



Corte láser de plexiglás: Guía completa de ajustes, calidad de los bordes y selección de equipos.
Ya sea que lo llames Plexiglas, Lucite o Perspex, puedes cortar plexiglás con láser de forma más rápida, limpia y precisa que casi cualquier otro plástico en un taller de fabricación. El problema es que casi cualquier error de fundición o extrusión, truco para el manejo de humos y reflejo de "usar más aire asistido" al cortar metales destruirá la propiedad misma —la claridad óptica— que hace que el material sea valioso en primer lugar. Esta guía reúne la física de la longitud de onda, datos de seguridad de grado OSHA, configuraciones de taller reales y trucos para mejorar la calidad de los bordes que, aunque contraintuitivos, rara vez se encuentran en un solo lugar en las páginas de resultados de búsqueda (SERP) centradas en el comercio.
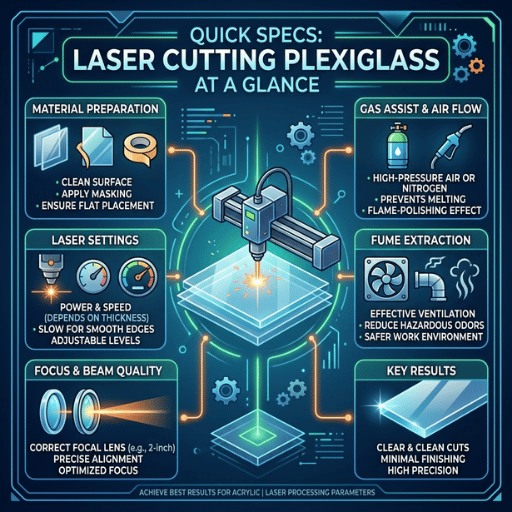
Especificaciones rápidas: Corte láser de plexiglás de un vistazo
Especificaciones rápidas
| El mejor tipo de láser | CO₂ a 10.6 μm (10,640 nm) — tubo de vidrio sellado o excitado por RF |
| Hoja recomendada | Acrílico fundido (PMMA) para cortes limpios; extruido para proyectos de bajo presupuesto. |
| Espesor práctico | De 1.5 mm a 25 mm en una sola pasada en sistemas de 60 a 150 W. |
| Ajuste de arranque (60 W en 6 mm de fundición) | 12 mm/s, 80 % de potencia, enfoque a 3 mm en la hoja, boquilla de asistencia de aire de 1.5–2.5 mm encendida low |
| Ancho de corte típico | 0.1–0.3 mm — geometría CAD desplazada por la mitad del ancho del corte para ajustes a presión |
| límite de exposición a humos | Límite de exposición permisible (PEL) de OSHA: 100 ppm de metacrilato de metilo (promedio ponderado en el tiempo de 8 horas) — se requiere extracción activa. |
| NUNCA cortes | PVC (libera gas HCl), policarbonato (llamas + hollín), ABS (trazas de cianuro) |
¿Qué es el plexiglás y por qué el tipo de material es importante para el corte láser?

Plexiglas es una marca comercial; el polímero que se encuentra debajo de cada lámina de Plexiglas, Lucite, Perspex y Acrylite es el mismo: poli(metacrilato de metilo) — PMMA, fórmula (C₅H₈O₂)ₙ, CAS 9011-14-7. Tres marcas comerciales, pero una misma composición química. Este dato responde a una pregunta que aparece en todos los resultados de búsqueda: "¿Cuál es la diferencia entre PLEXIGLAS y acrílico?". En la práctica, ninguna: la diferencia reside en la etapa posterior del proceso de fabricación, en el proceso utilizado para convertir los gránulos de PMMA en láminas.
El PMMA es importante para el corte por láser debido a tres propiedades medibles. Primero, su temperatura de transición vítrea es de aproximadamente 105 °C para el PMMA atáctico, mientras que los grados comerciales oscilan entre 85 y 165 °C, según los datos del material publicados en el Página de referencia de PMMAEsa baja Tg significa que la zona de corte se funde y vuelve a fluir casi instantáneamente, produciendo el borde brillante que hace que el acrílico sea visualmente único. Segundo, la densidad es de 1.17–1.20 g/cm³, aproximadamente la mitad del peso del vidrio equivalente, razón por la cual las pantallas, la señalización y las protecciones de maquinaria cambiaron al PMMA hace décadas. Tercero, la transmisión de luz visible alcanza el 92 % a 3 mm de espesor, pero la misma lámina absorbe fuertemente en el infrarrojo lejano. Esa asimetría es la razón por la cual un láser de CO₂ de 10.6 μm corta el plexiglás limpiamente, mientras que un láser de diodo de 450 nm lo atraviesa sin problemas.
Conociendo el Química del polímero PMMA Detrás de las marcas comerciales cambia la forma en que se especifica un trabajo. Las decisiones posteriores —fundición frente a extrusión, CO₂ frente a diodo, ajustes, calidad de los bordes, seguridad— dependen del polímero, no de la marca registrada en la película protectora.
Acrílico fundido frente a acrílico extruido: la elección crucial para el corte láser.
Ambos tipos son de PMMA, pero se comportan de manera diferente bajo un rayo láser debido a la forma en que se forman las cadenas de polímero. El acrílico fundido se vierte entre dos moldes de vidrio planos y se polimeriza lentamente durante horas o días. El resultado: una distribución de peso molecular más amplia y elevada (millones de g/mol), y esa red de cadena larga se funde limpiamente, volviendo a una superficie pulida a la llama a medida que el láser corta. El acrílico extruido se fuerza a través de una matriz caliente en longitudes continuas. Las cadenas son más cortas y uniformes (alrededor de 150 000 g/mol), por lo que cuando la lámina extruida entra en contacto con el mismo rayo, tiende a ablandarse, deformarse ligeramente y dejar un borde más mate.
