




Hallo und willkommen zu diesem Blog, der sich dem einzigartigen Thema des Einschneckenextruders widmet. Dieses Gerät ist für die Polymerverarbeitung von entscheidender Bedeutung, aber wie funktioniert es? Dies sind einige der Fragen, die in diesem umfassenden Blogbeitrag behandelt werden: Was ist ein Einschneckenextruder? Was sind seine Hauptteile und Funktionsprinzipien? Was sind die Vorteile dieser Maschine? Sein Gegenstück, die Doppelschneckenextrusion, kann mit der Kunststoffextrusion verglichen werden; wie funktioniert ein Einschneckenextruder und was sind die besten Einsatzbedingungen? Abschließend werden wir moderne Trends in der Einschneckenextruderbranche diskutieren und über ihre Zukunft spekulieren. Wenn Sie Ihre Karriere in der Polymerverarbeitung gerade erst beginnen, wird Ihnen dieser Leitfaden außerdem helfen. Nehmen Sie sich also etwas Zeit und lassen Sie sich von uns durch diese informative technische Tour führen. Gemeinsam werden wir das Potenzial der Schlüsselkomponenten in fortschrittlichen Methoden der Kunststoffherstellung freisetzen.
Was ist ein Einschneckenextruder und wie funktioniert er?
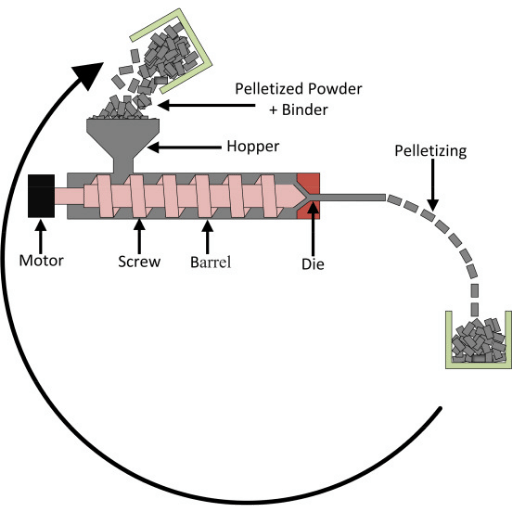
Ein Einschneckenextruder ist ein zentrales Industriegerät zur Verarbeitung von Kunststoffen bei Fertigungsarbeiten. Es handelt sich um eine Maschine, die eine bestimmte Kunststoffmasse schmilzt, mischt und kontinuierlich formt. Das Funktionsprinzip eines Einschneckenextruders kann wie folgt beschrieben werden: Das Kunststoffmaterial wird in den beheizten Zylinder geladen, und eine rotierende Schnecke drückt das Material im Zylinder nach vorne und schmilzt es gleichzeitig. Die geschmolzene Masse wird dann durch eine Düse geleitet, um ihr die gewünschte Form und Größe zu verleihen. Dies wird durch mechanische Energie erreicht, die durch die Schneckenrotation entsteht.
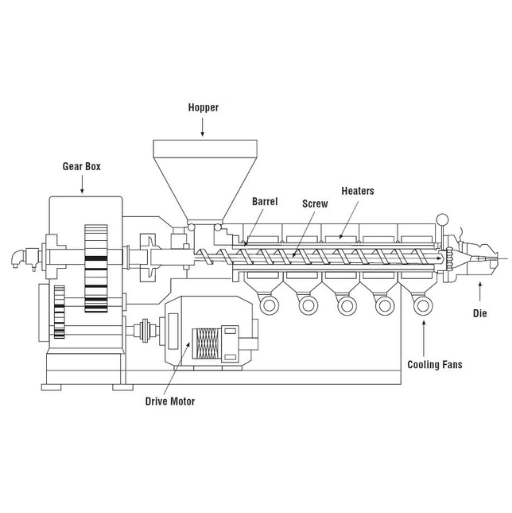
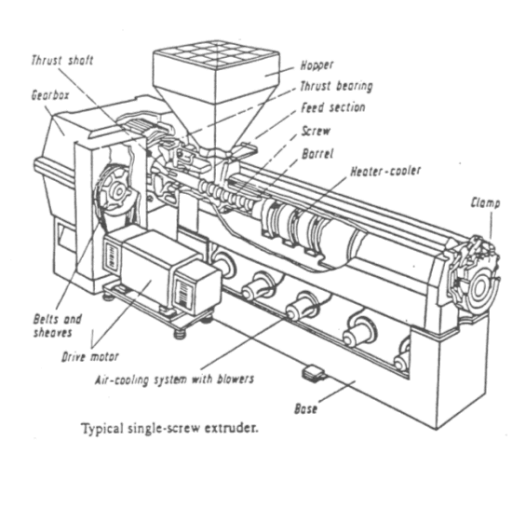
Die Hauptteile eines Einschneckenextruders sind die Schnecke und der Zylinder. Die Schnecke dient zum Transport, Schmelzen und Mischen des Polymergranulats. Ein Zylinder dient zum Erhitzen und Zusammenführen von Druck. Schnecke und Zylinder können so gestaltet werden, dass sie speziellen Verarbeitungsanforderungen entsprechen.
Zu den Vorteilen der Einschneckenextrusion gehören die einfachere Konfiguration, die geringeren Kosten und die Flexibilität. Einschneckenextruder werden in vielen Branchen zur Herstellung verschiedener Arten von Kunststoffrohren, Kunststoffprofilen, Platten, Folien usw. eingesetzt.
Einschneckenextruder sind im Vergleich zu Doppelschnecken, die nicht gut mischen oder spezielle Behandlungen erfordern, relativ einfach herzustellen. Je nach Anwendung kann ein bestimmtes Modell besser geeignet sein als die anderen, beispielsweise aufgrund der höheren Rate an geschmolzenem Polymer, das durch die Düse freigesetzt wird.
Die Prinzipien und Arbeitsweisen von Einschneckenextrudern sind wertvolle Informationen sowohl für Spezialisten als auch für Anfänger in der Polymerextrusion. Darüber hinaus ermöglicht das Wissen über die Einschneckenextrusion ein besseres Verständnis der Rolle dieser Art der Extrusion in den weiteren Prozessen der Herstellung verschiedener Kunststoffartikel.
Das Funktionsprinzip eines Einschneckenextruders
Einzelne Komponenten in einem Einschneckenextruder erfüllen bestimmte Aufgaben. Um diese Aufgaben wirklich zu verstehen, ist es wichtig zu wissen, wie diese Maschine während der Polymerverarbeitung funktioniert. Ein Einschneckenextruder wird häufig in der Polymerverarbeitung eingesetzt, um Rohmaterialien in fertige Kunststoffprodukte umzuwandeln. Er erzeugt vollständig fertige Produkte, indem er Kunststoffmaterial mithilfe einer einzigen Schnecke in einem Zylinder bewegt, erhitzt und formt, der sich nicht dreht.
Dieser Prozess beginnt mit dem Einfüllen von Rohmaterialien, normalerweise in Form von festen Pfropfen oder Pellets, in den Trichter oben am Extruder. Die Drehung der Schnecke ermöglicht die Bewegung des Materials auf einem kreisförmigen Weg entlang der Länge des Zylinders. Die Kammer, die aus Schnecke und Zylinder besteht, verkleinert sich schrittweise, wodurch das Material komprimiert wird und beim Vorrücken des Materials Wärmeenergie erzeugt wird.
