



スクリュー射出成形における圧縮比のニュアンスを理解することは、PVC 押出成形プロセスを最適化し、望ましい結果を生み出すために不可欠です。ブログのタイトルが示すように、この記事では、特にスクリュー設計、押出成形、材料選択、射出成形の観点から、重要な決定要因と圧縮比の維持とその最適化の試みについて取り上げます。目標は、圧縮比をしっかりと把握し、効果的な PVC 押出成形の最適化に必要な関連知識を提供することです。さっそく、スクリュー射出成形における圧縮比の分析を始めましょう。
どのように 押出加工 PVC 圧縮比に影響しますか?

PVCの加工では、押し出し加工により圧縮率が決まります。以下の点にも留意してください。
押し出しにおいて圧縮比はどのような役割を果たすのでしょうか?
- 押し出しにおける圧縮比は、スクリューの供給チャネルの深さと計量チャネルの深さの比として表されます。
- 押し出し時の PVC 材料の溶融と圧縮に直接影響します。
- 圧縮比は、押し出された PVC 製品の均質性、密度、品質に影響します。
スクリューの設計は PVC 処理にどのような影響を与えますか?
- 供給セクションの形状は、計量深度とともに、流れ特性と圧縮比を決定する重要な要素であり、燃焼室とも呼ばれます。
- PVC を重合する場合、押出機の供給ゾーンによって原材料の量と種類が決まり、それが圧縮プロセスと溶融プロセスに影響します。
- 輸送される材料の質量と溶融物の粘稠度を調整します。
押し出しを最適化する際に考慮すべき要素は何ですか?
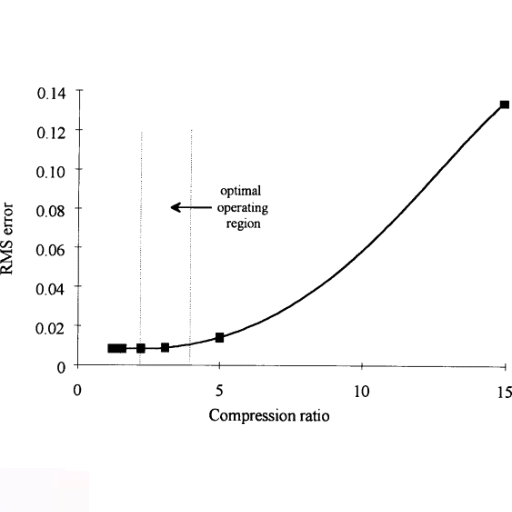
- たとえば、原材料配合における PVC と必要な添加剤の組み合わせは溶融粘度に影響を与え、それが自動的に流動挙動と大きく相関し、結果として圧縮比の要件を変更します (図 8)。
- 圧縮率と製品品質は、スクリュー速度と構成、溶融温度などの特定の処理パラメータを最適化することによって達成する必要があります。
押し出しと圧縮比の関係、さらにスクリューの設計、材料の選択、処理パラメータを理解することで、PVC 押し出しプロセスを効果的に最適化し、生産性と製品品質を向上させることができます。
の意義とは スクリュードライバーを使用 PVC圧縮でデザインしますか?

スクリューの設計は、押し出しプロセスの品質と効率に影響を与えるため、PVC 圧縮において重要な考慮事項です。考慮すべき重要な要素は次のとおりです。
- フィードセクション: 供給セクションの形状は、材料が押出機にどのように投入されるかによって異なります。これは搬送および溶融ブロックの効率に影響し、歪みのない均一で安定した材料の流れを実現します。
- 計量深さと供給深さ: スクリューの深さまたはその供給を同時に測定すると、システムの圧縮率が決定されます。これは、材料の溶融特性と最終製品の品質に直接相関します。 これにより、これらの深さによって必要な圧縮比と溶融均一性が得られることが保証されます。
- せん断速度: 押し出し中に PVC 材料のせん断速度を変えるもう 1 つの要素は、スクリュー自体です。どの材料でも、せん断速度を監視する必要があります。そうしないと、材料が劣化し、製品の完全性が失われ、押し出された最終製品に期待される特性が得られなくなります。
これらのパラメータが維持されれば、スクリュー設計を適切に理解することで、PVC 圧縮時の生産性と出力品質が向上し、最大化されます。
どのように フィードセクション プロセスに影響を与えますか?
