



La saldatura svolge un ruolo particolarmente cruciale in una varietà di settori; tuttavia, fenomeni come gli schizzi di saldatura possono influire negativamente sulla produttività, sulla sicurezza e sulla qualità complessiva del prodotto. Ad esempio, durante le operazioni di saldatura MIG e TIG, gli schizzi non solo creano ulteriori sfide di pulizia, ma possono anche portare a sprechi di materiale e, se non adeguatamente controllati, possono portare alla creazione di difetti. Gli schizzi sono solitamente associati allo spreco. C'è anche una certa pulizia da fare che di per sé costituisce uno spreco. Questa guida entra nei dettagli su come affrontare gli schizzi e pulire la saldatura precisa attraverso l'uso di alcuni suggerimenti pratici e tecniche comprovate. Inoltre, gli istruttori di saldatura con lunga esperienza possono guidare i principianti attraverso le lezioni; tuttavia, questi tutoraggi tendono a non prestare attenzione a approfondimenti raffinati che possono produrre notevoli miglioramenti rispetto al superamento di diverse sfide di saldatura. Inoltre, consenti ai professionisti esperti di ottenere risultati ottimali in ogni progetto sbloccando progetti aggiuntivi, padroneggia queste strategie insieme a saldatori esperti. Adatta i materiali e affronta in modo proattivo le attrezzature, gli strumenti di precisione e le tecniche per apportare cambiamenti. Continua a leggere per scoprire come la manipolazione dell'ordine dei materiali può dare origine a modifiche degne di nota.
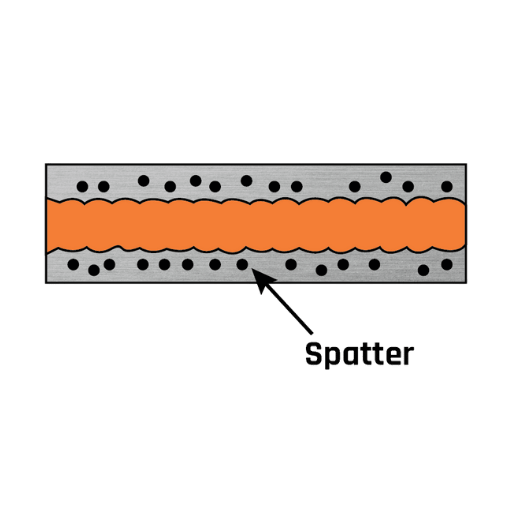
Cosa causa gli schizzi di saldatura?
Capire le cause degli schizzi di saldatura
Ogni schizzo di saldatura nel pezzo in lavorazione può essere attribuito a metodi scadenti, materiali e alcuni problemi di impostazione non corretti. Le cause principali degli schizzi possono essere un amperaggio troppo elevato, un valore di tensione non corretto e una velocità di alimentazione del filo non appropriata. Inoltre, anche l'uso di materiali di base mal puliti o preparati contribuisce al problema. Inoltre, la mancanza di gas protettivo o l'uso di materiale di riempimento per saldatura non corretto causeranno una fusione non uniforme che porta a schizzi di goccioline fuse. La comprensione di questi fattori aiuterà a migliorare la qualità delle saldature riducendo gli schizzi.
Impatto dei parametri di saldatura MIG sugli spruzzi
I parametri di saldatura MIG hanno un ruolo critico nel definire i parametri di spruzzi in una parte saldata, alcuni di questi includono tensione, corrente di saldatura e velocità di avanzamento del filo. Assicurarsi che il valore della tensione sia mantenuto nell'intervallo di valori impostato aiuta a mantenere stabile l'arco, ma una corrente eccessiva causa l'aumento degli spruzzi. Allo stesso modo, una velocità di avanzamento del filo errata causerà instabilità all'arco e si tradurrà in spruzzi spontanei. Seguire i parametri impostati dal produttore aiuta a eliminare i difetti e a garantire saldature più pulite. Inoltre, la portata del gas di protezione è importante, livelli bassi aumentano gli spruzzi mentre la protezione dell'arco aggiunge stabilità.
