



製紙機械の仕組み ― 種類、構成要素、製造工程
基本仕様
| 動作速度範囲 | 300~2,200m/分(紙の種類によって異なります) |
| マシン幅 | 2.5~10.5m(トリム幅) |
| 毎日の出力 | 1日あたり50~4,000トン以上(TPD) |
| 原料 | バージン木材パルプ、再生繊維、非木材繊維(バガス、竹) |
| エネルギー消費 | 紙1トンあたり9.0~9.8MWh(統合型製紙工場) |
| 水の使用量 | 1トンあたり約19,000リットル(約5,000ガロン/トン)、90%リサイクル |
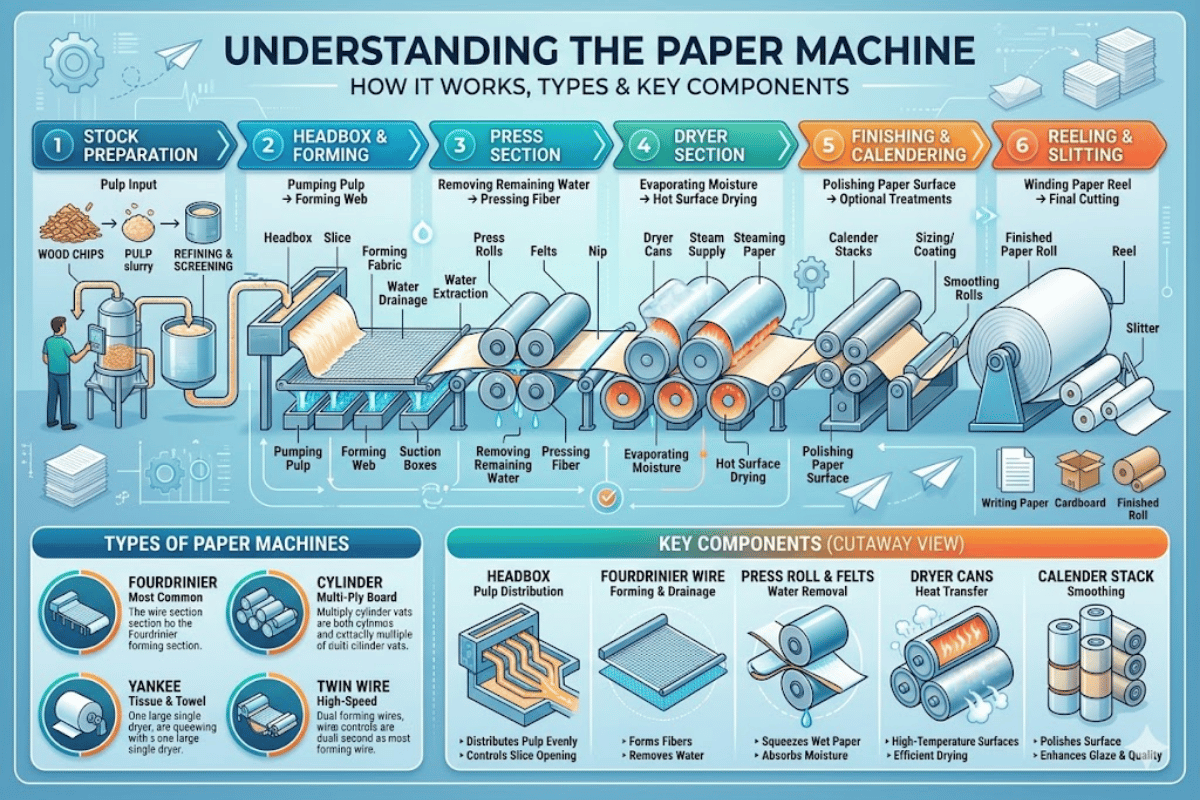
製紙機械は、高速連続生産ラインによって、原料パルプを完成した紙へと加工する。 製紙機械 は、世界のパルプ・製紙産業の主力製品であり、2023年だけでも4億2000万トン以上の紙と板紙を生産した市場である。 Statistaのグローバル市場データ製紙機械の種類に関わらず、毎分2,200メートルの軽量ティッシュペーパー加工機であろうと、毎分600メートルの重量のあるコンテナボード加工機であろうと、原料準備、成形、プレス、乾燥、仕上げという同じ工程順序が採用されています。
製紙機械の仕組みを詳細に説明し、様々な種類の機械を分類し、製紙工場の仕様書作成者や購買担当者が様々な機械加工の選択肢を評価するために必要な技術的な詳細情報を提供します。
製紙機械とは何か、そしてどのように動作するのか?
