



讓我們來看看我們介紹擠壓工藝的部落格文章。我們還將討論塑膠產品和鋁的製造。在本條目中,我們將詳細介紹擠出工藝,並介紹其一些獨特的功能、用途和優點。本文主要針對該行業的新手,將提供了解擠壓及其完成方式所需的背景資訊。那麼,現在讓我們進入帖子中最有趣的部分——塑料和鋁的擠壓,它將當代鋁和塑料產品變成現實。
「擠出」一詞指的是什麼?
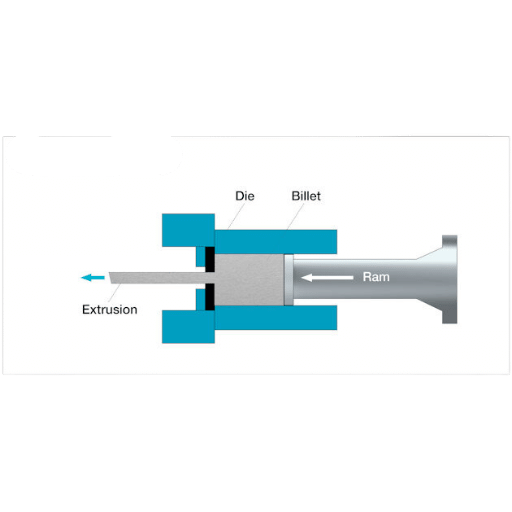
掌握擠壓過程
固定所需產品幾何形狀的橫截面並透過模具推動或拉動材料(例如塑膠或金屬)的操作稱為擠壓。該材料通常是熔融或半軟化的,因此很容易流動。在此步驟中,材料將呈現材料離開模具時的模具間隙的形狀和尺寸。
擠壓為其用戶帶來了許多好處,包括生產具有相當均勻性和準確性的複雜形狀部件。這種適應性很強的程序可用於許多行業,包括汽車、建築和包裝。學習擠壓工藝的工作原理是學習這種生產方法所涉及的藝術和技能,以及它在製作我們日常使用的不同物品中的重要性。
擠壓在哪些方面與其他製造工藝相比脫穎而出?
製造具有高度均勻性和準確性的複雜三維形狀是擠出製程的獨特之處。相較之下,一些傳統方法需要去除一些材料,例如切割或成型,擠出將天然或合成聚合物推過模具。因此,可以在機器的整個運作過程中連續生產具有恆定橫截面積的零件。這些工藝的顯著總體特徵之一是其應用的廣泛性和簡單性,因為它們可用於許多行業,例如汽車、建築和包裝,以保持領先地位。在適當的指導下,對成型材料的欣賞變得更加容易,並且表現出極其細膩的態度,以收集對需求的理解並將其反彈以提供我們日常生活中使用的產品。
擠壓模具的重要性
擠壓模具可能是最重要的工具之一 塑膠擠出工藝。它是一種透過模孔開口擠壓熔融塑膠而形成熔融塑膠的專用設備。它獲得的形狀取決於擠出模具,這基本上決定了模具的用途。模具由金屬板或金屬塊切割而成,並根據擠壓產品的橫截面以高公差製成。
模具輪廓必須精心製作,因為擠壓橫截面的形狀應在整個擠壓過程中保持一致。理想的配件被認為是由耐用材料製成,例如工具鋼或硬質合金,因為這些材料的強度足以承受所涉及的工藝所集中的高壓和高溫。模具輪廓(包括長度和寬度以及其他內部特徵)被分類為根據相應產品所需條件量身定制的零件。
擠出過程的最後一步包括將 160 至 180 度的溫度注入到裝有金屬元件的桶中的熔融塑膠中,並使用機器引導元件以設定的速度穿過模孔,直到它們冷卻。一旦這些元件穿過模具的孔,它們就會形成管材、片材、型材甚至複雜的形狀,這些形狀都是透過擠壓過程形成的。
就擠出產品的品質而言,擠出模具可能是整個擠出系統中最重要的元件。它是一種複雜的設備,應該經過適當的設計、製造和維修才能有效運作。塑膠材料的類型、最終產品的特性以及生產過程的需求等問題都會影響擠出模具的設計和選擇。
總而言之,擠出模具是擠出機的一個組成部分。 塑膠擠出工藝 因為它是形成熔融流動塑膠材料最終形狀的設備。需要強調的是,該模具是專門設計和製造的,旨在獲得具有均勻尺寸和屬性的完美擠出製品。
塑膠擠出過程在工業背景下是如何完成的?
