Acquisto a estrusore per fogli Raramente si tratta solo dell'estrusore. La macchina che fonde i vostri pellet è un nodo in una linea di sette sottosistemi e la decisione che spreca più denaro è la scelta del numero di viti, della filiera e della potenza nominale prima di averli abbinati alla resina e al volume di produzione effettivo. Questa guida è il complemento all'approvvigionamento del processo sottostante; se desiderate la procedura passo passo per la formazione effettiva del foglio piano, leggete la nostra Guida completa al processo di estrusione a foglioRimaniamo quindi concentrati su un unico quesito: come si specificano, si dimensionano, si prezzano e si valutano le caratteristiche della macchina prima di firmare un ordine di acquisto?
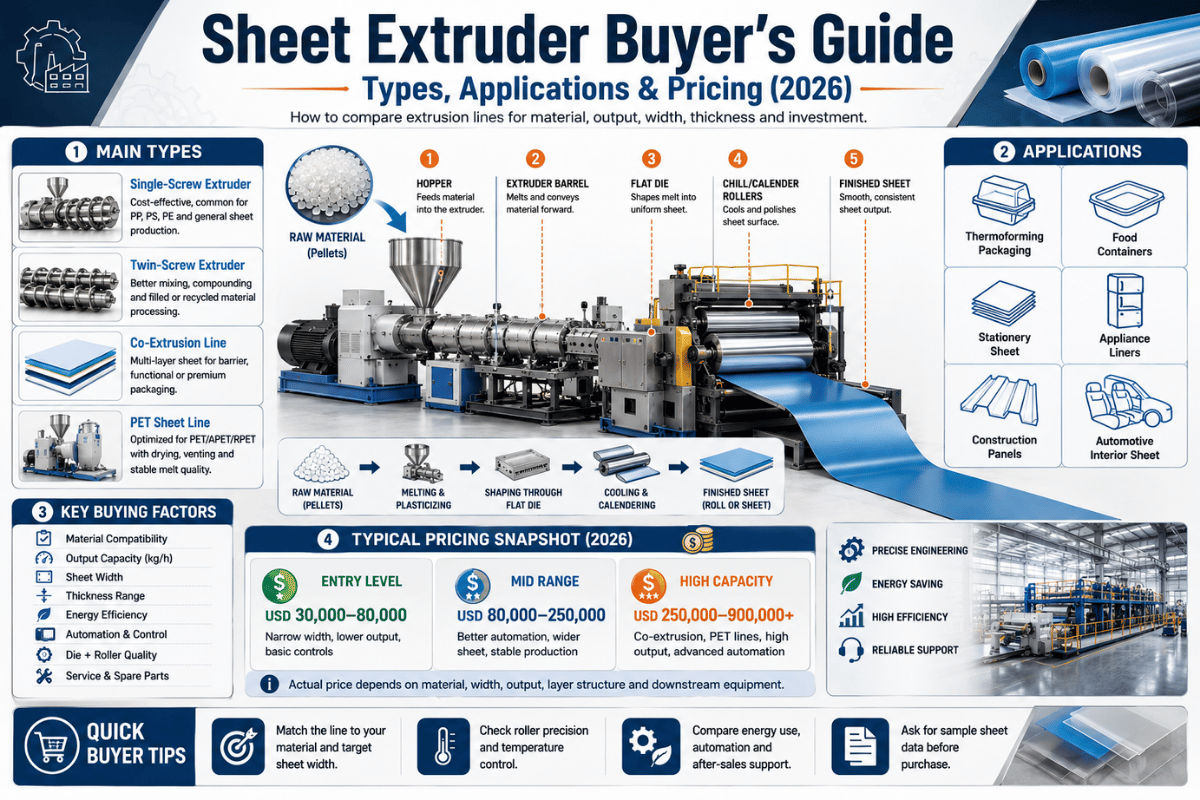
In breve: Un estrusore per lastre è una macchina per estrusione di plastica che fonde granuli termoplastici e spinge il fuso attraverso una filiera piatta (a gruccia o a T) e una pila di tre rulli di calibrazione per formare lastre piatte continue, convenzionalmente con uno spessore compreso tra 0.25 e 12 mm. La scelta del modello dipende dal materiale di alimentazione (che determina se si tratta di una o due viti), dalla produzione desiderata (che determina il diametro della vite e la potenza di azionamento) e dalle esigenze di essiccazione e resistenza alla corrosione della resina (che determinano il resto della linea).
