Aktualisiert Juni 2026
Automatisierte Lagerregalsysteme Es handelt sich um eine Stahllagerkonstruktion, die mit Maschinen – Shuttles, Kränen, Hebebühnen oder Robotern – und einer Steuerungssoftware gekoppelt ist, die Lasten ein- und auslagern, ohne dass ein Gabelstaplerfahrer jemals den Gang betreten muss. Es ist die Lagerebene unterhalb dessen, was die meisten Ingenieure als automatisiertes Lager- und Bereitstellungssystem bezeichnen (AS/RSDieser Leitfaden erläutert die Systemtypen, ihre maximale Höhe und Dichte, die Kosten, wie Sie entscheiden, ob eine Automatisierung für Ihren Betrieb geeignet ist, und die Sicherheitsvorschriften, die sowohl für die Rack-Struktur als auch für die darin betriebenen Maschinen gelten.
Kurzübersicht: Automatisierte Lagerregalsysteme auf einen Blick
| Kernsystemtypen | Lagersysteme für Stückgut und Kleingut, Vertikallagermodule (VLM), Vertikal- und Horizontalkarussells, Palettenshuttles, kran- und shuttle-/würfelbasierte Lagersysteme, mobile Regalsysteme |
| Rückgewinnung der Geschossfläche (Angaben des Anbieters) | Bis zu ca. 90 % im Vergleich zu Bodenstapelung / herkömmlichen Layouts |
| Höhenbereich | Standardhöhe 8–24 Fuß (2.4–7.3 m); Hochregallagerhöhe 40–98 Fuß (12–30 m) |
| Anwendbare Standards (USA) | ANSI MH16.1-2023 (Stahlgestelle), OSHA 29 CFR 1910.176 / 1926.250, ASCE 7-22 (seismisch) |
| Optimale Bildschirmwahl | Hohes Durchsatzvolumen, wiederholter Durchsatz, begrenzter Platzbedarf, hohe Land-/Arbeitskosten |
Was ist ein automatisiertes Lagerregalsystem?
Automatisierte Lagerregalsysteme sind Lagerstrukturen, die mit Automatisierung, Shuttle-Robotern, Regalbediengeräten, Vertikalliften oder autonomen mobilen Robotern und einem Steuerungssystem ausgestattet sind, das Lasten mit minimalem oder gar keinem menschlichen Eingriff in das Lager bewegt. Die Richtlinien des Material Handling Institute (MHI) definieren die übergeordnete Kategorie der automatisierten Lager- und Kommissioniersysteme als „eine Kombination aus Ausrüstung und Steuerung, die Materialien mit einem definierten Automatisierungsgrad handhabt, lagert und entnimmt“.
Es hilft, zwei Begriffe zu unterscheiden, die oft synonym verwendet werden. Automatisierte Regalsysteme Es handelt sich um die Rack-Struktur plus die darin laufende Automatisierung. AS/RS Das System umfasst Regalsysteme, Kommissioniergeräte, Förderbänder und die zugehörige Steuerungssoftware. In der Praxis werden diese Komponenten zusammen erworben, wobei das Stahlgestell der Regale das Grundgerüst bildet: Seine Toleranzen, Höhe und Tragfähigkeit bestimmen die Leistungsfähigkeit der Maschinen. Konventionelle Lagersysteme funktionieren genau umgekehrt. Statische Selektivregale erfordern einen Gabelstaplerfahrer, der in einen Gang fährt, um jede Palette zu platzieren und zu entnehmen. Automatisierte Regalsysteme hingegen machen den Bediener aus dem Gang fern und ermöglichen so tiefere Regalgänge, höhere Lagerflächen und einen 24/7-Betrieb. Als Lagerlösung bietet ein automatisiertes Lagersystem zwar höhere Anschaffungskosten, dafür aber eine Dichte und Geschwindigkeit, die konventionelle Lagersysteme nicht erreichen. In den USA unterliegen diese Lagerbetriebe ebenfalls der Aufsicht von [Name der Organisation fehlt im Originaltext]. OSHA-Sicherheitsstandards für Lagerhaltung, unabhängig vom Automatisierungsgrad.
So funktioniert die automatisierte Regallagerung: Regale, Maschinen & Software
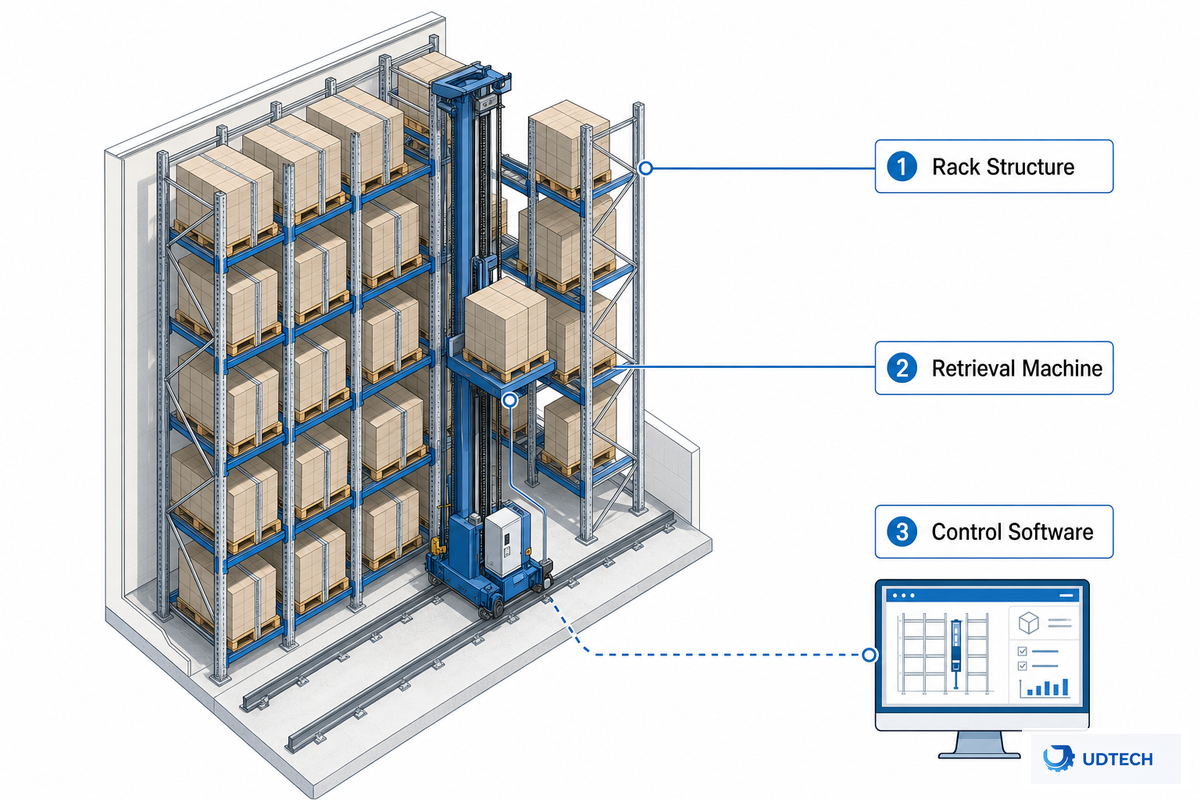
Automatisierte Regalsysteme funktionieren durch die Kombination dreier Ebenen – der Regalstruktur, eines Entnahmesystems und der Steuerungssoftware – sodass Waren ein- und ausgelagert werden können, ohne dass ein Bediener den Gang betreten muss. Jede darunterliegende Ebene übernimmt einen Teil dieser Aufgabe.
