



Dies ist eine vollständige Anleitung zu den Unterschieden zwischen dem absoluten Extruder und dem relativen Extruder beim 3D-Druck. Dieses Mal konzentrieren wir uns jedoch auf die Verbindungsdetails von Extrusion und Rühren, die Qualität des Ausdrucks und die Details des Extruders. Die Modi der relativen und absoluten Extrusion können verglichen werden, und die Unterschiede und Vorteile ihrer Verwendung sind bedeutender, wenn ein Layer-Change-Skript verwendet wird, um die Qualität des gedruckten Produkts zu verbessern. Darüber hinaus werden G-Code-Routinen, insbesondere die Befehle M82 und M83, erklärt, während die Rolle der vom Slicer festgelegten Parameter für die Extrusionsmodi überwacht wird. Bitte beachten Sie die Schlitzantwortmethode, da sie die Verwendung der spezifischen G-Codes und die Übersetzung der Extrusionsmodi erklärt. Also, worauf warten Sie noch? Kommen Sie mit, während wir die Extrusion und insbesondere den absoluten Extruder und den relativen Extruder beim 3D-Druck besser verstehen.
Was ist Extrusion im 3D-Druck?
Die Wörter oder Ausdrücke in diesem Artikel sind 3D-Druck, 3D-Drucker, Extrusion, Filamente und volumetrische Einstellungen auf einer Achse. Wenn Sie sich für Mode interessieren, wissen Sie wahrscheinlich, dass täglich neue Trends auftauchen. Wenn Sie ein Student sind, der sich für 3D-Druck und Filamente interessiert, haben wir gute Neuigkeiten: Dieser Bereich hat unendliche Erwartungen. Mit den Fortschritten in Technologie für 3D-Druck, neue Produkte werden auf den Markt gebracht und das Marketingwachstum wird von einem Einflusssegment auf ein anderes verlagert, um immer mehr Kunden anzulocken und in den Erstellungsprozess einzubinden. Dieser Leitfaden enthält aktuelle Informationen zu Filamenten und beschreibt die neuesten Trends in der Welt des 3D-Drucks, damit Sie nichts verpassen!
Wenn Sie sich also für diese Trends interessieren, folgen Sie diesem Beitrag, da wir Sie über die neuesten Überschneidungen und Trends im Bereich 3D-Extrusion auf dem Laufenden halten. Wenn Sie leidenschaftlich sind, stellen Sie sich einfach vor, wie faszinierend es wäre, einen Raum voller geprägter Dekorstücke, farblich abgestimmter Dekorationen und luxuriöser Textilien zu betreten, die nahtlos zu einem exquisiten Meisterwerk harmonieren! Genau das kann man mit neuen 3D-Technologien ganz einfach schaffen. Deutlich weniger Aufwand, Zeit und Ressourcen – diese Welt der Mode steht uns noch bevor!
In dieser modernen Welt erwarten wir von unseren Produkten, dass sie langlebig, äußerst erschwinglich und dreidimensional im Design sind und vielfältige Einsatzmöglichkeiten bieten. Willkommen in der Welt der 3D-Filamente und Extrusion! Und das Beste daran? Die additive Fertigung steckt noch in den Kinderschuhen und bietet ein breites Anwendungsspektrum.
Das Verständnis des Prinzips des 3D-Drucks durch Extrusion und seiner Zusammenhänge mit der Druckqualität erleichtert das Verständnis bei Entscheidungen bezüglich der Druckereinstellungen und des Gesamterlebnisses bei der Verwendung des 3D-Druckers.
Wie funktioniert Extrusion Beeinträchtigt das die Druckqualität?
Die Qualität von 3D-gedruckten Objekten hängt stark von der Extrusion ab, einem Prozess, bei dem das Filament geschmolzen und als Wärme- oder Druckschicht auf den Druck aufgebracht wird. Eine gute Filamentextrusion erreicht genaue Maße und Proportionen auf beiden Oberflächen und verbindet die Teile des Drucks.
Zu den Faktoren, die auf die Auswirkungen der Extrusion auf die Druckqualität zurückgeführt werden können, gehören:
- Extrusionsrate: Die Geschwindigkeit des Filaments, das während des Extrusionsprozesses austritt, muss kontrolliert werden. Andernfalls kann eine unkontrollierte Unterextrusion einen Druck so weit schwächen, dass er bricht oder Löcher bekommt, während eine übermäßige Extrusion dazu führt, dass der Druck Körner auftaut und ziemlich grotesk wird.
- Schichthaftung: Die Schichthaftung des Drucks ist außergewöhnlich, da die Bindung zwischen ihnen dazu beiträgt, den Druck fest zusammenzuhalten.
- Oberflächenbeschaffenheit: Eine präzise Extrusion ist erforderlich, um die Partikel zusammenzuhalten, die später für die projizierte Oberfläche verwendet werden, da dies die Oberflächendetails und -qualität des druckbaren Objekts beeinflusst.
Um eine optimale Extrusion zu erreichen, die die Qualität verbessert, können Sie Filamentdurchmesser, Düsentemperatur und Multiplikator über den benutzerdefinierten G-Code nach Belieben ändern. Kalibrierungsdrucke und die Beobachtung der aktiven Schichten helfen ebenfalls dabei, sich am Problem zu orientieren und eine Lösung zu finden.
