ドリルマシン:種類、選定、メンテナンスに関する完全ガイド
今日でも、ボール盤は世界中の製造業、建設業、メンテナンス工場で最も人気のある金属加工工具の一つです。鋼製ブラケットに一度穴を開ける場合でも、シリンダーヘッドに何千もの同じ形状の穴をバリ取りする場合でも、どの種類のボール盤を使用するかを適切に判断することで、精度、生産性、そして穴あたりのコストを抑えることができます。以下では、現在も生産されているあらゆる種類のボール盤について解説し、それぞれの選び方、そしてスピンドルベアリングをほとんどの作業者が予想するよりもはるかに長く使い続けるためのメンテナンス手順について説明します。
クイックスペック — ドリルマシンの概要
| スピンドル速度範囲 | 150~15,000回転/分(タイプにより異なる) |
| 穴径範囲 | 3mm~200mm以上(それ以上のサイズの場合は段差穴あけ加工が必要) |
| 原動力 | 0.25 kW (ベンチ) – 7.5 kW (ラジアル) |
| 一般的な資料 | 軟鋼、アルミニウム、鋳鉄、木材、プラスチック、複合材料 |
| 世界市場価値(2024年) | 26ドルから31億ドル |
| 主要な規格 | ISO 73.100.30ISO 20770-1、OSHA 29 CFR 1910.213 |
掘削機とは何ですか?
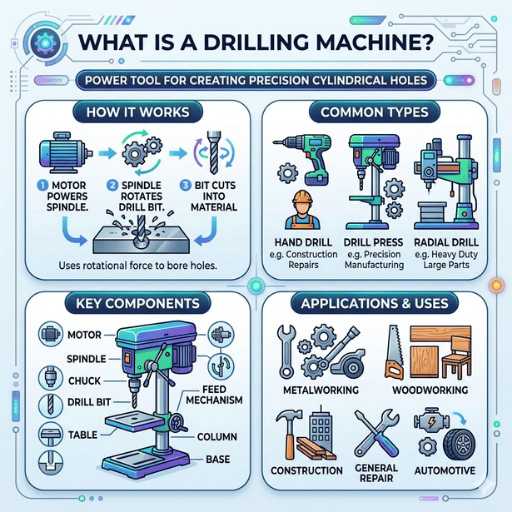
ドリル加工機は、(a) 通常はツイストドリルなどの切削工具を回転させるための動力を備え、(b) その工具を固定された工作物に対して制御された方法で移動させ、一定の断面と深さの円筒形の穴を加工できる剛性を備えた加工センターです。この定義によれば、ドリル加工機は、手動ドリルでは実現できない3つの条件、すなわち一定のスピンドル回転速度、制御された軸方向移動、およびドリルの溝と加工面との確実な位置合わせを実現できます。これらの3つの要素だけで、加工面に対する垂直度、穴の寸法精度、および内部仕上げといった加工穴の品質が決まります。
穴あけ加工に加え、ドリル加工はリーマ加工、座ぐり加工、タッピング加工、面取り加工、皿穴加工にも用いられます。稼働時間という点では、ドリルプレスは工場内で最も稼働率の高い機械の一つであり、一つの作業から次の作業へと素早く移行できます。
ドリルマシンの起源は、1770年代に大砲の砲身を製造するためにジョン・ウィルキンソンが最初に製作したボーリングマシンに遡ります。このモデルは、ジェームズ・ワットのピストンエンジン用の適切な寸法のシリンダーを製造するために改良され、現代の機械工場で使用されるドリルプレスの始まりを告げるものとなりました。1861年頃には、ジェームズ・ナスミスによって考案されたラジアルアーム構成が登場し、スピンドルが固定されたワークピースのあらゆる部分にアクセスして、ワークピース自体を再固定することなく一連の加工を行うことができるようになりました。
市場調査会社は現在、2024年時点でドリルプレス市場を26億ドルから31億ドルと推定しており、2032年までの年間成長率は4.9%から6%と予測している。アジア太平洋地域のインフラプロジェクトがこの成長の一部を牽引する一方、北米における国内回帰の動きとCNC制御による自動化の継続的な進展が、この市場の成長の大部分を生み出している。収益の大部分は建設業が占めているが、航空宇宙産業と医療機器製造業が単位利益を計上している。
掘削機の分類基準は、ISO 73.100.30(鉱業および採石業設備:掘削工具)およびISO 20770-1(工作機械の安全性:掘削機)に規定されています。この規格では、すべての紡績機械が消費港に到着する前に満たさなければならない、スピンドルテーパー、騒音放出、および電磁両立性に関する評価基準が定められています。
掘削機の種類

ボール盤の構造は、スピンドルの位置、加工対象物のサイズ、設計に組み込まれた自動化の度合いによって異なります。卓上ボール盤、柱型ボール盤、ラジアルアームボール盤などは、工場でよく見かける名称ですが、これらの変数に基づいて分類された完全な命名体系が存在します。
現在生産・販売されている10種類の製品を比較した表を以下に示します。価格帯は、中堅メーカーの新規機器に関する2024年の市場動向に基づいたものであり、参考価格としてお考えください。
| タイプ | 最大穴径 | 主軸速度 | 原動力 | 標準価格(米ドル) | 以下のためにベスト |
|---|---|---|---|---|---|
| ベンチドリルプレス | 20 mm | 500 - 3,100 RPM | 0.25〜0.75 kW | $ 150 - $ 800 | 小型部品、プロトタイピング、趣味 |
| 柱型(床型)ドリルプレス | 20 mm | 150 - 2,500 RPM | 0.75〜2.2 kW | $ 800 - $ 4,000 | 一般加工、中型部品 |
| ラジアルアームドリル | 20 mm | 40 - 2,000 RPM | 2.2〜7.5 kW | $ 5,000 - $ 45,000 | 大型・重量物加工、造船 |
| ギャングドリル | スピンドルあたり25mm | 500 - 3,000 RPM | 0.5kW × 4~6ヘッド | $ 3,000 - $ 12,000 | 連続的な操作、生産実行 |
| マルチスピンドルドリル | スピンドルあたり20mm | 600 - 4,000 RPM | 2.2〜5.5 kW | $ 8,000 - $ 35,000 | バッチ生産、フランジボルトパターン |
| 磁気掘削機 | 50 mm(環状カッター) | 250 - 750 RPM | 1.1〜1.8 kW | $ 900 - $ 3,500 | 構造用鋼材、現場作業 |