Wie funktioniert ein automatisiertes Regalsystem?
Ein automatisiertes Regalsystem arbeitet in drei aufeinander abgestimmten Ebenen. Zuerst kommt die Rack-StrukturDie Ständerrahmen, Träger und Schienen werden mit engeren Toleranzen als bei manuellen Regalsystemen gefertigt, da die Positionierung der einzelnen Lagerplätze maschinell und nicht manuell erfolgt. Manufacturing.net merkt an, dass „extrem enge Regaltoleranzen für den Einsatz von automatisierten Lager- und Kommissioniersystemen erforderlich sind“. Aus diesem Grund werden die Stahlkonstruktionen für automatisierte Regalsysteme anders spezifiziert und installiert als Standard-Selektivregale.
Als nächstes folgt der/die/das RückholmaschineEin Palettenshuttle auf Schienen im Regal, ein Regalbediengerät in einem festen Gang, ein Vertikallift, der Trays zu einem ergonomischen Kommissionierfenster liefert, oder eine Flotte autonomer mobiler Roboter (AMRs), die ein Gitter erklimmen. Die Steuerungssoftware ist die dritte SchichtEin Lagerverwaltungssystem (WMS) weiß, was wo gelagert ist, ein Lagersteuerungssystem (WCS) oder Lagerausführungssystem (WES) steuert die Maschinen, und zunehmend kommen Fördersysteme und Ware-zum-Mann-Systeme zum Einsatz, die die Ware zur Verpackung transportieren. Ein typischer Palettenzyklus sieht folgendermaßen aus: Ein Gabelstapler stellt eine Palette am Regal ab, ein Shuttle nimmt sie auf, transportiert sie tief in den Gang, setzt sie an einer festgelegten Position ab und kehrt die Reihenfolge bei Bedarf um. Da die Maschinen den Gang bedienen, steigen Lagerdichte und Kommissioniergeschwindigkeit parallel, anstatt sich gegenseitig zu beeinträchtigen. Da diese Systeme Software zur Kartierung jedes Lagerplatzes nutzen, wird die Lagerkapazität optimal ausgeschöpft, anstatt durch halb leere Gänge verloren zu gehen. Diese Kommissioniermechanismen sind umfassend patentiert; siehe beispielsweise … US-Patent 8,882,432 für einen robotergestützten automatisierten Lager- und Kommissioniersystemaufbau mit gemischten Paletten.
Das 9-Typen-Automatisierte-Regalsystem-Spektrum
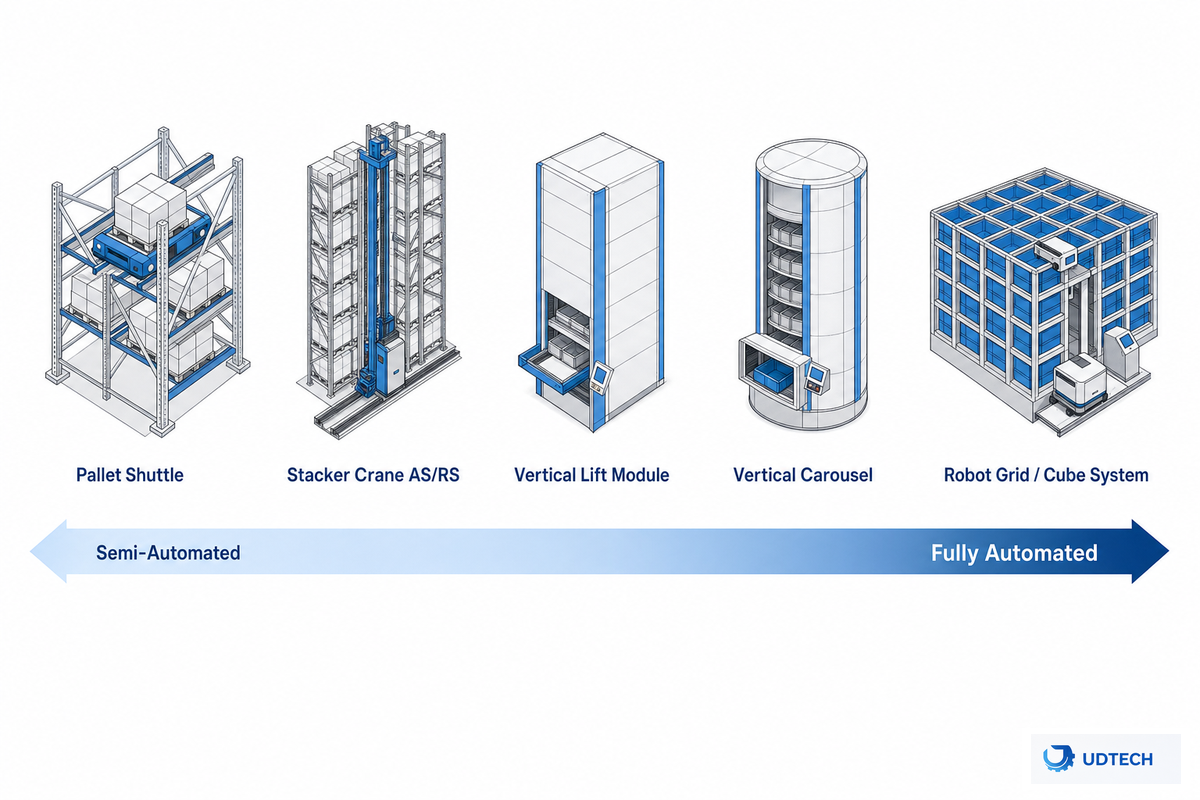
"Automatisierte RegalsystemeEs handelt sich nicht um ein einzelnes Produkt. Die neun unten aufgeführten Architekturen decken ein Spektrum von halbautomatisiert (ein Shuttle in einem ansonsten herkömmlichen Regalsystem) bis vollautomatisiert (ein geschlossenes Kran- oder Robotersystem) ab. Die optimale Lösung hängt von der Art der Ladung, dem Durchsatz und dem zu erfassenden vertikalen Volumen ab.