適用於塑膠擠出的不同形式的聚合物包括:
- 聚乙烯 (腳): PE 是一種非常常見的聚合物,具有良好的衝擊強度和柔韌性。它非常經濟,用於包裝薄膜、管道和電線塗層。
- 聚氯乙烯 (PVC): PVC 是一種因其特性而享有盛譽的聚合物,並且被認為具有阻燃性。這些特性使該聚合物適用於建築材料、電纜和窗型材。
- 聚丙烯 (PP):聚丙烯(PP)是一種低密度聚合物,具有良好的耐化學性和熱穩定性。這使得 PP 適合材料加工領域的廣泛應用。這種聚合物通常用於汽車零件、包裝和家用電器。
- 聚苯乙烯(PS)是一種易於重整的聚合物,可以加工成輕質、剛性的產品。常用於食品客戶、一次性餐具、保溫材料等。
- 丙烯腈丁二烯苯乙烯 (AB):一種堅韌的聚合物,可抗衝擊且非常耐熱。該聚合物的主要常見用途是汽車零件、商品和電子外殼。
由於這些聚合物可以包含各種取向和特性,製造商可以選擇最合適的材料來實現理想的擠出應用。
常見塑膠材質及其用途
由於我在塑膠擠出行業的經驗,我熟悉塑膠的各種用途。例如:
- 聚乙烯 (PE): PE 是一種工程塑膠聚合物,具有很強的耐化學性和耐磨性。它用於食品包裝、外帶容器以及絕緣材料。
- 聚氯乙烯 (PVC): PVC因其良好的電絕緣性而成為最常見的塑膠材料之一。它用於管道、窗框和乙烯基瓷磚。
- 聚丙烯 (PP) 是一種堅固但又薄又軟的塑料,可以耐高溫。它用於汽車、包裝和一些醫療設備。
- 丙烯腈丁二烯苯乙烯(ABS):ABS 是一種堅固、精細的塑料,具有出色的保溫性。它用於汽車零件、一些家用電器,甚至一些專用電子產品。
這些塑膠材料有一系列應用,擠出就是其中之一,製造商可以選擇最適合其需求的塑膠。
製造業的擠壓有哪些種類?
熱擠壓製程及優點概述
熱擠壓是一個高度相關的工業過程,涉及將材料加熱到再結晶溫度以上,然後迫使其通過模具以形成所需的形狀。此過程通常使用金屬和熱塑性塑膠完成。
透過熱擠壓工藝,現在和在可預見的將來可以享受很多優點。其中包括製作高度準確且完全一致的複雜表格的能力。由於溫度升高,材料變得更具延展性並且更容易成型。此外,熱擠壓通過去除內部空腔和提高材料密度來提高最終工件的整體品質。結果是一個更強大、更持久的組件。
熱擠壓有利於難以拉伸的材料,因為升高的溫度使它們更容易拉伸並且不會失去機械性能。此外,它還可以快速批量生產細節,因此該技術降低了生產產品的價格。
