




內容
顯示
金屬雷射雕刻:為每種材料選擇合適的雷射、功率和設置
金屬雷射雕刻是唯一能夠在一個工作流程中達到工業UID、槍械製造、珠寶和標牌製作等應用領域Solve級深度標記工藝——然而,大多數在線指南都忽略了決定作業耗時30秒還是30分鐘的關鍵參數。本指南匯集了來自權威文獻的吸收物理原理、ANSI安全等級以及針對不同金屬的功率/速度/頻率設置,並將其整合為一份操作級參考手冊,適用於不銹鋼、鋁和黃銅等金屬。快速規格-金屬雷射雕刻概覽
| 功率範圍 | 20W – 100W(光纖);5W – 200W(二氧化碳+噴霧);5W – 10W(紫外線) |
| 波長 | 1064 nm(光纖,主要波長),10,600 nm(二氧化碳),532 nm(綠色),355 nm(紫外線) |
| 典型雕刻深度 | 每次走刀深度為 0.005 吋 – 0.020 吋(0.13 – 0.51 公釐)。 |
| 裸機最佳適配 | 不鏽鋼、低碳鋼、鈦、陽極氧化鋁 |
| 反光金屬 | MOPA光纖或532奈米綠光雷射;需內建背反射隔離器 |
| 安全指引 | 符合 ANSI Z136.1-2022 4 級標準的防護罩或全套個人防護裝備;符合 OSHA 標準的煙霧抽排裝置 |

什麼是金屬雷射雕刻? ——以及它為何優於蝕刻和標記?
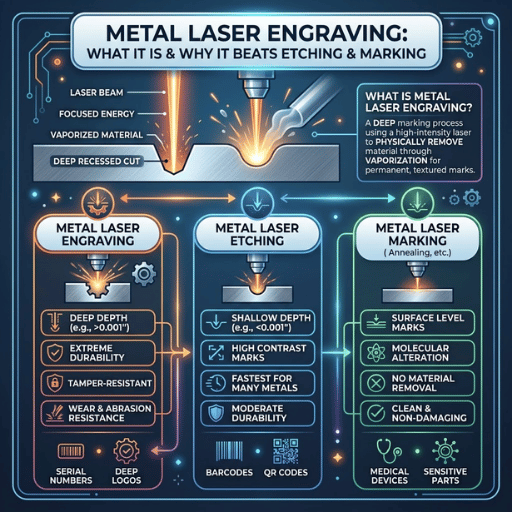
| 過程 | 深度 | 機制 | 最適合 |
|---|---|---|---|
| 雕刻 | 0.13 - 0.51 mm | 汽化(昇華) | 槍支,深度識別,裝飾 |
| 刻蝕 | 0.025 - 0.076 mm | 表面融化+氧化 | 裝飾性 + 序號 |
| 記號 | 僅表面處理(不可去除) | 顏色變化/退火 | UDI、MIL-STD-130 可追溯性 |
雷射雕刻、雷射蝕刻和雷射打標金屬製程有什麼區別?
雕刻會去除材料,留下可見的、可觸摸的凹陷;蝕刻會熔化材料表面的一層薄薄的薄層,使其重新形成,改變顏色和紋理,但不會造成可測量的材料去除;而標記(包括不銹鋼上流行的變色退火標記)只是改變了表面的化學性質,表面本身完好無損。這些區別至關重要,因為不同用途對深度的要求各不相同。例如,美國菸酒槍砲及爆炸物管理局 (ATF) 27 CFR 479.102 對槍枝序號的深度要求為 0.003 英寸,而 7 類醫療器材的 UDI 則不同。 FDA 21 美國聯邦法規 801.20 只要是永久性的機器可讀標記,它就可以只是一個化學標記。要深入了解標記和雕刻之間的區別,請參閱我們專門的分析文章。 雷射打標與雷射雕刻 以及 化學蝕刻與雷射蝕刻.哪種雷射在金屬上表現最佳:光纖雷射、二氧化碳雷射、MOPA雷射、紫外線雷射或二極體雷射?
