção de amostra para verificar a família de produtos, a produção comercializável, as causas de rejeição e a transição do cozimento e enrolamento para o resfriamento e embalagem.
| Fase de teste | O comprador deve fornecer | O fornecedor deve comprovar | Sinal de aceitação/rejeição |
|---|---|---|---|
| Antes de começar | Foto do produto final, comprimento desejado, peso desejado, comportamento da massa e se o item é um wafer assado ou uma massa salgada. | Família de equipamentos e trajetória de ferramentas corretas. | Rejeite a cotação se os processos de fabricação de wafers e de rolos de mola estiverem sendo comparados como uma única família de máquinas. |
| Primeiros 5 minutos | Registro de resíduos de aquecimento e gama de cores esperada. | Assamento, laminação e injeção de núcleo estáveis após a configuração. | Não contabilize as peças de aquecimento como produção comercializável. |
| 15 minutos do meio | Método de contagem de peças brutas, peças boas e peças rejeitadas. | Uma produção repetível com o tamanho e a receita de produto acordados. | Aceitar somente se a quantidade de unidades por operador for suficiente para viabilizar o modelo de retorno do investimento. |
| Últimos 10 minutos | Método de resfriamento, embalagem, bandeja ou carrinho utilizado na fábrica do comprador. | Após a passagem do rolo, faça a transferência de forma limpa para evitar sobrecarga na área subsequente. | Um laminador rápido ainda deixa de ser viável se o resfriamento ou a embalagem criarem uma fila. |
| Após parar | Expectativas de limpeza, plano de turno e nível de habilidade do operador. | Acesso para limpeza, escopo do treinamento, recomendação de peças de reposição, garantia e plano de comissionamento. | Um orçamento está incompleto se omitir configuração, treinamento, peças de reposição ou suporte pós-instalação. |
Mapa de gargalos ocultos a partir de dados públicos da UDTECH
O gargalo oculto geralmente está fora da estrutura da máquina. De acordo com as páginas públicas da UDTECH, as restrições visíveis são: nível de produção, energia, combustível, espaço ocupado, família de produtos, treinamento, peças de reposição, garantia e prazo de entrega. O comprador deve mapear cada um desses fatores antes de efetuar o pagamento, pois uma linha de wafers de 220 ou 330 peças/min ainda pode ter sua capacidade limitada por espaço de refrigeração, mão de obra de embalagem, serviços públicos ou uma suposição incorreta sobre a família de produtos.
| Possível gargalo | Dados do site utilizados | Por que isso ainda pode limitar a produção | Ação do comprador antes da solicitação de cotação |
|---|---|---|---|
| Nível de saída | UD05-2: 220 peças/min e 600 kg/8h. UD05-3: 330 peças/min e 900 kg/8h. | Alta produção na linha de montagem não significa produção comercializável e embalada se houver atrasos no resfriamento ou na embalagem. | Comparar a meta de kg/turno com a linha de base comercializável medida durante 7 dias. |
| Energia e combustível | UD05-2: 9.7 kW, 6 kg/h de GLP, 8 m³/h de gás natural. UD05-3: 12 kW, 8 kg/h de GLP, 10 m³/h de gás natural. | Uma alimentação elétrica ou de combustível deficiente pode resultar em operação mais lenta ou em trabalho extra no local. | Utilize a calculadora de combustível com os preços locais de GLP e gás natural e, em seguida, confirme o fornecimento para a planta. |
