




Este sólido tutorial intenta desmitificar los problemas de las extrusoras Bowden vs Direct Drive en la impresión 3D. Si alguna vez ha contemplado los pros y los contras de usar estos dos sistemas de extrusión y su impacto en sus procesos de impresión, entonces ha llegado al lugar correcto. Esta guía se centrará en sus detalles, sus diferencias con Direct Drive, sus ventajas y desventajas, y sus efectos en la calidad, la velocidad y el filamento de impresión. La evolución de la impresión 3D en la actualidad requiere que uno considere la configuración de extrusor más adecuada para lograr resultados satisfactorios. Los tipos de colocación de extrusora, directa y Bowden, se explicarán desde la perspectiva general de los beneficios de la extrusión directa considerando las características de diseño como el tubo de PTFE. La distancia del extrusor desde la boquilla afecta la impresión; para ciertos sistemas, estudiaremos los efectos de la distancia en la calidad de impresión, la velocidad y la utilización de filamentos flexibles. Cualquiera que sea nuevo y esté interesado en explorar las prácticas de la impresión 3D o tenga experiencia práctica y quiera calibrar su máquina encontrará este artículo completo para Comprender las extrusoras Bowden y de accionamiento directoAl final de esta guía, podrá tomar una decisión informada en función de sus requisitos de impresión. A continuación, analicemos la mecánica de las extrusoras Bowden y de accionamiento directo y cómo afectarán su experiencia de impresión 3D.
¿Qué es un extrusor Bowden?

Definición de la mecánica del sistema Bowden
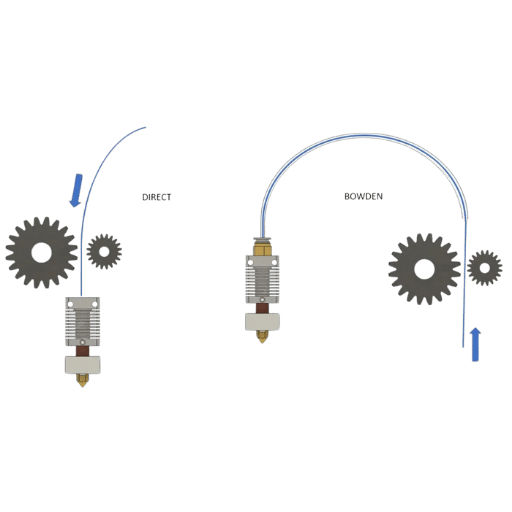
El sistema de extrusión Bowden es una configuración que se emplea en la impresión 3D y que elimina el motor del extrusor del hotend, por lo que es la opción preferida en el modelado por deposición fundida. En este caso, el motor no está situado inmediatamente en el hotend, sino que se encuentra a cierta distancia y conectado a través de tubos de politetrafluoroetileno (PTFE). Este sistema mejora la versatilidad del diseño de la impresora y minimiza la masa que se debe mover.
Sin embargo, el objetivo principal del sistema Bowden es transferir el filamento desde el motor del extrusor al compartimento con la boquilla del hotend. Uno de los motores acciona un eje de alimentación, que fuerza el material del filamento a pasar por el tubo, y el hotend funde dicho filamento para aplicarlo sobre la base de impresión o las capas existentes. La configuración Bowden se utiliza normalmente en impresoras donde la velocidad y la precisión son mucho más importantes que la capacidad de trabajar con filamentos flexibles.
El sistema Bowden tiene algunas ventajas, como mover masas a baja velocidad, y también ofrece altas velocidades de impresión. En el lado negativo, el sistema Bowden también tiene algunas dificultades. Por ejemplo, la distancia entre el motor que se enciende rápidamente y el hotend genera algunos problemas con la retracción y, en consecuencia, el control del filamento. Esto puede provocar un exceso de rezuma o algunas marcas en algunas impresiones. Por otro lado, el ajuste y la calibración pueden superar estas dificultades y, por lo tanto, es posible decir de manera concluyente que el sistema Bowden funciona de manera óptima para necesidades de impresión específicas.