La funzione dell'elettrodo e del gas di protezione
Gli elettrodi e il gas di protezione influiscono notevolmente sulla qualità della saldatura. L'elettrodo funziona come un riempitivo per il giunto di saldatura, aumentandone la resistenza e la tenacità. Dovrebbe essere realizzato con gli stessi metalli di base dei metalli di origine per evitare la formazione di crepe. La protezione tramite gas fornisce l'isolamento del bagno di saldatura dalla contaminazione atmosferica, che protegge il bagno di saldatura poiché i gas garantiscono il mantenimento di un arco. Argon, anidride carbonica o una combinazione dei due sono affidabili per la loro specificabilità nei confronti del materiale da saldare, nonché per la finitura richiesta. La selezione di un elettrodo appropriato abbinato a un gas di protezione su misura per una saldatura specifica aumenta la qualità complessiva della saldatura e riduce al minimo la formazione di spruzzi in eccesso.
Quali sono le migliori pratiche per ridurre gli schizzi di saldatura?

Buone pratiche per il controllo degli schizzi di saldatura
- Modifica le impostazioni di tensione e amperaggio. Controllare che i requisiti di materiale e processo siano allineati con le impostazioni della macchina. Un voltaggio o un amperaggio aumentati spesso causano spruzzi aggiuntivi.
- Ottimizza la velocità di viaggio. Viaggiare a una velocità costante e appropriata durante la saldatura. Muoversi troppo lentamente o troppo velocemente comporta una distribuzione del calore incoerente e un aumento degli schizzi.
- Utilizzare un gas di protezione appropriato. Scegli il gas di protezione appropriato per la saldatura. Ad esempio, è noto che una miscela di gas argon e carbonio schizza meno di una protezione di anidride carbonica pura.
- Mantenere le superfici pulite. Assicurarsi che il materiale di base sia privo di ruggine, sporcizia e altri fattori di contaminazione prima della saldatura. Le superfici pulite favoriscono una migliore manutenzione della saldatura.
- Posizionamento corretto degli elettrodi. Controllare gli elettrodi alla giusta angolazione e distanza dal pezzo in lavorazione in modo che l'arco sia più stabile e si riduca la formazione di schizzi.
Se applicate, queste tecniche possono aiutare i saldatori a ottenere tagli più puliti e a ridurre allo stesso tempo gli schizzi.
Regolazione della velocità del filo e dell'arco di saldatura
La regolazione della velocità del filo e dell'arco di saldatura è fondamentale quando si vuole ottenere una qualità di saldatura uniforme. Il filo accumulato è denominato materiale di riempimento e viene aggiunto attraverso il giunto di saldatura a una velocità specifica nota come velocità del filo. Se la velocità del filo è troppo alta o troppo bassa, si possono osservare saldature deboli e incoerenti. Inoltre, possono verificarsi spruzzi eccessivi o un accumulo di materiale. Lo stesso vale se la lunghezza dell'arco di saldatura è più corta o più lunga di quella considerata ideale. Anche l'apporto di calore e la penetrazione dipendono dalla lunghezza dell'arco di saldatura. È possibile ottenere una fusione sufficiente tra la base materiale e riempitivo metallo riducendo difetti come porosità o mancanza di fusione. Come per tutti i processi, le impostazioni ottimali possono essere impostate utilizzando le raccomandazioni dei produttori di elettrodi e saldatrici, adattandosi alle condizioni e ai processi specifici in uso.
Applicazione di spray anti-schizzi insieme ad altre apparecchiature
Proprio come qualsiasi altro potente strumento, gli spray anti-schizzi possono essere utilizzati per impedire che gli schizzi si attacchino a un pezzo in lavorazione o ad altre aree a seguito della saldatura. È meglio utilizzare il prodotto dove è più probabile che si verifichino schizzi. In questo modo, il tempo di pulizia viene drasticamente ridotto e i difetti di schizzi induriti che potrebbero verificarsi vengono mitigati. Insieme ad altre importanti attrezzature come morsetti di cottura, spazzole volumetriche e metalliche, dischi abrasivi per pulizie sia grossolane che fini e morsetti che tengono il pezzo in lavorazione con precisione, riduce l'accumulo di materiali residui. È stato dimostrato che l'uso regolare di tali strumenti ha un impatto positivo sul processo di saldatura e fornisce risultati di buona qualità.