| CNCの鋭い機械 | 40mm以上(工具による) | 100 - 15,000 RPM | 3.7〜7.5 kW | $ 25,000 – $ 200,000 + | 大量生産、精密、航空宇宙 |
| 深穴掘削/ガンドリル | 3 - 50 mm | 1,000 - 8,000 RPM | 5.5〜15 kW | $ 50,000 - $ 400,000 | L/D比 >10:1、ライフル銃身、金型 |
| 携帯型ドリルプレス(マグネット式) | 20 mm | 350 - 750 RPM | 1.1 kW | $ 600 - $ 2,500 | 現場サービス、配管工事 |
| 掘削およびタッピングセンター | 25mmドリル/M20タップ | 200 - 10,000 RPM | 3.7〜5.5 kW | $ 18,000 - $ 80,000 | 1回のセットアップで穴あけとねじ切りが可能 |
シンプルな卓上ボール盤。小規模製造工場の頼れる主力機械です。作業台に固定して使用し、最大約16mmまでの穴径に対応します。ベルト駆動式モデルは、速度変更のためにベルトをプーリーからプーリーへと移動させるステッププーリーシステムを採用しています。速度変更を頻繁に行う場合は少々面倒ですが、機械的なトラブルなく何十年も使用できます。速度制御機能を備えた電子式可変速モデルは、ベルトの移動が不要ですが、価格は30~40%高くなります。
固定速度ギアヘッド式フロアドリルプレス。ベンチプレスと同じサイズで、柱が高めに取り付けられており、作業場の床にボルトで固定されます。高さがあるため、テーブルとスピンドルの間に平均よりも大きなワークピースを収めることができます。ギアヘッド式パッケージは、スピンドル速度に関係なく一定のトルクを供給します。これは、鋼材に大径の穴を開ける際に重要です。この形状は、産業用途における機械の能力を示すために使用される典型的なドリルプレスです。一般的にカタログでは、ドリルプレスと穴あけ機(穴を開ける機械)という言葉は互換性がありますが、前者は後者のサブカテゴリの1つを説明する分類用語です。
頑丈なラジアルアームドリル。アームは垂直コラムを中心に最大180度回転し、前後にも移動可能です。つまり、ワークを移動させることなく、スピンドルの中心線が半径内の任意の位置にアクセスできます。構造用鋼材組立業者、ボイラー製造業者、造船業者は、作業場に搬入するには大きすぎる、または扱いにくいワークピースにこのタイプの機械を使用します。アームを所定の位置に配置したら、コラムベアリングにしっかりと固定しておくことが、穴の位置精度と加工工程の整合性を保つために不可欠です。
マルチスピンドルギャングドリル。この装置は、共通のテーブル上に複数のドリルスピンドルが取り付けられています。ワークピースはスピンドル間を移動し、工具交換なしで複数の加工(穴あけ、リーマ加工、ねじ切り、皿穴加工など)を実行します。生産時間を大幅に節約でき、繰り返し加工を行う部品の場合、シングルスピンドルボール盤を複数台使用する場合と比較して、サイクルタイムを40~60%短縮できます。
多軸ドリル。この機械は、すべてのスピンドルが同時に送りを行います。つまり、複数の穴(通常は同じボルト円上のボルト穴)を一度に加工できます。セットアップに時間がかかるため、この機械はバッチサイズが200個に近づき、それを超える場合にのみ費用対効果を発揮します。スピンドルの駆動系に隙間があると位置決め精度に誤差が生じるため、部品はクランプで固定するのが望ましいです。
磁気ドリルマシン。一体型の電磁石式クランプ面を使用して、ワークを機械に近づける方式を採用しています。これは、ワークを移動できない兵器、構造用鋼部品などの加工に便利です。環状カッター(コアドリルとも呼ばれる)と中空ツイストドリルを使用し、比較的少ない準備で大径の穴を開けることができます。金属加工に携わる方にとって、小型の 金属用ハンドヘルドレーザー彫刻機 穴あけ前に穴の位置をマーキングする方法については、研究する価値がある。
CNCドリルマシン。送りレバーとテーブル位置決めにおけるオペレーターの手の役割は、コンピュータ数値制御(CNC)によって代替されます。各マシンはGコードプログラムを実行し、各穴位置に高速で移動し、プログラムされた送り速度と速度で穴を開け、後退し、人間の介入なしに数百、数千もの位置を繰り返します。
より最近の特集記事 CNC機械 工具交換装置、プローブシステム、およびスピンドル貫通クーラントを組み込むことで、無人運転を実現しています。
深穴加工機/ガンドリル加工機。ガンドリル加工機は、内部に前方に冷却液を吹き出すシングルリップドリルビットを使用し、切削面から切りくずを穴の出口へと運びます。ガンドリル加工はかつてライフル銃身の製造に限られていましたが、現在では油圧シリンダーのボア、金型冷却回路、航空宇宙燃料システムなどの製造にも使用されています。
このプロセスにより、10対1を超える比率が可能になります。
ポータブルドリルプレス。マグネットベースの軽量ポータブルマシンで、現場でのパイプフランジ加工、構造接続、改修工事など、作業場所を工場まで移動できない場合に使用します。固定式マシンより加工能力は劣りますが、現場に常備しておくべき必需品です。
穴あけ・ねじ切り加工センター。主に高速穴あけ・ねじ切り加工用に設計されたCNC工作機械で、毎分40~60メートルの加工速度と2秒未満の切削間隔を実現できます。これらの機械は、コストとサイズの面で、専用の穴あけ加工機とマシニングセンターの中間的な位置づけと言えます。
Q:掘削の主な4つの種類は何ですか?