La función del tubo de PTFE en una configuración de extrusión Bowden
El tubo Bowden es extremadamente importante en la configuración Bowden, ya que garantiza que el filamento se mueva suavemente desde el motor del extrusor hasta el hotend. El tubo de PTFE minimiza aún más la fricción y las posibilidades de atascos de filamento porque se utiliza como conducto. Dado que el tubo de PTFE tiene baja fricción y excelentes propiedades de resistencia al calor, también conduce a un control suave del filamento y reduce el goteo o la formación de hilos durante la impresión. Su uso en el sistema Bowden también protege el filamento y mejora la calidad de impresión en general.
Beneficios de utilizar una extrusora Bowden
Un extrusor Bowden es una opción inteligente para los usuarios que tienen en cuenta diversos factores en los procesos de impresión 3D. Examinemos algunas de sus ventajas.
- Masa móvil inferior: Un extrusor Bowden aleja todo el motor y el mecanismo de accionamiento del filamento del cabezal de impresión del sistema. Esta configuración reduce la masa móvil del cabezal de impresión, de modo que todos los movimientos durante el proceso de impresión son suaves y controlados.
- Mayor velocidad de impresión: La disminución del peso del cabezal de impresión también significa que las velocidades a las que se acelera y desacelera son más rápidas, lo que da como resultado velocidades de impresión más altas sin afectar la calidad del material impreso.
- Mayor calidad de impresión: Dado que el extrusor está separado del cabezal de impresión, se reduce la cantidad de vibración y fuerza mecánica transmitida al cabezal de impresión, lo que da como resultado una mejor calidad de impresión general, particularmente para diseños complejos y detalles finos.
- Permite el uso de filamentos flexibles: Filamentos de alta elasticidad como TPU y TPE Funcionan muy bien en extrusores Bowden. El filamento postal pasa por un tubo de PTFE, ofreciendo poca resistencia, por lo que la posibilidad de que el filamento se doble o se atasque es muy baja.
- Peso reducido del cabezal de impresión:El motor del extrusor no se encuentra en el cabezal de impresión, sino que se mantiene en una posición, lo que reduce significativamente la cantidad de peso en el cabezal de impresión. Esto da lugar a un movimiento eficiente e impresiones estables.
- Diseño de cabezal de impresión menos problemático: Al utilizar extrusores Bowden, no es necesario integrar el motor del extrusor y el mecanismo de accionamiento del filamento, lo que permite diseñar cabezales de impresión más compactos y livianos.
En general, un extrusor Bowden tiene una mayor velocidad de impresión y una masa que se mueve más rápido porque se aplica un amplificador de eje Y móvil. La calidad de impresión se mejora y es más compatible con filamentos flexibles, al tiempo que tiene menos peso para el cabezal de impresión y un diseño más sencillo para el cabezal de impresión. Debido a estas ventajas, los usuarios tienen una experiencia de impresión 3D mucho mejor y, por ese motivo, el extrusor Bowden se convierte en la opción preferida de muchos usuarios.
¿Qué es una extrusora de accionamiento directo?
Cómo funciona el sistema de transmisión directa
Como especialista técnico en impresión 3D, puedo explicar cómo funciona el sistema Direct Drive. En un sistema Direct Drive, el extrusor se monta directamente sobre la boquilla, lo que hace que las líneas de alimentación de llenado sean más cortas y directas. Este tipo de uso evita el uso de un tubo de filamento separado, como es habitual con los extrusores Bowden, y permite cambios más controlados en el movimiento de la varilla de filamento y la extrusión en ambas configuraciones. El filamento se alimenta a través del extremo caliente directamente en respuesta al movimiento de un motor sobre el cabezal de impresión, lo que da como resultado una respuesta más rápida y precisa durante el proceso de impresión. Al igual que con este diseño, el control de la expulsión del filamento en el extrusor permite utilizar materiales más amplios, incluidos filamentos flexibles, dentro de las estructuras. A muchos profesionales de la atención 3D les encanta el sistema Direct Drive debido a la mayor calidad de las impresiones, una mejor interacción con varios tipos de filamento y la posibilidad de tener altas velocidades en alta calidad y precisión.