| 激光類型 | 波長 | 裸機伺服器 | 塗層金屬 | 最適合 |
|---|---|---|---|---|
| 光纖 | 1064納米 | ✔ 優良(鋼、不銹鋼、鈦、鋁) | ✔ 好 | 95%的金屬加工工作 |
| MOPA纖維 | 1064 nm(可調諧脈衝) | ✔ 色彩極佳 | ✔ 優秀 | 不銹鋼首飾上的顏色標記 |
| CO2 | 10,600納米 | ✘ 吸收率低(<5%) | ✔ 經 CerMark 認證/噴塗 | 塗層部件、標示牌 |
| UV | 355納米 | ✔ 冷標記(無熱害) | ✔ 塑膠與金屬 | 醫療、電子 |
| 二極體(450奈米) | 約450奈米藍光 | ✘ 僅深色不銹鋼表面有痕跡 | ✔ 噴霧 | 嗜好,多種材料 |

二氧化碳雷射可以雕刻金屬嗎?
並非如此。波長 10,600 奈米的二氧化碳雷射在裸露的鋼、鋁、黃銅或不銹鋼上的吸收率低於 5%——光束大部分會被反射。二氧化碳系統只有在金屬表面噴塗有標記塗層(例如 CerMark、二硫化鉬或熱致變色塗層)時才能進行雕刻。這種塗層會吸收光束,將熱量傳遞給金屬,並將黑色標記牢固地附著在基材上。二氧化碳雷射加噴塗塗層適用於製作水杯、獎品和標牌,但它不能取代光纖進行生產級序列化。二極體雷射可以雕刻金屬嗎?
波長為 450 奈米的二極體雷射可以標記陽極氧化鋁/深色不銹鋼/任何金屬塗層,但無法在裸露的反射金屬上進行雕刻。二極體光束會熔化陽極氧化層,並將不銹鋼氧化成深色標記,但不會汽化基材。對於業餘愛好者來說,噴塗可以彌補二極體雷射在金屬首飾坯料上加工時的吸收缺陷。一些混合型桌面設備將二極體光源與小型 2 瓦紅外線模組結合——2 瓦紅外線模組用於淺色金屬標記,而二極管則用於覆蓋木材、壓克力和皮革。在金屬首飾坯料上進行這些精細的圖案設計是常見的入門級應用。要在裸露的鋼/銅上進行深而有觸感的高對比度標記,則需要將二極體雷射指向其他方向。除了光纖和二氧化碳雷射之外,請參閱我們的相關分析。 光纖雷射與二氧化碳雷射的比較, 五種常用雷射波長以及我們的概述 雷射類型基礎知識這五種光源背後的基本雷射技術可以歸結為波長×功率密度×脈衝輪廓。鋁材雕刻(陽極氧化鋁與裸鋁):功率、速度與 MOPA 顏色技巧
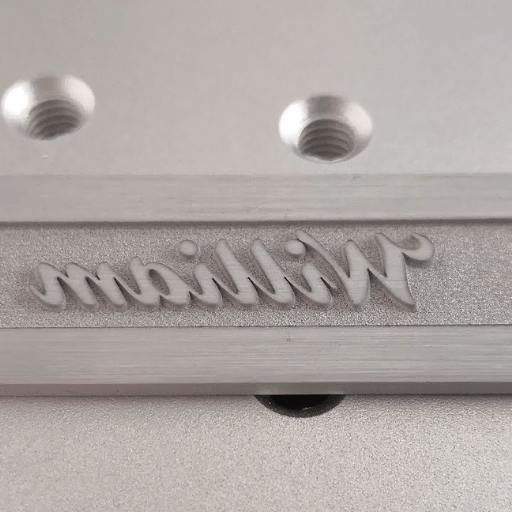
鋁材在裸鋁和陽極氧化鋁兩種狀態下的表現截然不同——而大多數線上指南將兩者混為一談,導致初學者很容易磨損陽極氧化鋁層。陽極氧化鋁表面有一層厚度為 7.6–25 µm 的多孔氧化層(II 型)。 MIL-A-8625這種氧化物能高效吸收雷射能量,當光束將染料從孔隙中驅出時,它會變成白色。裸鋁的反射率更高,需要更高的功率才能產生可見的標記,並且會乾淨利落地昇華到深腔中。| 鋁型 | 功率(30W光纖) | 速度 | 頻率 | 結果 |
|---|---|---|---|---|
| 裸鋁(白色標記) | 2,000 mm / s | 55千赫 | 磨砂白色表面痕跡 | |
| 陽極氧化鋁(染料去除) | 30 - 60% | 2,000 – 3,000 毫米/秒 | 30 - 50 kHz | 清晰的白色痕跡,氧化物完好無損 |
| 裸鋁(深雕刻) | 100%,3-5次傳球 | 800 – 1,200 毫米/秒 | 20 - 40 kHz | 觸覺腔 0.05 – 0.15 毫米 |
📐 工程筆記
有關相關基材上的氧化物去除技術,請參閱我們的詳細介紹。 氧化層清洗作業.