回答を見る
製造業の研修では、穴あけ加工の主な4つのタイプとして、(1) 標準穴あけ(ボール盤のツイストドリル)、(2) 深穴あけ(穴の長さが直径の10倍以上)、(3) プログラム数値制御(CNC)穴あけ、(4) 大型ワーク材用のラジアル(スイングアーム)穴あけが挙げられます。一部の分類法では、深穴あけの4番目のタイプとしてガンドリルを置き換え、磁気穴あけを追加しています。これらの分類法は、機械の種類、切削工具の形状、またはワーク材の制約によって制御されます。
通常、店舗の分類において最も重要な要素は、所有している機器の種類です。例えば、ベンチプレスのオペレーターは「ベンチ式か床置き式か」を考え、生産技術者は「手動式かCNC式か」を考えます。
主要部品とその動作

卓上型、電動ドリル型、床置き型ラジアルアーム型など、あらゆるドリルマシンは、同一の機能サブシステムを使用しています。熟練したユーザーであれば、機械内の各サブシステムの機能を十分に理解していれば、標準構成からの逸脱箇所から、どの部品にメンテナンスが必要かを判断できます。400ドルの卓上ドリルと4,000ドルの床置き型ドリルの違いは、特別な機能によるものではなく、各サブシステムの相対的な剛性の違いによるものです。
ドライブシステム
モーター。卓上型および床置き型のボール盤の大部分は、単相誘導モーター(0.25~1.5kW、¾~2HP)で駆動されます。大型の機械(1.5~7.5kW、2~10HP)は三相モーターを使用し、VFD(可変周波数ドライブ)で監視できます。
モーターはヘッドアセンブリの上部後方に取り付けられています。
伝動方式。段付きプーリーを使用したベルト式プーリーシステムでは、4~12段階の速度調整が可能です。ギアヘッド式伝動方式では、負荷がかかった状態でも無段階に速度調整が可能で、表面速度を一定に保つ必要があるボーリング作業において重要です。
CNCドリルマシンでは、サーボモーターはタイミングベルトまたは減速ギアを介してスピンドルに直接接続されています。
スピンドルとチャックアセンブリ
スピンドルは、一対の精密ベアリング(最も一般的なのはアンギュラコンタクトボールベアリングまたはテーパーローラーベアリング)内で回転する、焼き入れ研磨された鋼製のシャフトです。各先端部には、キー付きまたはキーレスのドリルチャック(卓上型では最大16mmの容量)または、より大きな工具を保持するためのモールステーパスリーブを取り付けることができます。スピンドルの振れ(先端部のブレ)は、機械が適切にメンテナンスされていれば0.02mm以下である必要があります。この振れレベルを超えると、穴径の精度が低下し、ドリルビットが疲労破損します。
クイル。スピンドルを保持する中空のスリーブで、主軸台内で垂直方向に移動できます。深さストッパー付きのラックアンドピニオンシステムにより、送りハンドルを軸方向に引く操作力が制御された垂直移動に変換されます。ハンドルがクラッチから外されると、スプリングリターンシステムによってクイルが元の位置に戻ります。クイルの移動量は、卓上型では50mm程度、ラジアルアーム型ドリルでは300mm以上になります。
ワーク保持装置とテーブル
テーブル。鋳鉄製で、強度を高めるために底面にリブ加工が施されています。フロア型モデルには、支柱に高さ調節ラックが備わっており、ドリルをさまざまな作業高さに合わせて調整できます。ミドルレンジモデルには、角度付き穴あけのためにヘッドを45度まで傾けることができる機能が搭載されています。
万力。加工物をテーブルに固定します。T溝を通してボルトで固定する必要があります。万力を手で持とうとすると、非常に危険な怪我につながります。不規則な形状の部品には、ステップブロック、Vブロック、ストラップクランプなどが代替として使用できます。
CNC追加機能
CNCドリルマシンには、サーボ駆動テーブル(XY軸)、プログラマブルスピンドル送り機構(Z軸)、自動工具交換装置、およびコントローラ(ファナック、シーメンス、三菱電機、ハースなどが一般的)が付属します。コントローラはGコードを受信し、対話型プログラムも受け入れることができ、スピンドル、クーラント、送り速度、工具を管理します。各軸に搭載されたエンコーダにより位置フィードバックが得られるため、適切にメンテナンスされた装置であれば、位置を0.005mm以内の精度で再現できます。
📐 エンジニアリングノート — スピンドル速度の計算
ドリルの回転数を計算するには、次の式を使用してください。
RPM = (切削速度 × 1000) / (π × ドリル径)
例:1/2インチ(12.7mm)HSSツイストドリルで軟鋼に穴を開ける(切削速度25m/分):
RPM = (25 × 1000) / (3.1416 × 12.7) = 25,000 / 39.9 ≈ 627 RPM
最も近い設定値に丸めてください:一般的な12速プーリー構成では640 RPM。
送り速度:送り速度=回転数×1回転あたりの送り速度。640回転/分、送り速度0.15mm/回転の場合:640×0.15=96mm/分(軸方向送り速度)。
出典:機械ハンドブック、第31版、表2a - 穴あけ加工の速度と送り。
Q:穴あけ加工におけるスピンドルの役割は何ですか?