| Systemtyp | Last verarbeitet | Signaldichte | Optimale Bildschirmwahl |
|---|---|---|---|
| Einheitsladungs-AS/RS (Kran) | Volle Paletten | Sehr hohe | Hochregallager für Paletten, geringe bis mittlere Artikelanzahl |
| Kleinteilelager | Tragetaschen, Kartons, Behälter | Hoch | E-Commerce-Kleinteile, Pufferlager |
| Vertikales Hubmodul (VLM) | Schalen mit Kleinteilen | Hoch (vertikal) | Hohe, schmale Stellfläche; Wartung, Reparatur und Ersatzteile |
| Vertikales Karussell | Kleinteile, Behälter | Mittelhoch | Schnelle Kommissionierlinien; ergonomische Lieferung |
| Horizontales Karussell | Kleinteile, Behälter | Medium | Hochgeschwindigkeitskommissionierung in Räumen mit niedriger Deckenhöhe |
| Palettenshuttle (Funk) | Volle Paletten | Hoch (Deep-Lane) | Kühlhauslagerung, Großpackungen, FIFO/LIFO-Lagerung |
| Vier-Wege-Shuttle | Volle Paletten | Hoch (flexible Fahrspuren) | Palettenfluss über mehrere Gänge mit einem Shuttle |
| Shuttle / Würfel (Grid-Roboter, AMR) | Behälter, Taschen | Höchster (Würfel) | Dichte E-Commerce-Infrastruktur, Kommissionierung von Waren an Personen |
| Mobile Regalsysteme | Paletten, Kisten | Hoch (ein Gang) | Kühlhaus; langsam drehende, platzsparende Ware |
Architekturen, die mit relevanten US-Patenten für Shuttles mit unterschiedlichen Tiefen abgeglichen wurden (US12071304B2), mobiler autonomer Mülleimer (US9519882B2) und automatisiertes AS/RS für gemischte Paletten (US8882432B2).
Ist ein Palettenshuttle eine Art von automatisiertem Regalsystem?
Ja – ein Palettenshuttlesystem dient Käufern oft als erster Schritt in die automatisierte Regallagerung. Ein batteriebetriebenes Shuttle fährt auf Schienen innerhalb herkömmlicher Tiefregalsysteme und transportiert Paletten hinein und heraus, sodass Gabelstapler nicht in den Gang fahren müssen. Die meisten Systeme gelten als teilautomatisiert, da ein Gabelstapler die Gangfront weiterhin befüllt. Sie bieten jedoch einen Großteil der Lagerdichte und Sicherheit eines vollautomatisierten Systems zu geringeren Kosten und eignen sich daher ideal für gekühlte und ungekühlte Schüttgutbestände.
Tiefregal-Shuttleregale bieten üblicherweise Platz für 6–20 Paletten in der Tiefe, im Gegensatz zu den 1–2 Paletten in selektiven Regalsystemen. Die Schienen sind im Abstand von 1.5–2 m angeordnet. Diese automatisierten Regalsysteme umfassen sowohl industrielle Regalsysteme für volle Paletten als auch Shuttleregale und mobile Regalsysteme für dichte Regalgänge. Ihre Anwendungsbereiche reichen von der automatisierten Palettenhandhabung in Distributionszentren bis hin zur Kommissionierung von Kleinteilen.