熱擠壓的使用擴大了金屬利用率,節省了浪費,並提高了生產效率。然而,這種方法普遍應用於汽車、航空航太、建築和消費品產業等領域,所有這些領域都需要高、精確且具成本效益的產出。
製造過程中與冷擠壓製程相關的好處
这 與流程相關的效益 冷擠壓在製造過程中的應用,例如批量生產、複雜和薄截面形狀的擠壓(主要為圓形或多邊形橫截面)以及最終產品尺寸的控制等,概述了該方法本身的優勢。冷擠壓是在亞再結晶溫度條件下對工件進行冷擠壓,可節省能源成本並提高材料的強度。由於所有這些,可以獲得從具有窄公差的複雜設計到薄壁截面和光滑表面的各種特徵。另外值得注意的是,金屬冷擠壓提高了初級原料的產量,並且比其他擠壓方法減少了原料浪費。其應用涵蓋汽車、電子和製造業,以及擠壓型材的精度和品質至關重要的一系列其他產業。由於此方法的成本效益和原料的回火相對較低,冷擠壓方法反而有利於以不浪費的方式封裝大量材料。
了解直接擠壓和間接擠壓之間的差異
有兩種執行擠壓或壓制的基本技術:直接法(有多種優點)和間接法(也有其應用領域)。
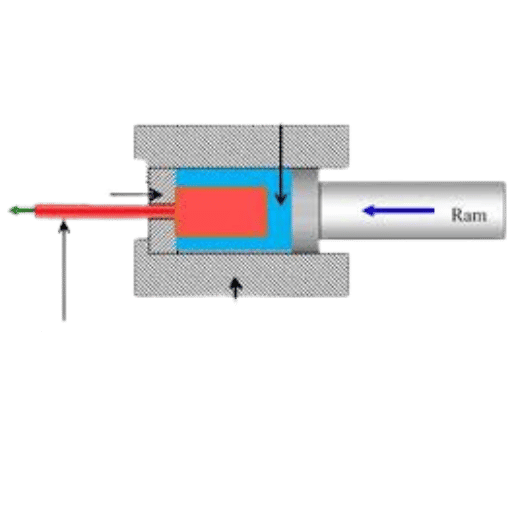
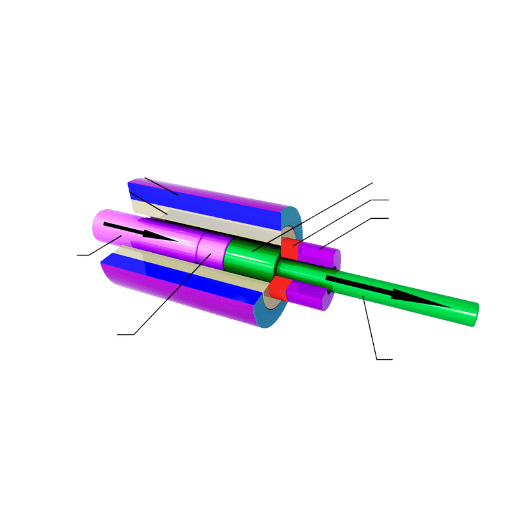
- 直接擠出:直接(或正向)擠壓是指將原料或坯料放入容器中,稱為「容器模具」。模具的操作側有一個開口。最終結果是,沖頭迫使初學者將材料推過模具,從而能夠形成所需的圖案。通常,當橫斷面規則或不複雜或擠壓產品均勻時,採用正向擠壓。
- 間接擠壓: 由於作用不同,巴赫什擠壓被認為是直接擠壓的逆過程。在這裡,鋼坯靜止不動,同時具有負形狀的空心沖頭朝它移動。這導致撞錘將材料移動通過模具,並在撞錘轉動時形成所需的圖案。間接擠出通常用於較不複雜或複雜的圖案。
- 然而,這兩種技術都有優點,直接和間接技術可以服務於不同的目的。應該指出的是,擠壓材料的特性、形狀和複雜性,甚至生產效率決定了最佳方法。
應該強調的是,選擇直接擠出還是間接擠出取決於多種因素,例如最終產品的預期特性、起始材料的特性以及生產的特殊考慮因素。也建議與擠出專家交談並考慮您的應用要求。這可以極大地幫助選擇最佳方法以獲得最佳結果。
鋁擠壓製程與其他製程有何不同?