根據 MIL-A-8625 標準,II 型陽極氧化層厚度為 0.000076″–0.001″ (1.9–25.4 µm)。在此層上進行超過 50% 功率的雕刻,一次即可穿透至裸鋁,並破壞染料去除效果-標記會變成灰色而非白色。如果您需要明亮的磨砂效果,請使用 30W 光纖,並將功率保持在 60% 以下,並先在犧牲角上進行驗證。
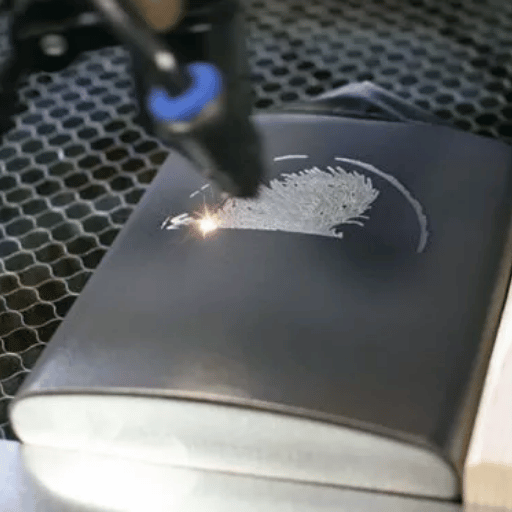
不銹鋼雕刻:304 與 316 的區別,以及用於顏色標記的退火工藝

| 影響 | 功率(30W MOPA) | 速度 | 脈衝寬度 | 頻率 |
|---|---|---|---|---|
| 黑色雕刻 | 300 mm / s | 100 ns | 30千赫 | |
| 紅色退火 | 1,000 mm / s | 60 ns | 400千赫 | |
| 藍色退火 | 1,000 mm / s | 6 ns | 300千赫 | |
| 綠色退火 | 1,000 mm / s | 15 ns | 350千赫 |
黃銅、紫銅和貴金屬:反射率問題(以及 MOPA 如何解決這個問題)
在雷射雕刻金屬時,反射性金屬是最棘手的情況。銅會將近 95% 的 1064 nm 光纖雷射能量反射迴光源。黃銅的反射率約為 70%。銀的反射率則高達 96% 左右。未被吸收的能量不僅無法用於雕刻,還會穿過光學系統,並在拋光錶面上運行幾分鐘後就可能損壞雷射源的泵浦二極體。目前有三種有效的解決方案。首先,改變波長:532 nm 的綠光雷射的吸收率接近 40% 而不是 5%,從物理層面解決了反射問題。其次,使用內建背反射隔離器的 MOPA 光纖,並將脈衝寬度調整到 2-6 奈秒,以實現短時高功率的脈衝,從而突破反射屏障。第三,如果您偶爾使用標準光纖進行黃銅加工,請使用下表所示的保守參數。| 金屬 | 1064 nm 波長處的反射率 | 推薦方法 |
|---|---|---|
| 黃銅 | 〜70% | 標準光纖 30W:100% 功率,200 毫米/秒,45 千赫茲(黑標) |
| 銅 | 〜95% | 532 nm 綠色或 MOPA + 隔離器 |
| 銀色 | 〜96% | 532 nm 綠色或脈衝 MOPA 短奈秒 |
| 金色 | 〜95% | MOPA 短脈衝 + 低佔空比 |
⚠️ 警告
關於銅材的切割和清洗,請參閱我們的文章。 銅特異性雷射處理 以及 貴金屬印記流程.