Distancia del extrusor a la boquilla
Existe una relación directa entre la distancia del extrusor a la boquilla del filamento durante la impresión 3D y la calidad de impresión. Con un sistema Direct Drive, el extrusor se coloca e integra dentro del cabezal de impresión, lo que permite una respuesta rápida a los comandos artísticos. Esta estructura mejora el control de la saturación del filamento y permite que el sistema funcione con una gama más amplia de materiales, incluidos los filamentos flexibles. Por ello, cada vez más entusiastas de la impresión 3D aprecian el sistema de accionamiento directo que proporciona una alta calidad de impresión, compatibilidad con muchos filamentos y altas velocidades sin pérdida de precisión y exactitud. La corta distancia entre el extrusor y la boquilla evita de forma eficaz el movimiento indebido del filamento, lo que minimiza el rezumado del filamento y ofrece una alta precisión en la impresión.
Beneficios de la extrusión de accionamiento directo
Para muchos entusiastas de la impresión 3D, el sistema de extrusión de accionamiento directo es la opción preferida debido a sus ventajas. A continuación, se indican algunas ventajas clave del sistema de extrusión de accionamiento directo:
- Calidad de impresión mejorada:El sistema Direct Drive permite que la boquilla y el extrusor estén muy cerca uno del otro. Esto acorta el movimiento del filamento, pero aumenta las posibilidades de que se derrame, lo que mejora la calidad de impresión en general.
- Compatibilidad con diferentes filamentos: Los sistemas de accionamiento directo son más compatibles con los materiales, especialmente con los materiales flexibles. Esta versatilidad permite una mayor libertad en la selección de materiales, ampliando así el rango de aplicaciones potenciales.
- Mayores velocidades con precisión: El sistema Direct Drive permite imprimir a mayor velocidad conservando la precisión. Por cada aumento en la distancia entre la boquilla y el extrusor, la cantidad de filamento que se imprime Necesita ser retraído y extruido aumentará.
En conclusión, el sistema de extrusión de accionamiento directo ofrece una mejor calidad de impresión, una mayor compatibilidad de filamentos y una mayor velocidad y precisión. Estas ventajas lo hacen ideal para los entusiastas de la impresión 3D y para todos aquellos que planean utilizar la impresión 3D en un futuro próximo.
Extrusora Bowden vs. Extrusora de accionamiento directo: ¿cuál es más efectiva?
Evaluación de la calidad y velocidad de impresión
Imprimir con un extrusor Bowden y un extrusor Direct Drive presenta ciertas ventajas, con algunas desventajas para cada configuración.
En la mayoría de los casos, un extrusor de accionamiento directo será más eficaz que otros en cuanto a la calidad de extrusión del filamento. Como el extrusor está montado directamente en el cabezal de impresión, es posible un control más exacto de la extrusión del filamento en la impresora en términos de reproducibilidad y detalle. Ahora bien, un extrusor Bowden, que implica una distancia mayor entre la fuente de filamento y el cabezal de impresión, puede provocar una variación no deseada en la alimentación del filamento debido al estiramiento del mismo, lo que provoca la formación de hilos o rezuma en la impresión final.
En cuanto a la velocidad, el extrusor Bowden parece tener una ligera ventaja sobre los demás. Como el extrusor no está unido al cabezal de impresión, hay menos inercia de movimiento alrededor del cabezal de impresión, lo que permite un movimiento más rápido y posiblemente velocidades más altas durante la impresión. Sin embargo, los lectores deben tener en cuenta que **en determinadas condiciones, la ventaja de velocidad entre los dos tipos de extrusor puede minimizarse y depender de la configuración y los ajustes de la impresora.
Como gran avance, las impresoras con extrusor Direct-Drive siempre sobresalen en cuanto a calidad de impresión. Esto se debe a que permiten un mayor control sobre la extrusión del filamento, haciendo que los pequeños detalles sean más precisos. Por supuesto, si la velocidad es lo más importante, entonces debido a las ligeras ventajas de velocidad del Bowden, puede ser una buena opción. No obstante, es recomendable evaluar las necesidades de tu impresión considerando los dos sistemas.
Uso de filamentos flexibles en cada sistema
El uso de materiales flexibles puede variar de un sistema de extrusión a otro. Dado que el extrusor está en modo Direct Drive con el cabezal de impresión, el movimiento del filamento es mucho más fácil, lo que conduce a una mejor impresión con filamentos flexibles. Esta configuración minimiza las posibilidades de que el filamento se doble o se atasque durante el proceso de impresión. Lo opuesto ocurre en una configuración Bowden, donde el extrusor está alejado del cabezal de impresión, lo que hace que sea mucho más difícil usar filamentos flexibles, ya que estos tienen una probabilidad mucho mayor de compresión o de retroceso del filamento. Por lo tanto, ciertos parámetros, especialmente los ajustes de retracción, pueden requerir el mayor ajuste para lograr una impresión confiable de filamentos flexibles en un sistema Bowden.