鋁的金屬擠壓工藝
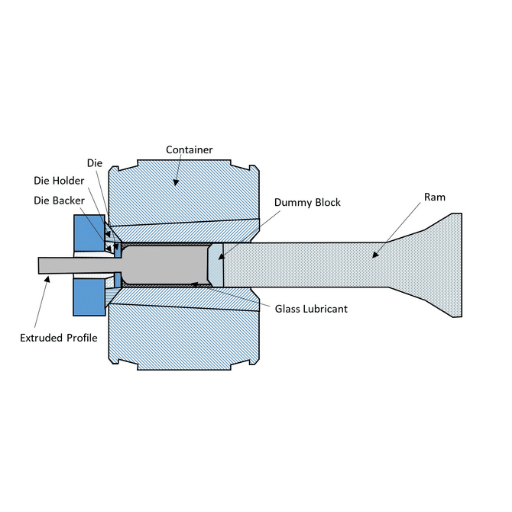
金屬擠壓方法是鋁冶金所特有的,涉及機械或液體壓力將鋁螺栓壓在模具上,使其達到所需的形狀。此製程利用鋁的熔化溫度低、易變形的特性,透過精確的測量來製作複雜的型材。第一步包括加熱鋁螺栓,為擠壓機中的模具做好準備,在擠壓機中鍛造成型螺栓。合併的鋁型材可以進行調節或塗層以滿足所需的需求。這種方法的優點在於它準確、靈活且廉價,這就是為什麼它在建築、汽車、航空航太和消費品領域廣泛採用的原因。
擠壓鋁製程在工業上的優勢
的應用 擠壓鋁 工業過程中的過程是無數的。可以說,這種製造方法應用於建築業、汽車、航空航太等領域。建築:鋁型材廣泛用於各種行業,例如窗框、帷幕牆、門和其他此類結構元件。鋁相對較輕但堅固耐用,因此可以為建築物創建美觀、時尚且節能的系統。
- 汽車: 在汽車產業,鋁型材對於生產可減少燃料消耗和碳排放的輕量零件至關重要。應用包括底盤結構、熱交換器、座椅框架和碰撞管理系統。
- 航空航天: 鋁型材在航空航太領域具有潛在的應用,可用於飛機結構件,如機翼結構和機身,以及機艙內部配件。鋁的高強度重量比和耐腐蝕性能使其成為航空航天經濟生產中非常有用的材料。
- 消費品: 鋁型材也用於生產各種電器、家具、體育用品和電子產品。可以生產具有非常複雜的形狀和尺寸控制的鋁型材,這對該領域的客戶和製造商很有吸引力。
這些行業將在設計靈活性、成本效益、耐腐蝕性、回收能力以及透過使用鋁擠型製造具有緊密公差的複雜形狀方面獲得廣泛收益。這些優點和鋁的適應性使擠壓成為滿足不同行業各種要求的最佳方式。
哪些變數決定擠出比和產品品質?
擠出比及其對產品性能的影響
身為鋁擠型專家,我可以堅定地說,截面縮小率是最重要的因素之一,因為它也是最終產品性能的決定因素。擠壓比是透過確定工件的橫截面積並將其除以模具上的開口面積來計算的,它會影響材料的流動、內力以及開口形狀工件內存在的空隙。
增加擠壓比可以提高元件的機械性能,例如其強度和結構完整性——這樣的結果源於這樣一個事實:擠壓比較高時,材料在擠壓模具時會達到更大的密度,因為其微觀結構變得均勻。增加擠壓比可以使加工更加精確,公差更嚴格,從而使最終輸出的品質均勻。
然而,在評估確定何種擠出比時,需要注意的是應保持最佳範圍。值得注意的是,極高的比率會導致模具偏轉、擠壓力和更大的能量需求。另一方面,低於要求值的擠壓比將導致缺乏足夠的塑性變形量,這是不利的,因為它會導致工件的表面粗糙度和機械性能較弱。
最後,應根據製造商想要達到的擠出性能來調整擠出比。透過這樣做,製造商將實現精確的尺寸精度、適當的機械強度,以及最重要的產品品質。
顯然,速度會影響擠壓物件時獲得結果的方式。
已經確定,速度是製造擠壓物體時最重要的因素之一。由於它們的相關性,以下是討論這些主題時需要關注的一些關鍵問題。