回答を見る
スピンドルは、ワークを保持する回転中心軸です。スピンドルはドリルも駆動します。モーターからのトルクはスピンドルを介してドリルビットに伝達され、ドリルビットが回転します。スピンドルは、正確な寸法と表面仕上げを実現するために、穴の入口線をワークの穴に対して一定の位置に維持する必要があります。高品質のスピンドルベアリングを使用することで、スピンドルの振れ(スピンドル軸からのずれ)を0.03mm以下に抑えることができます。スピンドルベアリングの振れが0.03mmを超えると、ドリルビットの寿命が著しく短くなり、ドリル穴が中心からずれてしまう可能性があります。
Practical Machinistフォーラムの熟練機械工たちが、試してみる価値のあるセンタリングのコツを共有しています。それは、スピンドルを逆回転(右回転ドリルの場合は反時計回り)させた状態で、ドリルビットをワークピースに下ろしていくというものです。ビットは切削することなく、センターポンチのマークに収まります。センタリングが完了したら、正回転に切り替えて穴あけを開始します。この方法により、特に直径10mm以上の穴をあける場合、手動式ボール盤でのワークのずれを大幅に軽減できます。
適切なドリルマシンの選び方
ドリルマシンを選ぶ際の重要なポイントは、加工物のサイズ、穴の仕様、生産量、設置スペースといったニーズに合った能力を備えているかどうかです。カタログで一番大きな機械を追い求めるのではなく、工場の実際の作業量に見合った、つまり一日中遊休状態にならないような機械を選ぶべきです。
ドリルマシンの5要素選定マトリックス
| 因子 | ベンチプレス | フロアプレス | ラジアルアーム | CNCドリル | 磁気ドリル |
|---|---|---|---|---|---|
| 1. 最大穴径 | 20 mm | 20 mm | 20 mm | 40mm以上 | 50 mm(環状) |
| 2. 加工物の重量制限 | 25キロ | 150キロ | 2,000kg以上 | 500キロ | 制限なし(マグベース) |
| 3. 位置精度 | ±0.5 mm(手動) | ±0.3 mm(手動) | ±0.2 mm(手動) | ±0.01 mm(サーボ) | ±0.5 mm(レイアウトによる) |
| 4. 処理能力(穴数/時間) | 30 – 60 | 40 – 80 | 20 – 50 | 200 – 1,200 | 15 – 30 |
| 5. 必要な床面積 | 0.3㎡ | 0.8㎡ | 6〜15㎡ | 4〜12㎡ | 持ち運び可能(0 m²) |
意思決定ロジックの実践
最大穴径が16mm以下で、かつバッチサイズが50個未満の場合 → 卓上ボール盤。
穴の直径が32mm以下で、かつワークピースが300×300mmのテーブルに収まる場合 → フロア型ボール盤。
ワークピースの質量が200kgを超える場合、または再クランプせずに複数の穴あけ位置にアクセスする必要がある場合は、ラジアルアームドリルを使用します。
バッチサイズが100個以上の同一部品で、公差が±0.05mm以下の場合 → CNCドリル加工機を使用。
加工物を工場まで移動できない場合は、磁気ドリルマシンまたはポータブルドリルプレスを使用します。
シナリオ: 小規模な加工工場が、10~30 個のバルクで鋼製ブラケットを受注生産しています。内径は 8~12 mm、場合によっては 20 mm の穴が連続して開けられます。年間生産量は 3,000 個です。ギアヘッドと部品を固定するためのクロススライドを備えたボール盤を使用します。ギアヘッドは 20 mm の穴に必要なトルクを維持し、クロススライドは位置決めにかかる時間を節約します。(この規模の生産量では、工場が CNC への投資を正当化する方法はありません。) このレベルでは、ボール盤の価格は 1,500 ~ 3,000 ドルを超え、CNC への参入価格となります。
初心者がよく犯す間違いの一つは、高速で下向きの力が強すぎること、そして送り速度と切削面速度の比率が悪いことです。現場でのあらゆる指標は、その逆を示しています。適切な切削面速度で適度な圧力をかけることで、きれいな穴が開けられ、発熱も少なく、ビットの寿命も長くなります。もっと強く押したくなる衝動は、たいていビットが鈍っていることが原因です。そうではなく、適切なサイズの鋭利なドリルビットを使えば、軟鋼を最小限の力で切削できます。Prac Mach フォーラムのユーザーは、連続した螺旋状の切りくずを得るために鋭利な HSS ドリルビットを推奨していますが、直径や速度が間違っていると、粉塵や切りくずが発生します。
購入前に:7つのチェックリスト
- まず、最も大きな標準部品のサイズを特定し、次に、クランプスペースを考慮してテーブルのサイズと喉の深さを確認してください。
- 第二に、最も硬い材料を把握しておくことが重要です。ステンレス鋼やチタンの場合は、高トルクかつ低速のギアヘッドが必要となります。
- 3つ目は、シフトごとのスピンドル速度の変化を数えることです。1日に10回の変化というのは、可変速ドライブのようです。
- 第四に…電源を確認してください - 単相:最大電力2.2kW、三相20kW以上。
- 5つ目に…機械だけでなく、ワークホルダーも必要になります。安価なドリルプレスは機能が簡素なので、別途購入するTスロットは20~30%ほど高くなります。