En la impresión 3D, ¿cómo afecta la ubicación del extrusor y del cabezal de impresión al proceso de impresión?
Los efectos que tienen sobre los ajustes de retracción
La distancia entre el extrusor y el cabezal de impresión desempeña un papel esencial en los ajustes de retracción de la impresión 3D. La retracción se produce en los movimientos que no son de impresión para tirar ligeramente del filamento hacia atrás y evitar problemas de supuración o formación de hilos.
En una configuración Bowden en la que el extrusor y el cabezal de impresión no están ubicados uno cerca del otro, la distancia entre ambos puede agregar más desafíos a la retracción. Dado que la distancia de recorrido del filamento en este caso es mayor, lo que genera más presión o compresión del filamento, hace que las condiciones sean aún más desfavorables. Esto da como resultado un exceso de filamento sin retraer, supuración o formación de hilos.
Por otro lado, en una configuración de accionamiento directo, donde el extrusor se coloca cerca del cabezal de impresión, la distancia brinda un mejor control sobre el movimiento del filamento. Esta configuración permite una retracción más precisa y es poco probable que se produzcan atascos de filamento durante la impresión.
Al intentar establecer los mejores valores para los parámetros de retracción, se debe tener en cuenta la configuración del alcance de cada impresora 3D. También se deben tener en cuenta aspectos como el material del filamento y las preferencias de impresión. En los casos de impresión con filamentos flexibles en un extrusor para impresión 3D, la configuración de retracción puede requerir más experimentación, calibraciones y ajustes para garantizar una impresión fluida y confiable.
Influencia en la velocidad y calidad de impresión
En la práctica, como profesional experimentado en la impresión 3D, Conozca cómo optimizar una extrusora La configuración tiene un efecto directo tanto en la velocidad de impresión como en la calidad de las impresiones. Dependiendo de si se utiliza una configuración Bowden o una configuración Direct Drive, esto puede cambiar la forma en que se lleva a cabo todo el proceso de impresión.
En una configuración Bowden donde el extrusor está ubicado lejos del cabezal de impresión, la distancia entre los dos componentes puede provocar que el movimiento del filamento sea lento y no continuo, lo que da como resultado rezumados retrasados, hilos y una retracción ineficaz. En última instancia, estos factores se relacionan con la calidad general de la impresión y será necesario realizar ajustes adicionales para solucionarlos.
Por el contrario, una configuración de accionamiento directo, en la que el extrusor se monta cerca del cabezal de impresión, permite un mejor control del movimiento del filamento. Como resultado, esta configuración facilita una retracción más precisa, lo que ayuda a evitar el problema del roce o el atascamiento del filamento durante la impresión. El control y la estabilidad mejorados mejoran la calidad de impresión y aumentan la velocidad de impresión.
Sin embargo, la obtención de las velocidades de impresión y la calidad general requeridas no es absoluta y depende de varios factores, como el tipo de extrusor, las propiedades del material del filamento y los parámetros de impresión. Para evitar una extrusión insuficiente durante la impresión, puede ser necesario probar y ajustar los parámetros de retracción, especialmente cuando se utilizan filamentos flexibles.
Con el conocimiento de las principales variaciones en la configuración del extrusor y la configuración particular de su impresora 3D, los usuarios saben cómo optimizar la velocidad de las impresiones y obtener impresiones de alta calidad.
¿Cuáles son las diferencias clave en la configuración del extrusor?

Comprensión de la configuración Bowden y la configuración de transmisión directa
Al configurar un extrusor que se montará en una impresora 3D, decidir su modo de acción, es decir, la configuración Bowden o la configuración de accionamiento directo, es crucial para la productividad de la impresión. Una configuración Bowden tiene el motor del extrusor a una distancia del extremo caliente y se utiliza un tubo para introducir el filamento en el extremo caliente. Esta configuración reduce el peso en el cabezal de impresión, lo que permite un movimiento más rápido y velocidades de impresión potenciales más altas. Sin embargo, también puede, en cierto modo, provocar una mayor distancia de retracción del filamento y problemas de control del filamento debido a la distancia entre el extremo caliente y el extrusor.