Specifiche rapide, Estrusore a foglio in sintesi
| Tipo di vite | Monovite (vergine/commodity) o bivite (riciclata/PCR/preparazione galenica) |
| Vite L / D | Rapporto standard 24:1–30:1; 30:1–40:1 per progetti ad alta velocità |
| Vite diametro | Spessore comune dei fogli: ≈35–120 mm |
| Banda di uscita | Da circa 30 kg/h (laboratorio) a 1,000–1,200 kg/h (PET ad alta velocità) |
| Larghezza del foglio | ≈400–2,500 mm |
| Die / raffreddamento | Fustella per gruccia o foglio a T + pila di 3 rotoli (diametro rotolo 300–900 mm) |
| Controllo del misuratore | ±0.5% con controllo automatico del calibro a circuito chiuso (AGC) |
| confine tra foglio e pellicola | 0.25 mm per ASTM D883 |
Che cos'è un estrusore a lastre? (E qual è la sua posizione rispetto agli estrusori per film, profili e tubi)

L'estrusore per lastre è la macchina che trasforma i granuli termoplastici in lastre piatte continue. Una vite azionata da un motore ruota all'interno di un cilindro riscaldato, plastificando e pompando il polimero; il fuso viene quindi forzato attraverso una filiera per lastre piatte e raffreddato su una pila di rulli per impostare lo spessore e la finitura superficiale. Il prodotto finale è costituito da lastre piatte, vassoi, pannelli e lastre termoformate, non dal sottile nastro prodotto da una linea di estrusione per film o dalla sezione trasversale sagomata prodotta da un estrusore per profilati o tubi.
Il confine più utile da conoscere è quello dimensionale. Secondo il ASTM D883 Secondo la terminologia standard, "film" si riferisce a un foglio con uno spessore nominale non superiore a 0.25 mm (0.010 pollici); qualsiasi spessore superiore è definito "foglio". ISO 472 Si nota lo stesso limite di 0.25 mm. Quel numero determina a quale famiglia di macchine appartiene la macchina che stai acquistando.
Qual è lo scopo di un estrusore a lastra?
Lo scopo di un estrusore di lastre è convertire la resina solida in lastre piane di dimensioni controllate a una velocità costante, in modo che i processi successivi, come la termoformatura, la laminazione o l'impilamento a misura, ricevano materiale con spessore e superficie uniformi. Tre variabili determinano se la lastra viene spedita come prodotto di prima qualità o come scarto: stabilità della temperatura di fusione, uniformità del flusso nella filiera e geometria dei rulli di raffreddamento. Quasi ogni reclamo sulla qualità è riconducibile a uno di questi tre fattori.
| Tipo di estrusore | Modulo di output | * | Raffreddamento |
|---|---|---|---|
| Estrusore di fogli | Lamina piana, 0.25–12 mm | Piatto (appendiabiti / T-) | Pacco di calibrazione a 3 rulli |
| Film fuso/soffiato | Pellicola sottile, <0.25 mm | piatto o anulare | Rotolo di ghiaccio / anello d'aria |
| Estrusore di profili | Sezione trasversale sagomata | stampo per profilo | Calibrazione / bagno d'acqua |
| Estrusore per tubi | Rotondo cavo | Matrice per tubi anulare | Serbatoio di aspirazione + nebulizzatore |
I dettagli del processo per ogni fase, alimentazione, fusione, calibrazione, rifilatura, sono descritti nella nostra guida complementare al processo di estrusione di lastre; questo articolo presuppone che tu sappia cosa fa la macchina e si concentra su quale acquistare. Indipendentemente dalla resina, una linea di estrusione di lastre di plastica è una soluzione di produzione progettata per estrudere in modo affidabile e preciso una singola famiglia di prodotti, le lastre piane.
Estrusore monovite o bivite: quale sistema di azionamento per estrusore a lastra ti serve?