Hai problemi con gli schizzi durante la saldatura MIG?

Motivi che contribuiscono agli schizzi nella saldatura MIG
Gli errori negli spruzzi di saldatura MIG sono solitamente risultati premeditati di impostazioni errate, scarsa artigianalità o materiali contaminati. Le ragioni principali sono:
- Rapporto tra tensione e velocità di avanzamento del filo: Una regolazione non corretta può dare origine a un arco elettrico instabile, con conseguente aumento degli schizzi.
- Pulizia della superficie: Le saldature non possono essere efficaci se le superfici sono sporche, arrugginite o unte.
- Flusso di gas: Sia una quantità insufficiente di gas di protezione che una quantità eccessiva di gas di protezione possono compromettere la qualità delle saldature.
- Distanza elettrodi errata: Se si tiene l'elettrodo troppo velocemente o troppo lontano dal pezzo in lavorazione, l'arco diventa instabile.
Tenendo in considerazione questi elementi si ottengono saldature più pulite con spruzzi minimi.
Prevedere la formazione di schizzi sul metallo di base
Per ridurre l'adesione degli spruzzi, assicurarsi che il pezzo in lavorazione sia pulito da contaminanti come olio o ruggine prima della saldatura. Utilizzare una pasta o uno spray anti-spruzzi e applicarlo sulla superficie del metallo per formare un adeguato strato protettivo dagli spruzzi. Assicurarsi che i parametri di saldatura siano corretti, come tensione, corrente e velocità di avanzamento del filo, per ridurre al minimo la formazione di spruzzi. Un flusso di gas di protezione adeguato aiuta a prevenire meglio gli spruzzi, mentre la sporgenza dell'elettrodo deve essere controllata in modo da ottenere saldature con spruzzi inferiori. Oltre alle tecniche sopra menzionate, la pulizia e la manutenzione delle attrezzature di saldatura aiutano a controllare gli spruzzi in eccesso.
Valutazione della qualità della saldatura per la riduzione degli schizzi
Per ottenere prestazioni di saldatura ottimali, la valutazione degli schizzi è critica e pertanto la valutazione della qualità è essenziale. L'ispezione della saldatura dovrebbe essere focalizzata principalmente sui seguenti parametri: profilo del cordone, penetrazione e profondità e coerenza complessiva della saldatura. Le saldature di qualità dovrebbero garantire che vi sia uniformità in larghezza, i sottosquadri dovrebbero essere minimi e le transizioni tra la saldatura e il materiale di base disponibile sono fluide. L'identificazione di difetti visibili come schizzi eccessivi, porosità o crepe può essere facilmente eseguita visivamente.
Un ulteriore esame delle saldature senza compromettere l'integrità del giunto può essere ottenuto utilizzando metodi di test non distruttivi (NDT), tra cui test ultrasonici o ispezione radiografica. Ad esempio, i test ultrasonici possono valutare la solidità interna della saldatura tramite l'identificazione di vuoti, inclusioni e fusione incompleta. Si ritiene che la corretta velocità di spostamento della saldatura venga mantenuta nella maggior parte dei casi, con conseguente riduzione al minimo degli spruzzi, migliore penetrazione e migliore formazione del cordone.
I dati delle prove di saldatura indicano che i difetti correlati agli spruzzi sono peggiorati a causa di impostazioni di saldatura non idonee, come una tensione eccessiva. In alcuni casi, la modifica della velocità di alimentazione del filo o l'utilizzo di tecniche avanzate di saldatura pulsata hanno dimostrato di ridurre gli spruzzi del 70%. L'analisi post-saldatura fornisce dati quantificabili tramite mappe di calore e sistemi di monitoraggio automatizzati della saldatura, consentendo così una valutazione dettagliata della qualità complessiva della saldatura. Se questi metodi di valutazione vengono considerati prioritari, è possibile migliorare l'efficienza del processo di saldatura insieme al livello di qualità fornito in termini di spruzzi.
