



Guia de extrusora de rosca dupla: princípio de funcionamento, tipos e como escolher
Especificações rápidas
| Configuração do parafuso | Co-rotacional ou contra-rotacional |
| Relação L/D típica | ³2:1 – 52:1 (até 68:1) |
| Faixa de diâmetro do parafuso | 20 mm – 200+ mm |
| Faixa de vazão | 5 - 8,000 kg / h |
| Velocidade máxima do parafuso (co-rotativo) | Até 1,200 RPM |
| Materiais Comuns | PP, PE, PA, PVC, PET, ABS, TPU |
A extrusora de dupla rosca utiliza duas roscas interligadas que giram dentro de um cilindro aquecido, com a função de misturar, aquecer e moldar matérias-primas em peças acabadas ou grânulos. É mais frequentemente utilizada em linhas de produção de compostos de polímeros, sistemas de fabricação contínua farmacêutica, linhas de processamento de alimentos para animais de estimação e linhas de reciclagem de plástico em todo o mundo. O mercado global de extrusoras de dupla rosca foi avaliado em cerca de US$ 1.52 bilhão em 2025 e espera-se que cresça a uma taxa composta de crescimento anual (CAGR) de 5% até 2033, com base na demanda por compostos de alta qualidade e técnicas eficientes de reciclagem.
Este artigo permitirá que você entenda como funciona em nível de componentes; compare os quatro tipos de extrusoras de dupla rosca lado a lado; e forneça uma estrutura para determinar qual tipo se adapta às suas necessidades de processo. Todas as especificações e valores de custo apresentados abaixo foram obtidos de fontes publicadas do setor, para que você possa comparar orçamentos e especificações com confiança, em termos financeiros concretos, em vez de folhetos de marketing.
Como funciona uma extrusora de rosca dupla
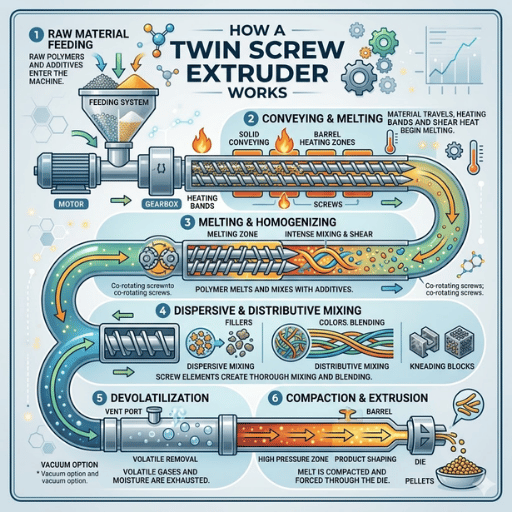
A extrusora de dupla rosca possui duas roscas montadas concentricamente dentro de um cilindro segmentado, conforme mostrado na figura. Ambas as roscas são projetadas para se interpenetrar, o que significa que as espiras das duas roscas se encaixam uma na outra, já que as roscas são projetadas para girar em sentidos opostos. O interpenetramento proporciona uma ação de autolimpeza que, simultaneamente, transporta o material para a frente, melhora a distribuição das forças de cisalhamento ao longo do cilindro e aprimora a mistura.
Internamente, o cilindro segmentado é composto por 6 a 12 zonas de temperatura controladas independentemente, dispostas ao longo de seu comprimento. Circuitos independentes de aquecimento e resfriamento controlam a temperatura do líquido para manter a temperatura do processo de fusão dentro de uma variação de ±2 °C do valor definido. A matéria-prima entra por uma tremonha de alimentação, é transportada através de diferentes regiões seccionais e, finalmente, descarregada através de uma matriz para ser moldada em diversos formatos e tamanhos de grânulos ou peças acabadas.
📐 Nota de Engenharia
O processo de extrusão passa por cinco zonas seccionais: Zona de alimentação (transporte de sólidos a 40–80 °C) → Zona de fusão (plastificação por cisalhamento e aquecimento em cilindro) → Zona de mistura (blocos de amassamento aplicam mistura distributiva e dispersiva) → Zona de desgaseificação (A ventilação atmosférica ou a vácuo remove a umidade e os voláteis) → Zona de medição (Cria pressão para a descarga da matriz). A localização, o estilo e a profundidade específicos dessas seções de zona podem ser modificados projetando-se o arranjo de elementos de rosca individuais ao longo do eixo da rosca da extrusora.
