



了解電火花切割
電火花加工 (EDM) 工藝 切割涉及去除材料 使用電火花從工件上進行加工。線切割使用精細的 帶電導線 以極高的精度切割導電材料。由於線材不與工件接觸,機械應力或變形的可能性被降至最低。由於能夠產生複雜的形狀、精美的細節和嚴格的公差,該技術廣泛應用於航空航太、汽車和醫療器材製造業。
什麼是電火花加工?
電火花加工 (EDM) 利用導電工件產生的放電或火花進行加工,無需任何物理接觸。它特別適用於加工硬質金屬以及傳統方法難以加工的材料。 EDM 在電極和工件之間產生強烈的電火花,從而消除任何放電。這種放電反過來又會產生足夠的熱量,使少量材料蒸發或融化。
EDM 的主要優點:
- 使製造商能夠形成具有優良公差的複雜幾何形狀
- 產生光滑的表面光潔度
- 可有效處理硬質金屬和難加工材料
- 無物理接觸可減少機械應力
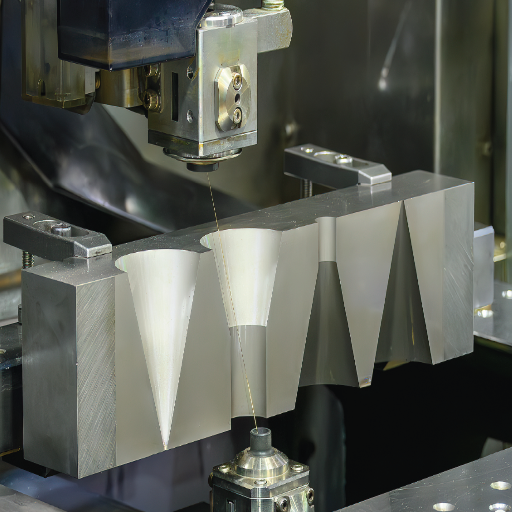
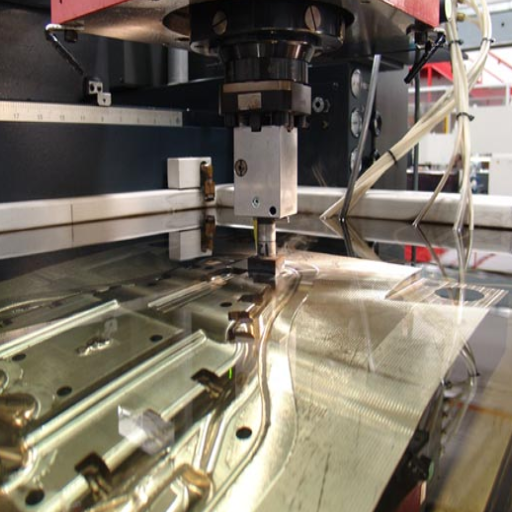
線切割加工流程概述
線切割電火花加工是一種精密的製造工藝,利用細線帶電切割導電材料。工件浸入介電液中,該介電液兼具冷卻和絕緣功能。隨後,電流通過細線,產生一系列快速放電。這些放電沿著預定的切割線侵蝕材料,從而能夠以驚人的精度加工出複雜而精密的形狀。
線切割非常適合生產公差小、結構精密且表面光潔的零件。自動化控制系統和增強型線切割材料等高端技術的引入,進一步增強了線切割加工的性能,使其速度更快、精度更高、效率更高。
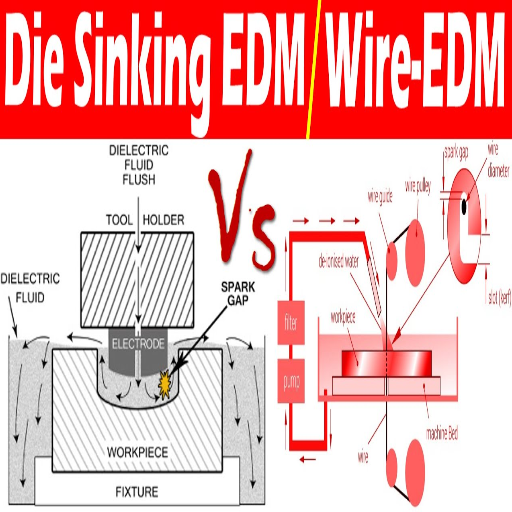
電火花加工類型:線切割與電火花成型
EDM 的兩種主要類型是線切割(使用細線進行切割)和電火花成型(使用電極進行成型)。
| 參數 | 電火花加工 | 電火花加工機 |
|---|---|---|
| 工具 | 細線 | 異形電極 |
| 材料 | 導電 | 導電 |
| 精密 | 高 | 中度 |
| 應用類型 | 切割 | 成型 |
| 複雜 | 複雜的切割 | 複雜腔體 |
| 表面處理 | 平滑 | 變化 |
| 價格 | 更高 | 降低 |
| 設置 | 一般看板 | 複雜 |
| 速度 | 慢點 | 更快 |
| 使用 | 原型 | 模具 |
電火花加工在各行各業的應用
由於在硬質材料上獲得高精度,電火花切割已成為許多行業的熱門選擇:
- 航空航天: 用於製造具有優良公差的複雜零件,包括渦輪葉片和引擎零件
- 醫療: 適用於非常精密的手術器械和植入物
- 工具和模具製造: EDM 用於大量生產的精密模具、壓模和工具
- 汽車: 用於製造複雜零件,例如引擎零件和傳動機構
- 電子產品: 協助生產電子設備和連接器的微小零件
汽車產業線切割的應用