| Piso e acesso | A área ocupada pela planta UD05 é de 4.2 m x 3.7 m, ou cerca de 15.5 m². | A área ocupada não inclui a movimentação do operador, prateleiras de refrigeração, bandejas, mesas de embalagem ou acesso para manutenção. | Desenhe o layout da máquina, incluindo o corredor, as zonas de refrigeração, embalagem e limpeza, antes do depósito. |
| Família de receitas e produtos | A UDTECH diferencia o wafer crocante enrolado dos produtos com massa salgada; o wafer utiliza massa assada e injeção no núcleo após o cozimento. | Uma máquina de categoria inadequada pode parecer atraente na produção, mas falhar no produto final. | Envie fotos do produto finalizado, informações sobre o comportamento da massa, a posição de enchimento e a previsão de prazo de validade. |
| Limpeza e troca de equipamentos | A página de planejamento de capacidade indica os ciclos de limpeza e higienização, além de um tempo de troca de 2 a 3 horas, como entradas de planejamento. | O tempo perdido pode eliminar a aparente diferença entre a produção manual e a automática. | Solicite ao fornecedor que calcule as horas produtivas após a limpeza e a troca de turno, e não apenas as horas brutas do turno. |
| Pessoas e treinamento | As páginas da UDTECH incluem campos para treinamento de operadores, comissionamento e ROI (retorno sobre o investimento) para operadores atuais em comparação com operadores do modelo UD05. | A automação reduz o trabalho manual, mas adiciona disciplina em relação à configuração, monitoramento, controle de qualidade e manutenção. | Liste quem será responsável por carregar, monitorar, inspecionar, limpar, embalar e fazer a manutenção da linha após a instalação. |
| Prazos de entrega e serviço | A página pública do UD05 indica um prazo de entrega de 9 a 13 semanas, garantia de 12 meses e recomendações de peças de reposição durante o transporte. | O retorno do investimento não começa no momento do depósito; ele começa após a entrega, instalação, comissionamento e treinamento da equipe. | Elabore um cronograma de retorno do investimento, desde a data da cotação até a primeira semana de produção estável. |
Use o Guia de custos de máquinas comerciais para rolinhos primavera para construir um modelo completo, ou o Auxiliar de decisão do modelo UD05 Para determinar a classe de equipamento com base na produção desejada em kg/turno, solicite ao fornecedor que calcule o mesmo cenário duas vezes: expansão manual com pessoal versus linha de wafers automatizada.
Lista de verificação para solicitação de cotação antes de substituir a produção manual.
Para proteger a qualidade do seu produto, os fornecedores precisam de uma solicitação de cotação (RFQ) completa para que possam cotar o mesmo escopo. Este documento também protegerá seus processos de produção contra problemas, já que a capacidade de máquinas para a indústria alimentícia não pode ser avaliada apenas pela placa de identificação. Os compradores precisam esclarecer as áreas de contato com alimentos, o acesso para limpeza, as instalações da planta, as temperaturas, as proteções, o processo de comissionamento e o serviço pós-venda ao elaborar sua RFQ.
Mapa de categorias de RFQ de 9 pontos
Use este mapa para fornecer a todos os fornecedores as mesmas informações. Alguns valores são pontos de referência UD05 publicados; outros são exemplos de campos de solicitação de cotação que o comprador deve substituir pelos seus próprios dados de produto.