Durch das Verständnis, wie sich die Extrusion auf die Druckqualität auswirkt, können Benutzer von 3D-Druckern ihre Druckerkonfigurationen entsprechend einstellen. Dadurch erhält jeder Druck ein besseres Finish und das 3D-Druckerlebnis wird zufriedenstellender.“
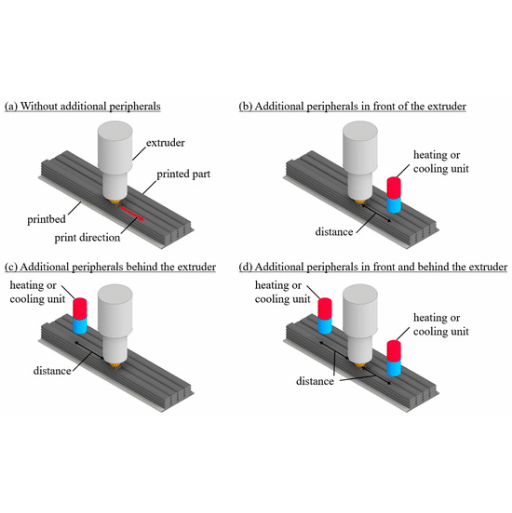
das Verständnis der Extruder Mechanismus
Der Extrudermechanismus ist einer der wichtigsten Bereiche eines 3D-Druckers, da er das Filament aus der Düse drückt. Er ermöglicht die vollständige Kontrolle über die während des Prozesses abgelagerte Materialmenge, insbesondere wenn die Genauigkeit von Float-Werten mit einfacher Genauigkeit abhängt. Der Extruder ist komplizierter und besteht aus drei Hauptkomponenten: dem Motor, einem Antriebszahnrad und einer Hot-End-Baugruppe. Das Antriebszahnrad, das vom Motor gedreht wird, drückt das Filament durch Greifwirkung in Richtung des Hot-Ends. Das Filament wird dann im Hot-End über seine Schmelztemperatur erhitzt und fließt nahezu ohne Widerstand durch die Düse und auf das Druckbett oder die vorherigen Schichten.
Der Extrudermechanismus ist auch der Hauptgrund für die Qualität und Genauigkeit des gedruckten Objekts. Daher ist es wichtig, die Zeitsteuerung verschiedener Einstellungen wie Filamentdurchmesser, Düsentemperatur und Extrusionsregressionseinstellungen zu kalibrieren und anzupassen. Das Durchführen von Teilkalibrierungsdrucken und Überwachen des Abschnitts der ersten Schichten ist wichtig, um Probleme im Zusammenhang mit der Extrusion zu vermeiden.
Wenn 3D-Drucker-Bediener wissen, wie sich ein Extrudermechanismus auf die Druckqualität auswirkt, können sie die Einstellungen ihrer Drucker sensibler und präziser ändern. Das Ergebnis sind erfolgreichere Drucke und ein insgesamt verbessertes 3D-Druckerlebnis.
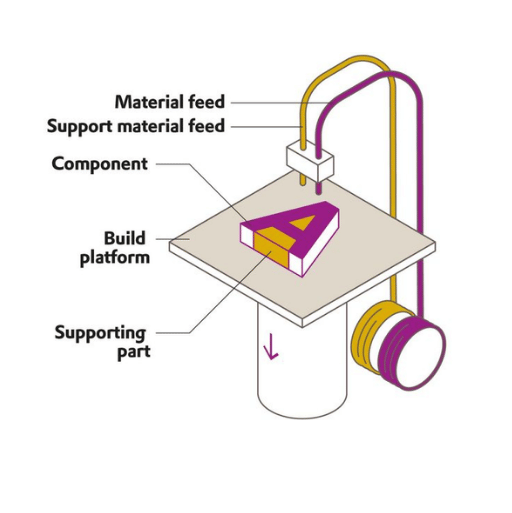
Die Rolle von Faden in der Extrusion
Filament ist eine der wichtigsten Komponenten des 3D-Druckprozesses und entscheidend für die Extrusion. Es ist ein thermoplastisches Material, das als Ausgangsmaterial dient, aus dem Schicht für Schicht 3D-Objekte geformt werden. Das Verständnis der Filamentmerkmale und -eigenschaften ist entscheidend, um optimale Druckergebnisse zu erzielen und den 3D-Druck einfach zu gestalten.
Bei der Auswahl des Filaments sollte der Benutzer auf verschiedene Aspekte des Filaments achten, darunter Materialtyp, Materialdurchmesser und Filamentqualität. Ein gutes Beispiel ist PLA (Polymilchsäure) im Vergleich zu ABS (Acrylnitril-Butadien-Styrol), wobei jedes Filamentmaterial unterschiedliche Eigenschaften und Leistungsmerkmale aufweist. Festigkeit, Flexibilität, Temperaturbeständigkeit und Druckfreundlichkeit sind einige Merkmale, die vom verwendeten Filamentmaterial bestimmt werden.
Darüber hinaus ist der Durchmesser des Filaments wichtig, um eine gleichmäßige Extrusion aufrechtzuerhalten und Druckgenauigkeit sicherzustellen. Die meisten Filamente haben einen Durchmesser zwischen 1.75 mm und 3 mm, daher müssen die Drucker vor der Extrusion richtig kalibriert werden.
Ein Hauptfaktor für eine erfolgreiche und wiederholbare Extrusion ist hochwertiges Filament. Minderwertige Filamente hingegen können Verunreinigungen enthalten, einen sehr großen Durchmesser haben oder einen niedrigen Schmelzpunkt aufweisen. Solche Defekte können die Extrusion beeinträchtigen oder zu Schichthaftungsfehlern führen. Daher wird empfohlen, dass namhafte Unternehmen qualitativ hochwertiges Filament liefern.
Ein gründliches Verständnis der Rolle des Filaments im Extrusionsprozess ermöglicht es den Benutzern von 3D-Druckern, das Filament angemessen auszuwählen, zu bearbeiten und zu handhaben, was letztendlich zu besseren Druckergebnissen und einem angenehmeren 3D-Druckerlebnis führen kann.