Le migliori pratiche per evitare schizzi nella saldatura TIG

Metodi di saldatura: un confronto tra saldature TIG e MIG
Migliori tecniche e applicazioni di saldatura sono chiaramente e notevolmente diverse sia nella saldatura TIG (Tungsten Inert Gas) che nella saldatura MIG (Metal Inert Gas). Mentre la saldatura TIG utilizza un elettrodo di tungsteno non consumabile che produce saldature più precise e di alta qualità con pochissimi schizzi, rendendola più efficiente per materiali più sottili, la saldatura MIG utilizza un elettrodo a filo consumabile, rendendola più adatta per saldature rapide su materiali più spessi. Rispetto alla saldatura TIG, la saldatura MIG è spesso più rapida e versatile, ma emette più schizzi. Se l'applicazione in questione deve concentrarsi sugli schizzi di saldatura e sulla qualità complessiva, allora la saldatura TIG è l'opzione più adatta.
Mantenimento degli standard di saldatura per soddisfare i requisiti TIG senza spruzzi
La precisione nelle condizioni di lavoro e l'aderenza a controlli specifici devono essere mantenute affinché la saldatura TIG senza spruzzi funzioni. Le questioni critiche includono la selezione dell'elettrodo, la purezza e il tipo di gas di protezione utilizzato e la manutenzione dell'attrezzatura. Inoltre, per garantire un arco stabile e un controllo della contaminazione, l'utilizzo del giusto grado di elettrodo di tungsteno richiede anche tecniche di molatura appropriate. L'angolo di molatura più consigliato per il tungsteno è compreso tra 30 e 60 gradi, tenendo in considerazione l'amperaggio richiesto e il materiale da saldare.
Un esempio di gas di protezione è il gas argon, che ha una purezza del 99.99%. Tale gas è importante per mantenere un ambiente pulito per la saldatura. I componenti del gas contaminanti possono causare la formazione di pori e altre imperfezioni nel cordone di saldatura. Impostando la portata del gas a 15-20 piedi cubi all'ora (CFH) si garantisce una copertura senza agitazione eccessiva che può causare l'aspirazione di materiale contaminante nell'area di saldatura.
La pulizia delle parti della torcia e il controllo delle perdite nei tubi flessibili sono esempi di lavori di routine e manutenzione che aiutano a ottenere prestazioni ottimali dell'attrezzatura di saldatura. Il lavoro di saldatura è meglio eseguito utilizzando un pezzo pulito perché qualsiasi deposito superficiale come olio, ruggine o vernice provoca schizzi che degradano la qualità della saldatura. La preparazione della superficie di lavoro dovrebbe iniziare con metodi efficaci come spazzolatura metallica, agenti sgrassanti o molatura.
Seguendo queste linee guida non solo si otterranno saldature senza schizzi, ma si prolungherà anche l'utilizzo e la rottura dell'attrezzatura e si migliorerà la produttività durante il processo di saldatura.
Come risolvere i problemi di schizzi nei progetti di saldatura?

Suggerimenti per la prevenzione degli schizzi di saldatura e garanzia della qualità
Per affrontare i problemi di controllo degli spruzzi e di qualità della saldatura, è necessario innanzitutto impostare i parametri di saldatura. Assicurarsi che la tensione, l'amperaggio e la velocità di avanzamento corretti siano impostati in base al materiale da saldare e alla procedura di saldatura utilizzata. Utilizzare gas di protezione di qualità e impostare la portata corretta in modo che l'arco non venga avvelenato. Per controllare il flusso di spruzzi di orripilazione dell'arco, è necessario controllare l'oscillazione incontrollata dell'arco per rilevare un'eccessiva sporgenza dell'elettrodo.
Sporcizia, olio, ruggine e vernice devono essere rimossi utilizzando spazzole chimiche, spazzole metalliche e smerigliatrici prima della sabbiatura superficiale. Utilizzare fili ed elettrodi corrispondenti per i materiali di consumo in base al metallo di base da saldare.