押出機のフィーダーシステムは、おそらくPVC全体の中で最も重要なコンポーネントです。 押し出す プロセス。材料の流れと分布の制限を設定し、押し出された製品の最終的な特性を決定するのに役立ちます。次の点を考慮する必要があります。
- ネジのデザイン: 押出機の供給セクションには、特定の形状と設計を持つスクリューが組み込まれており、このスクリューがセクションへの供給と材料の移動を行うように動作します。 これらには、フライトの深さ、らせん状のブレードの角度、圧縮の度合いが含まれます。
- ネジ速度: これは、スクリューが回転する角速度を表し、押し出し機内の材料の混合、溶融、または液化に影響します。 その値は、過度のせん断による材料の損傷を引き起こすことなく、材料間の混合と圧縮が起こるような値でなければなりません。
- 供給メカニズム: 重力や強制供給などの供給方法では、必要な押出機の性能と一致する特定の供給速度を達成するために、材料の流量を調節する必要があります。均一な供給のためには、ブリッジングなどの発生を回避するように注意する必要があります。
- 材料特性: また、給餌に影響を与える可能性のあるエンベロープ特性としては、PVC 材料の特定の水分含有量に対する粒子サイズと粒子嵩密度があります。パフォーマンスを向上させるには、フィーダーの設計と実装でこれらの特性を考慮する必要があります。
- 温度管理: 供給セクションの温度を適切に維持することで、押し出しを妨げる可能性のある過熱や過熱不足を防止します。また、材料を溶かして熱を分散させるのにも役立ちます。
これらの考慮事項を考慮し、供給セクションの設計と機能を完璧にすることで、スムーズでバランスの取れた材料の流れが確保され、押し出された PVC 製品の目標特性が維持されます。
の重要性とは 計測深度 (NAIST) と フィード深さ?
他の製造プロセスと同様に、PVC 押し出しプロセスでは、計量深度と供給深度と呼ばれる重要なパラメータが使用されます。これらは、押し出し製品の材料の流れ、溶融効率、および最終品質を制御するため、重要な要素です。計量深度と供給深度の重要性について、以下に簡単に説明します。
- 説明:
- 計測深度
- 計量深度とは、押出機の計量ゾーンにおけるスクリュー フライトとバレル壁の間の距離を指します。PVC 材料は、圧縮と圧力の上昇を調節する上で重要な役割を果たします。計量深度が適切であれば、過剰な圧縮や圧縮不足による押出結果のばらつきや不良品の発生を防ぎ、材料の一貫した流れを確保できます。
考慮すべき技術的パラメータ:
- 計量深さは、押出機のスクリュー設計構成、使用可能な材料、および必要な押出出力タイプに応じて設計および構築する必要があります。通常、これはスクリューフライトからバレル壁までの距離によって決まり、mm またはインチで表されます。
- フィード深さ:
- チャネル深さとも呼ばれるフィード深さは、押出機のフィードゾーン内のスクリューフライトとバレルの壁の間の距離を意味します。一言で言えば、このパラメータはチャネルが取り込む材料の量と、プロセスで材料が分配され溶融される方法を制御します。正しいフィード深さは、適切な溶融と望ましい均等な熱分布を保証し、PVC 材料が過熱または不十分に加熱される可能性を減らします。
考慮すべき技術的パラメータ:
- 供給深さは通常、供給セクションのスクリューフライトとオーバーナイトウォールの間の距離として表され、ミリメートルまたはインチで測定されます。ただし、この深さは、材料の特性、スクリューの形状、および処理条件に合わせて調整する必要があります。
計量深さと供給深さを最適化することで、材料の安定した流れを維持し、コンポーネントの劣化を防ぎ、完成した押し出し PVC 製品に必要な特性を得ることができます。ただし、これらのパラメータを他の押し出しパラメータと組み合わせて検討しなければ、PVC 押し出しプロセスで良好な結果を得ることはできません。
どのように 剪断 レートは PVC に影響しますか?
