




雷射焊接能夠精確、快速、靈活地連接各種材料,同時保持出色的強度和承受最小的變形,從根本上改變了現代製造業。其作為解決方案的巨大價值在汽車、航空航太、電子甚至醫療設備製造業中都得到了充分體現。這篇部落格文章探討了最有效的雷射焊接技術類型,詳細介紹了它們各自的應用、優勢以及各種項目的其他考慮因素。對雷射焊接前景感興趣的專業人士和業餘愛好者都會發現本指南闡明了可用的關鍵選項,並幫助他們做出導致最佳結果的決策。
什麼是 主要類型 of 激光焊接?
雷射焊接包括幾種主要類型,每種類型均針對特定用途:
鎖孔焊接
高強度雷射光束聚焦於一個區域,使材料氣化並形成一個“鎖孔”,從而實現深窄焊接,也稱為鎖孔焊接。該技術可提供航空航天和汽車工業必不可少的高強度和高精度堅固焊接。
傳導焊接
傳導焊接技術採用強度較低的雷射光束,加熱材料表面而不會穿透太深。這種焊接形式在美學和製造方面非常突出,因為它用於電子和珠寶中的薄材料。
混合雷射焊接
該技術與 MIG 或 TIG 焊接結合使用,可提高焊接的效率和品質。這種方法最適合大型結構或需要堅固耐用接頭的地方。
衝擊焊接
這是使用短雷射脈衝完成的,非常適合電子和醫療設備中使用的精密微焊接組件。
每種焊接類型都有其優點,可以滿足專案的特定需求,包括材料厚度、精度和應用範圍。
理解 傳導焊接
傳導焊接。在熱傳導焊接中,透過熱傳導加熱要連接工件的表面並形成焊接。透過將工件加熱到略低於其熔點的溫度來產生焊接。這種焊接通常用於薄材料應用中,以減輕結構變化的影響。這對於精密焊接任務來說是理想的。它易於操作,從而保證了它在電子和航空航天等精度、控制和表面完整性至關重要的各個行業中的應用。
的過程 鎖孔焊接
鎖孔焊接是最精確的焊接方法之一,因為它利用高度集中的熱量在工件上產生「鎖孔」或小圓柱形孔。這通常透過雷射或電子束焊接來實現,其提供所需的雷射焊接和電子束焊接滲透。鎖孔的形成和維持是透過蒸發材料的蒸氣壓與其周圍液態金屬之間的微妙平衡來實現的。
透過鎖孔可以形成深而窄的焊接,且變形很小,從而顯著提高單向焊接厚材料的效率。最新發展表明,鋼材中深度超過 20 毫米的高品質焊接。因此,它在造船、發電廠建設和汽車製造等需要堅固可靠接頭的行業中受到極大青睞。
鎖孔焊接的一大優點是減少浪費的時間和資源。有證據表明,用雷射進行小孔焊接可將焊接速度提高到每分鐘 5 公尺以上,從而提高生產率。此外,即時檢查工作過程中參數的監控系統的開發提高了自動化過程的準確性,從而提高了工業工作的精度和可靠性。
探索 深熔焊接
深熔焊接 (DPW) 是一種獨特的焊接類型,利用集中在單點(雷射或可操縱焊接光束)的能量深入材料中。由於變形範圍內的焊接較窄且縱橫比較高,DPW 適用於間隙更深、更窄的接頭,從而可實現強力焊接且破壞性改變最小。熱影響區 (HAZ) 是材料中大致進入焊縫顯微鏡範圍的區域,在深熔焊接中,它們較小,因此說它們與原始特徵一起保留下來,並且熱應變較小,同時系統中的粗顆粒金屬較低,是多孔非剛體材料 (PNBM) 原型 TSB-2333 C。
過去十年雷射機制的進步提高了深熔焊接的效率。例如,20kW 功率以上的光纖雷射可在航空航天和海洋工程等領域焊接厚度達 25 毫米的鋼材。此外,先進的穩定性焦點以及光束清晰度使焊接即使在非 strcmp(const char*, const char*) 的條件下也能達到外科醫生級別的一致性。
除了上述優點之外,DPW 系統還能更精確地控制工作速度,目前估計為每分鐘 5-10 米,從而縮短超快生產時間,同時保持品質不變。除了不銹鋼之外,更多不同的材料不僅可以連接在一起,而且必將擴大其應用範圍,涵蓋依賴鋁合金的結構工程子領域。
最終,製程檢測和閉環控制系統的結合促進了焊接過程中的即時品質保證自動化。這些系統有助於緩解孔隙率或不完全融合等問題,從而減少返工並提高效率。
如何 激光焊接機 工作?