- 最後に、スピンドルのテーパーサイズを確認してください(MT2はベンチプレスで一般的、MT3は工場全体で使用、MT4またはMT5はラジアルアームドリルで使用されます)。機械を使用するには、それに合った工具が必要になります。
- スピンドルの移動量を確認してください。深穴加工における問題点の1つは、スピンドルの送りを収容できるほど十分な深さの穴を開けることです。そのため、最も深い穴がスピンドルのストロークを超えると、切削の途中でテーブルを下げる必要があり、貫通穴の精度が低下します。
よくある間違いの一つは、小さな作業場に巨大なラジアルアームドリルを購入することです。40mmラジアルアームドリルは1,500~3,000kgもの重さがあり、専用のコンクリート台の上に設置する必要があり(高価)、三相電源を消費し(高価)、最大送り速度は1時間に4本程度で、最低速度でも小径ビットには速すぎます。穴の90%が直径6~16mmの範囲であれば、10分の1の価格で良質なフロア型ボール盤の方が、セットアップ時間が短く、スピンドル送りが速いため、サイクルタイムでラジアルアームドリルを凌駕します。
業界を超えたアプリケーション

ボール盤は、世界中のあらゆる製造業および建設業において最も一般的なドリルです。構造用鋼材加工業者とプリント基板メーカーでは、穴あけ用途、工具、および作業サイクル時間が大きく異なります。以下に示す5つの業界は、世界で最も多くの穴あけ設備を設置しています。
| 業種 | 主要な機械タイプ | 一般的な穴の範囲 | 許容範囲が必要 | 主要ツール |
|---|---|---|---|---|
| 金属製作 | フロアドリルプレス、ラジアルアーム | 6 - 50 mm | ±0.1 – ±0.3 mm | HSSツイストドリル、環状カッター |
| 構築 | マグネットドリル、ポータブルプレス | 12 - 40 mm | ±0.5 mm | 環状カッター、TCTビット |
| 木工 | ベンチドリルプレス | 3 - 35 mm | ±0.5 mm | ブラッドポイントビット、フォスナービット |
| 電子機器/プリント基板 | CNCマイクロドリル | 0.1 - 3 mm | ±0.025 mm | 超硬マイクロドリル |
| 自動車 | CNCドリル、マルチスピンドル、ガンドリル | 3 - 75 mm | ±0.01 – ±0.05 mm | 超硬ドリル、インデックス式インサート |
金属製作
加工業界は、世界中のどの業界よりも多くのボール盤を使用しています。一般的な加工工場のほとんどは、2台から5台のボール盤を所有しています。軽量から中型の部品用の小型ベンチプレス、中型の部品用の大型フロアプレス、そして場合によっては重量物や大型構造物、板材加工用のラジアルアームボール盤です。これらの企業は、レイアウト、センターポンチ、穴あけ、バリ取りというシンプルなワークフローで作業していますが、部品の数が非常に多いため、穴あけの数は相当なものになります。忙しい一般的な加工工場では、すべてのボール盤を使用して、1日に500個から2,000個の穴をあけることもあります。多くの工場は、 CNCマシニングセンター 大量生産で高精度な部品を製造する際に、労働集約的な手動ボール盤を補完するために、工場現場に導入されました。
建設および構造用鋼
建設現場では、磁気ドリルが主流となっている。鉄骨工は機械を鉄骨梁や桁に固定し、穴を開け、次の穴へと移る。環状カッターは、1回の切削で除去する材料の量が最も少なく、発熱量も少なく、推力も最小限に抑えられるため、ツイストドリルよりも穴あけに経済的である。環状カッター1本で構造用鋼に50~80個の穴を開けることができ、これはHSSツイストドリルと同程度の数だが、それよりは少ない。
磁気式ドリル装置や環状カッターは、延性鋳鉄管継手のような難易度の高い用途において、従来のホールソーよりも平均で60~70%も効率が良い。手持ち工具のように振り回すのではなく、鋼材の表面に押し当てて使用すれば、磁気式ドリルプレスがずれることなく、磁気ベースが高速かつ正確な穴あけに必要な剛性を確保してくれる。
木工
木工職人は、家具製作において、ダボ継ぎ、蝶番のほぞ穴加工、貫通穴あけなどに卓上ボール盤を使用します。フォスナービットは、ヨーロッパ式の隠し蝶番に必要な平底の穴を開けるのに適しており、ブラッドポイントビットは、木口に穴を開ける際に、木目がずれることなくきれいに穴を開けることができます。木材用の回転速度は金属用よりもはるかに高く、一般的には、鋼材用の300~800回転/分に対し、広葉樹用は1,500~3,000回転/分です。宝石職人や工芸家も、貝殻、骨、半貴石などの繊細な素材にビーズ状の穴を開けるために、小型の卓上ボール盤を使用します。
電子機器およびPCB製造
PCBドリルマシンは、CNC制御のマイクロドリルシステムで、80,000~150,000 RPMのスピンドル速度で0.1 mm~25 mmの貫通穴を加工できます。超硬マイクロドリルビットは消耗品で、1本のビットで3,000~5,000個の穴を加工してから交換する必要があります。この業界では自動化を惜しむことは決してできません。多層基板1枚あたり10,000個以上の穴が開けられるのは一般的で、ミクロンレベルの位置決め精度が求められます。
自動車