| Categoria RFQ | Dados a enviar | Por que isso altera a citação? |
|---|---|---|
| Categoria de produto | Wafer, rolinho primavera salgado ou produto elétrico para uso doméstico. | Diferentes processos de conformação exigem diferentes equipamentos de produção. |
| Categoria de saída | Linha de base manual atual, meta de deslocamento de 600 kg ou meta de deslocamento de 900 kg. | A produtividade por operador determina a fronteira entre o modo manual e o automático. |
| Categoria de tamanho | Exemplos de comprimentos-alvo incluem 80 mm, 100 mm ou 120 mm. | O tamanho do rolo afeta a formação, o resfriamento, a embalagem e a validação da amostra. |
| Categoria de peso | Indique o peso alvo do rolo, a taxa de rejeição e a tolerância aceitável. | O peso altera a velocidade da linha de produção, a carga de refrigeração e a quantidade de embalagens. |
| Categoria de potência | Os pontos de referência UD05 incluem 9.7 kW e 12 kW. | A carga elétrica altera a prontidão da planta e o custo de instalação. |
| Categoria elétrica | A rede elétrica local pode ser de 220 V, 380 V, 50 Hz ou 60 Hz. | A tensão e a frequência afetam os motores, os controles e o comissionamento. |
| Categoria de combustível | Os pontos de referência para GLP UD05 incluem 6 kg/h e 8 kg/h. | A escolha do combustível afeta o custo operacional diário e as licenças locais. |
| Categoria de layout | A área de implantação publicada do UD05 é de aproximadamente 4.2 m por 3.7 m. | O espaço disponível, o acesso e os caminhos de limpeza afetam o comissionamento. |
| Categoria de teste | Solicite uma execução de amostra de 30 minutos ou defina um período de revisão remota de 2 dias. | Os testes preliminares identificam problemas com a massa, a temperatura e possíveis quebras antes do depósito. |
| Categoria de suporte | Solicite a confirmação do prazo de entrega de 9 a 13 semanas e os termos da garantia de 12 meses, se houver. | O escopo do suporte afeta a data real de retorno do investimento, e não apenas o preço da máquina. |
- Família – rolinho primavera de wafer, rolinho primavera salgado ou outros produtos recheados, como samosa ou pastelaria.
- Produto – diâmetro, comprimento, peso, crocância do rolo e, se recheado, espessura da massa e ingredientes.
- Capacidade de produção – peças por hora, kg por turno, produção comercializável e volume do mês de pico.
- Infraestrutura – tensão, gás combustível, ar comprimido e layout disponível da planta.
- Documentos de segurança alimentar – superfícies próprias para contato com alimentos, protocolos de limpeza e registros de materiais.
- Segurança de máquinas – proteções, portas, dispositivos de parada de emergência e treinamento de operadores.
- Evidências do produto – amostras produzidas, notas de rejeição, imagens do produto final e embalagem alvo.
- Suporte – instalação, treinamento, peças de reposição, garantia e assistência remota.
Para operações nos EUA, a solicitação de cotação (RFQ) deve abordar a proteção de máquinas. Os métodos de proteção devem atender aos requisitos da OSHA 29 CFR 1910.212, como proteção em pontos de operação, pontos de esmagamento e peças rotativas. A produção de alimentos precisará detalhar os procedimentos de sanitização, e a 21 CFR Parte 117 define os requisitos para as Boas Práticas de Fabricação Atuais (BPF) e controles preventivos.
Não tem certeza se rolinhos primavera ou rolinhos de ovo com wafer se encaixam nos seus planos? Use os da UDTECH. Uma rápida comparação entre estes dois. antes de solicitar um orçamento. Além disso, revise máquina de rolinho primavera de alga marinha e máquina de rolos Phoenixs para linhas de produtos relacionadas.
Perspectivas para 2026: Por que a decisão de migrar do manual para o automático está sendo antecipada?