Möglichkeiten sondieren Relative Extrusion Model

Was ist relative Extrusion, und wie funktioniert es?
Relative Extrusion ist ein Modus des 3D-Drucks, bei dem die Bewegungen des Extruders durch relative Koordinaten statt durch absolute Systemkoordinaten bestimmt werden. In diesem Modus wird die inkrementelle Bewegung von der letzten Position statt absoluter Positionen zum Ursprung berücksichtigt.
Beim Drucken im relativen Extrusionsmodus kann der Drucker durch die ständige Überwachung der aktuellen Position die nächste Bewegungsposition planen. Dies ist ein zusätzlicher Vorteil beim Drucken eines Modells, da es viele komplizierte Details enthält, die eine präzise und genaue Steuerung der Extrusionen erfordern.
Außerdem werden durch die Übermittlung der relativen Koordinaten an den Drucker Unregelmäßigkeiten beim Auslaufen, Fädenziehen und sogar bei der Schichthaftung ausgeglichen, was den ästhetischen Wert der Drucke steigert. Dies liegt daran, dass die Geschwindigkeit und der Fluss des Filaments viel besser und gleichmäßiger gesteuert werden, was zu qualitativ hochwertigeren Drucken führt.
Die Installation des 3D-Druckers für den relativen Extrusionsbetrieb umfasst das Ändern der Druckereinstellungen und der Software, was auch vom Druckermodell abhängt. Es ist auch wichtig, die Funktionsweise der relativen Extrusion und ihre Vorteile für 3D-Druckerbenutzer zu verstehen. Dadurch kann er oder sie Filament richtig auswählen, verwenden und handhaben, um eine bessere Druckqualität und ein insgesamt besseres 3D-Druckerlebnis zu erzielen.
Konfigurieren Ihres Druckers für relativer Extrusionsmodus
Im Folgenden erklären wir, wie Sie Ihren 3D-Drucker entsprechend Ihren Anforderungen konfigurieren, insbesondere wenn Sie im relativen Extrusionsmodus drucken möchten. Bitte beachten Sie, dass die Einstellungsreihenfolge je nach Druckermodell und Software variieren kann, z. B. bei Verwendung von benutzerdefiniertem G-Code. Obwohl diese Anleitung einige grundlegende Anweisungen enthält, empfiehlt es sich dennoch, die aktuellsten Details in der Dokumentation Ihres Druckers oder in den Anweisungen des Herstellers nachzulesen.
Um Ihren Drucker für den Betrieb im relativen Extrusionsmodus zu konfigurieren, werden die folgenden Schritte empfohlen:
- Softwareeinstellungen: Öffnen Sie die 3D-Druckersoftware auf Ihrem Computer und navigieren Sie zum Abschnitt „Einstellungen“. Suchen Sie nach Einstellungen zum Extrusionsmodus oder sogar zu den Filamenteinstellungen. Wenn eine solche Option verfügbar ist, aktivieren Sie die Option für den relativen Extrusionsmodus.
- Filamentdurchmesser: Überprüfen Sie noch einmal, ob die Filamentdurchmessereinstellung Ihrer Software richtig ist. Dies ist eine wichtige Information für die Durchführung korrekter Extrusionsberechnungen.
- E-Steps-Kalibrierung: E-Steps steuern die Menge des bei jeder Bewegung extrudierten Filaments, was die Gesamtextrusion bestimmt. Lesen Sie in der Dokumentation Ihres Druckers nach oder verwenden Sie eine Suchmaschine, um herauszufinden, wie Sie die E-Steps bei Ihrem spezifischen Druckermodell kalibrieren.
- Durchflusskalibrierung: Wenn Sie einen G1-Befehl zum ersten Mal verwenden, ist es ratsam, eine Durchfluss- oder Extrusionsmultiplikatorkalibrierung durchzuführen, um die zu extrudierende Filamentmenge genauer festzulegen. Dieser Schritt stellt sicher, dass das Filament in allen Befehlen gleichmäßig und präzise abgelegt wird.
Darüber hinaus können Sie durch Einstellen des Geräts auf den relativen Extrusionsmodus die Vorteile dieser „verbesserten Filamentkontrolle und chirurgischen Schneidextrusion“ nutzen. Vergessen Sie nicht, dass Sie sich immer an die Richtlinien des Druckerherstellers halten sollten, um optimale Druckergebnisse zu erzielen.
Häufige Probleme und Fehlermeldungen im relativen Modus
Nachdem ich nun verstanden habe, wie man den relativen Extrusionsmodus zuverlässig verwendet, weiß ich, dass es einige häufige Probleme und Fehlermeldungen gibt, die bei der Arbeit mit diesem Modus auftreten können. Ein häufiges Problem ist der ungleichmäßige Filamentfluss, der zu schlechten und ungleichmäßigen Ausdrucken führt. Um dies zu vermeiden, überprüfen Sie, ob der Extruder Ihres Druckers gut kalibriert ist, um die Filamentmenge in der Zufuhr anzupassen. Ein weiteres Problem, auf das Sie stoßen können, ist das Problem mit der Zufuhr; es könnte zu viel oder zu wenig Zufuhr vorhanden sein, was zu schlechten Ausdrucken oder Schlimmerem führt. Dies kann gelöst werden, indem der in der Slicer-Software implementierte Extrusionsmultiplikator geändert oder sichergestellt wird, dass die Düse keine Verstopfungen oder andere Hindernisse aufweist. Bitte befolgen Sie Ihre druckerspezifischen Anweisungen und die dazugehörige Dokumentation, um solche Probleme richtig zu lösen und das Beste aus dem relativen Extrusionsmodus herauszuholen.