Eseguire anche la manutenzione ordinaria dell'attrezzatura di saldatura. Ugelli, punte di contatto e tubi flessibili tendono a subire un'usura eccessiva. Per il controllo degli spruzzi di saldatura, la tecnica impiegata è quella di regolare l'angolazione della torcia rispetto al pezzo in lavorazione in modo che vi sia un controllo manuale stabile sulla torcia. Seguire queste pratiche sicuramente controllerà gli spruzzi e migliorerà la qualità della saldatura in modo costante.
Come affrontare i problemi di schizzi eccessivi
Per iniziare a risolvere i problemi di schizzi, inizia esaminando prima i parametri di saldatura, poiché l'impostazione inappropriata di tensione, amperaggio o velocità di avanzamento è solitamente responsabile insieme agli schizzi stessi. Conferma che viene utilizzato il gas di protezione corretto e che la portata proteggerà l'arco. Guarda la qualità e il tipo di materiali di consumo; ad esempio, assicurati che i fili o gli elettrodi siano compatibili con il materiale di base. Pulisci le superfici su cui lavorare, poiché contaminanti come ruggine, grasso e vernice portano agli schizzi. Manutenzione regolare degli utensili sostituendo gli ugelli usurati o i contatti i suggerimenti sono essenziali nella stabilizzazione delle prestazioni dell'arco. Infine, per saldature più pulite, è necessario impiegare una tecnica adeguata di tenuta della torcia agli angoli consigliati e una mobilità costante.
Pulizia delle aree di saldatura con una spazzola metallica e altri metodi
Una spazzola metallica è uno degli strumenti più utili per pulire l'area di saldatura per creare un legame che sia forte e privo di difetti. Contaminanti come ruggine, sporcizia, vernice o ossidazione, sul materiale di base devono essere rimossi prima della saldatura in modo che la superficie sia pronta per la spazzolatura. Una spazzola metallica è utile dopo la saldatura per eliminare residui come scorie che non sono attraenti e preparare la superficie per operazioni successive come rivestimento o verniciatura. Per ottenere il miglior risultato possibile, assicurati di utilizzare una spazzola metallica realizzata con lo stesso materiale dell'oggetto da pulire, che sia acciaio, acciaio inossidabile o alluminio. A seconda delle specifiche della saldatura e del materiale di base, possono essere utilizzati altri metodi di pulizia come la levigatura, la molatura o l'uso di detergenti chimici. Queste tecniche aiutano a migliorare la qualità e la durata della saldatura perché promuovono una superficie pulita e stabile.
Domande frequenti (FAQ)
D: Quali problemi potrebbero causare spruzzi di saldatura durante la saldatura?
R: Gli schizzi di saldatura si verificano per una serie di motivi, tra cui impostazioni non corrette sulla saldatrice, tecnica difettosa o contaminanti sul pezzo in lavorazione. Ad esempio, in caso di disturbo del bagno di saldatura, gli schizzi di saldatura possono verificarsi a causa di una lunghezza dell'arco non corretta, velocità di saldatura o copertura inadeguata del gas di protezione.
D: In che modo il tipo di saldatura eseguita influisce sul volume di schizzi di saldatura prodotti?
R: Diverse tecniche di produzione di spruzzi, come la saldatura MIG e TIG, mostrano vari livelli di spruzzi. La saldatura MIG, o saldatura ad arco con gas metallico, ha maggiori probabilità di produrre spruzzi eccessivi rispetto alla saldatura TIG perché il processo comporta l'alimentazione costante di un filo di saldatura che, se non controllato, provoca spruzzi gravi.
D: Qual è il motivo per cui è importante mantenere le impostazioni corrette del filo e del gas nella saldatura MIG?
R: Le impostazioni corrette di filo e gas sono importanti da ottenere nella saldatura MIG poiché le impostazioni non corrette influiscono sulla qualità della saldatura, sulla velocità di avanzamento del filo e aumentano gli schizzi. Con le impostazioni corrette, è possibile ottenere venti stabili di sguardo fervente insieme a calore e penetrazione costanti (fidati, è possibile, basta impostare i parametri giusti), il che riduce notevolmente gli schizzi.