Aufgrund einer Kombination dieser Faktoren erfährt das Kunststoffmaterial, wenn es der Schnecke zugeführt wird, aufgrund mechanischer Scherung und Reibung in Verbindung mit Druck eine thermische Ausdehnung. Dies verstärkt das Schmelzen des Polymers und verändert es in einen viskosen flüssigen Zustand. Das bereits geschmolzene Polymer wird dann durch eine Düse gepresst, die dem Polymer eine Reihe präziser Abmessungen und Formen verleiht.
Mehrere Komponenten tragen zur Wirksamkeit und Leistung der Einschneckenextrusion bei, wie etwa die Schneckengeometrie, Temperatur und andere Eigenschaften sowie die Zeit. Die Verbesserung dieser Schlüsselfaktoren ermöglicht ein gleichmäßiges Schmelzen, eine ordnungsgemäße Verschmelzung und eine gute Formgebung des Polymers.
Das Wissen über die Funktionsweise eines Einschneckenextruders ist sowohl für Profis als auch für Anfänger in der Polymerverarbeitungsbranche hilfreich, da es diese Technologie entmystifiziert. Dadurch können sie solche Maschinen nutzen und die Einschneckenextrusion effektiv durchführen, um hochwertige Kunststoffprodukte herzustellen.
Hauptkomponenten: Schnecke und Zylinder
Schnecke und Zylinder sind zwei wichtige Teile eines Einschneckenextruders, die gemeinsam die präzise und effektive Verarbeitung verschiedener Kunststoffmaterialien ermöglichen.
Schraube:
Eine Schnecke ist eine spiralförmige, in diesem Fall metallische Welle, die sich im Zylinder des Extruders dreht. Sie dient auch zum Fördern, Schmelzen und Mischen des Kunststoffmaterials. Die um die Achse rotierende Schnecke drückt den im Zylinder eingeschlossenen Kunststoff zum Auslass. Schlitztiefe, Steigung und Kompressionsverhältnis der Schnecke können je nach Materialbedarf angepasst werden. Diese Kontrollmöglichkeit verbessert die Leistung beim Schmelzen, Mischen und Homogenisieren der Kunststoffschmelze.
Fass:
Der Zylinder ist ein hohles, zylindrisches Rohrstück, das die Schneckenblattanordnung enthält. Seine Hauptfunktion besteht darin, durch mechanische Mittel die notwendige Hitze und den Druck bereitzustellen, die zur Verarbeitung eines Kunststoffmaterials erforderlich sind. Der Zylinder verfügt über einen Extrusionsabschnitt mit Heiz- oder Kühlzonen, um das gewünschte thermische Profil entlang der gesamten Zylinderlänge bereitzustellen. Der beheizte Extrusionszylinder verfügt über einen Zuführabschnitt, der das Ausgangsmaterial durch Scher- und Druckspannungen verändert. Aufgrund ihrer geringen Wärmeleitfähigkeit und hohen Verschleißfestigkeit können Zylinder aus Speziallegierungen rauen Verarbeitungsumgebungen standhalten.
Die nahtlose Zusammenarbeit von Arbeitsschnecke und Zylinder zum Schmelzen, Mischen und gleichmäßigen Formen der plastischen Masse: Dieser Komponentensatz ist auch dann unverzichtbar, wenn einwandfreie und gleichmäßige Extrusionsprozesse erreicht werden sollen.
*Hinweis: Die oben genannten Informationen basieren auf Branchenkenntnissen und Fachwissen.
Vorteile der Einschneckenextrusion
Bei der Verarbeitung von Kunststoffen bietet die Einschneckenextrusion viele Vorteile. Einige davon sind die folgenden:
- Kostengünstig: Im Vergleich zu einem Doppelschneckenextruder ist ein Einschneckenextruder relativ einfach zu konstruieren und zu bauen, was ihn billiger macht. Außerdem ist der Betriebs- und Wartungsaufwand geringer, was zu niedrigeren Produktionskosten führt.
- Geeignet für verschiedene Ausgangsmaterialien: Einschneckenextruder sind vielseitig und können viele gängige Thermoplaste verarbeiten, beispielsweise PE, PP und PS. Diese Flexibilität erleichtert die Herstellung einer Reihe von Kunststoffprodukten für verschiedene Anwendungen.
- Hochwertige Kunststoffe: Einschneckenextruder ermöglichen ein effektives Schmelzen und Mischen von Kunststoffen auf konsistente Weise und verbessern so die Gesamtqualität des Endprodukts. Dies wird dadurch ermöglicht, dass Schnecke und Zylinder effektiv Hand in Hand arbeiten.
- Verbesserte Produktion: Einer der Hauptvorteile der Einschneckenextrusion ist die hohe Präzision bei der Formgebung des Thermoplasts. Die Propellerstruktur und -geometrie helfen dabei, die gewünschten Abmessungen und Toleranzen des Endprodukts zu erreichen.
- Sie können für verschiedene Produktionsmengen geeignet sein: Die Einschneckenextrusion ist für unterschiedliche Produktionsraten ausgelegt; sie ist auch für niedrige bis hohe Produktionsmengen geeignet. Diese Fähigkeit des Extrusionssystems ermöglicht seinen Einsatz für eine Vielzahl von Anwendungen, von Einzelvolt bis zu mehreren hundert Chargen, die auf Einzel- oder Doppelschneckenextruder.
- Längenskalierung in einem Extrusionssystem ermöglicht effiziente Produktionsanpassungen: Einschneckenextruder haben den Vorteil, dass die Produktionsverlängerung besonders einfach ist. Änderungen an Schneckenlängen und -durchmessern können die Produktion ohne größere Änderungen oder Investitionen in andere Technologien steigern.
- Geringer Energiebedarf: Aus der Perspektive eines Düsenkopfes verbraucht ein Einschneckenextruder weniger Energie als ein Doppelschneckenextruder. Die durch diese Energieeffizienz erzielten Einsparungen können sich auch positiv auf die Umwelt auswirken.
Es ist wichtig, sich vor Augen zu halten, dass die oben genannten Vorteile nur verallgemeinert werden können und dass für manche speziellen Anwendungen möglicherweise weitere Extrusionsverfahren besser geeignet sind.
Wie schneidet ein Einschneckenextruder im Vergleich zu einem Doppelschneckenextruder ab?
Extruder vs. Doppelschneckenextruder: Wichtige Unterschiede
Die beiden Arten von Geräten, die beim Verdrehen von Kunststoffen verwendet werden, sind der Extruder und der Doppelschneckenextruder. Lassen Sie mich diese beiden Begriffe im Folgenden erklären, da ich als Fachmann auf diesem Gebiet mit ihrer Arbeit vertraut bin.