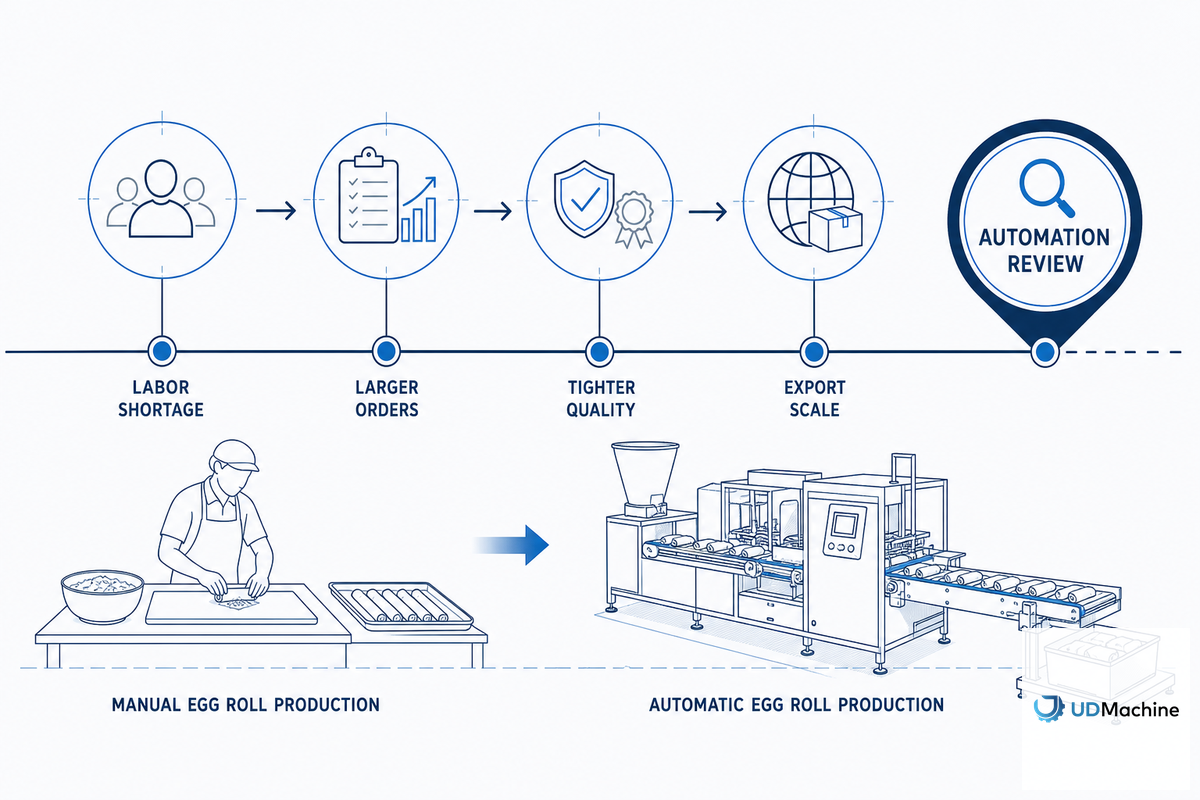
Os fatores que levaram a uma transição mais rápida para máquinas automáticas são claros: menor disponibilidade de mão de obra, crescentes exigências de segurança alimentar comprovada e novas normas de conformidade para máquinas. Dependendo da região, os compradores que abastecem mercados regulamentados e de exportação estão sob pressão para apresentar registros de produção mais robustos, projetos mais limpos e proteções mais eficientes.
Utilize os documentos de orientação da FDA para materiais em contato com alimentos e a Parte 117 para verificar se sua instalação está migrando de métodos de produção informais para processos de produção mais formais e regulamentados. Os fabricantes europeus precisam cumprir o Regulamento (UE) 2023/1230, que é a legislação mais recente sobre segurança de máquinas, substituindo a antiga Diretiva de Máquinas. Este regulamento não exige a compra de novas linhas de produção para todos em 2026, mas os compradores envolvidos na exportação devem discutir o escopo dos serviços, incluindo suporte, proteção e documentação, antes da compra.
Considere também o planejamento da mão de obra como outro fator crucial. O BLS (Bureau of Labor Statistics) relata que os trabalhadores de equipamentos de processamento de alimentos tinham uma remuneração mediana de US$ 40,050 por ano em 2024, ou US$ 19.26 por hora, e projeta um crescimento de 5% no emprego de 2024 a 2034. No perfil mais amplo da indústria de fabricação de alimentos, o BLS também relata ganhos médios por hora preliminares de produção e não-supervisão de US$ 24.38 em maio de 2026 e um crescimento de 5.6% no custo unitário da mão de obra em 2025. Esses valores dos EUA não representam a taxa salarial da sua fábrica, mas mostram por que a mão de obra remunerada, o risco de rotatividade e a cobertura de turnos devem ser modelados antes que um comprador compare estações manuais com uma linha automática de produção de wafers.