的組成部分 激光焊接機
每台雷射焊接機均由幾個組成部分組成,它們共同作用,在焊接過程中實現顯著的效率和準確性。這些部分包括:
激光光源
作為機器的主要部分,雷射光源負責產生焊接過程中使用的強雷射光束。常用的雷射器包括光纖雷射、CO2 雷射和 YAG 雷射。例如,光纖雷射的功率根據應用不同從 200W 到 10kW 以上不等,以其高效的能量和光束品質而聞名。
光學傳輸系統
該系統由透鏡、鏡子和光纖組成,將雷射光束引導至指定焊接區域,同時協助聚焦到特定點。借助聚焦光學系統,光束直徑可達到小至 50 微米,從而確保狹窄接頭和複雜設計的精度。
工件作業系統
這包括在焊接過程中重新定位或移動工件的 CNC 控制平台、機械手臂、甚至龍門系統。這些系統對於在大規模生產中實現均勻的焊接接頭至關重要,因為運動精度高達微米。
冷卻系統
雷射焊接過程中會產生大量熱量,需要使用冷卻系統以確保機器正常運作並避免過熱。冷卻裝置通常採用水或空氣進行冷卻,但高功率工作的系統往往使用閉環冷卻器進行冷卻。
控制單元
控制單元負責操作機器模組的雷射功率、脈衝長度和機器的焦點位置。更複雜的系統利用可程式邏輯控制器 (PLC) 來設定參數並提供介面來即時查看資訊。
供氣系統
雷射焊接使用多種保護氣體
保護罩使用這些氣體來阻止焊接區域的氧化和污染。所使用的保護氣體類型在很大程度上取決於被焊接的材料,但它也會影響焊接的強度和外觀。
光束輸送噴嘴:雷射切割和焊接製程不可或缺的組件之一。
噴嘴將雷射和保護氣體置於正確的位置,以便它們能夠聚焦在需要焊接的區域。不同的幾何形狀或應用具有專門的噴嘴設計,以提高焊接過程的效率。
監測和品質控制系統
裂紋和飛濺是即時缺陷,可以透過監測焊接的先進感測器進行整合和評估。在更高級別的配置中,採用了反饋迴路,可以自動設定焊接參數,以最大限度地減少錯誤。
這些機器的各個方面確保了在工業環境中運行的雷射焊接機在精度、效率和可靠性方面具有最佳性能。這些機器正在不斷發展,關注雷射技術的新進展,解決從汽車製造到醫療設備製造的問題。
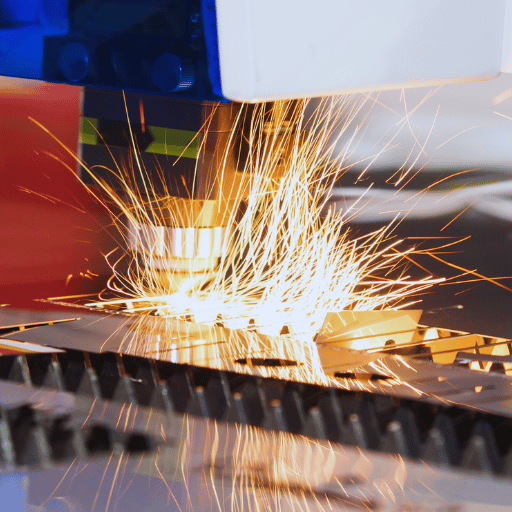
这 激光束 在行動
雷射焊接技術的核心是精確定義的雷射光束,當與工業應用相結合時,它可提供無與倫比的控制。其核心特徵是將高強度光聚焦成狹窄的相干光束,可以在設定點熔化和連接材料。 雷射光束的功率密度通常大於 10^6 W/cm²,因此可以快速加熱材料,同時將鄰近區域的熱變形降至最低。