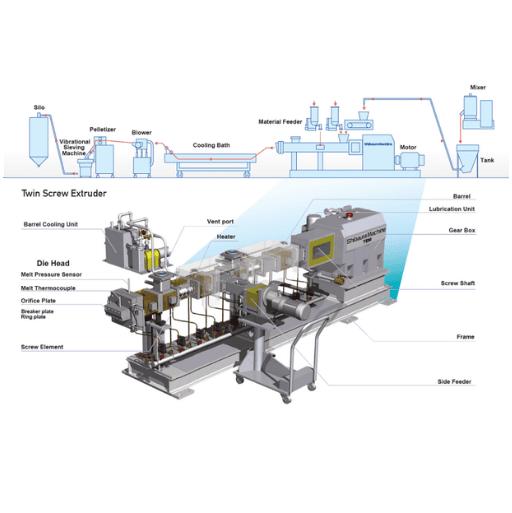
Ein Extruder wird auch Einschneckenextruder genannt, weil er nur eine Schnecke hat, die Kunststoffe mischt, schmilzt und durch den Zylinder drückt. Der Doppelschneckenextruder hingegen hat zwei ineinandergreifende Schnecken und erfüllt dieselben Funktionen wie der Einschnecken- bzw. Doppelschneckenextruder.
Das liegt daran, dass sie sich in ihren Möglichkeiten und Einsatzgebieten unterscheiden. Beispielsweise ist der Extruder billiger und effizienter, da sich mit einem Einschneckenextruder problemlos Rohre, Profile oder sogar Platten herstellen lassen. Zwillingsextruder erfordern mehr Kontrolle über das Mischen und Dispergieren, was bedeutet, dass sie besser kontrollierbar sind und für spezifische Anwendungen eingesetzt werden können. Sie eignen sich perfekt für komplizierte Prozesse wie das Compoundieren von Additiven und das Mischen von Materialien.
Bei der Auswahl eines Doppelschneckenextruders gegenüber einem Einschneckenextruder ist immer die Art der Anwendung von größter Bedeutung. Welche Eigenschaften soll das Produkt haben? Welche Materialeigenschaften hat es? Wie hoch sind die erwartete Produktion und das Budget?
Es ist zu beachten, dass die obigen Informationen zwar die Hauptunterschiede zwischen den beiden Extrudertypen enthalten, diese jedoch bei der Bewertung der Anwendungsanforderungen auf Ihre Anforderungen bezogen werden müssen.
Einschneckenextruder oder Doppelschneckenextruder: Welchen soll man wählen?
Als Branchenprofi weiß ich, dass die Entscheidung zwischen einem Einschneckenextruder und einem Doppelschneckenextruder nicht einfach ist. Es kommt ganz auf die Anforderungen Ihrer Anwendung an. Für einfache Verarbeitungsvorgänge mit begrenzten Materialien reicht möglicherweise ein Einschneckenextruder aus. Für Anwendungen, die enge Toleranzen, bessere Mischung und ein breites Spektrum an zu verarbeitenden Materialien erfordern, wäre jedoch ein Doppelschneckenextruder ideal. Wenn Sie Parameter wie Produkteigenschaften, Materialanforderungen, Produktionskapazität und Kosten berücksichtigen, verfügen Sie über ausreichende Informationen für die Auswahl. Es ist auch unbedingt zu beachten, dass eine ordnungsgemäße Bewertung der Anwendungsanforderungen die Auswahl des besten Extrudertyps für die Aufgabe erheblich erleichtert.
Anwendungen für Ein- und Doppelschneckenextruder
Ein- und Doppelschneckenextruder sind vielseitige Maschinen. Diese Definition reicht für den vorliegenden Zweck aus. Welche Schnecke für eine bestimmte Aufgabe am besten geeignet ist, hängt von der Logik hinsichtlich der Anwendung der Ausrüstung ab. Hier sind einige gängige Anwendungen für beide Typen:
Einschneckenextruder:
- Basierend auf der obigen Definition dürften Einschneckenextruder in den meisten Bereichen vorherrschen, in denen die Industrie eine relativ gleichmäßige und konsistente Veränderung verschiedener Kunststoffmaterialien erfordert. Es gibt jedoch einige Anwendungen, die gegenüber anderen eindeutig im Vorteil zu sein scheinen. Einige wichtige Anwendungen sind:
- Folienproduktion: Das stimmt – angesichts des steigenden Bedarfs an Folien aus unterschiedlichen Polymeren müssen auch Einzelschnecken vor Ort sein, um Kunststofffolien, beispielsweise für die Verpackungswelt, für landwirtschaftliche Zwecke und zum Schrumpfen, zu liefern.
- Extrusion von Rohren und Profilen: Diese Nachfrage könnte den Bedarf beispielsweise des Bausektors, der Landwirtschaft und der Automobilindustrie problemlos decken und eignet sich besser für die Herstellung von Rohren, Schläuchen und Profilen aller Art.
- Bei der Plattenextrusion handelt es sich um ein Verfahren, bei dem die Extruderschnecke die Funktion hat, eine kontinuierliche Materialplatte zu erzeugen. In anderen Fällen werden Einschneckenextruder auch zur Plattenproduktion von Kunststoffen für allgemeine Anwendungen eingesetzt, z. B. für Verpackungen, Anwendungen im Automobilbereich und als Baumaterial.
- Ummantelung von Drähten und Kabeln: Einschneckenextruder spielen eine wichtige Rolle bei der Herstellung von Drähten und Kabeln, indem sie diese isolieren und anschließend mit einer Art Kunststoff ummanteln. Sie können bei dieser Art von Prozess eine wichtige Rolle spielen und andere Aspekte integrieren.
Doppelschneckenextruder:
- Der Bedarf an fortschrittlicher Technologie und hervorragenden Mischeigenschaften bei komplexen Verarbeitungsanforderungen wird durch Doppelschneckenextruder und viele bemerkenswerte Anwendungen erfüllt, darunter die folgenden:
- Compoundierung: Eine der häufigsten Anwendungen für Doppelschneckenextruder ist die Compoundierung, bei der verschiedene Materialien, Additive und Füllstoffe gemischt werden, um spezielle Compounds für die Automobil-, Elektronik- und Konsumgüterindustrie herzustellen.
- Polymermischung: Dabei werden mehrere Polymere gemischt und homogenisiert, und anschließend können verschiedene Polymermischungen mit spezifischen Eigenschaften hergestellt werden.
- Aufschäumen: Doppelschneckenextruder werden bei der Herstellung von Schaumkunststoffen für Isolierungen, Verpackungen und Bauschäume eingesetzt.
- Masterbatch-Produktion: Gegenläufige Doppelschneckenmodelle von Doppelschneckenextrudern werden häufig zur Herstellung von Masterbatches verwendet. Dabei handelt es sich um hochkonzentrierte Mischungen aus Pigmenten und Zusatzstoffen, die die Farbe und Eigenschaften bestimmter Kunststoffe isolieren.
Kenntnis der verschiedenen Einsatzmöglichkeiten von Ein- und Doppelschneckenextruder ermöglicht Ihnen die Auswahl der richtigen Ausrüstung, die Ihren Produktionsanforderungen und Ihren Materialverarbeitungsspezifikationen entspricht.
Wie wird Kunststoff in einem Einschneckenextruder verarbeitet?