Resumo da decisão de conversão de câmbio manual para automático
Mantenha a configuração atual quando a demanda for incerta e uma pessoa ainda puder processar o lote. Opte pela automação quando a alta temporada exigir mais de uma pessoa na linha de produção, a qualidade estiver se tornando inconsistente ou um cliente exigir processamento documentado e seguro para contato com alimentos. Para rolos de wafer, a linha UD05 deve ser considerada quando a produção por turno for medida em centenas de quilos, em vez de algumas bandejas.
Perguntas frequentes
Vale a pena investir em uma máquina automática de rolinhos primavera em comparação com a produção manual?
Ver resposta
Qual é a principal diferença entre uma máquina de rolinho primavera manual e uma automática?
Ver resposta
Quantos rolinhos primavera por hora uma máquina automática consegue produzir?
Ver resposta
Uma mesma máquina consegue produzir tanto rolinhos primavera de wafer quanto rolinhos primavera salgados?
Ver resposta
O que devo verificar antes de substituir a produção manual?
Ver resposta
Uma máquina pneumática de rolinhos primavera é suficiente para uma pequena padaria?
Ver resposta
Para onde devo ir em seguida, se já sei que preciso de uma fila para rolinhos primavera de wafer?
Ver resposta
Artigos Relacionados
- guia da máquina de rolinho primavera – Detalhamento completo dos tipos de máquinas para wafers, salgados e similares.
- planejamento da capacidade da máquina de rolinho primavera – Dimensionamento de turnos e planejamento no estilo OEE.
- Custo de uma máquina comercial para rolinho primavera – custos de aquisição e fatores de retorno do investimento.
- Máquina de rolos de wafer versus máquina de rolos de mola – Verificação da categoria da família de produtos.
Sobre esta análise
Para facilitar a escolha de um modelo, separamos as máquinas de rolinho primavera wafer das máquinas de rolinho primavera salgado e dos eletrodomésticos, embora todos possam aparecer nos mesmos resultados de busca. Todos os dados das máquinas UD05 da UDTECH foram obtidos das especificações públicas em nossas páginas de produtos. O suporte de métodos externos provém do NIST MEP para medição de equipamentos no estilo OEE, da ASQ para tratamento de custo-benefício de sucata e retrabalho, do BLS para contexto de mão de obra e produtividade e da OSHA, eCFR, FDA e EUR-Lex para segurança e conformidade com contato com alimentos. A revisão técnica foi conduzida pela equipe da UDTECH.
Precisa comparar sua saída manual atual com uma linha de produção de wafers?
Envie-nos sua produção atual de peças por hora, kg por turno, tamanho do produto e condições de uso da energia. O próximo passo não é uma cotação padrão de catálogo; trata-se de uma análise comparativa de produção e retorno do investimento.
Referências e fontes
- 29 CFR 1910.212 – Requisitos gerais para todas as máquinas – Organização Mundial da Saúde
- 21 CFR Parte 117 – Boas Práticas de Fabricação Atuais (BPF), análise de perigos e controles preventivos para alimentos para consumo humano – eCFR
- Embalagens e substâncias em contato com alimentos (FCS) - FDA
- Regulamento (UE) 2023/1230 relativo às máquinas – EUR-Lex
- KEATS – Sistema OEE para Prensa Hidráulica – Parceria de Extensão de Manufatura do NIST
- Custo da Qualidade (COQ) – ASQ
- Perfis de ocupação em maio de 2025 – Departamento de Estatísticas do Trabalho dos EUA
- Trabalhadores de equipamentos de processamento de alimentos – Departamento de Estatísticas do Trabalho dos EUA
- Fabricação de Alimentos: NAICS 311 – Departamento de Estatísticas do Trabalho dos EUA