D: La saldatura ad elettrodo produce più schizzi rispetto alla saldatura MIG e TIG?
R: Sì, la saldatura ad elettrodo produce più schizzi rispetto alla saldatura MIG e TIG poiché prevede l'azionamento manuale dell'elettrodo, con conseguente variazione della lunghezza e della stabilità dell'arco, che si traduce in schizzi più grandi.
D: Quali precauzioni bisogna prendere per evitare schizzi durante la saldatura MIG?
R: Per ridurre al minimo gli schizzi nella saldatura MIG, è importante impostare la tensione e la corrente a livelli ottimali, evitando di pulire eccessivamente il filo di saldatura, utilizzando il gas di protezione corretto e mantenendo una distanza adeguata dal pezzo in lavorazione per evitare la rottura del bagno di saldatura.
D: In che modo la pulizia della superficie di saldatura influisce sugli schizzi di saldatura?
R: La pulizia di una superficie di saldatura è importante per ridurre gli schizzi. I fumi che ostruiscono le perdite superficiali come olio, ruggine e sporcizia deteriorano notevolmente la qualità della saldatura ad arco e la stabilità del pool, il che porta agli schizzi. La superficie deve essere trattata in anticipo per ridurre efficacemente gli schizzi.
D: Quali sono i fattori più importanti che causano spruzzi nella saldatura TIG?
R: Le dimensioni e la forma dell'elettrodo di tungsteno potrebbero contribuire agli schizzi nella saldatura TIG a causa di una portata di gas non corretta o di condizioni di arco instabili. Anche quando gli schizzi sono inferiori alla saldatura MIG, la TIG è anche influenzata dall'instabilità dell'arco che determina schizzi dalla formazione di gocce di saldatura.
D: Come posso eliminare gli schizzi di saldatura dai bordi?
A: Gli schizzi di saldatura possono essere rimossi meccanicamente tramite levigatura e carteggiatura, o con mezzi chimici, come l'uso di spray anti-schizzi. Una corretta manutenzione e ordine in un'officina di saldatura garantiscono che gli schizzi non si accumulino durante la pulizia della saldatura, assicurando l'aspetto di qualità del metallo di saldatura.
D: In che modo il metodo di saldatura che intendi utilizzare influirà sulla qualità della saldatura in termini di schizzi?
R: La scelta del metodo di saldatura determina in larga misura la qualità della saldatura, in quanto può controllare gli schizzi. Ad esempio, impiegare un arco corto in MIG riduce gli schizzi, mentre una velocità o un angolo costanti in TIG assicura che la rottura del materiale fuso avvenga in una quantità controllata, con conseguenti saldature di alta qualità senza schizzi.
Fonti di riferimento
1. Un sistema di monitoraggio degli spruzzi di saldatura a punti basato sulla visione artificiale
- Autori: Xiaodong Wang, Zhengqiang Zhu, Hongyu Peng, Yongqiang Wang
- Pubblicato in: 2023 3a Conferenza Internazionale su Ingegneria Elettrica e Tecnologia Meccatronica (ICEEMT)
- Data di pubblicazione: Luglio 21, 2023
- Sommario: Questo documento presenta un sistema di monitoraggio della visione artificiale progettato per catturare e analizzare gli spruzzi durante la saldatura a punti a resistenza. Il sistema utilizza una telecamera industriale ad alta velocità per catturare migliaia di fotogrammi durante un ciclo di lavoro di saldatura, identificando i fotogrammi chiave che presentano caratteristiche di spruzzi significative. Lo studio distingue gli effetti della pressione e della corrente sulla generazione di spruzzi e identifica altri fenomeni di spruzzi causati dall'usura o dal disallineamento degli elettrodi. Il sistema è implementato utilizzando C++ e dimostra un funzionamento stabile, rilevando efficacemente i problemi di spruzzi in tempo reale(Wang et al., 2023, pagg. 76–80).