Der Extrusionsprozess erklärt
Der Kunststoffsektor umfasst bemerkenswerte Techniken, die als Extrusionsverfahren bezeichnet werden und eine Revolution in der Produktionslinie darstellen, durch die die Umwandlung von Basispolymermaterial in Waren und Teile erfolgen kann, wobei Rotationsschneckenextruder eine wichtige Rolle spielen. Der komplizierte Prozess, der von einem Einschneckenextruder angetrieben wird, kann besprochen werden.
- Materialbeladung: Der Extrusionsprozess beginnt, nachdem das Rohkunststoffmaterial, normalerweise Pellets oder Pulver, in den Trichter des Extruders geladen wurde.
- Erhitzen und Anwenden unterschiedlicher Drehkräfte: Durch die Drehung einer Schnecke wird dem Extruder eine hohe externe Wärme zugeführt. Dies führt zu Reibung, die die Verschmelzung des Kunststoffmaterials auf der Innenseite des Extruders verstärkt. Eine geschmolzene Form des Polymers entsteht dann, wenn das geschmolzene Material zusammen mit anderen Schnecken einen Verschmelzungsprozess durchläuft, um eine ausreichende Mischung zu gewährleisten.
- Druckaufbau: Wenn die Mitte der Schnecke erreicht ist, wird der Raum um sie herum immer enger, was zu noch mehr Reibung führt. Diese erhöhte Reibung erhöht allmählich den Druck im Extruder, was zur Verringerung des Raums zwischen der Schnecke und der Polymerkette beiträgt.
- Matrizenformung: Das geschmolzene Polymer wird in die Matrize gespritzt, wenn es in die Düse in Richtung der Spitze der Polymerkette eintritt. Die Matrize reguliert die Menge des verlorenen Polymers, da nur ausreichende Mengen verwendet werden, und reguliert gleichzeitig die Dicke. Durch viele Matrizenlöcher oder Kombinierer können unterschiedliche Formen erzeugt werden.
- Abkühlung und Verfestigung: Beim Verlassen der Düse wird das neu geformte Kunststoffprodukt oder -teil so schnell wie möglich abgekühlt, um sicherzustellen, dass es in der richtigen Form erstarrt. Je nach verwendetem Extrusionssystem können die Kühltechniken zwischen Luft-, Wasser- oder Sprühmethoden variieren.
- Schneiden und Veredeln: Nach dem Abkühl- und Verfestigungsprozess schneiden die Hersteller das Kunststoffprodukt normalerweise nach ihren Spezifikationen oder voreingestellten Abmessungen zu. Einige andere Veredelungsvorgänge, wie z. B. sekundäre Vorgänge oder Oberflächenbehandlungen, können basierend auf den endgültigen Anforderungen der Endverwendung oder des Endprodukts durchgeführt werden.
Der Extrusionsprozess ist sehr flexibel und effizient bei der Herstellung aller Arten von Kunststoffprodukten, von einfachen Profil- und Rohrformen bis hin zu anspruchsvollen und komplexen Profil-, Platten- und Filmtypen aus Kammgarn. Mehrere Aspekte können die Leistung und Qualität des Ergebnisses des Prozesses beeinflussen, darunter die Art des verwendeten Polymers, die Art des verwendeten Extruders, die Verarbeitungsparameter, das Design der Schnecke und die Art der durchgeführten Nachbearbeitungsvorgänge.
In den folgenden Abschnitten geht es insbesondere um grundlegende Aspekte der Polymerverarbeitung sowie um die Bedeutung der Schneckenkonstruktion und -geschwindigkeit und einige weitere Elemente, darunter die jüngsten Fortschritte und Aussichten bei wasserbasierten Einschneckenextrudern.
Die Rolle von Thermoplasten bei der Extrusion
Thermoplastische Materialien haben im Extrusionsverfahren eine große Bedeutung. Diese Materialien sind leicht zu verarbeiten, da sie beim Erhitzen flüssig und beim Abkühlen fest werden. Daher eignen sich Thermoplaste gut für die Formgebung im Extrusionsverfahren. Aufgrund ihrer guten Schmelzflusseigenschaften sind Thermoplaste leicht zu verarbeiten und es können viele Kunststoffartikel hergestellt werden. Das thermoplastische Material wird geschmolzen und durch eine Düse gepresst, um während der Extrusion den erforderlichen Querschnitt des Produkts zu erzeugen. Jedes thermoplastische Material wird je nach den Anforderungen der Anwendung ausgewählt, z. B. erforderliche Festigkeit, Flexibilität, Chemikalienbeständigkeit, Aussehen usw. Durch die Verwendung des geeigneten thermoplastischen Materials für die Extrusion können die Hersteller die erforderliche Leistung und die erforderlichen Eigenschaften des Produkts erreichen.
Schritte der Kunststoffextrusion
Die Kunststoffextrusion umfasst Fertigungsprozesse, die zur Herstellung zahlreicher Kunststoffprodukte im Extrusionsverfahren verwendet werden. Hier sind die Schritte:
- Materialvorbereitung: Thermoplastische Materialien werden für den Herstellungsprozess auf Grundlage der Anwendungsanforderungen ausgewählt, wie beispielsweise Zugfestigkeit, Flexibilität, chemische Rauheit und Ästhetik.
- Schmelzen: Das ausgewählte thermoplastische Material wird in einer Extrudermaschine erhitzt, um die Wärme zu entfernen. Somit ist das feste Material nun für die nachfolgenden Schritte dispergierbar.
- Extrusion: Der erhitzte geschmolzene Kunststoff wird durch eine Düse gepresst, um dem Material eine Form zu geben. Die Düse bestimmt die Form, Dicke und Abmessungen des Extrudats.
- Abkühlen und Verfestigen: Der Kunststoffstanzling durchläuft ein Thermoregulatorsystem; Wasserbäder oder Luftkühlung ermöglichen eine schnelle Verfestigung des gestanzten Kunststoffs und verbessern so seine präzise Geometrie und Festigkeit.
- Schneiden und Fertigstellen: Wenn der Kunststoff abgekühlt und fest geworden ist, wird er auf die gewünschte Länge oder Form des Endprodukts zugeschnitten. Anschließend erfolgt eine Endbearbeitung, die eine Oberflächenbehandlung, das Entfernen überschüssigen Materials, Schneiden usw. umfasst.
Mit diesen Verfahren können Hersteller verschiedene Kunststoffprodukte mit der erforderlichen Leistung und den erforderlichen Eigenschaften herstellen. Jeder Prozess im Extrusionsprozess der hergestellten Komponente ist für die Qualität des Extrudats von Bedeutung.
Welche Schlüsselfaktoren müssen bei der Polymerverarbeitung berücksichtigt werden?
Bedeutung von Schneckendesign und -geometrie
Die Konstruktion und die Schneckengeometrie sind wichtig/Voraussetzung für das Einschneckenextrusionssystem. Sie sind entscheidend, um die Effizienz bei der Bewegung des heißen Kunststoffs und beim Mischen des Polymermaterials zu gewährleisten, damit das resultierende Extrudat die erforderlichen Standards erfüllt. Hier sind wichtige Punkte, die ein Ingenieur hinsichtlich der Konstruktion und Geometrie der Extruderschnecke und des Extruderzylinders berücksichtigen sollte.