Automatisierte vs. traditionelle Regalsysteme: Platzbedarf, Arbeitsaufwand und Genauigkeit (Vorteile)
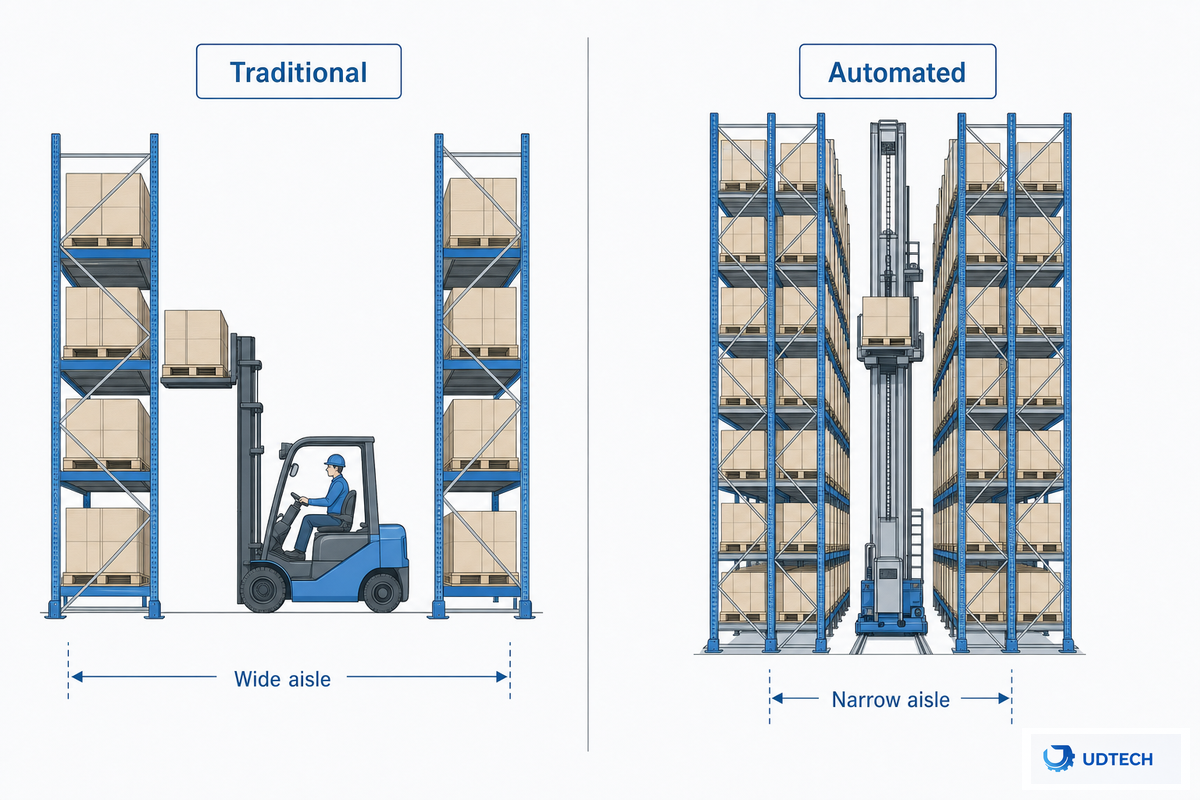
Worin unterscheidet sich die automatisierte Regaltechnik von der traditionellen Regaltechnik?
Was sich ändert, ist, wer die Last bewegt. Traditionelle Selektivregalsysteme sind auf Gabelstapler und Bediener angewiesen, benötigen daher breite Gänge und sind durch die Reichweite der Gabelstapler begrenzt. Automatisierte Regalsysteme überlassen den Gang einer Maschine, wodurch tiefere und höhere Regale zugänglich sind und ein 24-Stunden-Betrieb möglich ist. Die Vorteile sind real, aber da die Angaben von Anbietern stammen, sollten Sie die genannten Prozentsätze als Lieferantenzahlen und nicht als unabhängige Messungen betrachten.
| Faktor | Automatisierte Regalsysteme | Traditionelle Regalsysteme |
|---|---|---|
| Bodenflächennutzung | Anbieter berichten von bis zu ~90% Rückgewinnungsrate (z. B. Modula VLM). | Breite Gänge verbrauchen viel Bodenfläche |
| Arbeiter im Gange | Bediener aus dem Gang entfernt; Waren-zu-Person-Service | Gabelstaplerfahrer pro Gang |
| Pick-Durchsatz | VLM bis zu ~140 Trays/Std.; Karussell bis zu ~550 Zeilen/Std. (Lieferant) | Begrenzt durch Reise- und Erreichbarkeitszeit |
| Genauigkeit | ~99%+ mit WMS-Validierung (vom Anbieter gemeldet) | Manuelle Fehler vorbehalten |
| Kosten im Voraus | Höheres Kapital + Integration | Vorne absenken |
Platzersparnisse sind ein wichtiger Anreiz für die Einführung automatisierter Regalsysteme und folgen tendenziell vorhersehbaren Mustern in Bezug auf die Gebäudehöhe, die wir als … bezeichnen. Würfel-WiederfangskurveMit zunehmender Gebäudehöhe gewinnt die Automatisierung deutlich an Bodenfläche, da Maschinen Lasten in 30 m langen Lagerbuchten sicher positionieren können, was Gabelstaplern nicht möglich ist. Unterhalb einer lichten Deckenhöhe von etwa 8 m ist die Verbesserung gering, steigt dann aber sprunghaft an. Automatisierung bietet daher zunächst Vorteile für Lagerhallen auf wertvollerem Gelände mit höheren Deckenhöhen, wobei der positive Effekt etwa der Höhe des höchsten typischen Gabelstaplers entspricht.
- Hoher, wiederholbarer Durchsatz
- Große lichte Höhe zum Wiedererlangen
- Teures Land oder Arbeitskräfte
- Kühllagerung (geringere menschliche Exposition)
- Niedriges oder saisonales Volumen
- Hohe Artikelvielfalt, langsam drehende Artikel
- Niedrige Decken (kleiner Würfel zum Zurückgewinnen)
- Häufige Layoutänderungen
Die zweite Spalte ist entscheidend. Das Intralogistikunternehmen Swisslog bringt es in Bezug auf das SKU-Profil klar auf den Punkt: „Größer ist nicht immer besser.“ Lagerfachleute in Branchenforen stimmen dem zu: Physische Automatisierung ist bei hohem, wiederkehrendem Volumen und klarer Amortisation wirtschaftlich sinnvoll, aber ungeeignet, wenn das Bestandsprofil sie nicht rechtfertigt. Automatisierung ist eine Entscheidung für den Durchsatz, keine Prestigefrage. Die Vorteile automatisierter Regalsysteme zeigen sich am deutlichsten im Vergleich zu traditionellen Lagersystemen: Wo traditionelle Regalsysteme Gänge halb leer lassen, erhöhen automatisierte Systeme die Lagerkapazität, steigern die Lagereffizienz und schaffen freie Lagerfläche – weshalb Kühlhäuser und Hochregallager diese Systeme häufig als erste einsetzen. Diese Regalsysteme verbessern die Hochregallagerung in Kühlhäusern erheblich, und da die besten Systeme für spezifische Lagerumgebungen konzipiert sind, ergibt sich die optimale Lagerung durch die Anpassung der Architektur an die Last und nicht durch Überbeschaffung – die Systeme sind hochgradig konfigurierbar. Die Verlagerung von Bedienpersonal aus den Gängen reduziert zudem das Risiko manueller Handhabung. Ergonomie-Leitlinien der OSHA Flaggen gelten als eine der Hauptursachen für Verletzungen in Lagerhallen.