現代的進一步改進增強了雷射光束的能力。例如,連續波雷射器針對深熔焊接進行了最佳化,一次焊接深度可達到 10 毫米以上,而脈衝顯微測量雷射在精密微焊接任務方面表現出色。光纖雷射器憑藉其波長的變化,也能夠切割各種各樣的材料,例如高強度鋼、鋁合金甚至聚合物。
研究顯示了雷射光束在工業設置中的有效性,其中自動化雷射焊接系統可將生產速度提高 40%,並減少材料浪費和後處理勞動。因此,雷射光束已成為汽車車架組裝不可或缺的一部分,因為最小的熱影響區域和卓越的接頭品質極大地影響了安全標準和性能標準。
自動化和 焊接工藝
自動化技術的發展,使工業焊接在精度、效率方面邁上了新的里程碑。現在可以使用感測器、機器人和軟體演算法來執行複雜的焊接活動,而這些活動幾乎不需要人工投入。例如,即時監控機器人焊接單元可實現±0.02毫米的遵守精度等級。因此,所有設計規格均已滿足。
自動化焊接提供的最重要的因素之一是整體工作流程的效率。根據工廠報告,使用機器人焊接解決方案後,完成生產週期的時間減少了 25%-30%,與手動方法相比,有些操作的產量甚至提高了六倍。此外,工作場所採用自動化技術有助於降低風險,並防止操作員接觸有毒煙霧、明火和紫外線輻射,使工作場所更加安全。
航空航太、造船和汽車等行業都採用了自動化,以滿足嚴格的安全和品質要求。汽車產業就是一個很好的例子,因為他們在組裝車身時使用機器人焊接機,因此,他們可以以最小的誤差生產出高強度的焊接。先進的感測器和人工智慧系統的使用還可以透過結合預測性維護來提高精度,在問題變得嚴重之前發現它們,從而減少停機時間。
透過使用機器學習和分析,自動化焊接系統正在不斷優化。這些系統能夠無縫適應材料厚度和成分的變化以及成分環境的變化,使自動焊接過程免受惡劣製造條件下的衝擊。自動化焊接對於跨產業擴大生產至關重要,因為越來越多的應用需要高速徹底複製,同時密切注意品質保證。
哪 激光焊接方法 是否適合不同的金屬?

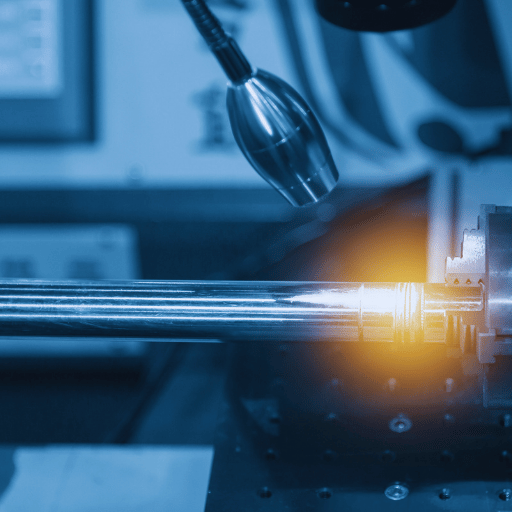
使用 光纖激光器 精密級
由於精細複雜工件的精度要求高,光纖雷射焊接被視為一種先進的金屬連接方法。該技術利用光纖雷射器,即透過光纖傳輸的光束,可以對能量分佈和熱輸入進行極端控制。由於雷射焊接過程的進步,它可以快速焊接不銹鋼、鋁和鈦,同時產生最小的熱變形。
與傳統雷射系統相比,光纖雷射被認為更有效率,因為據報道其能量轉換效率超過 30%。該技術還能以高速處理薄材料的焊縫,通常速度超過每分鐘 10 公尺。因此,光纖雷射在汽車、航空航天和醫療行業中具有很大的優勢,這些行業所使用的材料需要較高的結構完整性和焊接精度。