- Gangtiefe und Steigung: Gangtiefe und Steigung der Schnecke bestimmen die Fähigkeit, das Kunststoffmaterial im Extruder zu bewegen und zu schmelzen. Eine geeignete Kombination der beiden Parameter sorgt für ausreichenden Transport des Rohmaterials sowie für ausreichende Erwärmung und Mischung.
- Kompressionsverhältnis: Es ist zu beachten, dass das Kompressionsverhältnis einer Schnecke das Schmelzen des Kunststoffs erheblich beeinflusst. Es ist das Verhältnis der Kanaltiefe des Zufuhrabschnitts zu der der Düse im Zylinder. Ein erhöhtes Kompressionsverhältnis führt zu hohen Scher- und Druckkräften, die das Mischen und Schmelzen der Polymere verbessern.
- Schneckenkanalgeometrie: Die Eigenschaften des Schneckenkanals, wie die Anordnung und Form der Flügel, beeinflussen die Prozesse des Schmelzens, Mischens und Druckaufbaus im Zylinder. Für spezielle Verarbeitungsanforderungen werden verschiedene Kanalgeometrien verwendet, wie beispielsweise eingängige, zweigängige und Barriereschnecken.
- Schneckenmaterial und -beschichtungen: Die Auswahl des Schneckenmaterials und seiner Beschichtungen kann die Verschleißfestigkeit, Korrosionsbeständigkeit und Haltbarkeit erhöhen. Die Anwendung moderner Materialien und Beschichtungen garantiert eine längere Lebensdauer der Schnecken und einen konstanten Standard der Extrusionsvorgänge.
- Heiz- und Kühlzonen: Eine effektive Zonierung der Schnecke in Heiz- und Kühlzonen und deren bessere Regulierung während der Schneckenrotation bilden einen Eckpfeiler für die richtigen Heiz- und Kühlraten des Gases während der Schmelz- und Kühlphasen. Dies trägt zur Aufrechterhaltung der Schmelztemperatur und der Produktqualität bei.
Die oben genannten Faktoren verbessern zusammen mit dem Design und der Geometrie der Schnecke die Leistung der Schnecke beim Schmelzen, Mischen und Fördern von Kunststoffen, sodass qualitativ hochwertige extrudierte Produkte mit guter Maßgenauigkeit und spezifizierter Geometrie hergestellt werden können.
Einfluss der Schneckendrehzahl auf die Effizienz
Die Effizienz eines Einschneckenextruders wird durch seine Geschwindigkeit beeinflusst, die auch Schneckendrehzahl genannt wird. Der Prozess der Kunststoffextrusion umfasst das Schmelzen, Mischen und Schieben von Kunststoff, was alles von der Schneckendrehzahl beeinflusst wird. Eine höhere Schneckendrehzahl kann uns auch dabei helfen, die Produktivität zu steigern, Energiekosten zu senken und die Qualität des Produkts zu verbessern. Hier sind einige wichtige Überlegungen bei der Beurteilung der Auswirkungen der Schneckendrehzahl auf die Extrudereffizienz:
- Dies kann in zwei Teile unterteilt werden: Entfernen und Kühlen der Umgebungsluft; sobald die Umgebungsluft gekühlt ist, steigt die Konzentration verschiedener Chemikalien und Gase in der Region, während der umliegende Bereich drucklos wird. Die höheren Schneckengeschwindigkeiten führen im Allgemeinen zu kürzeren Kontaktzeiten im Zylinder und fördern somit ein schnelleres Schmelzen und Mischen des Kunststoffs. Aber auch hier wäre eine zu hohe Geschwindigkeit schädlich, da sie zu übermäßiger Scherwärme führen würde, die höchstwahrscheinlich zu einer Zersetzung führen würde. Es gibt eine Schneckengeschwindigkeit, bei der die mechanische Scherung für ein vollständiges Schmelzen und Mischen mehr als ausreichend ist.
- Die Konsistenz, mit der die Schmelze aus dem Schneckenextruder fließt, wird durch die Schneckendrehzahl bestimmt. Eine optimale Schneckendrehzahl ist vorteilhaft, da sie dabei hilft, eine volumetrische, schlammige Fließrate zu erreichen und gleichzeitig das Risiko eines Absackens oder einer übermäßigen Extrusion zu minimieren. Man muss bedenken, dass sich der Extruder bewegen kann, ohne Gegendruck zu erzeugen. Daher wäre eine Schneckendrehzahl ideal, die das Material möglichst ohne Rückfluss oder Gegendruck bewegen kann.
- Energieverbrauch: Der Energieverbrauch des Extruders wird durch die Schneckendrehzahl beeinflusst. Eine höhere Schneckendrehzahl erhöht tendenziell den Leistungsbedarf des Extrusionsmaschinenmotors. Ebenso wichtig ist andererseits die Art und Weise, wie man den Energieverbrauch minimieren kann, wenn man versucht, die Leistung zu maximieren, um die Gesamteffizienz des Prozesses zu erhöhen.
Schneckendrehzahlen sind wichtige Überlegungen, aber die richtigen Schneckendrehzahlen sind am besten, wenn sie in Verbindung mit anderen Parametern der Extrusion, wie Zylindertemperaturen, Schneckengeometrie und den extrudierten Materialien, berücksichtigt werden. Die Eigenschaften und Anforderungen des Einschneckenextrusionsprozesses zum Erreichen der erforderlichen Energie und Produktqualität helfen bei der Auswahl der Schneckendrehzahl und ihrer Anpassung basierend auf den Chargenanforderungen.
Optimierung der Extruderleistung
Bei der Implementierung der Schneckenpumpenextrusion ist die Beachtung einer Reihe von Parametern und die Verwendung anspruchsvoller technischer Grundkonzepte oder -ideen erforderlich. Auf diese Weise können Hersteller effektiv Maschinen entwerfen und in ihren Werken implementieren, die die Effizienz, Produktivität und Qualität des Endprodukts optimieren. Im Folgenden werden einige der Konzepte beschrieben, die bei der Optimierung der Betriebsparameter des Extruders berücksichtigt werden sollten:
- Optimierung der Prozessparameter: Neben der Schneckengeschwindigkeit beeinflussen auch Druck und Reibung maßgeblich den Massendurchsatz des extrudierten Ausgangsmaterials und indirekt das gewünschte Endproduktvolumen. Durch Fokussierung auf diese Parameter im Extrudersystem sollten das gewünschte Ausgabevolumen und die gewünschte Qualität erreichbar sein.
- Fortschrittliche Schneckenkonstruktionen: Trotzdem verändern die Mischelemente die Qualität des Extrudats erheblich. Dies ermöglicht eine bessere Kontrolle des Schmelzprozesses und stellt eine gleichbleibende Schmelzqualität sicher, sodass der gesamte Extruder im Verhältnis zu seiner Konstruktion optimal funktioniert.
- Zylinderheiz- und -kühlsysteme: Heiz- und Kühlsysteme sind integraler Bestandteil des Extrusionssystems. Diese Systeme bieten eine enge Anzahl temperaturgeregelter Bereiche, und die Schwankungen bei niedrigen Temperaturen wirken sich auf die Struktur oder Packungsdichte beim Endprodukt aus. Dies verbessert die Effizienz des jeweiligen Prozesses insgesamt und ermöglicht eine bessere Qualität des Endprodukts.