Atrás da seção da rosca fica a caixa de engrenagens e o conjunto de acionamento. Os níveis de torque típicos para extrusoras modernas de dupla rosca corrotante são 30% maiores do que os de modelos mais antigos, atingindo densidades de torque de 18 Nm/cm³, de acordo com dados publicados pela [nome da empresa/instituição]. Divisão de Extrusão da SPEIncorpore o torque com a dimensão do seu motor usando a fórmula Torque = 9,550 × kW ÷ RPM, portanto, um motor de 150 kW a 600 RPM produz aproximadamente 2,388 Nm em cada eixo.
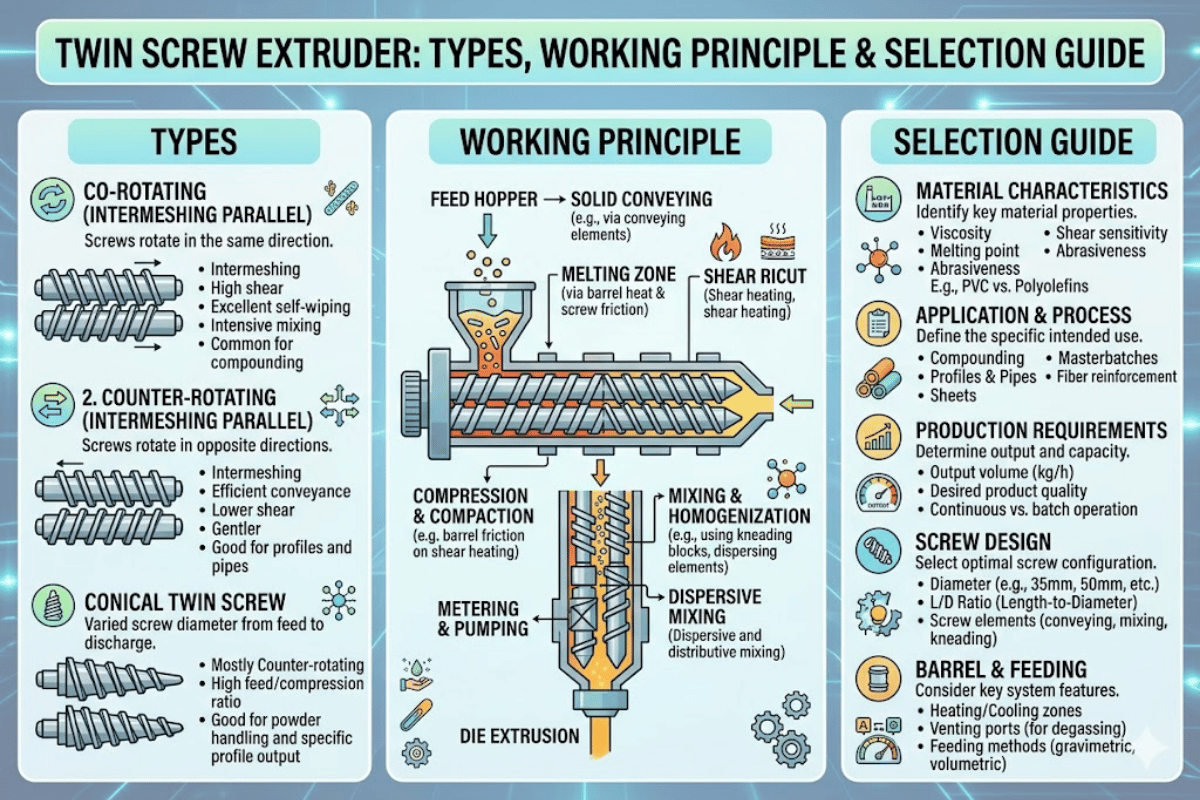
Comparação de 4 tipos de extrusoras de rosca dupla

Existem quatro tipos de extrusoras de rosca dupla, dependendo do sentido de rotação da rosca (co-rotativa ou contra-rotativa) e do design do cilindro (paralelo ou cônico): cada uma delas visa um conjunto diferente de requisitos de produção e processo.