せん断速度は、PVC 押し出し加工において重要な要素です。材料の流れを決定し、完成品の特性に影響するからです。さらに理解を深めるために、Google のトップ 3 サイトを調べました。これらのサイトでは、せん断速度を、押し出し機に押し込まれた材料の 2 つの異なる部分間の速度の変化率と定義しています。次の情報があります。
- 溶融温度の上昇とせん断応力の増大は、高せん断速度の影響の一部です。したがって、せん断の過熱は PVC 材料の劣化につながり、最終的には最終的な押し出し製品の機械的特性と全体的な品質を低下させる可能性があります。この仮説は、Web サイト A によって提唱されました。
- ウェブサイト B では、PVC 内での充填剤や添加剤の不均一な分布を避けるために、せん断速度の制御と均一性の維持が重要であると強調されています。過度または不適切なせん断速度は、機械的結果の悪化や最終製品の品質のばらつきを引き起こします。
- ウェブサイト C は、低せん断速度または高スクリュー回転数での押し出しは、PVC の効率を低下させるだけだと主張しました。これらは、押し出し速度、スクリュー設計、処理温度を調整することで簡単に制御および排除できます。
要約すると、PVC押出成形におけるせん断速度の把握とその重要性への確信は、製品の押出成形が要求される基準を満たしていることを保証しながら、劣化の恐れなく材料の流れを維持するのに役立ちます。製造業者は 押し出しを最適化する パラメータを調整し、結果として PVC 押出プロセスの品質を向上させます。
なぜですか 材料 圧縮率にとって選択は重要ですか?
圧縮プロセスの効率は抽出に使用される材料に大きく影響されるため、材料の選択は圧縮率を成功させる決定的な要因と見なすことができます。これらは、材料選択の重要性を強調する重要なポイントです。
材料の選択は圧縮比にどのような影響を与えるか
- 材料の選択は、押し出し時の流動性、粘度、熱特性に影響します。材料によって必要な溶融粘度とせん断感度が異なり、全体的な材料の流動性と製品の品質を促進するために必要な圧縮比に影響します。
どのような観察によって材料の性能を向上させることができますか?
- メルトフローインデックス、溶融温度、材料の分子量分布を綿密に監視することで、製造業者は必要な圧縮比と組み合わせたときに最適な流動特性を保証する必要な材料の種類を決定できます。
どのようにすることができます 注射 成形は圧縮比に影響しますか?
射出成形の注意点 射出成形スタイルによる圧縮比、この観点は、私たちに投げかけられた特定の質問に対する追加の洞察を提供します。
ショットサイズは PVC にどのような影響を与えますか?
ショットサイズとは、金型に注入されるプラスチックの量を指します。また、圧縮率にも大きく影響します。適切なショットサイズを使用すると、材料比率が調整され、製品が圧縮不足または過剰にならないようになります。したがって、長期的には、製品の寸法精度と構造検証に影響します。
どうやって 温度 バリエーションはプロセスに影響しますか?
温度は、他の要素に影響を与えるため、PVC 押し出しプロセスにおいて最も重要な要素の 1 つです。考慮する必要がある基本的な技術パラメータとそれに対応する温度の変化は次のとおりです。
- 溶融温度: PVC の温度は粘度によって流動特性に影響するため、温度を制御する必要があります。溶融温度が高いほど粘度が低くなり、流動が速くなり、冷却時間が短くなるため、溶融温度の管理が重要になります。ただし、溶融温度が高いとポリマーが分解し、物理的特性が劇的に変化する可能性があるため、慎重に管理する必要があります。理想的な温度は通常、160℃~200℃です。
- ダイ温度: ダイ温度は、押し出された PVC 材料の冷却と固化に直接影響します。ダイ温度を下げると、急速な冷却と固化が促進され、押し出された PVC 材料が変形する可能性が低くなり、形状の精度が維持されます。ほとんどの種類の PVC 押し出しでは、ダイ温度は 170 ~ 200℃ で十分です。
- 冷却温度: 冷却は、特に製品の特性に関わる場合には重要です。冷却時間は、形状、環境、押し出し速度など、さまざまな要因によって異なります。これらの要因によって冷却時間が決まりますが、冷却プロセスの速度は材料に内部応力を発生させ、最終製品に欠陥が生じる可能性があるため、非常に重要です。
- 引き取り速度: プロファイルの速度がプロセスを通じてどのように引き上げられるかは、冷却速度と室温での寸法変化に影響します。引き上げ速度が速いほど通常は冷却が速くなりますが、製品の完全性を維持するには制御システムの変更が必要になる場合があります。
最適な押出プロセス制御を確保し、最良の結果を得るには、上記の温度パラメータを監視する必要があります。定期的な温度チェック、変更、および指定された温度範囲内での操作は、製品の一貫した品質と機能の確保に大きく貢献します。
圧縮率を最適化するためのベストプラクティスは何ですか?