- Effiziente Antriebssysteme: Durch Investitionen in robustere Extruderantriebssysteme lässt sich die Energieeffizienz steigern und der Energieverbrauch senken. Moderne Antriebskomponenten wie Servomotoren verbessern die Steuerung der Schneckendrehzahl und ermöglichen so mehr Freiheit bei der Variation der Betriebsparameter.
- Inline-Überwachung und -Steuerung: Die Kombination moderner Überwachungssysteme mit fortschrittlichen Steuerungsmethoden verbessert den Prozess und seine Regelung. Online-Messungen von Betriebsvariablen wie Schmelztemperatur, Schmelzdruck und Schmelzflussrate können dabei helfen, effektive Wartungsverfahren bereitzustellen und das Ausmaß von Prozessschwankungen zu kontrollieren.
Die Schneckenextrudertechnologie kann durch die Integration dieser Technologien durch die Benutzer leicht verbessert werden, um einen höheren Durchsatz, eine bessere Energienutzung und qualitativ hochwertigere Endprodukte zu erzielen. Man muss kontinuierlich mit den entsprechenden Experten interagieren, die verfügbare Literatur nutzen und aktuelle Trends verfolgen, um durch die Umsetzung solcher Innovationen maximale Zufriedenheit zu erzielen und verschiedene mit der Extrusion verbundene Prozesse ständig zu verbessern.
Was sind die Neuerungen in der Einschneckenextruder-Technologie?
Jüngste Fortschritte in der Extrusionsmaschinentechnologie
Moderne Technologien im Bereich der Extrusionsanlagen haben enorme Veränderungen bei der Einschneckenextrusion mit sich gebracht, die die Produktivität, Energie und Qualität des Produkts erheblich verbessert haben. Zahlreiche Innovationen wurden durch verschiedene Forschungs- und Entwicklungsaktivitäten in diesem Sektor ermöglicht. Einige der Entwicklungen der letzten Zeit sind wie folgt:
- Schneckendesigns für bessere Leistung: Es wurden Schneckendesigns mit Barriereschnecken und gerillten Zuführabschnitten verbessert, die die Förder-, Schmelz- und Mischfunktionen der Einschneckenextruder verbessert haben. Diese Entwicklungen erleichtern den Extrusionsprozess und verbessern die Qualität und Gleichmäßigkeit des Endprodukts.
- Moderne Heiz- und Kühlsysteme: Moderne Heiz- und Kühlsysteme haben die Fähigkeit verbessert, die Temperatur des Extruderzylinders präzise aufrechtzuerhalten. Eine solche Temperaturregelung optimiert die Verarbeitungsbedingungen, erhöht die Energieeffizienz durch Minimierung übermäßiger Wärmeableitung und verbessert die Gesamteffizienz der Anlage.
- Automatische Kontrollsysteme: Die neuen Kontrollsysteme, die Inline-Überwachungs- und Kontrollalgorithmen umfassen, haben es ermöglicht, optimale Schmelztemperatur, Druck und Ausgaberate aufrechtzuerhalten, die den Spezifikationen entsprechen. Dies verbessert nicht nur die Kontrolle über den Prozess, sondern minimiert auch Abweichungen und verbessert somit die Produktqualität.
Jüngste technologische Innovationen, die die Entwicklung von Extrusionsmaschinen ermöglichen, haben zu einer höheren Geschwindigkeit, einem geringeren Energieverbrauch und einer höheren Produktqualität beigetragen, insbesondere bei der Einschneckenextrusion. Hersteller können also durch die Nutzung dieser Innovationen und das Kennenlernen der jüngsten Trends in der Branche ihre Extrusionsmethoden optimieren und ihre Geschäftsaktivitäten ohne Unterbrechung verbessern.
Die Zukunft der Einschneckenextrusion
Die Zukunft der Einschneckenextrusion scheint in weiteren Fortschritten hin zu neuen, bedeutenden Entwicklungen zu liegen, die die Branche verändern werden. Es wird aktiv in Forschung und Entwicklung investiert, um die Effizienz und das Potenzial eines Einschneckenextruders zu steigern. Hier sind einige wichtige Entwicklungsbereiche:
- Verbesserte Schneckenfunktionen: Die Neugestaltung der Schneckengeometrie und Kanalkonfiguration mit dem Ziel, das Mischen, Schmelzen und den Rückfluss zu verbessern, ist ein Schlüsselelement der laufenden Forschung. Das ultimative Ziel solcher Funktionen ist die Verbesserung der Schmelz- und Extrusionsprozesse und der daraus resultierenden Endprodukte.
- Neue Heiz- und Kühlmethoden: Es werden neue Temperaturregelungstechnologien entwickelt, die eine bessere Anpassung der Gießtemperatur über die gesamte Länge des Extruderzylinders ermöglichen. Diese Systeme verbessern die Verarbeitungsparameter und führen durch konstante Wärmeableitung zu einem geringeren Energieverbrauch.
- Verbesserungen bei der Steuerung: Bessere Steuerungsstrategien wie Inline-Inspektion und automatische Prozesssteuerungsalgorithmen ermöglichen präzisere und zeitgerechtere Änderungen kritischer Parameter. Dies führt zu einer besseren Prozesssteuerung mit geringerer Variabilität und einer verbesserten Gesamtqualität der extrudierten Materialien.
Dadurch können die Hersteller ihre Extrusionsvorgänge rationalisieren, ihre Produktivität steigern, ihren Energieverbrauch senken und ihre Produktqualität verbessern. In einem derart dynamischen Umfeld ist es von entscheidender Bedeutung, über Neuigkeiten informiert zu sein und neue Erkenntnisse in die Praxis umzusetzen, um die Leistung von Einschneckenextrusionsprozessen zu verbessern.
Wie sich Einzelschrauben weiterentwickeln
Die Bedeutung eines Einschneckenextruders beschränkte sich in den Jahren während des Durchsatzes nur auf die Qualität der Ausgabe und nicht auf das Design und die Funktionalität. Heute ist jedoch klar, dass viel getan wurde, um die Frischausbeute, den Energieverbrauch und die allgemeine strukturelle Gesundheit eines Einschneckenextruders zu verbessern. Hier ist ein Einblick in die Entwicklung von Einschneckenextrudern:
- Verbessertes Mischen und Dispergieren: Es gibt genügend Literatur, die die Tatsache belegt, dass alternative Schneckendesigns die Qualität des Endprodukts beeinträchtigen können und dies auch tun. Gleichzeitig bewirken diese Entwicklungen das Gegenteil und führen zu einer besseren Produktqualität, da besser gemischt werden muss, um sicherzustellen, dass die dispergierten Inhaltsstoffe konsistent und gleichmäßig sind.
- Temperaturkontrolle: Bessere und innovativere Kühl- und Heizmechanismen ermöglichen eine genauere Temperaturkontrolle entlang des Extruderzylinders, was zu einer besseren Verarbeitung und Energieoptimierung führt.
- Intelligente Steuerungssysteme: Fortschrittliche Steuerungen wie Inline-Steuerung sowie Überwachungs- und Steuerungsalgorithmen ermöglichen die direkte Änderung der Extruderparameter und sorgen so für eine effiziente Autometrie.