此外,光束整形的改進使得光纖雷射更適應不同的金屬厚度和複雜的形狀。以汽車產業為例, 光纖激光焊接 廣泛應用於電動車電池組的組裝,確保重要零件連接的卓越精度。這種適應性和精確性凸顯了 光纖激光技術 促進各類工業應用的創新。
的作用 脈衝雷射 焊接
現在,先進的製造系統已採用脈衝雷射焊接,因為它需要極高的精度以將熱相關損壞降至最低。脈衝雷射使焊接過程更加清晰,因為這些脈衝可以引導操作員調節材料上使用的能量。由於其結構精巧而纖薄,它特別適用於醫療設備、精美珠寶和其他電子設備零件。
此外,焊接脈衝雷射最有用的實現之一是將射線發射到微接頭蓋上,從而確保可能破壞設備的任何異物的最小膨脹應力或熱效應。在使用熱敏材料或微型零件的製造業中,非常需要這項原理。此外,脈衝雷射可實現從微米到幾毫米的焊接深度範圍,這使得許多應用能夠受益於這些工具的高度適應性。
脈衝雷射系統改變了遊戲規則,其功率控制能夠擴展到數百瓦,同時光束的品質仍然保持出色。其他最近的改進包括降低能源使用量並加快這些過程的節奏。這些變化是在某些工業領域將可調結構焊接的任務效率設定為70%以上之後發生的。
此外,在汽車和航空航天工業中,脈衝雷射進行精確、可重複的點焊的能力特別有用。例如,它們對材料的出色控制和變形極小,使得鋰離子電池單元中的組件能夠連接,渦輪葉片能夠焊接。這些能力從根本上改變了製造系統,對於滿足雷射切割和焊接領域的先進現代精度和效率要求至關重要。
有什麼優勢 激光焊接 超過 傳統焊接 方法?

與比較 弧焊
在雷射焊接與電弧焊接的比較中,我發現雷射焊接有獨特的優勢。首先,由於能量傳輸,它具有出色的精度,因為精密焊接可產生更窄的焊接並減少材料的變形。此外,雷射焊接可以加快處理速度,從而提高製造工作流程的生產力。與電弧焊接不同,透過雷射焊接可以更容易連接異種材料,從而擴大其在不同行業的應用範圍。最後,雷射焊接的非接觸特性減少了工具磨損和污染,從而實現了一致的高品質焊接。
的好處 激光束焊接
- 高精度。由於雷射光束焊接過程中對輸送的能量進行了嚴格的控制,因此可以形成清晰、準確的焊縫,且變形最小。
- 速度和效率。與傳統方法相比,該工藝已被證明可以透過更快的焊接速度來提高生產率。
- 材料的多功能性。與同類方法相比,該方法提高了實用性,因為它能夠焊接各種金屬和不同的材料。
- 品質一致性。非接觸原理解釋了低污染風險設施的焊接過程並保持一致的焊接品質。
- 減少後製。杜
如何選擇 右側雷射焊接機?