Lagerdichte und Regalhöhe: Wie hoch kann man gehen?
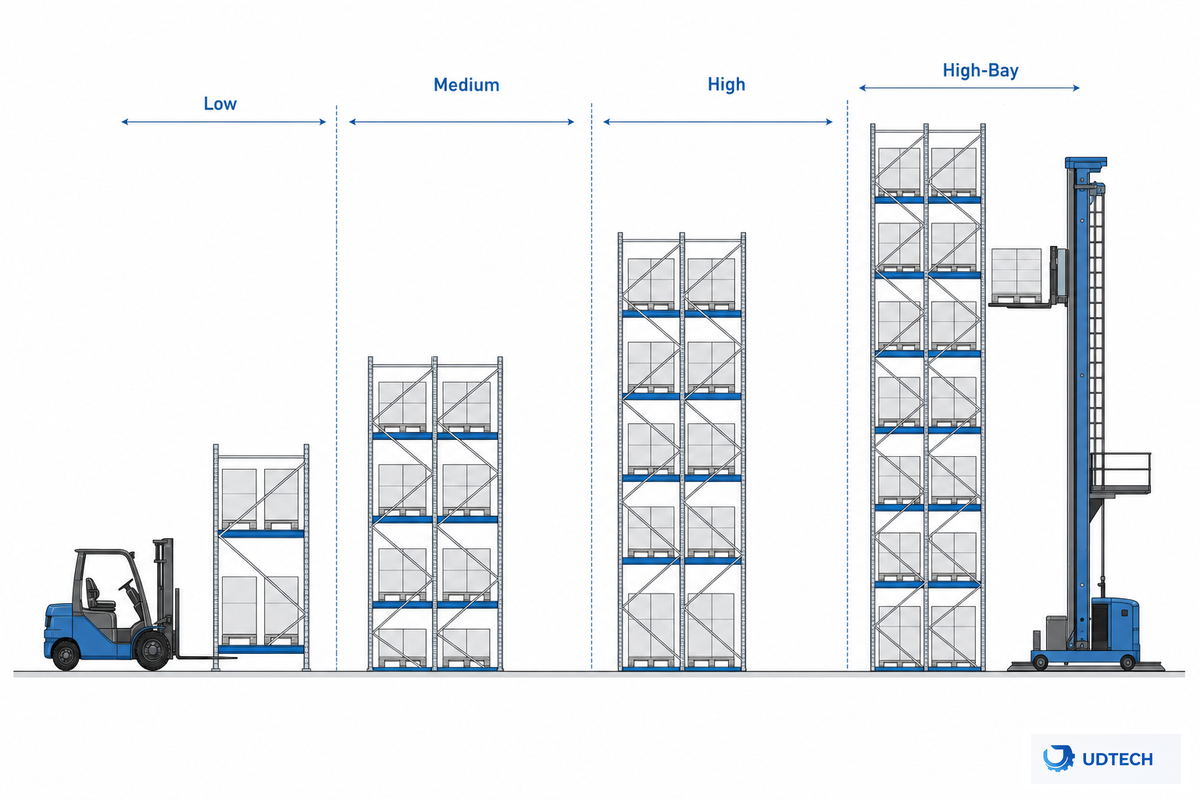
Automatisierte Systeme dienen hauptsächlich dazu, Bodenfläche zurückzugewinnen und mehr nutzbaren Lagerraum auf derselben Grundfläche zu schaffen; die Höhe ist daher das wichtigste Kriterium. Branchenweit werden Palettenregale in folgende Höhenkategorien eingeteilt: niedrig (2–4 m), mittel (5–8 m), hoch (8–12 m) und Hochregallager (12–30 m), wobei bei letzteren automatisierte Krane und Shuttles zum Einsatz kommen. In den USA sind Regalsysteme üblicherweise 8–24 Fuß hoch, automatisierte Hochregallager können jedoch bis zu 30 m hoch sein.
Die Höhe von Regalsystemen selbst ist selten begrenzt, wohl aber das Gebäude und die Ausrüstung. Die nutzbare Höhe entspricht der lichten Höhe abzüglich Hindernissen (Träger, Beleuchtung, Sprinkleranlage usw.). Konventionelle Geräte sind durch ihre Hubhöhe eingeschränkt (Gabelstapler ca. 3–5 m, Schubmaststapler ca. 8–10 m, Schmalgangstapler ab 12 m). Da ihr Potenzial nicht durch die Gabelstaplerbegrenzung eingeschränkt ist, dominieren automatisierte Systeme die Kategorie der Hochregallager. Durch die vertikale Lagerung der Waren anstatt der flächigen Lagerung maximieren automatisierte Regalsysteme die Lagerdichte und ermöglichen eine kompakte Lagerung, die manuelle Systeme nicht bieten können – und die Lagereffizienz steigt mit jedem Meter lichter Höhe. Oberhalb der Hochregalgrenze wird die Stabilität der Regale durch seismische Vorschriften geregelt, die auf den Gegebenheiten der Hochregallager basieren. FEMA/NIST-Richtlinien zur Erdbebensicherheit für Stahllagerregale.
Planen Sie die lichte Höhe als Ladungshöhe + Palettenhöhe + Sicherheitsabstand ein und lassen Sie zusätzlich 45–60 cm (18–24 Zoll) Freiraum nach oben für Sprinkleranlagen und Indexierung. Branchenrichtlinien weisen darauf hin, dass Regalsysteme ab einer Höhe von ca. 3,7 m (12 Fuß) eine lokale Brandschutzprüfung auslösen können. Hochregallager in Erdbebengebieten müssen gemäß ASCE 7-22 und ANSI MH16.1 berechnet werden. Überprüfen Sie die Tragfähigkeit der Trägerebene (üblicherweise 900–2250 kg/Ebene) anhand des tatsächlichen Palettengewichts und dimensionieren Sie bis zur Durchbiegungsgrenze L/180.