Hersteller können nun mithilfe der neuen Technologien bessere Extrusionsverfahren nutzen, die die Ausbeute und Produktqualität steigern und gleichzeitig weniger Energie verbrauchen. Die einzige Konsequenz besteht darin, sich darüber im Klaren zu sein, was um sie herum in Bezug auf Technologie und Einschneckenextrusionsprozesse geschieht.
Häufig gestellte Fragen (FAQs)
F: Was ist ein Einschneckenextruder und was ist seine Funktion?
A: Ein Einschneckenextruder ist eine Art Extrudermaschine, die in der Kunststoffindustrie verwendet wird. Seine Struktur besteht aus einem beheizten Zylinder mit einer rotierenden Einzelschnecke, die senkrecht zu seiner Achse angeordnet ist. Die Schnecke bewegt sich, erhitzt und dekodiert die Körner während des Antriebsvorgangs im Extruder. Das Material wird dann erhitzt, komprimiert und durch eine Düse gepresst, wodurch geformte Kunststoffprodukte entstehen.
F: Was ist der Unterschied zwischen einem Einschneckenextruder und einem Doppelschneckenextruder?
A: Ein Einschneckenextruder besteht aus einer einzigen Schnecke, während ein Doppelschneckenextruder aus zwei ineinandergreifenden Schnecken besteht, während ein Einschneckenextruder nur eine hat. Die Leistung von Doppelschneckenextrudern ist im Allgemeinen besser, da sie beim Mischen flexibler einsetzbar sind. Im Gegensatz dazu sind Einschneckenextruder bei manchen Aufgaben hauptsächlich einfacher und kostengünstiger zu verwenden.
F: Aus welchen Komponenten besteht ein Einschneckenextruder?
A: Der Einschneckenextruder ist durch mehrere Komponenten betriebsbereit, darunter der Einfülltrichter und der Zylinder mit der rotierenden Schnecke, der Heizung, der Kühlung, der Matrize sowie dem Steuersystem. Die Schnecke befindet sich in der Mitte des Extruders und erfüllt die Hauptfunktion des Förderns und Mischens des Ausgangsmaterials. Der beheizte Zylinder umhüllt die Schnecke, was das Schmelzen des Kunststoffs unterstützt. Die Matrize wird verwendet, um den geschmolzenen Kunststoff in eine bestimmte Form zu bringen.
F: Können Sie einige Beispiele für Materialien nennen, die sich für die Verarbeitung mit einem Einschneckenextruder eignen?
A: Einschneckenextruder sind ziemlich flexibel, da sie mit mehreren thermoplastischen Materialien verwendet werden können. Zu diesen Materialien gehören Polyethylen (PE), Polypropylen (PP), Polystyrol (PS) und PVC. Einige können auch bestimmte thermoplastische Elastomere und sogar einige Verbindungen aufnehmen. Das ausgewählte spezifische Material basiert auf den besonderen Anforderungen für die Anwendung des Endprodukts.
F: Welche Bedeutung hat die Schneckengeometrie für den Betrieb eines Einschneckenextruders?
A: Ein Einschneckenextruder verwendet eine spezielle Schneckengeometrie, die für seinen effizienten Betrieb sehr wichtig ist. Bei einem gegenläufigen Doppelschneckenextruder sind die Schneckenlänge, der Schneckendurchmesser und die Konstruktion der Schneckengänge wichtige Faktoren, die den Prozess beeinflussen. Der Einsatz von Barriereschnecken, die eine spezielle Schneckenkonstruktion darstellen, trägt dazu bei, die Mischung und das Schmelzen sowie die Homogenität eines Kunststoffmaterials zu verbessern. Die Schneckengeometrie kann an Materialien und beabsichtigte Endverwendung angepasst werden, um Materialausstoß und Produktqualität zu optimieren.
F: Warum sollte ich mich für einen Einschneckenextruder für Kunststoff entscheiden?
A: Was die Verarbeitung von Kunststoffen betrifft, haben Einschneckenextruder viele Vorteile. Zum einen sind sie einfacher zu konfigurieren, was ihre Bedienung und Wartung vereinfacht. Sie sind für viele Anwendungen kostengünstig und können zuverlässig arbeiten. Einschneckenextruder haben auch viele Anwendungen, da sie eine breite Palette von Materialien verarbeiten können. Die Extrusion von Thermoplasten und die Herstellung von Endlosprofilen, Platten und Folien sind von entscheidender Bedeutung.
F: Extruder zur Schichtverschwendung von künstlichem Kunststoff?
A: Ein Kunststoffextruder ist ein wichtiger Bestandteil der Fertigungstechnologie für verschiedene Kunststoffprodukte. Er ermöglicht die Verwendung von Kunststoffmaterialien in festem Zustand und in jeder beliebigen Form. Der Extruder sorgt für einen kontinuierlichen Prozess, der für die wirtschaftliche Herstellung von Produkten wie Rohren, Platten, Folien, Profilen und dergleichen erforderlich ist. Er erleichtert auch die Einarbeitung verschiedener Füllstoffe und Zusatzstoffe in den Kunststoff, um das Endprodukt besser zu verbessern.
F: Welche Variablen sind für die Funktion des Extruders und das aus dem Extruder gewonnene Endprodukt von entscheidender Bedeutung?
A: Die Leistung des Extruders und das endgültige Vergrößerungsprodukt hängen von verschiedenen Faktoren ab. Dazu gehören die Art des zu verarbeitenden Materials, die Schneckendrehzahl, das Zylindertemperaturprofil, die Förderleistung und die Düsenkonstruktion. Der Grad der auf das Material ausgeübten Scherung, die Dauer der Verweilzeit des Materials im Extruder und die Wirksamkeit des Plastifizierungsprozesses sind ebenfalls sehr wichtige Faktoren. Die ordnungsgemäße Kontrolle dieser Variablen ist erforderlich, um eine gleichmäßige Produktqualität aufrechtzuerhalten und die Effizienz des Extruders zu verbessern.
Referenzquellen
1. „Konvergierende-divergierende Strömung in einem neuen Extruder und seine Verwendung beim Folienblasen“ von Yin et al. (2014) (Yin et al., 2014, S. 552–557)
Hauptergebnisse
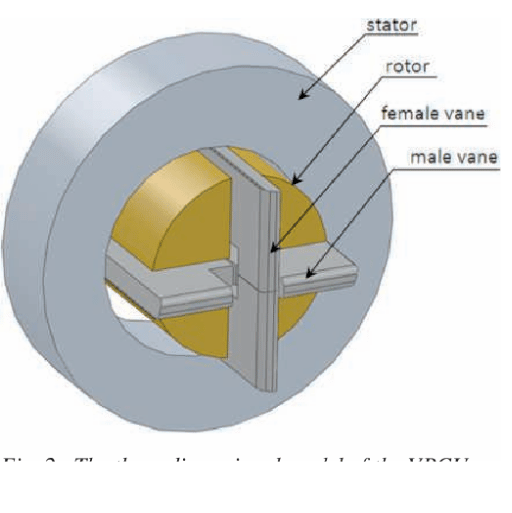
- Es wurde ein neues Extruderkonzept für die Polymerverarbeitung entwickelt, das auf einer konvergierenden und divergierenden Strömungsgeometrie basiert.