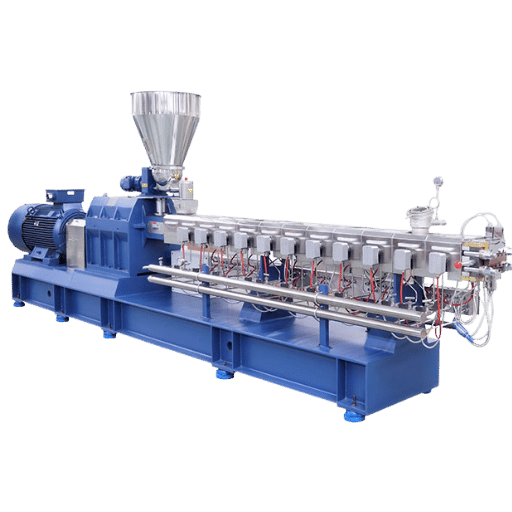
Le due scelte principali per un estrusore a foglio sono: estrusore monovite e l'intreccio estrusore biviteLe macchine monovite rimangono le più utilizzate per la produzione di fogli di cellulosa vergine di alta qualità; le macchine bivite, invece, si rivelano più performanti quando si lavora con materiale riciclato, scaglie di cellulosa post-consumo (PCR), elevate concentrazioni di riempitivo o compounding diretto. La scelta dipende dalla materia prima, non da quale macchina appare più performante sulla scheda tecnica.
Percorso di selezione del numero di viti
- Foglio vergine, ottico o commerciale pulito (PMMA, PC, PS, PP vergine) → singola viteCosto inferiore, manutenzione più semplice, sufficiente per un unico livello di stabilità.
- Riciclato, fiocchi PCR, colorante/riempitivo o PET sensibile all'umidità → doppia viteMigliore miscelazione, devolatilizzazione e tolleranza a un'alimentazione variabile.
- Miscelazione diretta (miscelazione di riempitivi/additivi nel foglio in un'unica passata) → bivite con alimentatore laterale, oppure una linea speciale tandem/tripla vite, una soluzione di nicchia necessaria solo per poche applicazioni.
Le configurazioni a tripla vite e in tandem esistono e compaiono nei cataloghi dei fornitori, ma la letteratura indipendente sull'estrusione considera ancora la monovite e la doppia vite interconnessa come la coppia principale; la tripla vite è in gran parte orientata alla ricerca o riservata a compiti di miscelazione speciali. Considerare un estrusore a tripla vite o un dedicato macchina per la miscelazione della plastica Si tratta di una soluzione specialistica a uno specifico problema di mixaggio, non di un aggiornamento standard.
Quali sono i 4 tipi di estrusione di plastica?
L'estrusione della plastica viene generalmente suddivisa in quattro famiglie di prodotti: foglio (materiale piatto che passa attraverso una matrice piatta), film (tessuto sottile, gettato o soffiato), profilo e tubo (sezioni trasversali sagomate o cave), e preformato stampato a soffiaggio estrusione (un tubo che viene poi gonfiato). Un estrusore per fogli è costruito appositamente per la prima famiglia, con una matrice piatta, un pacco di rulli e un controllo dello spessore che una macchina per film o tubi non può semplicemente riattrezzare per adattarsi.
Gli acquirenti tendono a sottodimensionare la vite per l'alimentazione con materiale riciclato. Una macchina a vite singola dimensionata per PET vergine andrà incontro a fenomeni di pulsazione e perdita di viscosità intrinseca con scaglie di PET riciclato post-consumo, perché la vite non è stata progettata per devolatilizzare e omogeneizzare materie prime di diversa composizione. Gli esperti nei forum di ingegneria segnalano ripetutamente l'errore di inviare al fornitore solo le dimensioni della vite, ignorando la compatibilità tra il design della vite e la macchina.
Consideriamo un produttore di vassoi che ha acquistato una linea di estrusione a vite singola dimensionata per PET vergine, per poi passare all'utilizzo del 50% di scaglie riciclate post-consumo al fine di aggiudicarsi un contratto con un rivenditore. Nel giro di poche settimane, i fogli hanno mostrato gelificazione e la viscosità intrinseca è calata a tal punto da compromettere la termoformatura, causando un sovraccarico della linea poiché una vite singola non è in grado di devolatilizzare le scaglie di materiale variabile. Una macchina a doppia vite ventilata avrebbe gestito lo stesso materiale senza problemi. L'adeguamento successivo è costato al produttore più di quanto sarebbe costato specificarlo correttamente in fase di acquisto: la scelta della vite è economica sulla carta, ma costosa a posteriori.