需要考慮的因素 焊接機
- 功率輸出: 選擇適合您計劃進行的焊接厚度和類型所需功率等級的機器。材料越堅韌或越厚,功率輸出通常越高。
- 精度和控制: 選擇具有可調節控制裝置的機器,以實現更高的精度,可以改變光束強度和定位等更精細的細節。
- 材料兼容性: 檢查該機器是否可用於您要加工的特定材料或合金。
- 運輸便利:無論在何處使用雷射切割和焊接機器,都應考慮便攜性。記住機器相對於工作空間的尺寸。
- 人性化設計: 更易於理解的介面以及增強操作的自動化功能使機器更加用戶友好,並減少了學習如何使用機器所需的時間。
- 保養: 檢查機器需要多少維護,拆卸或更換零件和工具的難度,以及所需的定期維護。
- 整體效率: 可以從初始購買價格、營運費用以及隨著時間的推移而產生的成本來評估效率。
理解 雷射焊接技術
雷射焊接利用聚焦光束以高精度切割和連接金屬或熱塑性塑膠。它主要應用以下兩種技術:
- 傳導焊接: 這對於薄材料和需要最小滲透的應用是理想的。這項工作需要精細的動作,工件的表面需要加熱到熔點才能形成結合。
- 鎖孔焊接: 此方法適用於較厚的材料和高強度的應用,透過蒸發工件上的小腔或「鎖孔」來產生深焊縫。
從可用的各種替代方案中選擇適當的技術可確保所需的特性,同時平衡材料特性、厚度和焊接深度等參數。
評估 焊接優惠
在選擇焊接服務時,您必須了解影響相關服務和設備的品質、成本和適用性的關鍵因素。以下是需要考慮的關鍵因素:
- 設備規格: 焊接設備的資格應與您所使用的材料相關的行業基準一致,而不能低於行業基準。例如,現代雷射焊接機配備了精確的功率控制功能、卓越的光束穩定性和更高效的冷卻系統,大大提高了性能和可靠性。
- 技術整合: 應該考慮配備增強技術(如程式化自動控制、先進的即時監控系統或基於人工智慧的缺陷識別系統)的產品,因為它們能夠提高生產力,同時最大限度地降低錯誤的可能性或率。
- 材料兼容性: 由於行業中金屬和熱塑性塑膠的動態特性,請檢查焊接設備或服務是否可以滿足您所需的特定等級和厚度。能夠焊接複雜圖案的高強度合金的系統提供了增強的多功能性。
- 能源效率: 與傳統技術相比,現代雷射焊接系統往往消耗更少的能源。最好看一下透過使用高效的光束傳輸和廢熱回收可以隨著時間的推移實現的能源節約。
- 成本估算: 分析所有的定價可能性,考慮初始資本支出和一段時間內的營運支出。以一些雷射系統為例,它們的購買價格可能較高,但幾年內的維護和能源成本較低。
- 評論和測試數據: 分析來自獨立來源或有鑑賞力的製造商的客戶評論和性能評估。尋找有關焊接速度、穿透深度準確性和缺陷率的信息,以衡量設備在現實情況下的性能。
- 服務合約和援助: 選擇提供全面協助的供應商,包括安裝、培訓和維護包。定期更新和免費備件可以延長焊接機的使用壽命。
考慮這些重點領域,結合該領域的最新發展,公司可以策略性地決定如何優化焊接系統同時滿足其業務需求。
常見問題(FAQ)
Q:什麼是雷射焊接?
答:雷射焊接是一種現代先進的焊接方法,利用雷射光束將材料連接在一起。與 MIG 焊接、TIG 焊接和焊條焊接等更傳統的方法相比,雷射焊接更快、更準確,並且可以自動完成。此外,雷射焊接對於形狀和輪廓複雜的薄材料最為有效。
Q:雷射焊接主要使用哪些類型的雷射?
答:焊接主要使用的雷射類型有CO2雷射、光纖雷射和YAG雷射焊接系統。雷射類別中的每種變化都有其一系列優點。例如,二氧化碳雷射用途廣泛且價格相對便宜,而光纖雷射效率高,可焊接反射材料。
Q:雷射焊接中的熱傳導焊接是什麼?
答:熱傳導焊接是雷射焊接的一種模式,利用雷射光束加熱材料的頂面。這種焊接方法最適合於薄材料,因為焊接結果的變形最小,且焊接光滑均勻。
Q:深熔雷射焊接如何運作?
答:深穿透雷射焊接或鎖孔焊接是利用雷射在材料內燒灼出空腔或「氣泡」的過程。該工藝允許更深的穿透並用於焊接更厚的材料。它是用於厚截面的最強大的雷射焊接方法之一。
Q:連續雷射焊接有哪些優點?