Was automatisierte Regalsysteme kosten: ROI & Amortisation

Automatisierte Regalsysteme haben keinen einheitlichen Preis: Ein einzelnes vertikales Karussell kostet etwa 70,000 US-Dollar, während ein komplettes Hochregallager in einer ganz anderen Größenordnung liegt. Entscheidend für die Kosten ist die Amortisationszeit, die sich nach dem Arbeitsaufwand und der eingesparten Lagerfläche richtet.
Ist ein automatisiertes Regalsystem teuer?
Ehrlich gesagt, kommt es auf das jeweilige Profil an. Die Kosten werden von vier Faktoren bestimmt: der Regalkonstruktion (mehr Stahl und engere Toleranzen als bei manueller Lagerung), den Entnahmegeräten (Shuttles, Kräne oder Roboter), der Software und Integration sowie der Installation. Als Richtwert nennen Fachmedien für die Lieferkette ein einzelnes vertikales Karussellmodul mit Kosten von rund 70,000 US-Dollar für MRO-Teile, während ein komplettes Hochregallager in einer ganz anderen Größenordnung liegt.
Anstatt einem bestimmten Preis hinterherzujagen, sollten Sie den Zeitpunkt mit dem modellieren, was wir als … bezeichnen. Amortisationsfenster für Pick-DichteDie Amortisationszeit verkürzt sich mit steigender Kommissionierdichte und höheren Lohnkosten. Ein Beispiel: Ersetzt ein System zwei Lagerarbeiter mit jeweils 55,000 US-Dollar Jahresgehalt (bei voller Auslastung), so werden jährlich 110,000 US-Dollar an wiederkehrenden Lohnkosten eingespart. Bei einem installierten System für 550,000 US-Dollar amortisiert sich die Investition allein durch die Lohnkosten in etwa 5 Jahren, ohne die eingesparte Lagerfläche (Lagerfläche kostet ca. 8 US-Dollar pro Quadratfuß) oder die reduzierten Fehlkommissionierungen zu berücksichtigen. Bei nur einem Bediener und geringem Durchsatz verlängert sich die Amortisationszeit über die Nutzungsdauer der Anlage hinaus. Dieser Faktor ist ausschlaggebend für die Investitionsentscheidung, nicht der Kaufpreis. Die Auftragsvolumina, die diese Investitionen rechtfertigen, steigen stetig. E-Commerce-Daten der US-VolkszählungDeshalb verschiebt sich die Rentabilitätsrechnung immer weiter in Richtung Automatisierung.
Wie man ein automatisiertes Regalsystem (und einen Lieferanten) auswählt

Beginnen Sie mit der Passform, nicht mit den Funktionen. Bevor Sie Anbieter vergleichen, führen Sie unseren sogenannten Test durch. 4-Gate-Automatisierungsbereitschaftstest – Vier Ja/Nein-Fragen. Werden alle vier Fragen richtig beantwortet, ist die Wirtschaftlichkeit gegeben; werden zwei oder drei Fragen richtig beantwortet, deutet dies in der Regel eher auf eine Teilautomatisierung (Palettenshuttle) als auf ein vollständiges automatisches Lager- und Kommissioniersystem hin.
- Volumen: Ist der Durchsatz hoch und wiederholbar (nicht saisonal oder unregelmäßig)?
- Würfel: Steht Ihnen eine lichte Höhe zur Verfügung (ungefähr 8 m+)?
- Kostendruck: Sind Grundstückspreise oder Mieten so hoch, dass sich eine höhere Bebauungsdichte lohnt?
- Arbeit: Sind die Arbeitskräfte im Gangbereich knapp, teuer oder schwer zu halten?
Kann ich ein bestehendes Lager mit automatisierten Regalsystemen nachrüsten?
Oft ja – aber es ist ein Planungsprozess, keine einfache Lösung. Nachrüstungen hängen von drei Faktoren ab: nutzbarer Raumhöhe, Ebenheit des Bodens und Tragfähigkeit (automatisierte Kräne und Shuttles benötigen engere Bodentoleranzen als Gabelstaplerverkehr) sowie der reibungslosen Integration der neuen Steuerungssoftware in Ihr bestehendes WMS. Die Integration von Altsystemen ist eine der häufigsten Hürden, daher sollte sie frühzeitig eingeplant werden.
Palettenshuttles lassen sich am einfachsten nachrüsten, da sie in herkömmliche Regalsysteme integriert werden können. Unternehmen, die automatisierte Regalsysteme in Betracht ziehen, sollten vor einer endgültigen Entscheidung ihren aktuellen Lagerbedarf und die Lagergröße mit dem zukünftigen Wachstum abgleichen. Die passenden automatisierten Regalsysteme und ein realistischer Implementierungsplan ergeben sich aus dieser Bedarfsanalyse und nicht aus den Verkaufsgesprächen der Anbieter.
Auf Lieferantenseite sollten Sie auf hauseigene Tragwerksplanung, Regalzertifizierung (z. B. RMI R-Mark oder gleichwertig), realistische Lieferzeiten und die Fähigkeit zur Maschinenintegration in Ihre Software achten – und nicht nur auf den reinen Stahlverkauf. Bei der Beschaffung von Regalsystemen und AS/RS-Hardware von einem spezialisierten Hersteller gehören folgende Lieferanten zu dieser Kategorie: Automatisierte Lagerregalsysteme – führender HerstellerDas Unternehmen positioniert sich als Hersteller von schlüsselfertigen AS/RS-Regalsystemen und bietet kostenlose Planung und Mustererstellung an. Unabhängig davon, welchen Anbieter Sie in die engere Wahl nehmen, vergewissern Sie sich, dass der Stahl den im nächsten Abschnitt genannten Normen entspricht, bevor Sie die Preise vergleichen.