Ohne fundierte Kenntnisse zu Absolute Extrusion Model

Anwendung absolute Extrusion mit Ihrem Drucker
Wenn Sie den absoluten Extrusionsmodus mit Ihrem 3D-Drucker verwenden, können Sie die Menge des extrudierten Filaments genau nach Ihren Wünschen anpassen. Um die absolute Extrusion zu implementieren, beachten Sie die folgenden Schritte:
- Passen Sie die Einstellungen Ihrer Slicer-Software an: Starten Sie Ihre Slicer-Software und gehen Sie zu den Druckereinstellungen. Suchen Sie die Einstellung zum Umschalten in den absoluten Extrusionsmodus und aktivieren Sie sie, damit Ihr Drucker die Extrusionsbefehle als absolut behandeln kann.
- Arbeiten am Modell: Laden Sie nach dem üblichen Einstellen der Druckparameter, der Schichtdicke, der prozentualen Dichte, der Arbeitsgeschwindigkeit usw. das 3D-Modell und bereiten Sie den Export in die Slicer-Software vor.
- Exportieren Sie den G_CODE: Nachdem das Modell vorbereitet wurde, schneiden Sie es mit der Slicer-Software aus und exportieren Sie es. Der in diesem Export enthaltene G_CODE enthält alle zum Drucken benötigten Informationen und einen Installationsbefehl.
- Übertragen des G_CODE: Verwenden Sie einen USB-Stick oder eine SD-Karte, um den generierten G_CODE in Ihren 3D-Drucker zu übertragen. Stellen Sie sicher, dass Sie den Drucker richtig eingerichtet haben, da sonst keine Anweisungen für den Drucker vorhanden sind.
- Laden des G_CODE und Drucken: Der G_CODE wird dann in den Drucker eingegeben und der Druckauftrag gestartet. Sobald der Drucker bereit ist und die Befehle empfängt, kann der 3D-Drucker genau bestimmen, wie viele Befehle ausgeführt werden müssen und wie das Filament am besten eingesetzt werden kann.
Der Einsatz des absoluten Extrusionsmodus garantiert eine gleichmäßige und präzise Extrusion in jeder einzelnen Schicht Ihrer 3D-Drucke und verringert so die Gefahr von Unter- und Überextrusion. Weitere Hilfe zur effektiven Nutzung der absoluten Extrusion finden Sie in den Anweisungen und Dokumenten Ihres Druckers.
Denken Sie daran, dass Sie immer die Parameter und Funktionen Ihres Druckers sowie seine Kalibrierung berücksichtigen sollten, um die bestmöglichen Ergebnisse zu erzielen.
Vorteile der absoluter Modus über den relativen Modus
Die Auswahl des absoluten Extrusionsmodus beim 3D-Druck bietet mehrere wichtige Vorteile:
- Präzise und stabile Extrusion: In erster Linie kann man sicher sein, dass bei den absoluten Drucken niemals Probleme mit Unter- oder Überextrusion an irgendeinem Teil des Drucks auftreten, da in der Slicing-Software für jeden einzelnen Druckpunkt in jeder Schicht das genaue Filamentvolumen angegeben wird, das aufgetragen werden muss.
- Bestmögliches Druckergebnis: Da jede Extrusion präzise und zum richtigen Zeitpunkt erfolgt, haben im absoluten Modus erstellte Drucke eine bessere Oberflächenbeschaffenheit und Maßgenauigkeit als in anderen Modi erstellte Drucke. Dies gilt insbesondere beim Drucken kleiner, detaillierter oder sehr komplexer Modelle, die eine hohe Toleranz und Präzision in Bezug auf ihre absoluten Abmessungen erfordern.
- Reibungsloser Wechsel zwischen Filamenten: In einigen Fällen funktioniert der absolute Modus am besten. Er wird häufig verwendet, wenn Filamente selektiv hinzugefügt werden. Der absolute Modus gewährleistet immer den reibungslosen Betrieb der Maschine bei Verwendung mehrerer Farben oder anderer Materialien, erhöht ihre Effizienz und führt letztendlich zu einem besseren Druckergebnis, da der Extruder die genaue erforderliche Menge kennt und der Installateur während des Auftrags mühelos wechseln kann.
- Verbesserte Mehrfachdruckfähigkeit: Wenn ein Benutzer mehrere Teile verwenden oder dasselbe mehrmals drucken muss, erleichtert der Wechsel in den absoluten Modus dies, da Parameter oder Befehle innerhalb des Extruders nicht geändert werden.
Dies ist auch eine Erinnerung daran, dass es sehr wichtig ist, die Fähigkeiten und Funktionen Ihres 3D-Druckers richtig kalibriert zu kennen, um den absoluten Extrusionsmodus optimal nutzen zu können, insbesondere bei Verwendung der E-Achsen-Steuerung. Lesen Sie immer das Handbuch Ihres Druckers, um sicherzustellen, dass Sie die Anforderungen für die Verwendung des absoluten Modus erfüllen.
Wann wählen? absolute Extrusion?
Beim 3D-Druck gibt es zwei Modi, mit denen Sie den Fusionsraum anpassen können – absolut und relativ. Berücksichtigen Sie bei der Auswahl die Spezifikationen Ihres Druckers und die Anforderungen Ihres Projekts. In bestimmten Szenarien ist die absolute Extrusion günstiger als die relative und kann für bestimmte Aufgaben nützlich sein. Hier sind einige Überlegungen, die bei der Entscheidung für die absolute Extrusion hilfreich sein können:
- Mehrere Ausdrucke: Absolute Extrusion verbessert die Reproduzierbarkeit erheblich. Wenn also mehrere Ausdrucke oder eine Druckkopie auf einmal erstellt werden müssen, ist dies ganz einfach. Absolute Extrusionsbefehle ermöglichen immer eine höhere Genauigkeit bei verschiedenen Ausdrucken.