| Formato | Velocidade do parafuso | Faixa L/D | Mais Adequada Para |
|---|---|---|---|
| Co-rotacionando Paralelo | 300 - 1,200 RPM | 32: 1 - 68: 1 | Composição de polímeros, masterbatch, extrusão de alimentos |
| Paralelo contrarrotativo | 30 - 60 RPM | 10: 1 - 25: 1 | Calandragem de PVC, mistura de baixo cisalhamento |
| Cônico corrotativo | 200 - 600 RPM | Cônicos | Pesquisa em escala laboratorial, ensaios em pequenos lotes |
| Cônico contrarrotativo | 10 - 50 RPM | Cônicos | Tubos e perfis extrudados de PVC, chapa rígida |
Em uma extrusora de dupla rosca corrotativa, as roscas giram na mesma direção. Um canal aberto formado pelo entrelaçamento das roscas cria um percurso em forma de oito, proporcionando boa mistura e tempo de residência consistente. A configuração corrotativa é adequada para o processamento da mais ampla gama de polímeros termoplásticos e é, de longe, a configuração de dupla rosca mais comum utilizada globalmente na maioria das operações de extrusão de termoplásticos.
Os designs contrarrotativos giram os parafusos em direções opostas. Quando as espirais se engatam, elas se pressionam uma contra a outra, criando um efeito de calandragem em baixa rotação, o que funciona bem com PVC e outros materiais sensíveis ao calor. As extrusoras de dupla rosca são máquinas altamente versáteis, tornando-as adequadas para diversas aplicações que exigem controle preciso do processo. Máquinas extrusoras de parafuso duplo Com cilindros cônicos que se estreitam de um diâmetro de alimentação maior para um diâmetro de descarga menor, a pressão aumenta naturalmente sem bombas de fusão separadas.
Um exemplo frequente de escolha errada é especificar uma máquina paralela corrotativa para perfis rígidos de PVC. O PVC tem uma janela de processamento relativamente pequena (165–185 °C) e degrada-se rapidamente sob alto cisalhamento. Extrusoras de rosca dupla cônica contrarrotativas mantêm taxas de cisalhamento adequadamente baixas, ao mesmo tempo que produzem pressão suficiente para as matrizes de perfil.
Extrusora de rosca dupla vs. Extrusora de parafuso único
Para uma extrusora de rosca dupla ou simples, tudo depende do que você pretende fazer com o seu material. Os equipamentos de rosca simples transportam e fundem o material de forma muito eficiente em apenas uma passagem, enquanto as extrusoras de rosca dupla proporcionam uma extraordinária eficiência de mistura.9,10
| Parâmetro | Twin Screw | Parafuso Único |
|---|---|---|
| Capacidade de mistura | Distributivo + dispersivo; suporta até 80% de carga | Predominantemente distributivo; o enchimento limita-se a cerca de 40%. |
| Produtividade | 30 – 4,000 kg/h (paralelos corrotativos) | 50 – 1,500 kg/h típico |
| Custo capital | 1.5× – 3× mais alto | Ponto de entrada inferior |
| Configuração do parafuso | Modular; elementos de parafuso rearranjados conforme a receita. | Fixo; design de parafuso de peça única |
| Autolimpante | Sim (designs interligados) | Não; requer limpeza manual. |
| Melhor Aplicação | Composição, extrusão reativa, reciclagem | Fusão simples, extrusão de tubos, sopro de filme |
Se o seu processo se limitar a fundir e moldar um único polímero, sem adicionar nenhum material de enchimento, extrusora de parafuso único Pode ser uma maneira mais econômica de alcançar o mesmo resultado final. Considere uma extrusora de dupla rosca ao misturar múltiplas resinas, adicionar cargas em concentrações de 30% ou mais, ou ao usar formulações reativas que exigem controle preciso do tempo de residência.