Sicherheit, Vorschriften und Normen für automatisierte Regalsysteme
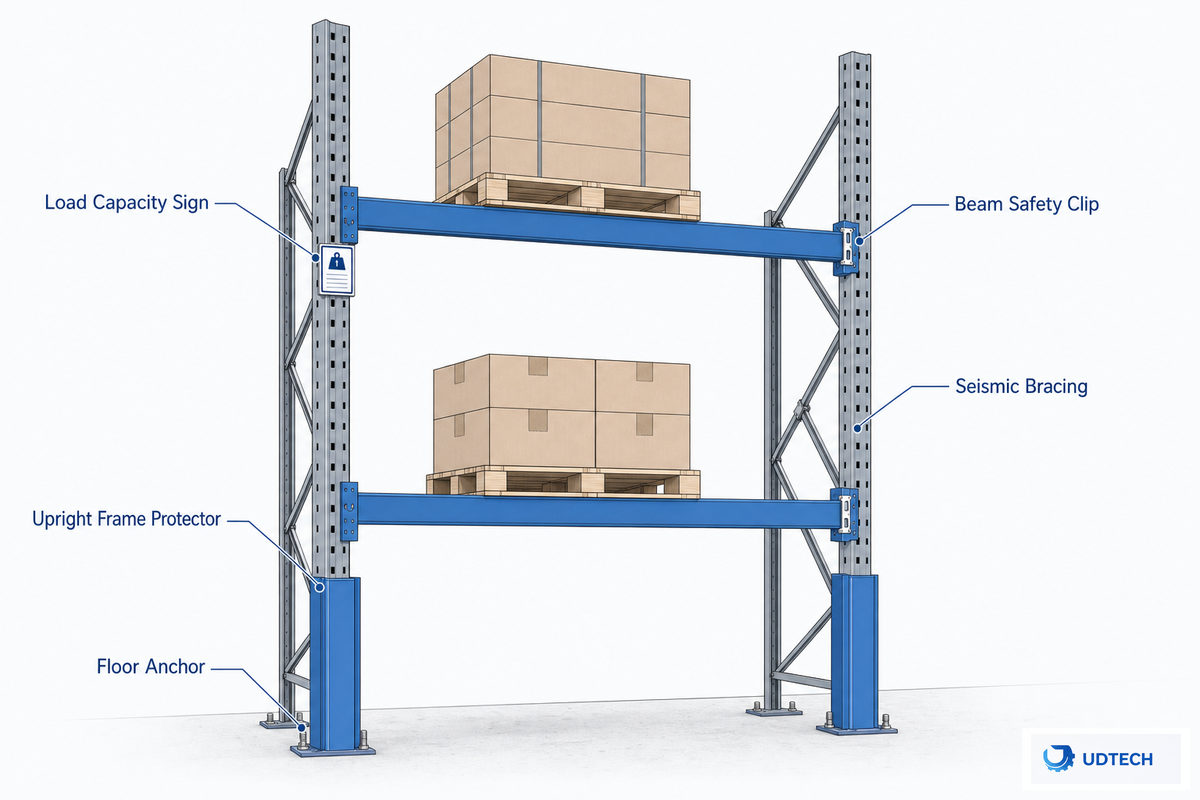
Automatisierte Regalsysteme bringen zwei Sicherheitsanforderungen mit sich, die Käufer oft verwechseln: die Regalstruktur und die Maschinen, die darin laufenSie unterliegen unterschiedlichen Regeln, und ein konformes Rack macht noch kein konformes System aus.
Sicherheit von Regalsystemen. In den USA werden Stahllagerregale gemäß ANSI MH16.1-2023, der aktuellen Ausgabe, die von der [Name der Organisation/Institution] herausgegeben wird, konstruiert und geprüft. Rack-Hersteller-Institut.
Beachten Sie den Anwendungsbereich: MH16.1 deckt selektive Lagerregale aus Stahl ab und gilt nicht für Einfahr-/Durchfahrregale, Kragarmregale, mobile Regale oder Regale aus anderen Materialien als Stahl, für die eigene Bestimmungen gelten. Ein zeitliches Detail führt zu Problemen bei vielen Spezifikationen: Laut dem Rack Manufacturers Institute bezieht sich der International Building Code 2024 auf die Ausgabe 2021 von MH16.1, während die überarbeitete seismische Methodik der neueren Ausgabe 2023 in spätere Codezyklen einfließen wird. Die seismische Auslegung selbst basiert auf ASCE 7-22 und den Bundesrichtlinien. FEMA/NIST-Leitfaden zu seismischen Aspekten bei Stahllagerregalen.
Auf dem Boden schreibt OSHA 29 CFR 1910.176 sichere Gangabstände vor, und 1926.250 schreibt vor, dass gestaffelte Lasten „gestapelt, in Regalen untergebracht, blockiert, ineinander verriegelt oder auf andere Weise gesichert werden müssen, um ein Verrutschen, Herabfallen oder Einstürzen zu verhindern“.
„Für den Einsatz von AS/RS sind extrem enge Toleranzen bei den Regalen erforderlich.“
Gezielte Regalsysteme: Die Grundlage der Lagerautomatisierung, Manufacturing.net
Maschinen- und Mensch-Roboter-Sicherheit. Diese Ebene wird von den meisten Regalrichtlinien vernachlässigt. Sobald Shuttles, Kräne oder Roboter im Gangbetrieb eingesetzt werden, sind Maschinenschutz- und Robotersicherheitsstandards – und nicht nur Regalvorschriften – maßgebend. Die OSHA-Richtlinien zur Robotik und die NIOSH-Forschung zur Arbeitsplatzrobotik weisen auf Gefahren wie Anstoßen, Einklemmen und Quetschen hin, insbesondere im manuellen Betrieb, bei Wartungsarbeiten und unerwarteten Bewegungen. Konkret bedeutet dies: Zugangskontrollierte Gänge, Verriegelungen und Präsenzsensoren an Zugangstüren, Sperr- und Kennzeichnungsverfahren für Wartungsarbeiten sowie die Einhaltung von Robotersicherheitsstandards wie ANSI/RIA R15.06 / ISO 10218. Beide Ebenen müssen berücksichtigt werden, sonst besteht das Regal die Prüfung, das System jedoch nicht.