答:連續雷射焊接是一種使用單束雷射以極高的速度和精度進行超長不間斷焊接的過程。由於該方法具有高速和一致性,適用於機器人焊接系統。它對於在圓柱形零件上切割長、直或圓形焊接特別有用,可以滿足各種其他焊接需求。
Q:雷射焊接與其他焊接方法(如焊條焊)的主要區別是什麼?
答:與焊條焊等其他傳統製程相比,雷射焊接具有精度更高、熱量更少、速度更快、變形更小等優點。此外,雷射焊接更容易自動化,並能焊接傳統方法難以焊接的材料。
Q:哪些零件或零件可以使用雷射焊接連接?
答:雷射焊接可應用於多種金屬、合金和一些塑膠的組合。它特別適合焊接鋼及其合金、鋁、鈦和鎳合金。採用普通方法無法連接的異種材料可以採用雷射焊接工藝進行焊接。
Q:雷射焊接在自動化系統中扮演什麼角色?
答:雷射焊接是最自動化的工藝之一,也是自動化系統的基本要素。雷射的控制精度可實現重複和定位焊接,這對於機器人焊接系統非常有用。可以使用高功率雷射光束,從而實現汽車行業中至關重要的穩定品質產品的大規模生產。
Q:選擇雷射焊接技術時需要考慮哪些主要因素?
答:選擇雷射焊接技術時需要評估的因素包括要焊接的材料、其厚度、焊接所需的特性、生產量以及自動化需求。 AMADA WELD TECH 等公司提供各種雷射焊接解決方案,並針對特定應用進行客製化。系統產生的結果在很大程度上取決於選擇正確的雷射類型和焊接模式,這必須根據需要實現的目標來完成。
參考資料
1. 利用脈衝雷射焊接中捕獲的聲音去噪技術來辨識焊接缺陷
- 作者: M. Yusof 等人
- 日誌: 世界焊接
- 發表於: 2023-01-16
- 引用此文: (Yusof 等人,2023 年,第 1267–1281 頁)
調查結果摘要:
- 主要重點是捕捉聲音訊號進行分析,以檢測脈衝模式雷射焊接過程中焊接的缺陷。
- 透過巧妙的方法增強了所使用的感測器,降低了背景噪音,從而提高了缺陷識別率。
方法:
- 對焊接過程中收集的聲音訊號進行了包括降噪在內的訊號處理技術。
- 焊接品質的實際評估可作為評估所選去噪技術成功與否的比較基準。
2. Grad-MobileNet:一種使用梯度對錶面焊接缺陷進行分類的無監督學習方法
- 作者: 蕭思哲等人
- 日誌: 感測器(瑞士巴塞爾)
- 發布日期: 2023 年 5 月 1 日
- 引文: (Xiao等,2023)
主要發現:
- 在論文中,作者提出了一個基於梯度的無監督學習模型Grad-MobileNet,可以對雷射焊接表面缺陷進行準確分類,準確率達到99%。
- 該模型在焊接缺陷資料集不平衡的情況下表現最佳,因為它們在實際應用中經常遇到。
方法:
- 作者開發了一個資料集(RIAM),其中包含不同類型焊接缺陷的影像以及在正常運作期間捕獲的無缺陷影像。
- Grad-MobileNet 模型僅使用少量正常影像進行訓練,積極參與特徵提取並根據缺陷在影像特徵中的分佈對缺陷進行分類。
3. 雷射焊接在鐵路車輛STS301L側部結構上的應用(二)-利用多維虛擬變數迴歸分析焊接雷射光束的A-Trac角
- 作者: 金海智, 鄭尚浩
- 日誌: 機械科學與技術學報
- 發表於: 2023 年 8 月 1 日
- 引用為: (Kim & Jung,2023 年,第 4249-4258 頁)
亮點:
- 該研究分析了雷射焊接鐵路車輛結構的最佳入射角,重點在於提高焊接完整性和整體結構堅固性。
- 借助多元迴歸分析計算出對焊接品質影響最大的焊接參數。
方法:
- 隨著重複角度而改變的其他因素包括焊接參數。
- 透過迴歸分析處理焊接品質數據,以確定對焊接影響最大的關鍵驅動因素。