- Hochauflösende Drucke: Absolute Extrusion eignet sich für komplizierte Designs, die strenge Filamentbeschränkungen in Bezug auf das Volumen pro Schicht erfordern. Es ermöglicht eine genaue Kontrolle der Position und des Volumens des Filaments mit jeder Schicht, was beim Erstellen von Strukturen mit komplizierter Geometrie und detaillierten Merkmalen unerlässlich ist.
- Prozessorkompatibilität: Einige Software oder Slicer können aufgrund der erforderlichen Funktionen Kompatibilitätsprobleme mit dem absoluten Modus verursachen. Das Programm ist möglicherweise auch so konfiguriert, dass es im absoluten Modus nicht gut funktioniert. Überprüfen Sie besser die empfohlenen Slicer oder die Programmdokumentation.
Zunächst möchten wir Sie daran erinnern, dass es wichtig ist, die Eigenschaften und Einstellungen Ihres 3D-Druckers zu verstehen und sicherzustellen, dass er richtig kalibriert ist. Das Drucken im Löschmodus hat viele Vorteile; es gibt jedoch einige spezifische Merkmale jedes 3D-Druckers, die berücksichtigt werden müssen. Im Zweifelsfall sollten Sie immer das Handbuch des Herstellers lesen. Wenn Sie jedoch Designarbeiten durchführen und die Fähigkeiten Ihres bestimmten Druckers berücksichtigen, sollten Sie entscheiden, wann bei 3D-Druckdesigns absolute Extrusion angewendet werden soll.
Vergleich G-Code Befehle: M82 vs. M83
Was ist der Zweck von? G-Code im 3D-Druck?
G-Code ist die Sprache der 3D-Drucker – ein Code, der dem Drucker Anweisungen gibt. Unter anderem werden Bewegung, Geschwindigkeit und Temperatur definiert. G-Code stellt die Bewegungsabläufe dar, die der Drucker benötigt, um das Design in einem bestimmten 3D-Modell umzusetzen. Er stellt die Parameter bereit, die der Benutzer benötigt, um den Prozess zu überwachen, was die Genauigkeit, Präzision und Reproduzierbarkeit der Drucke garantiert.
G-Code-Befehle werden von einer entwickelten Slicing-Software erstellt. Die Software erhält ein digitales Modell, beispielsweise eines Kopfes oder einer anderen Struktur, das sie in Übereinstimmung mit verschiedenen Druckern und Druckparametern in einen Werkzeugpfad umwandelt. Später werden diese Befehle, die in einfachen Textdokumenten gespeichert sind, wie angegeben von 3D-Druckerbildern ausgeführt.
Einige Befehle, wie G1, und Kenntnisse des G-Codes selbst sind besonders nützlich, um die Druckqualität zu verbessern, Druckeinstellungen anzupassen und während des Druckens auftretende Fehler zu beheben. Dadurch können Benutzer 3D-Druckarbeiten bequemer und einfacher erledigen, sodass ohne großen Aufwand zufriedenstellende Ergebnisse erzielt werden können.
Die Verwendung von M82 und M83: Eine ausführliche Anleitung
Die Befehle M82 und M83 sind von grundlegender Bedeutung, da sie die Extrusionsachse für die G-Code-Befehle auf dem Drucker definieren. So erleichtern sie das Verständnis der Extrusionsabstände, was für genaue und zuverlässige Drucke entscheidend ist. In diesem Artikel werfen wir einen genaueren Blick auf die verschiedenen Funktionen von M82 und M83 und die Faktoren, die bei der Auswahl zwischen ihnen und ihrem Anwendungszeitpunkt eine Rolle spielen.
Wie wechselt man zwischen G-Code-Modi?
Beim Übergang zwischen G-Code-Modi, insbesondere absoluten und relativen Extrusionsmodi, muss man die besonderen Anforderungen seiner 3D-Druckprojekte verstehen und berücksichtigen. Man kann jeden der beiden Modi verwenden, und sie haben ihre standortbezogenen Vorteile und sogar Überlegungen, die sich auf die Auswahl des jeweiligen Extruders auswirken, beispielsweise die Intensität des Drucks, die Materialeigenschaften oder die Genauigkeit des Drucks.
Wie entscheidet man zwischen relativer und absoluter Extrusion?

Faktoren, die die Wahl des Extrusionsmodus beeinflussen
Beim 3D-Druck hängt die Wahl zwischen relativen und absoluten Extrusionsmodi von mehreren Faktoren ab. Es wird empfohlen, diese Faktoren zu berücksichtigen, bevor Sie den Extrusionsmodus auswählen, der für die spezifischen Anforderungen der vorliegenden 3D-Druckaufgabe besser geeignet ist. Im Folgenden sind einige wichtige Faktoren aufgeführt, die berücksichtigt werden müssen:
- Druckkomplexität: Die Entwicklung Ihres Druckdesigns kann Ihnen dabei helfen, den Modus zu finden, den Sie im Extrusionsprozess verwenden sollten. Bei standardmäßigen einheitlichen Druckmechanismen ist der relative Extrusionsmodus bei komplizierten Designs vorzuziehen, bei denen die Kontrolle über die Extrusion entscheidend ist, da sie variabler gesteuert werden kann. Wenn das Design hingegen keine präzise Kontrolle erfordert, ist der absolute Extrusionsmodus vorzuziehen, um einfachere Designs zu erhalten.