Branchenausblick: Was treibt die Entwicklung automatisierter Regalsysteme im Jahr 2026 an?
Die Triebkräfte für die Automatisierung sind struktureller Natur, nicht bloßer Hype. Es herrscht anhaltender Fachkräftemangel und steigende Löhne für Lagerarbeiter, was die Amortisationszeiten verkürzt. Die Vielzahl an E-Commerce-Artikeln und die Erwartung der taggleichen Auftragsabwicklung erfordern Automatisierung, um die Durchsatz- und Genauigkeitsgrenzen von stationären Regalsystemen zu überwinden. Zudem werden Grundstücke für Industrieanlagen immer teurer, wodurch sich die Kosten für die Nutzung vertikaler Flächen rechtfertigen. Niedrigschwellige Automatisierungssysteme wie Palettenshuttles, auf AMR basierende Würfelsysteme und Mikro-Fulfillment-Center machen Automatisierung auch für mittelständische Unternehmen zugänglich, die zuvor nicht in ein kranbasiertes automatisches Lager- und Kommissioniersystem (AS/RS) investieren konnten.
Die zunehmende Automatisierung in der Branche wird durch Daten belegt: Laut dem MHI-Branchenbericht 2025 haben über 40 % der Unternehmen Automatisierung in ihre Abläufe integriert oder planen dies. Einer Studie aus dem Jahr 2026 zufolge arbeiten bereits 29 % der Lager mit automatisierten Lager- und Kommissioniersystemen (AS/RS), einschließlich Vertikalliftmodulen. Auch die regulatorischen Rahmenbedingungen entwickeln sich weiter: Die Erdbeben- und Stabilitätsberechnungen für MH16.1 wurden 2023 aktualisiert. Da sich die Bauvorschriften in verschiedenen Regionen weiterentwickeln, sollten Unternehmen, die in Erdbebengebieten automatisierte Hochregallager einsetzen wollen, die neue Methodik möglichst frühzeitig anwenden, um spätere Nachrüstungen zu vermeiden. Für die meisten Unternehmen liegt die Lösung nicht in der Automatisierung aller Betriebsabläufe, sondern in der jährlichen Überprüfung des 4-Gate-Tests, da die wirtschaftliche Schwelle für die Regalautomatisierung im gesamten Lagerbetrieb sinkt. Die Zukunft automatisierter Regalsysteme liegt in modernen Lagern, die intelligentere Lagerlösungen auf Basis fortschrittlicher, skalierbarer Systeme nutzen – ein automatisiertes Lagersystem, das mit dem Bedarf wächst und in dem Lagerlösungen und automatisierte Lagersysteme zunehmend darüber entscheiden, welche Unternehmen wettbewerbsfähig bleiben. Käufer, die Hochregallager spezifizieren, sollten die Erdbebensicherheit der Regalsysteme gemäß den Bundesrichtlinien berücksichtigen. FEMA/NIST-Seismikleitfaden wenn die Methodik von 2023 in die Bauvorschriften Einzug hält.
Häufig gestellte Fragen
F: Worin besteht der Unterschied zwischen automatisierten Regalsystemen und automatisierten Lagerregalen?
Antwort anzeigen
F: Können automatisierte Regalsysteme in Kühlhäusern eingesetzt werden?
Antwort anzeigen
F: Kann ich ein bestehendes Lager mit automatisierten Regalsystemen nachrüsten?
Antwort anzeigen
F: Ist bei automatisierten Regalsystemen Wartung erforderlich?
Antwort anzeigen
F: Ist ein Palettenshuttle eine Art von automatisiertem Regalsystem?
Antwort anzeigen
F: Welche Unternehmen sollten in automatisierte Regalsysteme investieren?
Antwort anzeigen
F: Was kostet ein automatisiertes Lagerregalsystem?
Antwort anzeigen
Über dieses Handbuch
UDTECH (Suzhou UDTECH Technology Co., Ltd.) fertigt Spezialanlagen für Branchen wie Kunststoffextrusion, Lebensmittelverarbeitung, Papierherstellung und Laser-CNC-Bearbeitung. Wir erstellen technische Betriebshandbücher für Hersteller, Exporteure und Anlagenpersonal, die ihre Lagersysteme selbst betreiben. Unser Unternehmen vertreibt keine Lagerregalsysteme. Diese Anleitung basiert auf Herstellerdaten, aktuellen Branchenstandards (ANSI/OSHA/ASCE) und den Ergebnissen von Branchenumfragen aus den Jahren 2025 und 2026, einschließlich spezifischer Leistungsdaten von Anbietern. Das Redaktionsteam von Suzhou UDTECH Technology hat diesen Artikel geprüft.
Referenzen & Quellen
- 29 CFR 1910.176, Umgang mit Materialien, Allgemeines – Arbeitsschutzbehörde (OSHA)
- 29 CFR 1926.250, Allgemeine Anforderungen an die Lagerung – OSHA
- ANSI MH16.1-2023, Industrielle Lagerregale aus Stahl – Amerikanisches Nationales Normeninstitut / Institut der Rackhersteller
- Aktualisierte seismische und Stabilitätsmethodik für Regalkonstruktionen, die vom IBC übernommen wurde – Rack Manufacturers Institute (RMI)
- Seismische Überlegungen für Stahllagerregale – FEMA / NIST (NEHRP)
- Institut der Rack-Hersteller (RMI) – MHI
- Systemregale: Die Grundlage der Lagerautomatisierung – Manufacturing.net
- ISO 10218 / ANSI RIA R15.06 – Roboter und Robotergeräte: Sicherheitsanforderungen für Industrieroboter (nach Bezeichnung; zitiert im Abschnitt Sicherheit)
Mehr von UDTECH
- UDTECH Industrieproduktionsanlagen – Kunststoffextrusion, Lebensmittel-, Papier- und CNC-Lasersysteme.
- CNC-Maschinen und Fabrikautomation
- Über UDTECH