Por otro lado, en una configuración de accionamiento directo, el motor del extrusor se coloca en el cabezal de impresión y el filamento va directamente al hotend. Esta configuración minimiza la distancia de retracción porque el movimiento del filamento está mejor controlado, lo que reduce la posibilidad de que el filamento se doble o se atasque durante la impresión. La precisión y la estabilidad que aporta el control mejorado permiten una impresión más rápida y de mejor calidad.
La decisión entre las configuraciones Bowden y Direct Drive implica analizar muchos factores, entre ellos la velocidad de impresión deseada, el tipo de filamento que se utilizará y el nivel de precisión deseado, por lo que vale la pena asesorar a los clientes sobre sus necesidades específicas. Existen pros y contras, y también la elección óptima para cada aplicación y configuración.
Desafíos relacionados con la eficiencia del sistema de extrusión
En mi labor como especialista en la industria, puedo citar varios factores de eficiencia del sistema de extrusión, entre ellos:
- Conjunto del extrusor: El motor del extrusor, los engranajes y la ruta del filamento son cruciales para proporcionar una alimentación suave y constante de filamentos.
- Características del filamento: El uso de filamentos con diferente calidad, diámetro, propiedades estructurales y contenido de humedad del material puede afectar la extrusión y, por lo tanto, la impresión resultante.
- Dimensionamiento de la extrusora:El diámetro de la boquilla utilizada y su material determinarán la cantidad de filamento que se extruye, su precisión y cómo se impulsa. El tamaño de la boquilla debe coincidir con la resolución de impresión y las características esperadas del filamento.
- Configuraciones de temperatura:La temperatura de funcionamiento del extremo caliente debe regularse para que el filamento pueda fundirse y transferirse fácilmente. Si no se controla, los cambios de temperatura alterarán factores como la velocidad de flujo, las cantidades y los niveles de unión de las capas, lo que afectará la calidad de las impresiones.
- Configuración de retracción: Los ajustes de velocidad y distancia de retracción son importantes, en particular, para controlar la formación de hilos y el goteo mientras la impresora está en movimiento. Pueden desempeñar un papel importante para lograr impresiones más limpias y precisas.
- Velocidad de impresión y altura de la capa:El tipo de espesor de capa combinado con el tipo de velocidad de la impresora elegida determinará la eficiencia del sistema de extrusión. El aumento de la velocidad de impresión y la disminución de la altura de las capas pueden obligar a modificar el sistema de extrusión para mantener una deposición de filamento adecuada y uniforme.
Abordar y ajustar adecuadamente los parámetros anteriores ayudaría a mejorar la eficiencia del sistema de extrusión, lo que, a su vez, mejoraría la calidad de las impresiones y el rendimiento general.
Preguntas Frecuentes (FAQ)
P: Describa la distinción significativa entre las extrusoras Bowden y de accionamiento directo en la impresión 3D.
R: La principal diferencia entre los tipos de extrusión de accionamiento directo y Bowden es cómo se monta el extrusor en relación con el hotend. Un extrusor utilizado en una configuración de accionamiento directo se fija al hotend, mientras que con la configuración Bowden, el extrusor está alejado del hotend y está conectado a él con un tubo Bowden.
P: Analice las desventajas de la configuración Bowden.
R: Una desventaja clave de la configuración Bowden es el peso reducido del extrusor en el cabezal de impresión. Cuando el peso del extrusor es menor, se pueden lograr velocidades de impresión más rápidas y disminuir las vibraciones, lo que puede mejorar la calidad de impresión. La separación de las boquillas del motor de las boquillas del extrusor también contribuye a enfriar el extrusor.
P: Mencione una desventaja del extrusor Bowden.
R: Una de las principales desventajas de utilizar un extrusor Bowden es la mayor resistencia que se encuentra en el tubo Bowden, lo que aumenta las dificultades a la hora de imprimir con materiales flexibles. Esto se debe a la comba, ya que la geometría del filamento debe pasar por un tubo más largo antes de llegar al hotend, lo que hace que la precisión y el control sean prácticamente imposibles.
P: ¿Cuál es el papel de la extrusión directa en la impresión 3D FDM?