- 物料流量和擠出壓力: 控製材料在模具中的流動行為以及擠出過程中由於模具閉合而承受的壓力也很重要。在大多數情況下,材料以較高的速率流出,並且需要更大的壓力才能以高擠出速度將其擠壓通過模具。
- 傳熱和冷卻:擠出速率越高,材料離開模具後的冷卻速率越高。這種趨勢可能並不理想,因為在較慢溫度下冷卻的材料在金屬晶體內含有更精細的結構,這意味著在微觀尺度上結合的多種特性會更強。
- 表面處理: 因此,可以得出結論,被擠壓產品的表面要求也應決定擠壓發生的速度。例如,儘管擠出平滑,但較低的表面要求將需要較低的速度。
- 產品尺寸及公差: 由上可見,擠壓速率會影響擠壓產品的精確測量和公差。更高的擠出速度可以帶來更好的尺寸精度、更高的公差和更高的產品品質。然而,有必要考慮特定產品的需求並確定最佳速度,以確保尺寸細節足夠。
另一個考慮因素與擠出速度有關,這需要在其他參數和材料特性的背景下考慮。因此,必須充分了解擠出工藝,並特別優化多個參數以獲得預期結果。
確保擠壓產品表面粗糙度的最大精度
在擠壓的情況下,為了達到所需的最佳表面增強效果,必須考慮許多因素,其中之一就是擠壓速度;此參數可以決定最終產品的表面品質。因此,達到適當的擠出速度對於確保至少可接受的表面品質至關重要。
已經確定擠出速率影響表面光滑度;更高的速度會增加過程中的平滑度。然而,重要的是要避免可能導致表面缺陷的非常高的值。使用正確的擠出速度可以達到客戶期望的表面紋理水平。
擠出速度與其他製程條件和材料性能有關。因此,為了使擠出製程實現既定目標,需要徹底了解製程並控制加工過程中涉及的各種參數。
透過將擠出速度與要生產的特定產品的特性相關聯,可以確保滿足擠出產品所需的表面粗糙度。這提高了產品的整體質量,以滿足客戶和特定行業的品質標準,尤其是透過這種方法製造的擠出物。
常見問題(FAQ)
Q:您對擠出製程有何了解?
答:根據 ExtruTech International 的說法,擠壓是透過迫使材料通過模具來在材料上形成壓痕。該工藝特別適用於許多塑膠和鋁製品的生產,其中它有助於模製在模具中形成的連續結構,例如管材、板材等。
Q:塑膠擠壓與鋁擠有何不同?
答:與鋁擠型相比,鋁材經過預熱,然後連續通過模具,以製成更堅固的型材。在前一類塑膠擠出中,顆粒等原料被熔化並使用擠出機強制通過模具。
Q:您認為擠出機在擠出過程中扮演什麼角色?
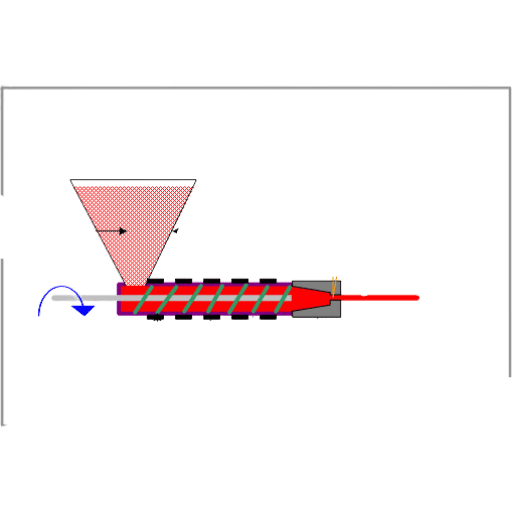
答:擠出機是擠出設備中最重要的部分,因為它可以透過模具推動或拉動材料。通常,它具有支撐材料移動和成形的螺桿系統,這是鋁和塑膠擠壓工藝的基本要求。
Q:可以介紹一下雙螺桿擠出機的工作原理和用途嗎?
答:在雙螺桿擠出中,擠出機內部有兩個相互嚙合的螺桿,用於有效地混合和咀嚼物料。該方法經常用於複雜的配方以及食品和藥品混合且需要更多混合和剪切的領域。
Q:什麼是靜壓擠壓,它與普通擠壓有何不同?