Anatomia di una linea di estrusione di lamiere: 7 sottosistemi e la funzione di ciascuno
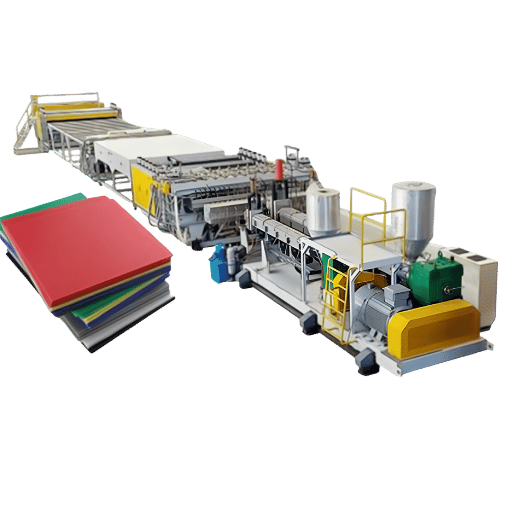
Un estrusore di fogli viene venduto come parte di una linea. Tecnologia delle materie plastiche Come descritto, una linea di estrusione per lastre è composta da un estrusore, un cambiafiltro, una pompa a ingranaggi, un miscelatore statico (e un blocco di alimentazione per coestrusione opzionale), una filiera per lastre piane e un pacco di tre rulli. È possibile omettere un sottosistema, ma di solito ciò non fa altro che spostare il problema. Il compito dell'acquirente è sapere su cosa insistere per ciascun componente.
| Sottosistema | Cosa decide | Specifiche su cui insistere | Errore se saltato |
|---|---|---|---|
| Estrusore (vite + cilindro) | Qualità della fusione, produzione | Design della vite adattato alla resina; L/D 24:1–30:1 | Scongelamento, impetuoso |
| Cambia schermo | Controllo della contaminazione | Tipo continuo per PCR/rimacinazione | Linee di arresto, gel |
| pompa a ingranaggi (per fusione) | Stabilità della pressione → manometro | Controllo della pressione a circuito chiuso | Misuratore MD in aumento |
| Miscelatore statico | Fusione + uniformità di colore | Obbligatorio con masterbatch / coex | Striature, deriva del colore |
| fustella per fogli piatti | Profilo di spessore CD | Barra di restrizione + soluzione bullone a labbro | Spessore al centro / spessore ai bordi |
| Pacco di calibrazione a 3 rulli | Calibro, superficie, cristallinità | Rullo Ø 300–900 mm, controllo individuale della temperatura | Deformazione, scarsa lucentezza |
| Traino + avvolgitore/tagliatore | Tensione, recupero ottimale | Trazione servoassistita chiusa a misura; smerigliatrice per bordi in linea | Errore di lunghezza, scarti |
"Una pompa a ingranaggi che disaccoppia la pressione lato filiera dalla pressione in uscita dall'estrusore è l'aggiornamento con il maggiore impatto per la lavorazione di lamiere sottili, ed è anche il più facile da installare a posteriori. È ciò che rende possibile un profilo di spessore di ±0.5%."
📐 Nota tecnica
La maggior parte degli errori di spessore in direzione trasversale (CD) è un problema della matrice; la maggior parte delle variazioni in direzione della macchina (MD) è un problema della vite o della pompa a ingranaggi. Divisione di estrusione SPE Il riferimento di controllo dello spessore raccomanda un profilo di spessore medio accurato allo 0.5% o migliore, ottenibile con controllo automatico dello spessore e senza intervento dell'operatore. Verificare che la linea possa mantenere tale valore. Your resina, non di qualità dimostrativa.
Abbinamento della macchina alla resina: requisiti di linea per PET, PP, PS, PVC, ABS, HDPE e PC.
La chimica della resina determina quasi tutte le scelte successive, l'essiccazione, la progettazione della vite, le temperature della matrice e dei rulli e la protezione dalla corrosione. La griglia sottostante è una mappa di configurazione della linea: elenca ciò che la macchina deve modificare per materiale, non le temperature del cilindro (che si trovano nella guida di processo allegata). Per i polimeri di qualità per vetratura e ingegneria, è necessario un sistema dedicato. linea di estrusione di plastica ingegneristica è spesso il punto di partenza giusto; il foglio di PVC rigido di solito garantisce una costruzione specifica Macchina per estrusione PVC.