在拋光銅表面使用光纖雷射器而不加背反射隔離器,會在 5-10 分鐘內損壞泵浦二極體。 LightBurn 論壇上多位技術人員指出,這是在反射金屬靶材上操作時最昂貴的錯誤。在首次於裸銅表面進行雷射加工之前,請務必確認雷射光源的最大允許背反射規格。
功率、速度和頻率:設定速查表(Metal 出品)

| 金屬 | 力量 % | 速度(毫米/秒) | 頻率(kHz) | 通過 |
|---|---|---|---|---|
| 不銹鋼(黑色雕刻) | 300 | 30 | 1 – 3 | |
| 不鏽鋼(顏色,MOPA) | 25 - 45% | 1,000 | 300 – 400 | 1 |
| 裸鋁(白色標記) | 2,000 | 55 | 1 | |
| 陽極氧化鋁 | 30 - 60% | 2,000 – 3,000 | 30 – 50 | 1 |
| 黃銅 | 200 | 45 | 2 – 3 | |
| 銅(綠色或 MOPA) | 80 - 100% | 100 – 300 | 20 – 30 | 3 – 5 |
| 軟鋼 | 60 - 80% | 800 – 1,500 | 30 – 45 | 1 – 2 |
| 鈦 | 40 - 60% | 600 – 1,000 | 25 – 40 | 1 |
| 黃金(MOPA) | 30 - 50% | 500 – 1,000 | 200 – 400 | 1 – 2 |

📥 取得完整參數表
想要取得這份包含 50W 和 100W 光纖雷射擴充範圍的速查表(可列印 PDF 版本)嗎?聯絡我們,我們會寄給您—無需註冊郵箱。
索取參數表 →標記噴劑和表面處理:何時需要 CerMark,何時不需要
雷射雕刻前,該在金屬上噴什麼?
你的答案根據雷射類型清楚地劃分開來。二氧化碳雷射和二極體雷射無法在裸金屬上標記,因為它們的波長會被表面反射。它們需要在表面噴塗一層熱致變色塗層(例如 CerMark、Brilliance 或任何二硫化鉬基塗層),以便吸收雷射光束,加熱後將黑色標記化學鍵合到基材上。光纖雷射則無需在裸金屬上噴塗塗層;1064 奈米波長的光會被基材吸收。下面的邏輯樹可以在 30 秒內解決這個問題。噴霧決策樹
成本核算在大規模生產中至關重要。一罐典型的 4 盎司 CerMark 噴漆可噴塗 30-50 個小型零件(滾筒大小),零售價約為 80 美元,這意味著每個零件的噴塗成本為 1.60-2.70 美元,外加 15-30 秒的準備人工。對於 1,000 個零件的訂單,僅噴漆一項的成本就高達 1,600-2,700 美元——這通常是促使客戶升級到光纖雷射的決定性因素。一位 r/Laserengraving 論壇的高級生產工程師直言不諱地指出:「噴漆標記與光纖雷射器配合使用效果不佳,但與 CO2 雷射器配合使用效果極佳。」 這句來自論壇的經驗之談,足以概括任何同時使用這兩種設備的小型車間的設計決策。關於雕刻後殘留物,請參閱… 雕刻後殘留物清理.
- 需使用二氧化碳+裸金屬噴塗劑(CerMark 或同等認證)
- 二氧化碳 + 塗層/噴漆/陽極氧化金屬 通常不需要;現有塗層會吸收。
- 二極體 + 裸露反光金屬噴漆,用於製作可見標記
- 二極體 + 深色不銹鋼或陽極氧化鋁,無需噴塗
- 纖維+裸露的鐵金屬或鋁,無需噴塗;直接吸收
- 光纖+裸銅/銀/金噴劑效果甚微;建議改用綠色或MOPA噴劑。
安全須知:哪些金屬絕對不該刻字
⚠️禁忌金屬-硬名單
- 避免使用鍍鋅鋼材-鋅的煙霧會導致金屬煙霧熱。 美國職業安全與健康管理局 (OSHA) 呼吸危害指南 適用;該機構將富鋅塗層列為公認的職業危害。
- 跳過鈹銅-鈹是國際癌症研究機構(IARC)認定的第一類人類致癌物,其美國職業安全與健康管理局(OSHA)規定的8小時時間加權平均(TWA)容許暴露限值為0.2 µg/m³,是該標準中容許暴露限值最低的物質之一。參見 OSHA鈹標準.