答:簡單來說,靜壓擠壓是一種金屬成形技術,其中金屬在被迫通過模具之前受到高壓流體的壓縮力。該過程比傳統方法具有更小的摩擦力和剪切應力。
Q:型材擠壓在製造業有哪些優點?
答:當需要大規模生產沿長度均勻的複雜形狀時,需要使用型材擠壓,這需要非常嚴格的公差。這種加工方式非常適合需要大量生產窗框、汽車零件等的行業。
Q:溫擠壓與冷擠壓、熱擠壓等其他擠壓形式有何比較?
答:透過溫擠壓方法加工的材料處於室溫和熔點之間的中間溫度,與使用冷或熱壓制方法相比,特別是對於金屬而言,可增強柔韌性並更容易成型和成型。
Q:擠出原理以什麼方式融入 3D 列印機?
答:3D 列印機首先加熱熱塑性長絲,將其穿過噴嘴,然後使用它添加層以形成 3D 形狀。積層製造已經取得進步,並成為快速客製化零件生產的關鍵。
Q:什麼情況下會果斷選擇注塑代替擠出?
答:當必須小批量製造具有細節和精確幾何形狀的零件時,通常會採用這種方法。雖然生產一系列擠壓製品(例如管材或型材)具有成本效益,但注射成型可用於製造許多不同的組件和零件。
參考資料
- 基於擠壓的增材製造:
- 特納等人的評論論文。 (2014) [(Turner 等人,2014 年,第 192–204 頁)]系統地回顧了有關熔融沈積建模(FDM)和類似的基於擠出的增材製造製程的製程設計和數學建模的文獻,這些製程是基本的製造技術。描述了擠出過程的關鍵要素,包括進料機構、液化器和列印噴嘴。對估計電機扭矩、功率、熱通量、剪切力和壓降的模型進行了審查。
- 吳等。 (2020) [(Goh 等人,2020 年,第 113–133 頁)] 回顧了使用材料擠出製造的積層製造聚合物材料的機械性質。他們整合了拉伸、壓縮、彎曲、夾層、疲勞和蠕變性能的數據,並討論了列印參數對各向異性的影響。
- 阿爾蒂帕爾馬克和埃爾比勒 (2021) [(圖梅爾和埃爾比勒,2021 年)] 綜述了基於擠出的 3D 列印中用作原材料的 PLA 複合材料的化學、性能和製備方法。他們也討論了PLA複合材料在生物醫學、組織工程和智慧紡織品等各個領域的應用。
- 熱塑性材料的擠出:
- 萊萬多夫斯基和威爾欽斯基 (2022) [(萊萬多夫斯基和威爾欽斯基,2022)] 回顧了聚合物材料雙螺桿擠出的建模,包括製程建模、CFD 建模、最佳化和縮放的全局方法。
- 巴列塔等人。 (2024) [(巴列塔等人,2024)] 對可生物降解的聚(丁二酸丁二醇酯)(PBS)的熔融加工進行了嚴格的審查,涵蓋了加工參數對材料性能的影響。
- 陳和馬努庫爾 (2023) [(Chen 等人,2023 年,第 511–536 頁)】回顧了用於擠出生物列印的生物墨水和生物材料解決方案的最新進展,重點關註生物墨水的合成、表徵以及生物墨水特性對列印過程的影響。
- 基於擠出的生物列印:
- 庫克和羅森茨威格 (2021) [(庫克和羅森茨威格,2021)] 概述了生物墨水的重要流變參數和評估印刷適性的方法,以及生物墨水流變學對細胞活力的影響。
- 吉利斯皮等人。 (2020) [(吉利斯皮等人,2020)]審查了用於評估基於擠出的生物墨水的可印刷性的措施,強調需要改進評估技術和標準化。
- Malekpour 與 Chen (2022) [(Malekpour 和 Chen,2022)] 回顧了基於擠出的生物列印中的可列印性和細胞活力的文獻,強調了實驗、計算和機器學習方法的使用。
- 擠壓
- 金屬