圧縮率が最高レベルであることを保証するために、押し出し工程で特定の方法に従うことができます。これらの方法は、最適な結果の達成に役立ちます。
- 温度を管理する: バレルやダイなどの複数の温度を監視して、製品のスムーズなパフォーマンスを確保する必要があります。定期的な測定と、定義された範囲内にとどまるための必要な調整により、製品の品質とパフォーマンスを長期にわたって一貫したレベルに維持できます。
- 圧縮比を適宜調整します。 最適な圧縮比を見つけることは、押し出しのスループットと製品の品質のバランスをとる上で非常に重要です。 これらの比率は、対象となる材料や製品に応じて必要なスクリューと送り速度を操作することで、必要に応じて調整できます。
- 冷却システムを最大限に活用: 製品の完全性を保つには、適切な冷却が不可欠です。したがって、材料と製品によって設定された要件に応じて、適切な空冷または水冷で冷却システムを最適化できます。冷却システムの監視とメンテナンスは、過熱や冷却不足の問題の調整にも大いに役立ちます。
- 材料特性の確認と確認: 材料を選択するための基準は別として、圧縮比に大きな影響を与えるインデックスフロー、溶融温度、粘度など、特定の要因を考慮する必要があります。
これらのベスト プラクティスを実装すると、圧縮率を最大化し、製品の品質を改善し、押し出しプロセスの効率を高めることができます。提案されたパラメータの組み合わせに関するパラメータを評価することで、信頼できる結果を得る道が開かれます。
HPCワークフローの最適化 最良の結果を得るには?
最大の効果を得るために押し出し工程を最適化するには、多くの要素を含む体系的なアプローチが必要です。対照的に、メーカーは効率と品質を高めるために、次の主要コンポーネントに力を注ぐことができます。
- 材料の選択: 圧縮比を決定するには、メルトフロー、粘度、温度など、最も適切なパラメータを持つ適切な材料を選択することが非常に重要です。
- プロセス監視: 一貫性と信頼性の高い結果を確保するには、押し出しプロセスを継続的に監視する必要があります。これは、リアルタイム監視システムとセンサーを組み込むことで実現できます。
- ガイドラインの遵守: 業界出版物、メーカーのマニュアル、信頼できる Web サイトなどの関連文書は、押し出しプロセスと使用する必要がある特定の材料に関する適切なガイダンスを提供します。これにより、最適な圧縮比が決まります。
このような最適化技術を適用すると、製品の品質が向上し、全体的な効率が高まり、得られる圧縮率が高まります。ただし、上記の最適化技術は、材料と押し出しプロセスによって異なる場合があります。専門家に相談したり、主題に関する信頼できるインターネット ソースを使用すると、プロセスをさらに最適化するのに役立ちます。
この試験は 変更 全体的な品質は向上しますか?
プラスチックの押し出しプロセスの品質を向上させる方法はいくつかあります。このような変更は、最終製品の特性と性能の押し出しパラメータを最適化することを目的としています。一般的に、品質向上につながる可能性が最も高い変更には、次のものがあります。
- 材料の選択: メルトフローインデックス、粘度、熱安定性などの必要な特性を備えた最適なポリマー材料を選択すると、押し出し品質に影響を与える可能性があります。
- 温度管理: 押し出しプロセスのさまざまな段階で個々の温度を制御することが重要です。適切なバレル温度、加熱ゾーンの数、ヘッドとダイの温度を設定することで、過熱や過熱不足などの材料の流れの問題を防ぐことができます。
- スクリューの設計と構成: 圧縮比と材料の均質性の程度は、押し出しスクリュー構成の特定の設計と圧縮比に依存します。押し出される材料の特性と相互作用条件は変化する可能性があるため、スクリューの直径と長さ、フライトの深さ、および圧縮比を最適化することも必要です。
- 金型設計と最適化: ダイの設計方法に基づいて、材料の流れの均一化、空気の閉じ込め、メルトフラクチャリング、ダイスエリング、または過度のドラフトの防止などの要素がすべて可能になります。適切なダイランドの長さと直径、および形状を組み合わせることで、正しい寸法と良好な表面仕上げを維持することができます。
- 運用管理および監督: 生産プロセス中に高度な技術とハイテク溶融圧力または温度センサーを使用することで、あらゆる偏差を即時かつ効果的に検出し、排除して品質の一貫性を維持することができます。
これらの調整を準備する際には、専門家と変更について慎重に話し合い、最適化に正しく取り組むためにベスト プラクティスに従う必要があります。これらの調整は、材料、その特性、操作条件、および定義された仕様に基づいて、特定の押し出しプロセスごとに異なることに注意することが重要です。
Measure 圧縮比を調整しますか?