Principais aplicações da extrusão de dupla rosca

As extrusoras de dupla rosca são utilizadas em indústrias onde a qualidade da produção pode impactar o lucro; operação contínua, controle preciso de temperatura e garantia rigorosa da qualidade do produto. Os principais mercados de aplicação são:
| Aplicação | Faixa de vazão | Requisito chave |
|---|---|---|
| Composição de Polímeros | 200 - 4,000 kg / h | Alto torque para sistemas completos |
| Masterbatch / Concentrado de Cor | 150 - 2,000 kg / h | Uniformidade da dispersão de pigmentos |
| Extrusão de alimentos e petiscos para animais de estimação | 100 - 1,200 kg / h | gelatinização do amido, controle de umidade |
| Farmacêutica (HME) | 1 - 50 kg / h | GMP, controle de tempo de residência |
| Reciclagem de Plástico | 300 - 3,000 kg / h | Degaseificação, tolerância à contaminação |
| Compostos para fios e cabos | 200 - 1,500 kg / h | dispersão retardante de chama |
| Extrusão de tubos e perfis | 50 - 500 kg / h | Estabilidade dimensional, baixo cisalhamento (PVC) |
Nas áreas de máquina de composição plásticaAs extrusoras paralelas corrotativas são comuns, pois são capazes de processar cargas extremamente altas de enchimento, de 60 a 80% para carbonato de cálcio e de 30 a 50% para fibras de vidro, algo que os projetos de rosca simples não conseguem; enquanto na indústria alimentícia, a extrusão de rosca dupla tem sido usada para substituir o cozimento em lotes na produção de pellets para salgadinhos e alimentos para animais de estimação, devido ao processamento contínuo que proporciona qualidade consistente, além de uma redução de 20 a 35% no consumo de energia em comparação com os sistemas de lotes.
A extrusão a quente de produtos farmacêuticos representa uma das áreas de crescimento mais rápido. Um artigo de revisão recente de AAPS PharmSciTech É uma boa peça de referência para demonstrar o uso da extrusora de dupla rosca como um misturador contínuo para produzir dispersões sólidas amorfas, melhorando assim a biodisponibilidade de fármacos pouco solúveis aos níveis desejados. extrusora em escala laboratorial Modelos com capacidade de produção de até 0.4 kg permitem que as equipes de P&D testem a formulação antes da produção em série.
Para reciclagem, a extrusão de dupla rosca é utilizada para processar plásticos pós-consumo com polímeros mistos, alto teor de umidade e impurezas. Seções de ventilação e desgaseificação são utilizadas para eliminar alguns componentes voláteis, enquanto a rosca de alimentação e a seção do cilindro produzem uma massa fundida de qualidade estável. Equipamentos subsequentes, como sistema de pelotização subaquática Finalmente é possível extrudar e cortar grânulos com formato uniforme, prontos para reprocessamento ou venda direta.
Especificações de desempenho que afetam a qualidade da saída

Cinco especificações diferenciam uma extrusora de dupla rosca bem-sucedida de uma malsucedida. A igualdade é fundamental ao comparar esses cinco parâmetros entre si, antes de solicitar um orçamento.
5 especificações para comparar
- Torque específico (Nm/cm): As máquinas atuais operam a 18 Nm/cm. Para operação normal, mantenha-se 20% abaixo da capacidade nominal. Quanto maior o torque, maior a viscosidade das misturas de polímeros ou a quantidade de compostos com carga que podem ser processados sem danificar o motor.
- Relação L/D: Os valores padrão variam de 32:1 a 48:1. Para compostos que requerem retro-mistura ou com alto teor de voláteis, adicione até 52:1 com zonas para mistura e desgaseificação em extrusão reativa ou remoção de voláteis. O aumento do comprimento do cilindro aumenta o tempo de residência, proporcionando também maior exposição ao calor.
- Velocidade da rosca (RPM): As unidades corrotativas operam de 300 a 1,200 rpm; os modelos contrarrotativos são limitados a aproximadamente 60 rpm. Aumentar a velocidade de 200 para 300 rpm aumenta consideravelmente a eficiência ou a produção, além de proporcionar mais energia de cisalhamento. A escolha deve ser feita com base nos requisitos térmicos da resina.
- Sistema de Controle de Temperatura: Procure sempre por aquecimento e resfriamento independentes/individuais para cada seção do cilindro, em 8 a 12 zonas. O controle preciso e independente da temperatura é necessário para evitar variações significativas na temperatura de fusão, que podem ser inferiores a ±2 °C e, em última instância, causar degradação.
- Equipamentos a jusante: Pelotizadores de filamentos, pelotizadores subaquáticos e matrizes de corte podem exigir alta contrapressão da extrusora. Confirme se a pressão máxima na matriz (entre 100 e 350 bar) é necessária para seus equipamentos a jusante.
📐 Nota de Engenharia
Dimensionamento do motor de acionamento: Torque (Nm) = 9,550 × Potência (kW) ÷ Velocidade da rosca (RPM)Por exemplo, um motor de acionamento de 200 kW a 500 rpm produzirá 3,820 Nm por eixo. Tecnologia de Plásticos Segundo informações, a causa mais comum de falha prematura de caixas de engrenagens é um motor subdimensionado. Sempre selecione um motor que forneça 20% mais torque do que o utilizado no processo.