| Resina | Vite / alimentazione necessaria | essiccazione | Nota su stampo/rullo e corrosione |
|---|---|---|---|
| PET / APET / CPET | Bivite preferita per la PCR a scaglie | Pre-essiccazione a <50 ppm — La perdita per via endovenosa è permanente | Rulli ad alta temperatura 80–120 °C |
| PP | Singolo o doppia | Di solito nessuno | Una temperatura di rotolamento più bassa aumenta la rigidità |
| PS / FIANCHI | Vite singola fine | Nona | Finestra ristretta; rischio di frattura da fusione |
| PVC rigido | Bivite, ventilato | Nessuno, ma stabilizzato | Cilindro bimetallico/duplex + sfiato (corrosione da HCl) |
| ABS | Singolo o doppia | Asciugatura leggera | superficie adatta alla stampa |
| HDPE / LDPE | Monovite | Nona | Ampia finestra di elaborazione |
| PC | Vite singola, vergine | Essiccare fino a ≤100 ppm | Critico del rullo polacco; igroscopico |
| PMMA (acrilico) | Monovite | Asciugatura leggera | Rullo lucidante per finitura ottica |
| PLA / rPET (riciclato) | Doppia vite + schermo continuo | Asciugatura aggressiva; sfiato sottovuoto | Gestione delle vie endovenose + controlli a contatto con gli alimenti |
Un utile consiglio degli ingegneri dei materiali: non lasciare mai che una scheda tecnica sia la parola definitiva. Esegui una prova di pochi metri dello stesso lotto che intendi acquistare, sulla stessa linea di produzione che intendi utilizzare; i valori pubblicati sono solo un punto di partenza, non una garanzia.
Dimensionamento di un estrusore per lastre in base alla produzione: Portata → Diametro della vite → Potenza → Investimento

Il dimensionamento parte sempre dal volume target e si articola a ritroso in base al diametro della vite, alla potenza di azionamento e alla larghezza della matrice. La scala sottostante sintetizza le valutazioni di linea pubblicate dai fornitori in intervalli indicativi. Le valutazioni di linea pubblicate illustrano la gamma, ad esempio, le linee di lamiere da 35-60 mm sono state valutate intorno a 50–500 kg/orae una linea a vite singola da 90 mm vicino 1,320 lb/h (≈600 kg/h) su PPI dati sono da considerarsi indicativi e non rappresentano le specifiche attuali esatte.
| Output target | Diametro della vite (circa) | Potenza del motore (circa) | Utilizzo tipico | Livello di spesa in conto capitale |
|---|---|---|---|---|
| ~30 kg/h | 25–35 mm | 15–30 kW | Laboratorio/pilota | Iscrizione |
| ~100 kg/h | 45 mm | 30–55 kW | Piccola produzione | Iscrizione |
| ~200 kg/h | 60 mm | 55–90 kW | Imballaggio in PP/PS | Medio |
| ~400 kg/h | 75 mm | 90–160 kW | Imballaggio alimentare | Medio |
| ~600 kg/h | 90 mm | 160–250 kW | PP/PET ad alto volume | Alto |
| ~800 kg/h | 105 mm | 220–315 kW | termoformatura del PET | Alto |
| ~1,000 kg/h | 120 mm | 280–355 kW | PET ad alta velocità | Alto |
| ~1,200 kg/h | 120 mm + multi-estrusore | 350kW+ | Coestrusione multi-estrusore | Alto |
La scala è un punto di partenza per una conversazione con un fornitore, non una formula precisa. Lavoro sottoposto a revisione paritaria in Energia applicata Questo dimostra che la potenza e la resa dell'estrusore sono strettamente correlate a macchina, materiale e processo: pertanto, una vite da 90 mm per PVC rigido caricato non sarà compatibile con una vite da 90 mm per PP fluido. Confermare sempre le dimensioni con una prova sulla resina.
Perché più grande non è sempre meglio: il limite di raffreddamento e di tempo di permanenza
L'aumento della velocità della vite aumenta effettivamente la produttività, e uno studio di Applied Energy ha addirittura scoperto specifico l'energia per chilogrammo può diminuire all'aumentare della velocità. Ma l' utilizzabile, conforme alle specifiche La produzione di una linea di estrusione di fogli raramente è limitata dall'estrusore; il limite viene imposto a valle dal raffreddamento e dal tempo di permanenza. Se la produzione supera la capacità di raffreddamento del pacco rulli prima dell'estrattore, si rischia di spedire fogli deformati o opachi.
Se si spinge troppo oltre il tempo di permanenza e il riscaldamento viscoso, le resine termosensibili come PET o PVC si degradano. Dimensionare in base alla portata che si può raffreddare e mantenere entro il calibro, non in base ai chilogrammi all'ora indicati sulla targhetta. Per flussi con elevata quantità di materiale riciclato, un sistema di pellettizzazione subacqueo A monte è possibile stabilizzare il materiale in ingresso prima che raggiunga la filiera di taglio.