- Materialeigenschaften: Die Eigenschaften verschiedener Materialien sind unterschiedlich, ebenso wie ihr Verhalten beim Drucken. Wenn Sie beispielsweise Filament verwenden, sollten dessen Viskosität/Elastizität und Fließeigenschaften berücksichtigt werden. Diese Parameter können die Wahl des Extrusionsmodus beeinflussen, da der relative Extrusionsmodus am besten in Fällen verwendet wird, in denen ein Extremwert am meisten gefordert ist.
- Gewünschte Druckpräzision: Ein weiterer zu berücksichtigender Aspekt ist der Detailgrad, den Sie in 3D-gedruckte Objekte integrieren möchten. Der relative Extrusionsmodus ermöglicht eine bessere Regulierung der Volumenwerte, was zu einer besseren Detailgenauigkeit kleiner Merkmale bei Teilen führt. Auf der anderen Seite gibt es einen absoluten volumetrischen Extrusionsmodus, bei dem die Werte während des gesamten Druckvorgangs mehr oder weniger beibehalten werden. Dieser ist, so wird argumentiert, eher für größere Drucke geeignet, die nicht so viele Details aufweisen.
- Kompatibilität des Workflows: Denken Sie daran, die Dosierungskonfiguration zu berücksichtigen, wenn Sie während Ihres gesamten Workflows einen bestimmten Extrusionsmodus verwenden, einschließlich der Softwarekonfiguration, der Slicer-Einstellung und sogar der Nachbearbeitung. Stellen Sie abschließend sicher, dass die vorgeschlagene Konfiguration oder der vorgeschlagene Modus mit Ihrem System kompatibel ist, um Probleme während der Druckvorgänge zu vermeiden.
Durch die Bewertung solcher Faktoren sollten Sie in der Lage sein, zu entscheiden, welcher Extrusionsmodus Ihren 3D-Druckanforderungen entspricht. Um optimale Ergebnisse zu erzielen, sollten Sie Ihre Konfigurationen entsprechend den Zielen Ihrer einzelnen Projekte ändern und anpassen.
Auswirkungen der Slicer-Einstellungen auf Extrusion
In einem bestimmten 3D-Druck-Workflow bestimmen die Slicer-Einstellungen die Extrusionsparameter, die wiederum die Qualität des Drucks bestimmen. Genauer gesagt ist die Extrusion eine Slicer-Einstellung, die die Menge der Filamente und die Geschwindigkeit bestimmt, die der 3D-Drucker während des Druckvorgangs auspumpt. In diesem Fall sind Extrusionsbreite, Schichthöhe, Druckgeschwindigkeit und Durchflussrate Parameter der G1-Befehle, was sie in der Slicing-Phase wichtig macht. Das Ändern dieser Grundeinstellungen hat unterschiedliche Auswirkungen auf die Extrusion selbst, wie z. B. die Maßgenauigkeit der Drucke, die Oberflächenbehandlung sowie die Druckstärke.
Die folgenden Richtlinien können die wichtigsten Schritte zur Verbesserung der Extrusionseinstellungen in Ihrem Slicer sein:
- Extrusionsbreite: Das Ändern der Extrusionsbreite kann die Qualität des fertigen Drucks verändern. Nach dieser Definition sollte eine größere Extrusionsbreite automatisch stärkere Drucke auf Kosten feiner Details erzeugen. Das Variieren der breiten Extrusionseinstellungen kann helfen, Stärke und Details auszugleichen.
- Schichthöhe: Die Druckschichthöhe definiert den Abstand zwischen zwei aufeinanderfolgenden Linien im Druck. Mit zunehmender Schichthöhe steigt auch die Druckgeschwindigkeit; allerdings muss damit gerechnet werden, dass die Oberflächenqualität darunter leiden könnte. Mit abnehmender Schichthöhe werden die Details besser, aber die Druckzeit erhöht sich. Es ist wichtig, einen guten Kompromiss zwischen Druckgeschwindigkeit und Oberflächenqualität zu finden.
- Druckgeschwindigkeit: Beim 3D-Druck kann die Anpassung der Druckgeschwindigkeit an die Anforderungen des Modells die Extrusionsrate und damit die Druckqualität beeinflussen. Es ist zu beachten, dass eine Erhöhung dieser Geschwindigkeit zu Problemen wie Unterextrusion oder schlechter Haftung führen kann. Eine Reduzierung der Geschwindigkeit sorgt für genauere Drucke, kann aber die Druckdauer verlängern. Der Balanceakt kann von Drucker zu Drucker unterschiedlich sein und hilft dabei, die beste Qualität für das verwendete Material zu finden.
- Durchflussrate: Die Einstellungen für die Durchflussrate, auch Extrusionsmultiplikator genannt, bestimmen, wie viel Filament extrudiert wird, wenn ein Benutzer den Drucker dazu auffordert. Der Versuch, die Durchflussrate zu ändern, sollte dabei helfen, beim Extrudieren eines Objekts eine feinere Kontrolle zu erreichen, indem die Toleranz des verwendeten Filaments berücksichtigt wird. Die Durchflussrate muss mit einem Testdruck getestet werden, um sie basierend auf der gewünschten Qualität des endgültigen gedruckten Modells fein abzustimmen.
Man muss bedenken, dass optimale Slicer-Einstellungen in Bezug auf die Extrusion größtenteils von Versuch und Irrtum abhängen, um das gewünschte Ergebnis zu erzielen. Es wird empfohlen, detailliertere Empfehlungen oder Richtlinien in Bezug auf das Filament und den Drucker im Benutzerhandbuch oder in der Dokumentation nachzuschlagen.