R: Un extrusor directo beneficia la impresión 3D FDM a través de mejoras tanto en la retracción como en la extrusión del filamento, lo que resulta muy útil para casos de impresiones con materiales flexibles. El extrusor tiene un hotend justo encima, lo que reduce las probabilidades de que el filamento se deprima, lo que da como resultado una extrusión fina.
P: ¿Existen distintas extrusoras, cada una diseñada para cubrir una necesidad específica?
R: Sí, la selección de un extrusor Bowden o de accionamiento directo debe basarse en las circunstancias del trabajo de impresión. Una imagen elegante y materiales flexibles indican la necesidad de un extrusor de accionamiento directo. Es probable que se requiera un extrusor Bowden para impresiones más rápidas con materiales más voluminosos.
P: ¿Es posible modificar la impresora de una impresora Bowden a una impresora Direct Drive?
R: Muchas impresoras modernas admiten la transición del modo Bowden al modo Direct Drive. Sin embargo, no se trata de una operación sencilla de conectar y usar, ya que requiere más componentes y cambios físicos, como inclinaciones del motor paso a paso y ajustes de la configuración de la impresora.
P: ¿Cuáles son las consecuencias del peso del extrusor en la impresión?
R: El peso del extrusor tiene algún tipo de influencia, ya que puede afectar tanto la velocidad como la calidad de impresión. En sistemas con accionamiento directo, dicho peso también puede ser una fuente de inercia que limite la velocidad de impresión y la precisión general de la impresión. Por otro lado, en contraste con esto, la configuración Bowden elimina este problema al ubicar el accionamiento del extrusor lejos de las partes móviles del cabezal de impresión.
P: ¿Qué ventaja tiene el sistema Bowden Drive sobre un extrusor de accionamiento directo?
R: Es posible optar por un extrusor con accionamiento Bowden en lugar de uno con accionamiento directo si se desea reducir el peso en el cabezal de impresión para mejorar la velocidad y el volumen de impresión con mayor precisión, aunque su impresión haría que el enrutamiento de filamentos flexibles sea un poco complicado.
P: ¿Qué método de impresión con filamentos maneja mejor los filamentos flexibles, el de accionamiento directo o el de extrusor Bowden?
R: La configuración del extrusor de accionamiento directo es mejor para la impresión con filamento flexible debido a la corta distancia del extrusor hasta el hotend, lo que garantiza que la unión y el deformación del filamento que son típicos en las configuraciones Bowden con filamento flexible casi siempre se eliminen.
Fuentes de referencia
Conclusiones principales:
- Comparación de rendimiento:El estudio concluyó que el actuador BCD es un candidato viable para su implementación en exoesqueletos portátiles, ya que reduce la masa y la inercia en cada articulación de la estructura móvil. El rendimiento del BCD es igual al del DD en cuanto a par y seguimiento de posición en un sistema de control de 4 canales.(Schiele, 2008, págs. 3507–3512).
- Densidad de potencia de salida mecánica:Cuando se utiliza un actuador BCD reubicado en lugar de un DD en la estructura móvil de un exoesqueleto, la densidad de potencia de salida mecánica se puede aumentar más de cinco veces, alcanzando hasta 31 mNm/cm³, con un rendimiento comparable.(Schiele, 2008, págs. 3507–3512).
- Aumento de potencia específica:La potencia específica aumenta más de seis veces, hasta 13 Nm/kg.(Schiele, 2008, págs. 3507–3512).
- Fricción y rigidez:El ángulo de envoltura de la transmisión del cable Bowden altera la fricción de movimiento libre solo marginalmente en aproximadamente 50 mNm. Las prestaciones de seguimiento apenas se ven afectadas y la rigidez de contacto aumenta con el aumento del ángulo de envoltura.(Schiele, 2008, págs. 3507–3512).
- Pruebas:Se probaron ángulos de envoltura de transmisión de hasta 270 grados.(Schiele, 2008, págs. 3507–3512).
Metodologías:
- El estudio implicó un experimento típico de telemanipulación con retroalimentación de fuerza con un esclavo virtual para comparar el rendimiento de los actuadores DD y BCD.(Schiele, 2008, págs. 3507–3512).
- La investigación evaluó el seguimiento del par y la posición, la densidad de potencia de salida mecánica y la potencia específica en una configuración experimental controlada.(Schiele, 2008, págs. 3507–3512).