製紙機は、セルロース繊維の希薄懸濁液(通常濃度1%未満)を原料として、毎分300メートルから毎分2,000メートルを超える速度で乾燥した完成紙ウェブを形成する工業装置です。このアイデアは1799年にフランスの発明家ルイ・ニコラ・ロベールが最初の連続製紙法の特許を取得したことに遡ります。その後、フォアドリニエ兄弟、ブライアン・ギャンブル、シーリーが加わり、エンジニアのブライアン・ドンキンと協力して実用的な生産機械を開発し、1804年頃にイギリスで商業利用のための製紙法の開発に資金を提供しました。
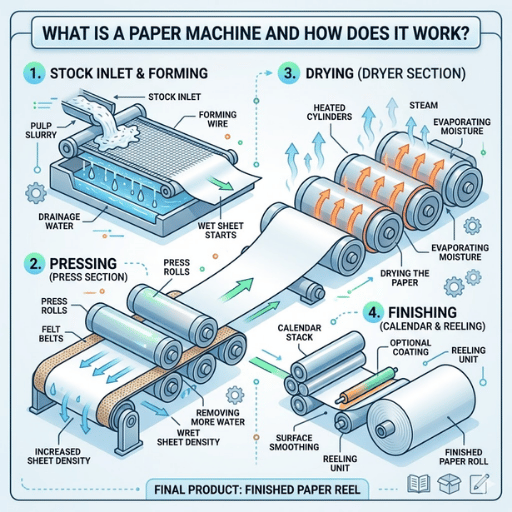
制作工程は6つの主要段階から構成される。
- 原料の準備 – 原料(バージン/再生)繊維を洗浄、精製し、0.3~1.0%の濃度に希釈します。精製機内の繊維は、紙シートに適した繊維長と繊維密度となるように、精製機によって粉砕されます。
- 形成(ワイヤーセクション)- ヘッドボックスから送られてきた希釈された原液は、移動するワイヤーメッシュ上に堆積されます。水は重力と真空によってメッシュを通過し、固形分18~22%の湿潤繊維マットが形成されます。
- プレス工程:湿ったウェブを2~4箇所のプレスニップに通し、機械的に水分を絞り出す。これにより、粘度が35~50%に上昇する。各ニップは50~150 kN/mの線荷重となる。
- 乾燥 – 蒸気加熱シリンダー(K)を通過する際に紙から水分が放出されます。温度は100~160℃(概算)です。乾燥セクションは、製紙機械で使用される総エネルギーの60~70%を消費します。
- カレンダー加工 ― 硬質および軟質ニップカレンダーは、シートの外観を向上させ、厚みのばらつきをある程度制御できます。カレンダーローラーのニップ圧力は、20~300 kN/mの範囲で調整可能です。
- 巻き取りと巻取り ― コンベアシステムが最終的なウェブをリールまで運び、そこで大きな原反に巻き取られ、その後スリット加工されて顧客が希望する幅に巻き戻されます。
乾燥セクションは、製紙機械において非常に重要な電力消費部門です。 エネルギー効率(シュプリンガー・ネイチャー) ウェブをより高い圧力でプレスすると、乾燥セクションの手前で、たとえわずか1%であっても、蒸気の形でより多くの圧力が消費されることになる、と述べている。
製紙機械の種類 ― フォアドリニエ式とシリンダー式(高速印刷および包装)

抄紙機には、フォアドリニエ式とシリンダーモールド式の2つの基本的な構造が存在する。これらは紙の成形システムが異なるため、達成可能な最高速度、製造される紙の構造、および最適な紙の種類に影響する。
フォアドリニエ抄紙機は、今日の商業製紙において依然として主流の抄紙方式です。水平方向に移動するワイヤーメッシュが、ヘッドボックスから噴射される希釈された原紙を支える役割を果たします。脱水は重力、テーブルロール、真空補助式乾燥ボックスによって行われ、比較的配向性の低い繊維からなる単層ウェブが得られます。ティッシュペーパーや新聞用紙から厚手のライナーボードまで、あらゆるグレードにおいて、フォアドリニエ抄紙機は最高の生産性を実現します。
1809年にジョン・ディキンソンによって考案された円筒成形機は、回転するワイヤーで覆われた円筒を繊維スラリーの入った槽に部分的に浸漬する方式を採用しています。ワイヤーを通して水が排出されるにつれて、繊維が円筒上に堆積していきます。通常、複数の円筒を直列に接続して積み重ねることで、多層構造の板材が作られます。円筒成形機は、多層構造の板材や、紙幣原紙、ろ紙、高度なセキュリティ文書などの特殊な紙材が必要な場合に使用されます。
3つ目のカテゴリーは、ツインワイヤ成形機、またはギャップ成形機です。この成形機では、柔軟な繊維スラリージェットを収束するワイヤ間に自由に注入でき、上下両方のワイヤで同時に脱水を行います。これにより、従来型のフォアドリニエ成形機の高速性に匹敵する、より対称性の高い成形性を備えたシートが得られます。