自動車製造では、あらゆる種類のドリル加工機器が使用されます。エンジンブロックでは、オイルギャラリー(長さ対直径比20:1以上)にガンドリル加工、ボルトパターンにマルチスピンドルドリル加工、シリンダーボアにCNCボーリング加工が必要です。この業界では、トランスミッションケース、ブレーキキャリパー、サスペンション部品などの機械加工部品に高度な自動化が求められています。電気自動車の登場により、従来のエンジンブロックの穴あけ加工からバッテリートレイやモーターハウジングの穴あけ加工へと需要がシフトしましたが、それでも車両1台あたりの穴あけ数は数千個に上ります。自動車ティアサプライヤーは、 レーザーマーキングマシン 自動車部品の製造は、ドリルステーションと並行して行われます。関連する製造プロセスには、冷間加工と温間加工が含まれます。 押し出し機 アルミニウム形材の製造用、 プラスチック加工機械 自動車内装部品向け。
「中規模の加工工場は2020年以降、CNCドリル加工への移行を加速させた。自動化を遅らせた工場では、納期が長引くにつれて受注残が増加した。手作業によるドリル加工に必要な労働力の確保が慢性的なボトルネックとなったが、CNCはこれらの問題を同時に解決した。」
— グローバル・マーケット・インサイト社「掘削機市場分析、2024年」より抜粋
CNCドリルマシン:精度と自動化の融合
CNCドリルマシンは、手動による位置決め、速度設定、送り制御を不要にします。オペレーターはワークピースをセットし、プログラムを選択してサイクルスタートボタンを押すだけです。その後は、コントローラーが工具交換、主軸回転速度の調整、深穴加工のための断続的な穴あけ、クーラント供給などを管理します。1日に100個以上の同一穴を加工する生産工程では、生産性の向上は著しいものとなります。しかし、設備投資額が大きいため、慎重な検討が必要です。すべての工場がCNCの恩恵を受けられるわけではありません。
✔ 利点
- 位置精度:±0.01 mm(手動測定時の±0.3 mmと比較)
- 1,000個以上の部品でドリフトなしの再現性を実現
- 自動工具交換装置による無人運転
- 1回のセットアップで、穴あけ、ねじ切り、リーマ加工が同時に可能
- 処理能力:200~1,200穴/時
- 品質トレーサビリティのためのデジタル記録
⚠ 制限事項
- エントリーコスト:25,000ドル~200,000ドル以上(マニュアル車10~50台)
- 訓練を受けたプログラマー/オペレーターが必要です
- 単発作業のセットアップ時間は手動作業時間を超える
- メンテナンス費用:サーボドライブ、エンコーダ、制御基板
- 床面積4~12m²に対し、手動式床プレスは0.8m²
- 電力要件:三相、専用回路
| メトリック | 手動式床ドリルプレス | CNCの鋭い機械 |
|---|---|---|
| 穴位置公差 | ±0.3 mm(熟練作業者) | ±0.01 mm(サーボフィードバック) |
| セットアップ時間(前半部分) | 2 - 5分 | 15~45分(番組+試合) |
| 穴ごとのサイクル時間 | 8 - 15秒 | 2 - 5秒 |
| オペレーターの注意 | 100%(フィードレバーに手を置く) | 10~20%(積み込み/積み下ろしのみ) |
| 損益分岐点となるバッチサイズ | 1~50部品 | 部品数:50~200以上(複雑さによる) |
| 年間維持費 | 100ドル~300ドル(ベルト、ベアリング) | 1,500ドル~5,000ドル(サーボ、エンコーダ、冷却システム) |
CNC加工では必ずしも投資対効果(ROI)が向上するとは限りません。1日に100個未満の穴あけしか行わず、穴のサイズや材質にばらつきが少ない場合、デジタル表示装置(DRO)とクロススライドバイスを備えた手動のフロアプレスの方がROIが高くなることがよくあります。コスト(機械本体+DRO+バイス)は3,000ドル~5,000ドル程度ですが、基本的なCNCドリルでは、1日に100個を超える穴あけや公差が0.1mm未満になるまでは25,000ドル以上かかります。
シナリオ:中規模の金属加工業者、月間30~50件のカスタム注文、鋼板(厚さ6~25mm)1枚あたり8~20個の穴、1注文あたり5~200個の部品。経営陣は比較する CNCボール盤 既存の手動ドリルプレスと比較した場合。分析:50件の注文、平均14穴/個、平均100部品/個 = 70000穴/月の場合、CNCは8~14ヶ月で元が取れ、位置ずれした穴を避けることでオペレーターの時間と不良品を削減できます。小ロット生産(20部品未満)の場合、各注文にCNCのセットアップ時間を追加すると比較上の優位性が失われます。生産量が元が取れるまでは、DRO付きの手動ドリルプレスが最良の選択肢となる可能性があります。
CNC穴あけ加工の性能ベンチマーク
| 位置許容差 | ±0.01 mm(直線目盛付き) |
| 再現性 | ±0.005 mm |
| ラピッドトラバース | 40~60m/分(穴あけ/ねじ切りセンター) |
| チップ間時間 | 1.3 - 2.5秒 |
| ツール容量 | 12~30個のツール(ATCマガジン) |
掘削技術に関する当社の見解
UDTECHはCNC工作機械を開発していますが、穴あけ加工機は開発していません。この記事は、製造業において穴あけ加工が非常に一般的であるため、穴あけ加工機を探す際に他のCNC工作機械も検討する可能性が高いことから執筆しました。掲載されている情報はすべて、サプライヤーのウェブサイト、一般的なメーカーのデータ、またはその他の情報源から引用・転載したものであり、製品の宣伝を意図したものではありません。製品はCNC穴あけ加工機能に関する記述とともに納品されます。