Immaginate un impianto di confezionamento che ha ordinato una linea da 90 mm con una capacità nominale di 600 kg/h e si aspettava di farla funzionare a pieno regime. Su sottili vassoi in PET da 0.3 mm, la pila di tre rulli poteva raffreddare solo circa 420 kg/h prima che il foglio uscisse dall'estrattore opaco e leggermente deformato. Il limite non era mai l'estrusore, bensì la pila di rulli. Ora l'impianto deve scegliere tra lavorare a 420 kg/h secondo le specifiche o pagare per aumentare la capacità di raffreddamento, un compromesso che avrebbe dovuto essere definito in fase di dimensionamento, non scoperto in fabbrica.
Quanto costa un estrusore a lastre? Livelli di investimento, componenti della linea e costi nascosti.

Il costo di un estrusore per lastre può variare da un'unità da laboratorio da poche decine di migliaia di euro a una linea di estrusione PET ad alta velocità con estrusori multipli e controllo automatico dello spessore, che può arrivare a cifre a sette zeri. La differenza di prezzo è determinata dal livello di produzione, dall'automazione e dal tipo di resina. Il costo indicato nel preventivo per l'estrusore rappresenta solo la parte minore del quadro generale, poiché la filiera, l'essiccatore, il sistema di raffreddamento e i sistemi di controllo spesso incidono sul prezzo tanto quanto l'estrusore stesso.
| Fila | Uscita | Cosa determina il prezzo? |
|---|---|---|
| Laboratorio/pilota | ~30 kg/h | Estrusore singolo di piccole dimensioni, calibro manuale |
| Produzione di ingresso | 100–200 kg/ora | Monovite, impilamento rulli base, semiautomatico |
| Produzione intermedia | 400–600 kg/ora | Pompa a ingranaggi + AGC, opzione a doppia vite, asciugatura |
| PET ad alta velocità | 800–1,200 kg/ora | Coestrusione multi-estrusore, automazione completa, gestione rPET |
Un vantaggio in termini di costi è l'affidabilità: gli utensili. I confronti indipendenti dei costi collocano le matrici di estrusione a circa Costo iniziale inferiore dell'80-90% rispetto a stampi a iniezione comparabili, perché uno stampo piatto è molto più semplice di uno stampo multicavità. Ciò mantiene la barriera d'ingresso per un nuovo programma di produzione di lamiere più bassa rispetto alla maggior parte dei processi di produzione di pezzi discreti.
Costi nascosti da mettere in conto prima di firmare
- Fustella per lamiera e qualsiasi opzione di barra di limitazione/calibro automatico
- Essiccatore per resina (obbligatorio per PET/PC) e refrigeratore di processo
- Controllo automatico del calibro e scanner di spessore
- Installazione, messa in servizio e formazione degli operatori
- Ricambi critici (pacchetti schermo, bulloni labbro, vite/cilindro)
- Energia / OPEX, l'estrusione è ad alta intensità energetica; il motore di azionamento, i riscaldatori del cilindro, le ventole di raffreddamento, le pompe dell'acqua e la pompa a ingranaggi consumano tutti energia, quindi un pacchetto di azionamento efficiente si ripaga nel corso della vita utile della linea (Energia applicata)
- Trasporto e dazi doganali per una linea importata
Come scegliere un produttore di estrusori per lastre: una lista di controllo in 8 punti

Non esiste uno standard di fornitura specifico per gli estrusori di fogli, ma il divario non è totale: il Ricerca fornitori NIST MEP Il programma esiste per mettere in contatto gli acquirenti con i produttori che possiedono specifiche competenze tecniche. Questa è una struttura generale; la scheda di valutazione sottostante aggiunge i dettagli specifici sull'estrusione di lamiere di cui un team di approvvigionamento ha effettivamente bisogno.
- ✔ Base installata e referenzeLinee di produzione verificabili per la vostra resina, non solo un elenco da brochure.
- ✔ Test di accettazione in fabbrica (FAT) on Your materiale e calibro target prima della spedizione.
- ✔ Vite e matrice interne La differenza tra capacità produttiva e acquisto diretto influisce sui tempi di consegna e sull'assistenza post-vendita.