Fallstudien: Absolute or Relativ?
In der Medizin können Vergleiche entweder in absoluter Wertreihenfolge oder in relativer Reihenfolge der Wichtigkeit vorgenommen werden. Der Schwerpunkt der Fallstudie bestimmt die Verwendung des einen oder anderen Messansatzes. Absolute Maße sind numerische Werte, während relative Werte Vergleiche sind, die anhand einiger Messungen oder einer Zahl vorgenommen werden. Beide Ansätze haben Vor- und Nachteile.
In Fallstudien liefern absolute Messungen eine eindeutige und genaue Messung. Ein solcher Ansatz erleichtert die analytische Arbeit erheblich, da solche Messungen im Hinblick auf die zu erreichenden Ziele unerlässlich sind. Bei absoluten Messungen sind die Auswirkungen oder die Grenzen der Auswirkungen klare Indikatoren.
Die Verwendung relativer Werte basiert jedoch auf Vergleichen. Sie stellt die Beziehung der Variablen zu anderen Szenarien in unterschiedlichen Werten und nicht in absoluten Zahlen dar. Sie betont, wie die Daten mit einem Referenzmaß in Beziehung stehen, was entscheidend ist, um Schlussfolgerungen zu relativen Gewinnen oder Verlusten eines bestimmten Effekts zu ziehen. Dies ist sehr wichtig, wenn der Verlauf im Laufe der Zeit oder in verschiedenen Szenarien hervorgehoben werden muss.
Sowohl absolute als auch relative Maße haben Vorteile und können bei bestimmten Zielen und den spezifischen untersuchten abhängigen Variablen hilfreich sein. Die Unterschiede zwischen den beiden beruhen auf dem Forschungsproblem oder dem Ziel, das die Fallstudie erreichen soll.
Die absoluten Werte und die entsprechenden Auswahlmöglichkeiten für die Auswahl müssen eine Überzeugung haben. Die Beschreibung der Ergebnisse sollte die relevantesten und glaubwürdigsten verfügbaren Informationen enthalten. Die Verwendung von 3D-Druckern und geeigneten Filamentdokumenten kann den Leser durch die am besten geeignete Messmethode in der Fallstudie führen.
Häufig gestellte Fragen (FAQs)

F: Wie würden Sie beim 3D-Druck zwischen den Modi „Absolute Extruder“ und „Relative Extruder“ unterscheiden?
A: Das wichtigste Unterscheidungsmerkmal zwischen den beiden Modi ist die Art und Weise, wie sie die Achse des Extruders während G-Code-Befehlen verwenden. Im absoluten Modus werden alle Zahlen unter Prämissen für die Extrusion gesetzt, d. h. jede Bestellung umfasst das Gesamtvolumen des während des Drucks hinzugefügten Filaments. Dies ist das Gegenteil des relativen Modus, der Befehle für die Extrusion gibt, und des strombasierten Modus, der nur die Extrusion für einen bestimmten Befehl vom vorherigen vorgibt.
F: Wie erfolgt der Wechsel zwischen absolutem und relativem Modus im G-Code?
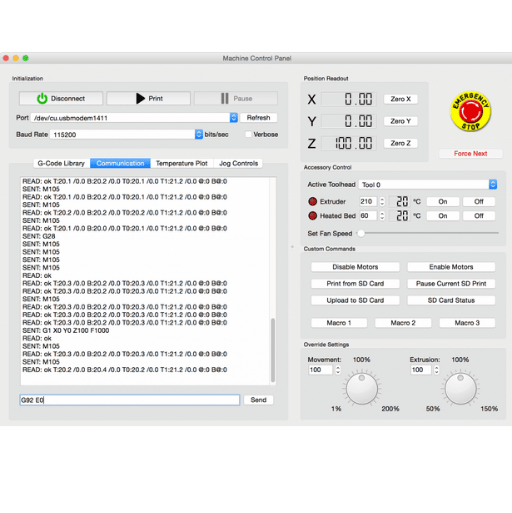
A: Mit den Befehlen M82 und M83 können Sie im G-Code zwischen den Extrudermodi umschalten. M82 definiert den absoluten Modus, während M83 den relativen Modus einstellt. Sie müssen diese Befehle in den Start-G-Code Ihrer Druckdatei aufnehmen.
F: Warum sollte ich die relative Extrusion statt der absoluten Extrusion verwenden?
A: Relative Extrusion kann der absoluten Extrusion vorgezogen werden, um die Berechnungen in manchen Fällen zu vereinfachen, beispielsweise bei der Berücksichtigung von Retraktion oder wenn der Grad der Extrusion für jedes Segment separat gesteuert werden soll. Sie kann auch dazu beitragen, Fehlberechnungen zu vermeiden, die bei einigen Firmware-Implementierungen wie Marlin oder Klipper auftreten.
F: Welche Rolle spielt g92 in den Extrudereinstellungen?
A: Der Befehl g92 ist praktisch, um den Extruder basierend auf der Position der anderen Achsen, die an einem bestimmten Projekt beteiligt sind, oder für die Sätze dieser Achsen zu positionieren. Beispielsweise setzt g92 e0 die Extruderachse e zu Beginn eines Drucks oder nach dem Setzen einer Schicht auf Null, um die Abstandsmessungen genau zu halten.
F: Was beinhaltet PrusaSlicers Ansatz für Extrudermodi?
A: In PrusaSlicer ist in den Druckereinstellungen die Option verfügbar, zwischen absoluter und relativer Extrusion zu wählen. Diese Option kann je nach Firmware des vom Benutzer verwendeten Druckers und individuellen Präferenzen eingestellt werden. Darüber hinaus finden sich manchmal Diskussionen zu diesen Parametern im PrusaSlicer—Prusa3D-Forum.