線切割電火花加工 (Wire EDM) 在汽車零件的精密製造中發揮著至關重要的作用,尤其是在處理那些需要極高公差和精細表面處理的零件時。隨著未來汽車的發展,例如引擎更小、更輕、更有效率,零件必須保持在嚴格的公差範圍內。
主要的汽車應用包括:
- 燃油噴射器噴嘴
- 引擎氣門座
- 傳動齒輪
- 電動和混合動力車的電池連接器
- 輕量結構,提高能源效率
電火花切割的航空航天應用
電火花加工技術 (EDM) 在航空航太工業中發揮著至關重要的作用,它能夠利用難加工材料生產高精度零件。航空航太領域需要嚴格的公差、複雜的幾何形狀以及能夠承受惡劣工作條件的材料。
關鍵航空航太應用:
- 渦輪葉片製造: EDM 為噴射發動機加工具有超精細冷卻通道和輪廓的渦輪葉片
- 零件重量減輕: EDM 加工有助於減輕重量 加工輕質金屬 例如鈦或鎳基高溫合金
- 航空航天緊固件: 確保緊固件達到極高的精度,實現精確配合,從而確保結構完整性
- 複合材料加工: 電火花切割在複合材料上進行,不會造成毛邊或熱影響區等損壞
- 精密燃油系統組件: 高精度地創建微孔和複雜幾何形狀,以優化燃料流動
利用 EDM 製造醫療器械
電火花加工 (EDM) 憑藉其無與倫比的精度和一致性,為醫療器材製造業帶來了福音。醫療產業對手術器械、植入物和診斷設備等設備有著極高的安全標準、生物相容性和微觀精確度的要求。
醫療應用:
- 具有複雜幾何形狀的手術器械
- 由鈦和不銹鋼製成的生物相容性植入物
- 插管工具和微針
- 診斷設備組件
電火花切割的限制與挑戰

主要限制
- 材料限制: EDM 製程僅限於加工導電材料。它無法加工非導電材料,例如某些陶瓷和塑膠。
- 大切割時速度較低: 對於大切口或深切口,此過程可能非常耗時,可能會導致生產力損失
- 高能耗: 大量電能消耗導致營運成本增加
- 表面光潔度注意事項: 可以實現精細的精度,但複雜特徵的完美表面光潔度可能需要後處理
- 刀具磨損: 電火花加工電極在加工過程中會發生形態變化,需要頻繁更換
電火花加工工具機的成本考量
投資電火花加工工具機時,必須考慮幾個成本因素:
- 初始購買成本: EDM 機器的價格從 50,000 美元到 200,000 美元不等,具體取決於型號、尺寸和功能
- 維護和修理: 更換零件、維修和維護計畫會造成大量的持續開支
- 能源消耗: 持續的電能需求導致營運成本增加
- 電極成本: 石墨或銅等昂貴的消耗材料需要經常更換
- 培訓和勞動力: 需要熟練的技術人員,增加了人員和訓練成本
電火花切割與其他加工方法的比較
與其他方法相比的處理時間
EDM 加工時間通常比銑削等傳統方法慢,但對於複雜的設計和硬質材料可提供無與倫比的精度。
| 參數 | EDM | 磨 | 研磨 |
|---|---|---|---|
| 速度 | 慢點 | 更快 | 中度 |
| 精密 | 高 | 中度 | 高 |
| 材料 | 硬質/導電 | 軟硬 | 硬 |