メンテナンスと安全のベストプラクティス
定期的な週次/日次メンテナンスを受けたドリルプレスは、長持ちし、運用コストが削減され、より正確な結果が得られます。そのコスト増は驚くほど大きい場合があります。例えば、フロア型ドリルプレスのスピンドルベアリング1セットの価格は80ドルから200ドルですが、交換/分解、古いベアリングの取り外し、新しいベアリングの取り付け、スピンドルの再調整、再アライメントにかかる時間で、その費用のほとんどを費やすことになります。性能、安全性、耐久性は、メンテナンスを怠らないことによって得られます。安全設計やガード設計に関する推奨事項に例外はありません。工場の安全対策の一部は、恐ろしい事故を未然に防ぐことです。
| インターバル | 仕事 | Details |
|---|---|---|
| 毎日 | チップと冷却液をきれいにします | テーブルのTスロットと羽根車部分から切り屑を取り除き、柱を拭きます。 |
| 毎日 | クーラントレベルを確認する | 冷却液リザーバーを満タンにする。屈折計で濃度を確認する(6~8%) |
| 毎週 | 羽根軸と柱に潤滑油を塗布する | クイルラックアンドピニオンにウェイオイルを塗布し、フロア型モデルの場合はコラムラックに注油してください。 |
| 毎週 | ベルトの張力と状態を点検する | ひび割れ、光沢、ほつれがないか確認し、メーカーの仕様に従って張力を調整する。 |
| 月額 | スピンドル振れをチェックする | スピンドル先端のダイヤルゲージで振れを測定し、振れが0.03mmを超える場合はベアリングを交換してください。 |
| 月額 | ドリルチャックを点検する | ジョーの摩耗、同心度ずれを確認し、総振れが0.05mmを超える場合は交換してください。 |
| 四半期単位 | テーブルをトラムする | テーブルが全移動範囲にわたってスピンドル軸に対して0.02mm以内の垂直度であることを確認してください。 |
| 四半期単位 | クーラントを交換する | 冷却液を抜き、サンプを清掃し、新しい冷却液を補充してバクテリアの繁殖を防いでください。 |
- すべてをしっかりと固定してください。ドリルプレスのテーブル上で作業物を手で支えないでください。回転が始まると、ドリルが部品に引っかかり、指を折ったり、さらに深刻な怪我につながるほどの勢いで部品を振り回す可能性があります。
- ゴーグルのみの着用が義務付けられている場合でも、安全メガネを着用してください(大人の場合)。横から飛んでくるポテトチップスだけでも十分危険ですが、熱いポテトチップスが排気口から噴き出したり、他人のマグカップに飛び込んだりすると、さらに危険です。 OSHAの機械安全ガイドライン 側面シールドが必要です。
- 髪は後ろで結びましょう。緩んだアクセサリーは外しましょう。回転している紡錘の近くでは、ネクタイを着用したり、ぶら下がったアクセサリーを扱ったりしないでください。巻き付いた露出は、目をえぐったり、逃げ出したりする原因となることがよくあります。
- チャックガードを使用してください。ドリルスピンドルが回転すると、絹糸ほどの大きさの切りくずが飛び散り、目を傷つける可能性があります。シェル形状のANSIアセンブリに対するOSHA/ANSI Z-87機構は、ほとんどの重切削加工において部分的な要件ではありますが、経済的に適合する要件です。
- 作業者を隔離してください。下方への切りくずを拾おうとしたり、完全に噛み合ったドリルビットと固定されたワークピースの間に手を伸ばしたりしないでください。スピンドルはモーターが完全に停止するまで止まらないため、大きな衝撃運動量が衣服や部品に伝わる可能性があります。
ISO 20770-1は「操作点ガード」と「バリアガード」を強調している。 OSHA この規格は、ベストプラクティスを規定するとともに、両手操作装置および/または作動式バリアガードを要求します。また、遠隔操作、緊急停止、騒音制限(通常、動作点で85dBA未満)、およびCNC設備における電気安全要件についても規定しています。
生産用ボール盤の主軸ベアリングの早期故障の最大の原因は、クーラントのメンテナンス不足です。クーラントのレベルが低下したり、濃度が薄くなったりすると、切削温度が上昇し、熱が主軸に伝わり、ベアリンググリースが劣化します。屈折計で毎週測定し、クーラント濃度を6~8%に維持している工場ではベアリング寿命が5~8年であるのに対し、クーラント濃度を怠っている工場ではベアリング寿命が1~3年となっています。
掘削における一般的な問題とその解決策
| 問題 | 考えられる原因 | 解決策 |
|---|---|---|
| 特大の穴 | スピンドル振れが0.03mmを超える、またはドリルのリップ長さが不均一 | ベアリングの点検・交換、リップ長さゲージを使用してドリルを再研磨する |
| ドリルビットの破損 | 送り速度が速すぎる、ビットが鈍い、またはワークピースが動いている | 送り速度を落とす。ビットを研磨または交換する。クランプを確認する。 |
| 穴の内側にチャタリング痕があります。 | 剛性不足または共振範囲内の回転数 | すべてのギブを締め付け、回転数を±15%変更し、ベルトの張力を確認します。 |
| 穴が中心からずれる | センターポンチなし、ノミの刃が鈍い、またはスピンドルがずれていない | 必ずセンターポンチで印を付け、6mmを超える穴の場合は最初にスポットドリルを使用してください。 |