- 拒絕 聚偏氟乙烯 以及 PTFE 塗層合金—它們會釋放氟化氫和顆粒狀氟聚合物煙霧,對肺部和眼睛造成嚴重危害。
- 拒絕含鉛合金和鉛含量 >0.5% 的含鉛黃銅-鉛煙會穿過血腦屏障;OSHA PEL 為 50 µg/m³。
- 從工作流程中消除鍍鎘和鎘合金-產生的煙霧是致癌物;PEL 5 µg/m³。
雷射雕刻的金屬會生鏽嗎?
如果加工過程中去除了氧化鉻鈍化層,且零件在未重新鈍化的情況下暴露於氯化物中,不銹鋼可能會沿著雕刻線生鏽。風險存在但可控:盡可能保持雕刻深度較淺,並將用於船舶或食品接觸的零件進行檸檬酸鈍化浸泡(符合 ASTM A967 標準)。碳鋼和低碳鋼預設會在雕刻處生鏽-可塗覆透明塗層、油或進行雕刻後防腐處理。操作人員的最低安全防護措施很簡單。將雷射器置於符合 ANSI Z136.1-2022 4 級安全控制標準的 1 級防護罩內,或配戴 4 級個人防護裝備(適用波長的雷射安全護目鏡、防煙口罩)。連接風量與雷射功率相符的 HEPA + 活性碳排煙器。有關排煙器尺寸選擇的邏輯,請參閱我們的 排煙裝置尺寸指南 以及概述 雷射安全基礎知識.實際應用:從工業追溯到客製化銘牌
雷射雕刻金屬的應用範圍十分廣泛,從價值數億美元的航空航天可追溯性項目到週末珠寶店,無所不包,包括雕刻金屬標牌、定制槍械、品牌工具銘牌以及飾有精美捲軸圖案的個性化珠寶。下表列出了最常見的應用類別及其對應的標準和所需的雷射類型。| 應用類型 | 標準/規格 | 所需雷射 |
|---|---|---|
| 國防部 UID 部件 | MIL-STD-130(二維資料矩陣 ECC200) | 光纖 30 – 50W |
| 醫療器材 UDI | FDA 21 美國聯邦法規 801.20 | 光纖 20-30W 或紫外線 |
| 槍枝(商業用途) | ATF GCA 1968(深度≥0.003″) | 光纖 30 – 50W |
| 珠寶印記 | 國家標誌認證體系(BIS、英國檢測局) | 光纖/MOPA 20W |
| 工業銘牌 | ISO 9001 可追溯性 | 光纖 30 – 60W |
| 促銷/獎勵 | 沒有監管標準 | 纖維/MOPA 20-30W 或 CO2 + 噴霧 |
“雷射打標仍然是符合 FDA UDI 標準的主流 DPM 方法,因為它能留下永久性的、機器可讀的代碼,而不會損壞設備表面。” — 產業合規指南,雷射打標技術公司,2024 年
2026年產業展望:MOPA彩色標記、紫外線應用與人工智慧自動對焦

紫外線雷射可以雕刻金屬嗎?
當然,355奈米的紫外線雷射可以標記和淺雕刻除極少數金屬外的所有金屬,因為較短波長的光很容易被所有金屬吸收,包括那些反射性強、1064奈米光纖無法穿透的金屬。但缺點是:紫外線光束進行深刻的速度較慢,而且每瓦成本更高。在生產中,紫外線雷射僅用於那些對周圍材料的熱損傷不可接受的應用:例如醫療植入物、微電子產品和塑膠金屬銘牌。如果您2026年的產能規劃涉及多種塑膠和金屬,那麼最初的額外費用大約一年左右就能收回。根據2025年底的數據,不鏽鋼雕刻的搜尋量較去年同期成長了23%,黃銅雕刻的諮詢量也出現了類似的成長。這些跡象表明,無論是小型作坊還是工業買家,對紫外線雕刻的需求都在持續增長,而非季節性因素所致。常見問題

Q:雷射在金屬上雕刻是永久性的嗎?