| フォードリニア | シリンダー金型 | ツインワイヤー(ギャップフォーマー) | |
|---|---|---|---|
| 速度範囲 | 300〜1,800 m / min | 15〜150 m / min | 800〜2,200 m / min |
| 標準幅 | 3.5〜10.5 m | 1.5〜4.5 m | 4.0〜10.5 m |
| 射出能力 | 100~3,000 TPD | 5~200 TPD | 500~4,000トン/日以上 |
| シート構造 | 単層、均一な繊維配向 | 多層構造に対応、ランダムな繊維分布 | 単層、対称両面排水 |
| 最適な学年 | 新聞用紙、印刷用紙、クラフト紙、ティッシュペーパー | 多層板紙、紙幣、ろ紙 | 高速包装、印刷グレード |
| 資本コスト(相対値) | 技法 | 低くなる | より高い |
かつては競合していた2つのタイプのうち、現代的な組み合わせであるツインワイヤーフォーマー(またはギャップフォーマー)が、現在では製紙機械の主流となっています。これは、従来のフォアドリニエ設計を論理的に発展させたもので、上下で同時に脱水する2本のワイヤーの間に繊維を注入します。これにより、毎分2000メートルを超える非常に高速で、より優れた成形性と対称的な繊維配向が実現します。
抄紙機の主要コンポーネント

ライン速度は機械効率と必ずしも一致するものではありません。総プロセスエネルギーと具体的な運転コストは、機械設計、適用されるウェブ張力、および各コンポーネント内のシステム効率に密接に関係しています。主要な製紙機械コンポーネントには、ヘッドボックス、成形部、プレス部、乾燥部、リールおよびワインダーが含まれます。
ヘッドボックス
ヘッドボックスは、標準化された乱流制御された希釈原料(固形分1~2%)のジェットを、機械の全幅にわたって均一に供給します。現在では、スライス開口部を調整できる油圧式ヘッドボックスにより、繊維原料の比重を機械全体のプロファイルで0.4%以下に制御することが可能です。希釈プロファイル測定などの分配システムでは、坪量プロファイルを±0.5 g/m²以内に制御することもできます。ジェットとワイヤの速度比のバランス(いわゆるラッシュ/ドラッグ比)は、運転パラメータを決定する抄紙機設計者にとって大きな違いとなります。これは通常、ワイヤ速度の±2%の範囲で決まり、繊維の配向と製品の種類に影響を与えます。
成形部(線材)-板材成形
成形工程では、遊離水が除去されます。「フォアドリニエ抄紙機では、ワイヤーがテーブルロール、フォイル、真空棚を順に通過します」。先進的な「成形布(ナイロンやポリエステルなどの織物で、セルサイズが60~90/cmの合成成形シート)は、ワイヤーベースのシステムよりも耐久性、耐摩耗性に優れ、清掃も容易です」。フォアドリニエ抄紙機は、フォーマーセクション出口で固形分約18~22%のウェブを受け取ります。抄紙機の運転には、成形布、プレスフェルト、乾燥布などの摩耗する布部品の交換に継続的な費用がかかります。
プレスセクション
製紙機械は、水分含有量の高い紙ウェブの表面を滑らかにすることを目的としています。プレスロールは機械的な負荷をかけてウェブを圧縮し、固形分含有量を35~50%まで高めます。一般的なプレスセクションには、ストレート型、リバース型、または複合型のニップ構成で、2~4個のニップが備えられています。シュープレス技術はニップの接触長を延長することで、出口乾燥度を高めます。これは、同等の線荷重における従来のロールプレスよりも2~5%高い値となる場合が多いです。
乾燥機部