| 出口に過剰なバリがある | 貫通時の送り速度が高すぎる、刃先が鈍い | 最後の2mmの深さでは送り速度を落とし、スクラッププレートで背面を支える。 |
ドリルの信頼性に大きく影響する2つの幾何学的パラメータは、研磨時に見落とされがちです。
リップクリアランス角:一般的に使用されるHSSツイストドリルでは、この角度は9~15度である必要があります。9度未満では、切削ではなくビットが擦れるため、発熱して摩耗が加速します。15度を超えると、カッターの刃先が脆くなり、通常の送り力で欠けが生じます。プロの工具研削工は、各パス後にドリルポイントゲージを使用してこの寸法を確認します。
ドットポンチのルール:直径6mmを超えるドリルを使用する場合は、必ず最初にセンターポンチまたはセンタードリル(スポットドリル)を使用してください。ツイストドリルのチゼルエッジは、サイズが大きくなると自動的にセンタリングされません。ドリルビットはぴったり合う位置を見つけるまでずれてしまい、多くの場合、目的の位置から大きく外れてしまいます。熟練した職人によると、手作業で穴あけをする際に、ドットポンチを使い忘れることが、穴の精度が悪くなる最も一般的な原因だと言われています。
シナリオ:メンテナンス工場で、ドリルの平均寿命が2週間ではなく2~3日しかないことが判明しました。調査の結果、6か月以上クーラントサンプの清掃やオイル除去が行われておらず、バクテリア汚染により潤滑油エマルジョンの安定性が40~50%も大幅に低下していたことが分かりました。サンプの排水と清掃、7%濃度の新しいクーラントの補充、既存の摩耗したビットの交換を行ったところ、工具寿命は正常に戻りました。解決策のコスト:クーラント120ドル、作業時間2時間。放置した場合のコスト:ドリルビットの破損による月間800ドル。ドリル後の表面洗浄プロセスを検討する場合は、 レーザー洗浄技術 化学残留物を残さずに、切削油や切削屑を表面から除去する。
ドリルマシンに関するよくある質問

Q:ドリルマシンにはどのような3種類がありますか?
回答を見る
ほとんどの作業場関連の文献では、ドリルマシンは大きく3つのカテゴリーに分類されます。ベンチドリルプレス(小型で作業台に固定され、加工能力16mm)、ピラードリルプレスまたはフロアドリルプレス(大型の柱状で、加工能力32mm)、そしてラジアルアームドリル(大型ワークピース用のスイングアーム式で、加工能力75mm)です。この分類はほとんどの職業訓練カリキュラムに登場し、一般的な製造工場にある機械の約80%を占めています。
Q:ドリルマシンはどのように動作するのですか?
回答を見る
モーターがギアまたはベルト駆動を介してスピンドルを回転させます。オペレーター(またはコンピュータープログラム)が、回転するビットをスピンドルの軸に沿って材料に送り込みます。ビットの切削刃が材料を削り取り、らせん状の溝が切り屑を穴から引き上げます。
質問:ドリルマシンを使ってどのような作業ができますか?
回答を見る
単純な穴あけに加えて、ドリルマシンはリーマ加工(正確なサイズに穴を拡大し、表面を滑らかに仕上げる加工)、座ぐり加工(ボルトの頭を通すための底が平らな穴を拡大する加工)、皿穴加工(平頭ねじ用の斜めの穴をエアガンで加工する加工)、タッピング加工(スピンドルに固定されたタップで内ねじを切削する加工)、スポットフェーシング加工(粗い鋳造品の穴の周囲に平らな面を加工する加工)、ボーリング加工(高精度加工のために、単点ボーリングバーで既存の穴を拡大する加工)を行うことができます。これらの加工はすべて、手持ちドリルよりも、剛性の高いスピンドルと制御された送り速度を用いることで、より正確に行えます。
Q:材料の硬度は、穴あけ加工のパラメータにどのように影響しますか?
回答を見る
より硬い材料の場合、工具の加工速度を遅くし、より高い送り圧力が必要になります。軟鋼(120~180 HB)の穴あけは通常、表面速度約25 m/分で行いますが、ステンレス鋼(200~280 HB)の穴あけでは表面速度を10~15 m/分に落とします。焼入れ工具鋼(45 HRC以上)の場合は、5~8 m/分の速度で超硬工具を使用し、剛性の高いワーク保持と大量のクーラントを使用する必要がある場合があります。
Q:ドリルマシンで加工できる材料は何ですか?
回答を見る
機械工場では、ボール盤は主に金属(鉄、錫、鋳鉄、アルミニウム、青銅)、木材、プラスチック、複合材料(炭素繊維、ガラス繊維)、セラミック(ダイヤモンドコーティングエンドミル)、石材の加工に使用されます。工具や加工条件は、加工する材料に応じて選択されます。
穴あけ加工におけるCNC自動化をお探しですか?
UDTECHは、穴あけ、フライス加工、多軸加工など、金属加工における高精度を実現するCNC装置を提供しています。
参考文献と情報源
- 機械安全対策eTool:穴あけ作業 — 米国労働安全衛生局(OSHA)
- ISO 20770-1:工作機械の安全性 ― ドリルマシン — 国際標準化機構
- ISO 73.100.30:ドリル工具の分類 — 国際標準化機構
- ドリルマシン市場規模と業界分析 — グローバル市場インサイト、2024年
- 機械のハンドブック第31版 — 工業用プレス(速度/送り速度表、ドリル形状仕様)
CNC工具および精密機械加工装置のあらゆる側面において豊富な経験を持つUDTECHのエンジニアリングチームによってレビューされました。