- Dieser Extruder umfasst vier Flügelplastifizier- und Fördereinheiten (VPCU) und drei Mischeinheiten.
- In den experimentellen Studien wurde festgestellt, dass der Düsendruck nur minimalen Einfluss auf die Leistung hatte und dass so viel CaCO3 wie möglich in die Mischung eingearbeitet werden konnte, ohne die Wirksamkeit der Teile zu beeinträchtigen.
Methodik:
- Es werden Einzelheiten zum Funktionsprinzip des entwickelten neuen Extruders beschrieben.
- Es wurden Folien auf Basis von CaCO3-gefüllten LDPE-Verbundstoffen hergestellt und ihre mechanischen Eigenschaften und Mikrostruktur untersucht.
2. Die Arbeit von Mori Dhaval et al., „Doppelschneckenextruder in der pharmazeutischen Industrie: Geschichte, Funktionsprinzip, Anwendungen und vermarktete Produkte: eine eingehende Überprüfung“ (Dhaval et al., 2020, S. 294-318).
Zusammenfassung der Ergebnisse:
- Analysieren Sie die Entwicklung, Funktionsweise, Verwendung und Produkte von Doppelschneckenextrudern in der Medizin.
Methodik:
- Habe die Veröffentlichungen zu Doppelschneckenextrudern im pharmazeutischen Umfeld durchgesehen.
3. „Untersuchung der Energieeffizienz eines modernisierten Einschneckenextruderkörpers“ von V. Vytvytskyi et al. (2023) (Vytvytskyi et al., 2023)
Die wichtigsten Ergebnisse:
- Sie schlugen vor, Wärmeleitpaste in den Spalt zwischen den zylindrischen Verbindungsflächen am Zuführteil des Einschnecken-Extruderzylinders zu platzieren.
- Durch das Auftragen der Wärmeleitpaste konnte der Wärmewiderstand der Zylinderwand um etwa 9 % gesenkt werden, und durch die gesamte Konsolidierung wurde das Temperaturfeld über die Länge des Zuführabschnitts ausgeglichen.
Methodik:
- Die thermischen Berechnungen der ursprünglichen und aktualisierten Eigenschaften des Zuführabschnittszylinders wurden mithilfe des Steady Thermal-Modells im Ansys-Programm durchgeführt.
- Selected Polyvinylchlorid als zu recycelnder/umzuformender Kunststoff und Wärmeleitpaste mit einer Wärmeleitfähigkeit von 4 W/(m·K) als Füllmaterial für den Ringraum.
4. „Modellierung des Homogenisierungsprozesses von Polyethylenzusammensetzungen in einem Einschneckenextruder mit einem Maddock-Mischelement“ von HS Podyman et al. (2021) (Podyman et al. 2021, S. 517–526).
Die wichtigsten Ergebnisse:
- Das Hauptziel eines vierstufigen Einschnecken-Reaktionsextruders, der nach der Homogenisierungsstufe auch eine Reaktionsstufe aufweist, besteht in der Erhöhung der Verweilzeit des Polymers bei gleichzeitiger Hinzufügung einer Reaktionsstufe nach der Homogenisierungsstufe, um übermäßige Scherung zu verringern.
Methodik:
- Erläuterung des Funktionsprinzips des 4-stufigen Einschnecken-Reaktionsextruders durch Auswertung/gleichzeitige Analyse der Dynamik der Silan-Pfropfreaktion.
- Wir haben außerdem einen einfacheren Ansatz zur Schätzung der Zeit skizziert, die das Polymer im geschmolzenen Zustand benötigt.
5. Das Papier von A. Dorokhov et al. mit dem Titel „MATERIAL MOVEMENT WITHIN A SINGLE-SCREW EXTRUDER“ wurde 2021 veröffentlicht. (Dorokhov et al., 2021)
Die wichtigsten Ergebnisse:
- Es wurden zwei Ansätze für die Modellierung der Materialbewegung im Einschneckenextruder vorgeschlagen; einer ist auf viskose Fließmaterialien anwendbar und der zweite für Bereiche der Zuführung, Pumpe und Kompression, wo der Betriebsdruck angewendet wird.
Methodik:
- Beschreiben Sie den Kompressionsmechanismus des Einschneckenextruders, der die Druckschneckeneinheit sowie die Funktion der Materialzufuhr und -kompression umfasst.
6. Das Papier mit dem Titel „OPTIMIERUNG VON LÖCHERN IN DER MATRIX EINES EINSCHNECKENEXTRUDERS ZUR VERARBEITUNG VON GEFLÜGELMIST“ von M. Potapov et al. wurde im Jahr 2020 veröffentlicht (Potapov et al., 2020, S. 42–48)
Hauptergebnisse
- Ein moderner Geflügelmistextruder mit verbessertem Vakuumsystem wurde entwickelt, um Energie zu sparen und gleichzeitig den Feuchtigkeitsgehalt des Hühnerkots zu verringern.
- Die Rheologie der Gülle enthaltenden Pflanzenbestandteile war ausschlaggebend für die optimale Perforationsmenge der Extrudermatrix.
Methodik
- Der Mistextrusionsdruck wurde als Funktion der Zeit beobachtet, um das Strukturverhalten während des Extruderzyklus zur Verarbeitung von Geflügelabfällen zu bewerten.
- Wir haben außerdem die Parameter der Teamvariationen σ0 (normale Spannung auf Porenebene), τ0 (Kraftbewegung in einem bestimmten Winkel auf der Porenoberfläche), α und β (die Steigung der Linie) sowie die gesamte Öffnungsfläche ermittelt.
7. „Einfluss ausgewählter Arbeitsparameter eines Einschneckenextruders auf den Energieverbrauch im Extrusionsprozess“ von Tomasz, E. Ski (2014) (Tomasz & Ski, 2014)
Die wichtigsten Ergebnisse
- Eine Vergrößerung des Düsendurchmessers führt zu einer Verringerung der eingesetzten Extrusionsenergie, unabhängig von der Feuchtigkeit des Rohmaterials.
Methodik
- Untersucht wurde der Einfluss des Düsendurchmessers und des Feuchtigkeitsgehalts des Rohmaterials auf die Entwicklung des Energieverbrauchs während eines Extrusionsprozesses, der in einer Einschneckenextrudermaschine durchgeführt wird.
8. Die Studie „Numerical Simulation of Polymer Solutions in a Single-Screw Extruder“ ist eine von A. Kadyirov et al. (2019) verfasste Arbeit (Kadyirov et al., 2019) und wird derzeit im Bereich Extrusion und Spritzguss geprüft.
Conclusions:
- Entwicklung eines dreidimensionalen mathematischen Modells für die Strömung der Polymerlösungen in der Dosierzone einer Einschneckenextrusion.
- Untersucht wurde die Auswirkung der Schraubengeometrie (L/D2 = 1…3) auf das Strömungsverhalten und den Druckabfall bei einer Drehzahl von nicht mehr als 60 U/min.
Methodik:
- Als Arbeitsflüssigkeit wurden eine 0.5 %ige wässrige Polyacrylamidlösung und eine 1.5 %ige Lösung des Natriumsalzes von Carboxymethylcellulose untersucht.
9. Polymer