| 設置時間 | 更長 | 較短 | 中度 |
| 價格 | 更高 | 降低 | 中度 |
| 應用類型 | 複雜的設計 | 大量移除 | 表面處理 |
| 刀具磨損 | 低 | 高 | 中度 |
| 表面處理 | 平滑 | 變化 | 平滑 |
| 體積 | 低 | 高 | 中度 |
| 能源消耗 | 高 | 中度 | 中度 |
線切割與雷射切割
線切割可以為導電材料提供無與倫比的精度,而雷射切割則速度更快,並且適用於多種材料。
| 參數 | 電火花加工 | 激光切割 |
|---|---|---|
| 精密 | 超高(0.0001吋) | 高(0.001吋) |
| 速度 | 慢點 | 更快 |
| 材料 | 導電金屬 | 金屬、塑膠、木材 |
| 厚度 | 高達 12 英寸 | 高達 0.25 英寸 |
| 邊緣質量 | 更粗糙 | 平滑 |
| 應用領域 | 複雜的設計 | 大量生產 |
水刀切割與線切割
| 參數 | 電火花加工 | 水射流切割 |
|---|---|---|
| 精密 | 超高(0.0001吋) | 中(0.003吋) |
| 速度 | 慢點 | 更快 |
| 材料 | 僅導電 | 幾乎任何材料 |
| 厚度 | 高達 12 英寸 | 高達 3 英寸 |
| 熱影響 | 可以 | 無 |
| 應用領域 | 複雜的設計 | 大量生產 |
CNC銑削及其與EDM的區別
CNC銑削和電火花加工是兩種截然不同的製造工藝,各有優勢,適合特定的專案需求。 CNC銑削使用旋轉切削刀具進行材料減材加工,因此能夠有效率地快速加工各種材料,包括金屬、塑膠和木材。
電火花加工 (EDM) 透過放電蝕刻工件,擅長加工硬質材料,例如碳化鎢或淬硬鋼。當公差要求極高,或需要切割銑刀無法實現的複雜形狀時,EDM 是首選。
最新趨勢和技術進步
電火花切割技術的最新發展著重於精度、效率和永續性。主要趨勢包括:
電火花加工工具機的自動化
EDM 自動化處於精密製造流程的前沿。機器人技術、先進的機器學習和物聯網的整合,使 EDM 系統成為自主實體,最大限度地減少人工幹預。
自動化功能包括:
- 刀具路徑優化
- 電極管理
- 即時效能監控
- 預測性維護
- 基於人工智慧的診斷
電火花加工中的混合系統
混合電火花加工系統將傳統電火花加工技術與CNC工具機和自適應控制等現代技術結合。這些系統旨在提高加工精度、縮短加工時間並擴大加工材料範圍。
提高線切割的能源效率
電火花線切割系統的節能已成為實現永續製造目標的關鍵。最新進展強調:
- 智慧供電系統
- 能量回收方法
- 節能脈衝發生器
- 優化的切削參數
- 降低空閒電壓和電流消耗
常見問題(FAQ)
參考資料
-
碳化矽單晶電火花切削加工研究
-
精密電火花切割的線材分析與控制
-
最先進的電火花加工(EDM)
-
AA6082-T6鋁合金線切割殘餘應力的微觀測量與有限元素建模