2. Previsione della velocità di generazione di spruzzi di saldatura nel trasferimento di cortocircuito mediante rete neurale convoluzionale
- Autori: Sanga Lee, H. Ryoo, Kangmyung Seo
- Pubblicato in: Rivista di saldatura e giunzione
- Data di pubblicazione: 17 Febbraio 2023
- Sommario: Questo studio impiega una rete neurale convoluzionale (CNN) per prevedere la velocità di generazione di spruzzi di saldatura durante i processi di trasferimento di cortocircuito. Gli autori hanno sviluppato un modello che analizza vari parametri di saldatura per prevedere la generazione di spruzzi, migliorando la comprensione della dinamica degli spruzzi nella saldatura ad arco con gas metallico (GMAW). I risultati indicano che il modello CNN può prevedere efficacemente le velocità di spruzzi, contribuendo a migliorare il controllo del processo e la garanzia della qualità nelle operazioni di saldatura(Lee et al., 2023).
3. Effetti del tempo di saldatura e della potenza elettrica sulle caratteristiche termiche degli spruzzi di saldatura per l'analisi del rischio di incendio
- Autori: Y. Shin, W. Tu
- Pubblicato in: Energie
- Data di pubblicazione: Dicembre 9, 2020
- Sommario: Questa ricerca esamina le caratteristiche termiche degli spruzzi di saldatura generati durante la saldatura ad arco con metallo schermato, concentrandosi sulla relazione tra tempo di saldatura, potenza elettrica e rischio di incendio. Lo studio ha coinvolto un'impostazione sperimentale per controllare l'angolo di contatto e la velocità di avanzamento, analizzando le correlazioni tra volume di spruzzi, diametro massimo, velocità di dispersione e temperatura. I risultati mostrano che un aumento del tempo di saldatura e della potenza portano a dimensioni maggiori degli spruzzi e temperature più elevate, fornendo approfondimenti sulla gestione del rischio di incendio durante la saldatura(Shin & Tu, 2020).
4. Interazione tra fornitura locale di gas di protezione e dimensione del punto laser sulla formazione di spruzzi nella saldatura a raggio laser di AISI 304
- Autori: C. Diegel, T. Mattulat, K. Schricker, Leander Schmidt, T. Seefeld, J. Bergmann, P. Woizeschke
- Pubblicato in: Scienze applicate
- Data di pubblicazione: 20 settembre 2023
- Sommario: Questo documento esplora gli effetti dell'alimentazione locale di gas di protezione e delle dimensioni dello spot laser sulla formazione di spruzzi durante la saldatura a raggio laser dell'acciaio inossidabile AISI 304. Gli autori hanno condotto esperimenti utilizzando diverse dimensioni dello spot laser e configurazioni del flusso di gas, misurando la quantità, le dimensioni e la velocità degli spruzzi. I risultati indicano che il flusso di gas locale riduce significativamente la formazione di spruzzi e che le dimensioni dello spot laser influenzano la velocità del flusso di fusione verso l'alto, che a sua volta influenza la dinamica degli spruzzi(Diegel e altri, 2023).
5. Studio del meccanismo di formazione della rete di spruzzi e della modalità di penetrazione nella saldatura laser in modalità anello flessibile
- Autori: Yang Zhang, Jieshi Chen, Wenshuai Zhang, Chuangzong Li, C. Qiu, J. Ding, Haotian Lu, Kejin Zhang
- Pubblicato in: Rivista di ricerca e tecnologia dei materiali
- Data di pubblicazione: 1 marzo 2023
- Sommario: Questa ricerca indaga i meccanismi alla base della formazione di spruzzi e delle modalità di penetrazione nella saldatura laser flessibile ad anello. Gli autori analizzano la formazione della rete di spruzzi e la sua relazione con la profondità di penetrazione della saldatura. Lo studio impiega immagini ad alta velocità per osservare la dinamica degli spruzzi e fornisce approfondimenti sull'ottimizzazione dei parametri di saldatura per ridurre al minimo la generazione di spruzzi(Zhang et al., 2023).
6. Saldatura
7. Metallo