- ✔ Controllo automatico del misuratore e registrazione dei datiLa linea mantiene una precisione di ±0.5% ed esporta i dati di produzione?
- ✔ rPET / qualificazione del ricicloGestione comprovata di campioni di PCR e percorso di processo LNO (vedi sotto).
- ✔ Tempi di consegna per l'assistenza post-vendita e i pezzi di ricambioDisponibilità di ricambi soggetti a usura e risposta all'assistenza da remoto.
- ✔ Conformità alla sicurezzasorveglianza secondo standard riconosciuti (vedere messa in servizio).
- ✔ Il costo totale di proprietàIl punteggio si basa su consumo energetico, scarti e tempi di attività, non solo sul prezzo di listino.
Acquistare basandosi solo sul prezzo di listino, ignorando l'assistenza post-vendita e il costo totale di proprietà, può essere controproducente. Una linea di produzione che costa il 10% in meno ma perde un giorno di produzione a causa di un pezzo di ricambio mancante, o consuma il 15% in più di energia, annulla il risparmio entro il primo anno. Valutate i fornitori in base agli otto punti sopra elencati prima di confrontare i prezzi.
Un'azienda di trasformazione ha scelto una linea di produzione di fogli di alluminio che offriva un prezzo inferiore del 12% rispetto all'offerta più vicina. Otto mesi dopo, una guarnizione usurata del cambiafiltri ha bloccato la produzione; il ricambio è stato spedito dall'estero e ha impiegato nove giorni per arrivare, annullando di fatto l'intero risparmio iniziale. L'offerta più economica non prevedeva scorte di ricambi locali e un periodo di assistenza superiore alle 48 ore, entrambi elementi visibili in una scheda di valutazione a otto punti prima dell'ordine di acquisto, ma invisibili nella sola riga del prezzo.
Collaudo e accettazione: cosa verificare prima di firmare

La fase di collaudo è il momento in cui l'acquirente tutela il proprio acquisto. Non accettate la linea su un campione dimostrativo del fornitore, verificatela sulla resina di produzione e con lo spessore di riferimento. Considerate la sicurezza della macchina come un elemento a rischio dell'acquirente, non come un aspetto burocratico da considerare solo in un secondo momento.
- ✔ Tolleranza del calibro mantenuta a ±0.5% sotto controllo automatico del calibro su Your resina
- ✔ Portata di uscita costante al valore target kg/h senza picchi o deriva termica
- ✔ Tasso di scarto/taglio dei bordi entro i limiti concordati; il recupero degli scarti avviene in modo pulito.
- ✔ Verifica della superficie/ottica sul foglio reale, non su un campione
- ✔ Dispositivi di protezione verificati e approvati
Come si testa una linea di estrusione per lastre prima dell'acquisto?
Si esegue un test di accettazione in fabbrica (FAT) sulla propria resina e sul proprio calibro, seguito da un test di accettazione in loco (SAT) dopo l'installazione. Il FAT deve rispettare la tolleranza di calibro contrattuale, mantenere la produzione nominale senza picchi e rimanere entro il tasso di scarto concordato durante un ciclo continuo, non in una dimostrazione di due minuti.
Sul fronte della sicurezza, gli Stati Uniti Linee guida OSHA per le macchine per la lavorazione della plastica Il preventivo include dispositivi di blocco/etichettatura, barriere fisse, barriere fotoelettriche, tappeti di sicurezza, alette anti-contraccolpo e dispositivi di controllo dei punti di schiacciamento per le linee di estrusione e termoformatura. Verificare la presenza e la funzionalità di ciascun dispositivo prima di effettuare il pagamento del saldo, poiché una protezione aggiunta dopo la consegna è sempre più costosa di una specificata in anticipo.
Prospettive per gli acquirenti di estrusori per lastre nel 2026: linee pronte per rPET, energia e Industria 4.0

Tre forze dovrebbero plasmare ciò che specifichi ora, anche se la macchina sottostante è matura. macchinari per estrusione plastica Il mercato è in costante crescita, gli analisti prevedono una crescita annua a una sola cifra fino ai primi anni 2030, ma per gli acquirenti non è la crescita dei volumi il fattore determinante; lo sono invece la capacità di riciclare i materiali, l'energia e i dati.