乾燥工程では、蒸気加熱式の鋳鉄製シリンダー(直径1.5~1.8m)を用いて、接触熱伝達によりウェブを乾燥させます。ほとんどの機械は、5~7基の独立駆動式乾燥機グループを備えており、各グループは個別の蒸気圧と乾燥布の制御が可能です。蒸気圧は、グレードと機械速度に応じて通常100~600kPaの範囲で変化します。乾燥機の表面温度は100℃~160℃です。
カレンダー、ローラー、リール
カレンダーは、表面の質感とシートの厚さを制御します。ソフトタイプの「ニップ」カレンダーは、加熱されたスチールロールにニップロール(ポリマー被覆)を押し当てて使用しますが、ハードタイプの「ニップ」カレンダーは2本のスチールロールで構成されています。加工されたウェブはリールで原紙ロールに巻き取られ、切断システムでスリット加工された後、専用のワインダーで注文仕様に合わせて巻き戻されます。
📐 エンジニアリングノート
ヘッドボックス内の粘度制御は、坪量分布に影響を与える最も重要な制御変数です。印刷グレードの場合、目標値は0.3~0.5%(ヘッドボックス入口マニホールドで測定)です。エンジニアリングガイドは ScienceDirectの文献 凝集を防ぐためには、長繊維(クラフト)パルプのヘッドボックス濃度を短繊維(広葉樹または再生)パルプよりも低く(0.2~0.4%)設定する必要があることが示唆されています。CD基量プロファイルは、ヘッドボックススライス全体に50~100mm間隔で配置された希釈プロファイリングアクチュエータを使用して、目標値の1.0%(範囲±0.5%)以内に制御する必要があります。
製紙工程 ― パルプから完成ロールまで

抄紙機 原料準備から巻き取り作業に至るまで、一連の制御された工程を経て行われます。各段階において、最終的なシートの性能に影響を与える主要なパラメータが特定され、研究されます。
原材料の準備 — クラフト紙、板紙、再生紙
パルプ原料は、バージン木材パルプ(強度用には針葉樹、仕上げ用には広葉樹)、再生繊維、または非木材(竹、バガス、麦わら)のいずれかとして供給されます。非木材繊維はパルプ・製紙業界で急速に成長している分野であり、2024年には469億2000万ドル、最終的には2034年までに703億3000万ドルの価値があると予想されています。 フォーチュンビジネスインサイト.
原料調製工程には、パルプ化(固相からの繊維抽出)、洗浄(砂、ホッチキスの針、プラスチックなどの不純物の除去)、ふるい分け(過大粒子の除去)、精製(機械的手段による繊維結合能の調整)が含まれる。
製紙機械の湿式工程
アプローチフローシステムは抄紙機の湿式部に原料を供給し、精製された原料を成形部へ成形濃度(0.3~1.0%)で導入した後、スクリーンとクリーナーによってワイヤ上に堆積・分配します。成形ワイヤ上では、重力による除水に加え、フォイルやテーブルロールによる排水力の強化、サクションボックス、サクションドラムという3種類の除水方法が用いられます。ワイヤの終端では、ウェブの固形分濃度は約18~22%になります。
プレスおよび乾燥機の操作
プレスロールは、機械的な圧縮を加えることで、ウェブの水分含有量を35~50%までさらに高めます。プレス乾燥度が高いほど、後段の乾燥セクションにおける蒸気負荷の削減に直結します。乾燥シリンダーは、潜熱と顕熱の伝達によって残りの水分を除去します。1日1,000トンの処理能力を持つ機械の場合、乾燥セクションからの湿潤シートの排出量は、1日あたり約1,200~1500トンと推定されます。
仕上げ、切断、加工
乾燥後、ウェブはサイズプレス(澱粉などの添加剤)、コーティングステーション(コート紙用)、カレンダーセクションを経て、リール上で原紙ロールに巻き取られます。原料準備から仕上げまで、全工程が連続生産方式で行われます。最新の自動製紙ラインは24時間7日連続稼働し、4~8週間ごとに定期メンテナンスのために停止します。
水使用量の数値は ナショナルアカデミープレス 業界ベンチマークレポート。90%の水リサイクル統計は、 欧州製紙産業連盟(CEPI)2023年主要統計.