Problemas comuns e como evitá-los
Mesmo uma boa extrusora de dupla rosca pode apresentar problemas ocasionalmente. Existem cinco causas principais para qualquer falha observada, que são totalmente evitáveis com configuração adequada e monitoramento de condições.
Ao longo do tempo, as roscas e os revestimentos dos cilindros sofrem erosão durante o processamento de minerais agressivos, como carbonato de cálcio e fibra de vidro. Com o aumento da folga entre a rosca e o cilindro, o material retorna, afetando negativamente a produção, a mistura e a homogeneidade. Solução: utilizar cilindros especiais bimetálicos ou nitretados para o processamento de formulações agressivas e registrar o diâmetro externo da rosca a cada troca programada de componentes.
O excesso de calor em uma ou duas zonas específicas do cilindro energiza a resina em excesso, levando à descoloração, degradação e possível liberação de gases. Falhas comuns incluem: falta de fornecimento de água de resfriamento para todas as zonas, falha nos termopares e desalinhamento da rosca, resultando em fissuras nas faces. Atenção a esses problemas deve ser dada durante a inicialização. Um engenheiro dedicado deve ser responsável por inspecionar o sistema de resfriamento, calibrar os termopares e verificar o alinhamento da rosca.
O excesso de ar e solvente aprisionados causa defeitos de pigmentação na superfície dos grânulos, além de vazios e bolhas. Se a área de ventilação não for suficientemente longa ou o nível de vácuo for inadequado, o gás fica retido na massa fundida. Prevenção: Posicione a porta de ventilação na parte superior da zona de baixa pressão. Busque um nível de vácuo de 50 a 100 mbar em materiais sensíveis à umidade.
A falta ou o excesso de material na extrusora causam o desequilíbrio entre a velocidade da rosca e o fluxo de material. Isso também afeta a produtividade, o torque e pode levar ao acúmulo de material na tremonha. Prevenção: Utilize alimentadores gravimétricos com precisão de ±0.5%. Ajuste a taxa de alimentação pela amperagem do motor em tempo real.
Operar com torque próximo ou igual a 100% do valor nominal por períodos prolongados danifica a caixa de engrenagens e causa falha prematura da rosca. Isso é comumente observado ao iniciar a extrusora com materiais frios ou com excesso de carga acima dos limites de projeto. Prevenção: Não utilize mais de 60% da velocidade nominal na partida inicial. Esse valor pode ser aumentado gradualmente após o cilindro atingir a temperatura de ajuste. Mantenha a operação contínua abaixo de 80% do torque nominal.
Como selecionar a extrusora de parafuso duplo correta
Escolher uma extrusora de dupla rosca inadequada para suas necessidades representa um desperdício caro de capital. Uma máquina que não foi projetada para suas aplicações irá limitar o crescimento e o fluxo do molde. Utilize a lista de verificação a seguir para orientá-lo nas sete decisões principais que determinam se uma extrusora de dupla rosca é adequada para suas aplicações.
- ✔
Tipo de material: Termoplástico, termofixo, de grau alimentício ou farmacêutico? A rotação paralela co-rotativa abrange a maior variedade. A rotação cônica contra-rotativa é necessária para PVC rígido. - ✔
Meta de produtividade: Escolha um diâmetro de rosca adequado ao seu volume de produção. Uma máquina com rosca de 35 mm processa de 30 a 80 kg/h; uma máquina com rosca de 90 mm processa de 500 a 2,000 kg/h. - ✔
Relação L/D: A mistura padrão utiliza proporções de 36:1 a 44:1. A extrusão reativa ou a desgaseificação intensa requerem proporções de 48:1 a 60:1. Tambores mais longos aumentam o custo e ocupam mais espaço. - ✔
Classe de torque: Padrão (≤11 Nm/cm³), alto torque (13–15 Nm/cm³) ou premium (≥18 Nm/cm³). Sistemas com carga acima de 50% exigem classe de alto torque ou premium. - ✔
Modularidade: É possível reorganizar as seções do cilindro e os elementos da rosca sem usinagem? Os designs modulares permitem personalizar a mesma máquina para diferentes receitas. - ✔
Sistema de controle de processos: No mínimo: controle de temperatura baseado em CLP, interface com alimentador gravimétrico e exibição em tempo real de torque/pressão. Sistemas avançados adicionam armazenamento de receitas e registro de dados. - ✔
Custo total de propriedade: O preço inicial representa apenas 30 a 50% do custo total ao longo de 5 anos. Considere também o consumo de energia, os intervalos de substituição da rosca e do cilindro, a disponibilidade de peças de reposição e o treinamento do operador.