看答案
是的。這個空腔是物理性的,不是化學性的,所以它在零件的使用壽命內能夠承受磨損、水和化學物質的侵蝕。
Q:雷射雕刻的金屬會生鏽嗎?
看答案
如果碳鋼和低碳鋼物體的表面沒有塗油、油漆或塗層保護,它們會沿著刻痕腐蝕;如果氧化鉻層受損,不銹鋼物體的刻痕處可能會出現鏽跡,並且沒有進行鈍化處理——按照 ASTM A967 標準使用檸檬酸浴可以恢復其耐腐蝕性。
Q:如何加深金屬上的雷射雕刻顏色?
看答案
對於不銹鋼和鈦等材料,將脈衝頻率降低至 20-30 kHz,並將速度降低至約 300 mm/s——這會形成更厚的氧化層,呈現純黑色。對於鋁,應先測試現有氧化層,然後再進行雕刻。對於碳鋼,噴塗一層 CerMark 塗層或在切口後進行黑色氧化處理,可確保形成深色塗層。
Q:可以去除金屬上的雷射雕刻嗎?
看答案
淺的標記和蝕刻可以用研磨劑或拋光輪去除,因為並沒有去除任何材料。深的雕刻(>0.1毫米)會留下永久性的凹坑,因此只能透過填充和重新加工來修復;修復後的表面很少能完全恢復到原始表面輪廓。
Q:2026年金屬雷射雕刻機的價格是多少?
看答案
2026 年的價格將分為三個檔次。桌上型光纖雕刻機功率在 20-30W,起價約為 1,500-3,500 美元,適用於業餘愛好者和輕型商業用途,例如珠寶、獎品和小批量零件標記。功率在 30-60W 的 MOPA 彩色雕刻系統價格在 4,000-8,000 美元,大多數精品店選擇這類產品進行不銹鋼彩色標記和反光金屬加工。功率在 50-100W 的工業級光纖工作站配備旋轉工作台、自動對焦功能以及 300×300 毫米或更大的工作區域,價格在 10,000-25,000 美元之間,高端機型包含封閉式 1 類安全外殼和集成式排煙裝置。以上價格為 2026 年第一季價格—由於光纖雷射泵浦二極體的成本將持續波動,請與您的經銷商確認最新報價。
關於此分析
本指南中的參數表參考了 heatsign、OMG Laser、BCAMC 以及論壇驗證的操作人員報告中的交叉引用資料。反射率數據引用了 NIST 和工業雷射吸收文獻。安全標準參考了 ANSI Z136.1-2022 和 OSHA 於 2025 年發布的允許暴露限值。您機器上的結果會因鏡頭清潔度、對焦精度和材料批次的不同而有 5% 至 15% 的差異——請在生產運行前在備用角上進行驗證。
參考文獻和來源
- NIST IR 8538 — 金屬積層製造製程的破壞性評估 (2024) — 美國國家標準與技術研究院
- OSHA鈹標準 — 美國職業安全與健康管理局
- 美國職業安全與健康管理局 (OSHA) — 一般危害:呼吸道刺激與全身中毒 — 美國職業安全與健康管理局
- 美國職業安全與健康管理局 (OSHA) 雷射危害—標準概述 — 美國職業安全與健康管理局
- 21 CFR 801.20 — 標籤必須帶有唯一設備識別碼 (UDI) — 美國食品藥物管理局/eCFR
- ANSI Z136.1-2022:雷射安全使用 — 美國國家標準協會
- ANSI Z136.1 — 雷射安全使用標準 — 美國雷射學會
- 雷射雕刻-產業參考 — 維基百科
- 雷射加工市場報告 2025–2032 — MarketsandMarkets