抄紙機の仕様 ― グレード別の速度、幅、生産量、処理能力
すべての製紙機械が同じように作られているわけではありません。機械が製造する紙の種類によって、キットの仕様は大きく異なります。例えば、毎分2,200メートルで稼働するティッシュペーパー製造機と、1日3,000トン以上を生産する大容量コンテナボード製造機では、設計パラメータが大きく異なります。以下に、紙の種類別の仕様範囲を示します。
| 紙のグレード | 速度(m /分) | トリム幅(メートル) | 出力(TPD) | 坪量(g/m²) |
|---|---|---|---|---|
| 組織 | 1,200-2,200 | 2.5-5.6 | 50-250 | 13-30 |
| 新聞紙 | 1,000-1,800 | 6.0-10.0 | 500-1,500 | 40-52 |
| 印刷と書き込み | 600-1,500 | 4.0-9.0 | 200-1,200 | 50-120 |
| コンテナボード(ライナー/フルーティング) | 400-1,200 | 4.5-10.5 | 500〜4,000 + | 100-350 |
| クラフト紙(袋) | 400-900 | 3.5-7.0 | 200-800 | 60-120 |
| 板紙 | 200-600 | 3.0-7.0 | 200-1,500 | 150-500 |
新規工場向け機械の選定や製紙機械のアップグレードにおいては、紙ロール、紙カップボード、または各種紙など、年間生産量に応じて必要な速度とトリム幅の最小組み合わせが決まります。例えば、一般的なライナーボードの坪量を想定した場合、年間1,000トンのコンテナボード生産量を達成するには、公称速度800メートル/分、トリム幅7メートル以上の機械が必要となります。
✔ 高速機(1,200m/分以上)の利点
- 生産単位コストの低下 – 固定費を生産量の増加に分散させる
- 必要な機械の数を減らし、それによって生産量1トンあたりの工場設置面積を最小限に抑える。
- 最新の駆動および制御システムは、高速走行時でも品質を維持する。
- 生産量の増加に伴い、1トン当たりのエネルギー消費量は減少する。
⚠ 高速マシンの限界
- より高額な設備投資 ― 大規模高速線の場合、200億ドル~1億ドル以上
- 狭い製品範囲内でのグレード変更能力が低下するため、グレードの幅を広げる際には悪影響が生じる。
- 高速成形時における材料品質変動に対する感度の増加
- シート破断後の起動時間の増加 – イベントあたりの生産損失の増加
比較するとき 製紙機械ソリューション 各種機器メーカーから提供される機器については、最大設計速度ではなく、定格負荷容量と正味処理能力を使用してください。実際の運転効率は、グレード変更時、シート破断時、洗浄時における織り速度の差を補うため、設計速度の85~93%程度になる場合があります。
製紙機械技術における持続可能性と将来動向
製紙機械の性能向上は現在、再生繊維の利用、エネルギー消費量の最小化、デジタルカスタマイズという3つの相互に関連する方向性で進展している。これらは未来の概念ではなく、現代の製紙機械を再定義する、現在進行中の投資プログラムなのである。
再生繊維と循環型製造
による市場調査 将来の市場の洞察 紙リサイクル産業は年平均成長率(CAGR)5.7%で成長し、2034年までに世界規模で13.1億米ドルに達すると予測されています。既存のヨーロッパの製紙工場では、平均して約72%の繊維リサイクル率を維持しています。再生原料は、汚染物質の含有量が高く、再生繊維が短いため紙の強度が低下するなど、製紙機械に追加的な負荷をかけます。紙の強度特性を向上させるには、バージン繊維をブレンドする必要があります。
エネルギー効率と節水