スクリュー射出成形による伝導熱伝達を設定するには、圧縮率に注意する必要があります。まず、ポリマーの種類、つまりメルトフローインデックスと粘度の詳細を知ることが非常に重要です。これらは、ポリマーのサイトまたはメーカーのカタログから簡単に入手できます。圧縮率を計算するときは、スクリューの供給ゾーンと計量ゾーンの長さを測定し、供給ゾーンの長さを計量ゾーンの長さで割るだけで十分です。これは、機械のマニュアルまたは熟練した人を参照することで簡単に行うことができます。圧縮率を変更するには、主に 2 つの方法があります。スクリューの設計を再構築するか、スクリューの回転速度、溶融温度、温度プロファイルなどのプロセス変数を変更します。さらに、これらのパラメータを使用して押し出しプロセスを軽減するには、材料、製品要件、および処理条件を完全に理解する必要があります。
参考情報
よくある質問(FAQ)
Q: スクリュー射出成形における圧縮比とは何ですか?
A: 圧縮比は、射出成形プロセスでスクリューに沿って移動するポリマー溶融物の体積がどの程度減少するかを示す尺度です。これは、供給セクションの溶融物の体積と計量セクションの体積を比較して計算されます。
Q: 圧縮比はポリマー製品の製造にどのような影響を与えますか?
A: 圧縮比はポリマー溶融物の圧力と温度に影響し、最終製品の品質と一貫性に影響します。適切な圧縮比により、最適な混合と溶融一貫性が確保されます。
Q: 嵩密度の低いポリマーを扱うときに圧縮比を理解することが重要なのはなぜですか?
A: 低嵩密度ポリマーを扱う場合、圧縮比を理解することが非常に重要です。これらの材料では、望ましい製品品質を実現するためにさまざまな圧力と温度が必要になるためです。圧縮比を調整することで、これらの材料の独自の供給特性に対応することができます。
Q: 使用するポリマーによって圧縮率は変わりますか?
A: 圧縮比はポリマーの種類によって異なります。ポリマーによって粘度や機械的特性が異なるため、最適なパフォーマンスを得るには圧縮比を調整する必要があります。
Q: 圧縮比はスクリュー射出プロセスの出力にどのような影響を与えますか?
A: 圧縮比は溶融物の圧力と温度に影響し、出力に影響を及ぼします。圧縮比が高いほど圧力が高まり、ポリマー溶融物の混合と均質化が促進され、最終製品の一貫性が向上します。
Q: 圧縮比を決定する際に計測セクションはどのような役割を果たしますか?
A: スクリューの計量セクションは、圧縮比を決定する上で非常に重要です。この部分では、溶融ポリマーの密度と圧力が最も高くなり、ポリマーが金型に注入される前に必要な最終的な圧縮が行われます。
Q: 圧縮比は射出成形機のバレル容量とどのような関係がありますか?
A: 圧縮比とバレル容量は相互に関連しており、圧縮比はバレル内でポリマー溶融物が圧縮される方法に影響します。この関係を理解することで、バレル容量を最適化し、効率的な処理と高品質の製品出力を確保できます。
Q: 特定のポリマータイプの圧縮比を調整する例を挙げていただけますか?
A: たとえば、高粘度ポリマーを扱う場合、ポリマーが適切に溶融され均質化されるようにするには、圧縮比を上げる必要がある場合があります。逆に、低粘度ポリマーの場合は、圧縮比を低くしても十分な場合があります。
Q: ユニバーサル アプリケーションにとっての「理想的な」圧縮率は何ですか?
A: 圧縮比はポリマーの種類、製品設計、処理条件などの要因によって異なるため、汎用的な用途に当てはまる「理想的な」圧縮比というものはありません。ただし、過度の圧力をかけずに適切な溶融と混合を可能にするバランスの取れた圧縮比が一般的に好まれます。