Extrusoras de rosca dupla econômicas, com preço inferior a US$ 50,000 para aplicações industriais típicas, apresentarão um custo total de propriedade 40% maior ao longo de 5 anos devido ao desgaste acelerado da rosca (que exige a substituição da rosca a cada 12 a 18 meses), maior consumo de energia e tempo de inatividade não planejado, que pode totalizar de 10 a 15% do seu tempo de produção. Sempre compare os dados documentados de comprimento de extrusão da rosca e do cilindro antes de fazer um pedido de compra.
✔ Vantagens
- As extrusoras de rosca dupla oferecem mistura superior para formulações multicomponentes.
- O design modular dos parafusos permite trocas rápidas.
- A geometria de entrelaçamento autolimpante reduz o tempo de limpeza.
- Transferência de energia de alta eficiência por meio de cisalhamento co-rotativo
- Capaz de alimentar líquidos, realizar alimentação lateral e ventilação a vácuo em uma única passagem.
⚠ Limitações
- Custo de capital 1.5 a 3 vezes maior do que máquinas de parafuso único.
- Os elementos de rosca e as seções do cilindro são peças de desgaste que exigem cronogramas de substituição rigorosos.
- A familiaridade do operador é maior devido ao design modular.
- Os designs contrarrotativos são limitados a aplicações de nicho e baixa velocidade.
- Os reparos na caixa de câmbio são caros e exigem serviço especializado.
Perguntas frequentes

P: Para que serve uma extrusora de rosca dupla?
Ver resposta
P: Qual é melhor: extrusora de rosca simples ou extrusora de rosca dupla?
Ver resposta
P: Quais são os problemas associados às extrusoras de dupla rosca?
Ver resposta
P: Quanto custa uma extrusora de rosca dupla?
Ver resposta
P: Qual é o retorno sobre o investimento (ROI) em uma extrusora de dupla rosca?
Ver resposta
P: As extrusoras de dupla rosca podem processar plástico reciclado?
Ver resposta
Você está tentando determinar o sistema de extrusão de dupla rosca ideal para o seu processo de fabricação?
Sobre esta análise
A UDTECH, Inc. projeta e fabrica extrusoras de dupla rosca corrotantes e contrarrotantes, com roscas paralelas e cônicas, para diâmetros de rosca de 35 mm a 145 mm. As informações técnicas, os dados para solução de problemas e as referências de custos apresentadas neste artigo foram obtidas de diversas fontes publicadas na indústria de plásticos, como a Divisão de Extrusão da SPE, a AAPS PharmSciTech e a revista Plastics Technology. As seções sobre controle de processo foram escritas com base na experiência de nossa equipe de engenharia, adquirida por meio de testes das extrusoras para a produção de compostos de polímeros, masterbatch e reciclagem.
Referências e fontes
- Extrusoras de rosca dupla como misturadores contínuos para processamento térmico: uma perspectiva técnica e histórica — AAPS PharmSciTech (Biblioteca Nacional de Medicina)
- Faixa de operação da extrusora de dupla rosca — Divisão de Extrusão da SPE
- Torque e velocidade: quanto é suficiente? — Tecnologia de Plásticos
- Relatório de mercado de extrusoras de dupla rosca — Pesquisa de Mercado Cognitiva
- Relatório sobre o tamanho e a participação de mercado de máquinas de extrusão de plástico até 2030 — Pesquisa Grand View
Artigos Relacionados
- Extrusora de parafuso único — Especificações, tipos e aplicações para sistemas de parafuso único
- Entendendo as máquinas de fabricação de pellets: tipos, processos e guia de compra — Como funciona a granulação após a extrusão
- Máquina para fabricação de tubos de plástico: Guia para produção de tubos de PVC, PE e PP — Linhas de extrusão de tubos que se acoplam a extrusoras de rosca dupla
- Extrusora de Masterbatch de enchimento composto — Processamento em larga escala de alto teor de enchimento
- Sistema de pelotização subaquática — Pelotização a jusante para linhas de mistura