Linee predisposte per rPET. Le linee che lavorano fino al 100% di PET riciclato a livelli di viscosità intrinseca garantiti per il contatto diretto con gli alimenti sono state in primo piano al K 2025. Ma l'idoneità al contatto con gli alimenti non è solo una specifica della macchina. Gli Stati Uniti Linee guida della FDA sulla plastica riciclata valuta il processiRichiede una descrizione del processo, controlli alla fonte e test di rimozione dei contaminanti, e rilascia una lettera di non obiezione (spesso chiamata LNO) per uno specifico processo di riciclaggio. Se si prevede di vendere fogli di rPET per imballaggi alimentari, è necessario richiedere al fornitore la prova di un processo idoneo all'LNO, e non solo un numero iV.
Azionamenti a basso consumo energetico. Poiché l'estrusione dei polimeri è un processo ad alta intensità energetica, i servomotori, le pompe a ingranaggi efficienti e un migliore isolamento sono ormai elementi imprescindibili del budget, non più optional, e si riflettono sui costi operativi a ogni turno.
Monitoraggio della linea di produzione nell'ambito dell'Industria 4.0. Il controllo automatico a circuito chiuso degli strumenti di misura, il monitoraggio delle condizioni, della corrente del motore, del ciclo di lavoro del riscaldatore del cilindro, delle vibrazioni del riduttore e i dashboard di dati remoti stanno passando da optional a specifiche di acquisto standard. Se state richiedendo un preventivo per una linea di produzione con consegna prevista tra il 2026 e il 2027, chiedete ai fornitori come la linea qualifica le materie prime riciclate, quali dati registra e cosa riporta. Le risposte vi diranno se state acquistando una linea del 2026 o una versione riprogettata di una linea precedente.
Domande frequenti sugli estrusori a foglio
D: Qual è la differenza tra un estrusore a foglio e un estrusore a film?
Visualizza risposta
D: Ho bisogno di un estrusore per fogli monovite o bivite?
Visualizza risposta
D: Qual è la gamma di produzione massima di una singola linea di estrusione di fogli?
Visualizza risposta
D: Una singola linea di taglio può lavorare con diverse resine, come PET, PP e PVC?
Visualizza risposta
D: Quali tempi di consegna e quale assistenza post-vendita posso aspettarmi dal produttore?
Visualizza risposta
D: Conviene acquistare una linea di estrusione per lamiere usata rispetto a una nuova?
Visualizza risposta
Informazioni su questa estrusore per fogli - Guida all'acquisto
Questa guida è stata redatta per gli acquirenti che devono specificare un estrusore per lastre di plastica. Le fasce di dimensionamento sono sintetizzate a partire dalle valutazioni pubblicate dai fornitori e da articoli della stampa specializzata e sono solo indicative; si consiglia di confermare qualsiasi dato con un preventivo aggiornato e una prova con la propria resina. I punti relativi alla conformità e alla sicurezza fanno riferimento direttamente alle fonti ASTM, OSHA, FDA e NIST. Revisionato dal team tecnico di Suzhou UDTECH Technology Co., Ltd.
Specifiche per una linea di estrusione di lamiere?
UDTECH realizza estrusori a singola e doppia vite per lastre e linee complete dimensionate in base alla resina e alla produzione desiderata. Comunicaci il materiale e la produzione target in kg/h e noi progetteremo la configurazione più adatta.
Riferimenti e fonti
- Terminologia standard ASTM D883 relativa alle materie plastiche.ASTM International
- Norma ISO 472 / Guida alla terminologia relativa a pellicole e fogli di plasticaInternational Organization for Standardization
- Protezioni per macchine eTool, Macchine per la lavorazione delle materie plastiche (termoformatura)OSHA statunitense
- Plastica riciclata negli imballaggi alimentariUS Food and Drug Administration
- Ricerca fornitori MEPIstituto nazionale statunitense per gli standard e la tecnologia
- Consumo energetico nell'estrusione di polimeri (Energia applicata)peer-reviewed
- Controllo del calibro, Wiki della divisione estrusione SPESocietà degli ingegneri plastici
- Linea di estrusione di fogliTecnologia delle materie plastiche
Articoli Correlati
- Estrusione di lastre: processo, materiali e attrezzatureil processo passo passo alla base della macchina
- Estrusore bivite: come funzionaquando la miscelazione a doppia vite si guadagna il suo premio
- Estrusione di materie plastiche: polimeri, costi e coestrusioneil quadro generale dell'estrusione
- Cos'è il materiale PVC?proprietà che influenzano la scelta delle linee di produzione di lastre in PVC rigido