フィンランドとスウェーデンの分析によると、印刷部門の効率改善、熱回収設備の設置、プロセス自動化の強化の組み合わせにより、紙1トン当たりの一次エネルギー消費総量は9.76 MWh/トンから9.02 MWh/トンに減少した。 エネルギー効率ジャーナル(シュプリンガー・ネイチャー)最新のクローズドループシステムでは、水のリサイクル率が90%を超えています。最新の靴プレスシステムは、プレス後の乾燥度を2~5%向上させ、乾燥セクションの熱エネルギー消費量を直接的に削減します。
インダストリー4.0とデジタル製紙機械
スカンジナビアと北米の製造施設では、相互接続されたセンサーネットワーク、デジタルペルソナ、人工知能と機械学習を活用した機器最適化システムなど、数多くのデジタル自動化コンセプトが導入されています。乾燥機シリンダーやベアリングなどの機器の振動や温度を分析する予測保全アルゴリズムを使用することで、不良機器を削減できます。動的制御により、坪量、水分量、キャリパープロファイルが自動的に調整され、最適な生産稼働時間帯が確保されます。
市場の見通し
Hubspot フォーチュンビジネスインサイトパルプ・製紙機械の世界市場は2025年に1179億2000万ドルに達し、2034年には年平均成長率4.4%で1710億5000万ドルに達すると予測されている。 アメリカ森林・製紙協会 (AF&PA) 2024年の米国の紙・板紙生産量は3.2%増加すると予測されており、中でもコンテナボードが成長を牽引する見込みだ。包装需要(電子商取引やその他の用途でプラスチックに取って代わったもの)が、新たな製紙機械の生産能力増強への投資の主な原動力となっている。
再生繊維含有量を増やすために製紙機械に変更を加えることは、原料準備の変更にとどまらず、機械の他のすべてのセクションにも影響を及ぼします。再生原料には微細な繊維が多く含まれており、それがブラインド成形用ファブリックを劣化させ、プレスフェルトの透過性を低下させ、乾燥セクションの汚染を増加させます。先を見越して対策を講じることで、再生繊維含有量の目標値をさらに引き上げる前に、機械への影響を予測し、計画することができます。
よくある質問
Q:製紙機械は何と呼ばれますか?
回答を見る
質問:製紙機械はどれくらいの速さで紙を製造できますか?
回答を見る
Q:製紙機械におけるヘッドボックスとは何ですか?
回答を見る
Q: 抄紙機用衣類とは何ですか?
回答を見る
質問:製紙業は衰退産業なのでしょうか?
回答を見る
質問:製紙機械を発明したのは誰ですか?
回答を見る
生産ラインに製紙機械が必要ですか?
UDTECHは、原料調製設備、抄紙機、巻取設備など、製紙機械全般を取り揃えています。お客様に最適な抄紙機の価格と仕様、生産能力をご確認ください。
この分析について
本ガイドの内容は、UDTECHの技術コンテンツチームがAF&PA、CEPI、Springer Nature、および機器サプライヤーの仕様書から得られた公開情報に基づいて作成しました。UDTECHは、クラフト紙、段ボール、ティッシュペーパー、文化用紙工場向けに新しい機器ソリューションを提供する、英国の連続製紙機械メーカー兼設計会社です。本記事に記載されている速度と処理能力は、当社の機器ラインナップと公開されている業界データに基づいています。
参考文献と情報源
- 世界の紙・板紙消費量(2024年~2032年) — Statista
- 製紙業界におけるエネルギー使用量のベンチマーク — エネルギー効率(シュプリンガー・ネイチャー)
- 長網機械 — ブリタニカ百科事典
- 製紙機械 — エンジニアリング概要 — サイエンスダイレクト
- パルプ・製紙産業:産業環境パフォーマンス指標 — 国立アカデミー出版局
- 2023年の主要統計:欧州パルプ・製紙産業 — CEPI
- パルプ・製紙機械市場の規模、シェア、分析 — フォーチュン・ビジネス・インサイト
- 米国の製紙生産量と生産能力の動向 — アメリカ森林・製紙協会 (AF&PA)
- 紙リサイクル市場の規模、シェア、および2036年までの予測 — 将来の市場動向