F: Gibt es in Cura eine Option, mit der innerhalb der Einstellungen das absolute e in das relative e geändert werden kann?
A: Ja, vergebens; Cura stellt seinen Clients in seinen Einstellungen absolute und relative Extrusionsoptionen zur Verfügung. Diese Option ist anders eingestellt, damit Drucker, die Marlin- und Reprap-Firmware verwenden, sie verwenden können.
F: Welche Änderungen treten bei den Extruderbewegungen auf, wenn absolute Koordinaten verwendet werden?
A: Wenn absolute Koordinaten für Extruderbewegungen verwendet werden, gibt jeder einzelne Extrusionsbefehl die gesamte Filamentmenge an, die jemals vom Anfang an zu einem bestimmten Zeitpunkt während des gesamten Drucks extrudiert wurde, was dazu beiträgt, dass der Druck gleichmäßig bleibt. Diese Technik hilft, kumulative Fehler zu vermeiden, hat jedoch den Nachteil, dass sie die Rückzugseinstellungen komplizierter macht.
F: Wie bestimme ich die für jeden Schichtwechsel erforderliche Extrusionsmenge?
A: Die für jeden Schichtwechsel erforderliche Extrusionsmenge muss die Schichthöhe, den Düsendurchmesser und den Filamentdurchmesser umfassen. Im relativen Modus geben Sie die Extrusionsmenge für jedes Segment an, während für jeden neuen Modus die jeweilige Extrusionsmenge durch die Addition aller zuvor erzielten Extrusionen ermittelt wird. Die Arbeit mit Slicern wie Slic3r erleichtert solche Schätzungen erheblich.
F: Welche Probleme treten beim Ändern des Extrudermodus häufig auf?
A: Einige interne Probleme beim Ändern von Modi, die häufig auftreten, sind das Umschalten von G-Code-Befehlen, bei denen einige Codes möglicherweise vergessen, mit M82 oder M83 umzuschalten, Kompatibilitätsprobleme im Zusammenhang mit der Firmware und häufig die runden Varianten der Anzahl der Schritte für die metrische Einheit. Dies kann nachteilig sein und umgekehrt. Stellen Sie daher sicher, dass Ihr Startcode und die gewählte Firmware-Funktion dies ohne Komplikationen entsprechend tun.
F: Wie erfolgte das Umschalten zwischen den Extrudermodi in den Anfangsjahren des 3D-Drucks?
A: Der 3D-Druck hat an Bedeutung verloren; allerdings hatten die Drucker damals noch Firmware wie Marlin oder Reprap und grundlegende Gcode-Befehle zum Umschalten der Extrudermodi. Die Codedatei musste so bearbeitet werden, wie der Benutzer sie beabsichtigte, und an Orten wie Foren hochgeladen werden, die dabei halfen, Probleme zu lösen und andere Lösungen anzubieten, anstatt auf Social-Media-Seiten, die sich heute auf Prusaslicer-Prusa3D-Themen konzentrierten.
Referenzquellen
1. Mischvorgänge in ein- und gleichläufigen Doppelschneckenextruder
- Autoren: A. Lawal, D. Kalyon
- Zeitschrift: Polymer Engineering and Science
- Veröffentlichungsdatum: 1995-09-01
- Zitat-Token: (Lawal & Kalyon, 1995, S. 1325–1338)
- Zusammenfassung: Dieser Artikel befasst sich mit den Mischeigenschaften von Ein- und Doppelschneckenextrudern und zeigt auf, dass die Mischleistung je nach Art der bei ihrer Konstruktion verwendeten Schneckenelemente erheblich verbessert werden kann. Die Arbeit verwendet die dreidimensionalen achsensymmetrischen Gleichungen von Massen- und Impulsbilanzen, um die Mischmechanismen zu erläutern. Obwohl dieser Artikel älter als fünf Jahre ist, bietet er grundlegende Einblicke in die Funktionsweise von Extrudern.
2. Technik: Extruder Teil II – Wärmeübertragung beim gleichzeitigen Kochen und Kühlen
- Autor: Levine
- Zeitschrift: Getreide und Getreideprodukte
- Erscheinungsjahr: 2010
- Zitat-Token: (Levine, 2010)
- Zusammenfassung: In diesem Artikel erörtert der Autor ein spezielles Problem im Zusammenhang mit der Temperaturregelung in Extrudern, insbesondere wenn Kochen und Kühlen zusammen durchgeführt werden. Die Ausdehnung der Materialien am Ende der Extrusion muss kontrolliert werden, was die Steuerung der Wärmeübertragung betont. Obwohl dieses Dokument auch älter als fünf Jahre ist, bietet es Informationen zur Funktionsweise von Extrudern.
3. 2D-Simulationen zur Untersuchung der Orientierungseffekte federunterstützter Dichtungen
- Autoren: Stefan Roeseler et al.
- Zeitschrift: Band 10A: Strukturen und Dynamik
- Veröffentlichungsdatum: 2024
- Zitat-Token: (Roeseler et al., 2024)
- Zusammenfassung: Dieser Artikel untersucht speziell die Eignung federunterstützter Dichtungen zum Halten von Flüssigkeiten unter höherem Druck, was für die Konstruktion von Extrudern relevant ist. Er erörtert, wie sich die Ausrichtung von Dichtungen auf die Effizienz auswirkt, was zum Verständnis der Homogenisierungsprozesse in einem Extruder beiträgt. Dieser Artikel wurde vor kurzem verfasst und bietet die aktuellsten Informationen zu den mechanischen Wechselwirkungen in Extrudersystemen.