En la práctica, la comparación que más importa a la mayoría de los fabricantes es la siguiente: calidad de los bordes, claridad del grabado, coste y uniformidad.
| Propiedad | Acrílico fundido (GS) | Acrílico extruido (XT) |
|---|---|---|
| Manufactura | Molde celular entre placas de vidrio | Extrusión continua a través de la matriz |
| El peso molecular | >1,000,000 g/mol | ~150,000 g/mol |
| borde cortado con láser | Transparente como el cristal, pulido a la llama. | Ligeramente escarchado, con ondulaciones ocasionales. |
| Acabado grabado | Contraste blanco escarchado brillante | Menos contraste, puede derretirse en lugar de vaporizarse. |
| Ajuste de frecuencia (CO₂) | Tolerancia de 5,000 a 20,000 Hz | ≤5,000 Hz para evitar la fusión. |
| Uniformidad de espesor | ±10% en toda la hoja | ±5% (más ajustado: ventaja de extrusión) |
| Costo | Precio de referencia | ~30–50% más bajo |
Regla de fundición: Si el borde cortado será visible (paneles de exhibición, letreros comerciales, letras iluminadas, guías de luz), especifique fundición siempre. Solo recurra a la extrusión cuando el borde quede oculto, el presupuesto sea ajustado o desee un acabado mate. Esta elección evitará más retrabajos en su proyecto de acrílico que cualquier otra opción.
Los proveedores en Europa suelen marcar el molde como GS y extruido como XTPor lo tanto, se extruye una lámina etiquetada como “Plexiglas XT” independientemente de la marca del papel de enmascaramiento. Siempre verifique el código de grado en el certificado de fábrica antes de cotizar un trabajo de claridad óptica.
¿Qué tipo de láser puede cortar plexiglás? CO₂ vs. fibra vs. diodo
¿Se puede cortar el acrílico con láser? Es una pregunta capciosa, ya que depende completamente de la longitud de onda del láser. El PMMA es transparente a la mayor parte de la luz visible e infrarroja cercana, mientras que bloquea por completo el espectro infrarrojo lejano. Que el rayo láser se convierta en calor dentro de la lámina o la atraviese depende únicamente de su longitud de onda y del coeficiente de absorción molar a esa longitud de onda.
An Estudio de absorción óptica indexado en PubMed Se midió el coeficiente de absorción del PMMA en masa a la longitud de onda del CO₂ de 10.6 μm a α ≈ 502 cm⁻¹, lo suficientemente alto como para que casi toda la energía del haz se capture dentro de los primeros micrómetros de la zona de corte. En comparación, el mismo plástico transmitiría aproximadamente el 92 % de los fotones visibles con un espesor de 3 mm, de ahí que una lámina aparentemente transparente parezca un panel de vidrio bajo la luz de una bombilla fluorescente y simplemente no se pueda cortar con un láser de diodo azul.
| Tipo de láser | Longitud de onda | Comportamiento del PMMA | Veredicto |
|---|---|---|---|
| CO₂ (sellado o RF) | 10.6 micras | Fuerte absorción (α ≈ 502 cm⁻¹), vaporización limpia | ✔ Lo mejor: transparente y de color hasta 25 mm |
| Fibra | 1.06 micras | El haz se transmite con una absorción mínima; el calor termina en la lente, no en la obra. | ✘ Evitar: riesgo de daños en la óptica. |
| Diodo (azul) | 450 nm | El PMMA transparente transmite aproximadamente un 92%; los grados opacos/negros absorben en la superficie. | ⚠ Solo opaco, lento, multipaso |
| Diodo (híbrido asistido por infrarrojos) | ~1064 nm + visible | El mismo problema de transparencia tipo fibra en PMMA transparente | ✘ No apto para cortes limpios |
¿Por qué un láser de diodo no puede cortar acrílico transparente?
Los láseres de diodo azul operan cerca de 450 nm, en lo profundo del espectro visible donde el acrílico se fabrica para ser idealmente transparente. Solo cuando la luz láser es absorbida se convierte en energía térmica. Los profesionales en r/lasercutting informan rutinariamente que los diodos azules de 10 W y 20 W no logran rayar el acrílico transparente en ninguna combinación de velocidad y número de pasadas, pero lo logran inmediatamente cuando cambian a un Comparación entre CO₂ y diodo máquina de grado. La solución alternativa para configuraciones de aficionados es cubrir la parte posterior de la lámina con pintura negra mate o una tarjeta de sacrificio para que el haz tenga dónde depositar su energía; pero eso añade pasos de limpieza y rara vez produce el borde de calidad óptica que justificó la elección de PMMA en primer lugar.
¿Puede un láser de fibra cortar plexiglás?
Los láseres de fibra operan a 1.06 μm y fueron diseñados para metales, donde el coeficiente de absorción es favorable. El PMMA a 1.06 μm transmite la mayor parte de la energía incidente y lo que interactúa tiende a hacerlo a profundidades incontroladas porque no hay una capa de absorción superficial. El resultado real es un corte parcial con cavidades internas fundidas, estelas de humo y un riesgo real de enfocar el haz no absorbido en la lente protectora del cabezal de corte, un modo de fallo costoso. Para trabajos con acrílico, especifique una máquina de CO₂ como las construidas alrededor de sistemas láser de CO₂ industriales en lugar de reutilizar una cortadora de fibra.
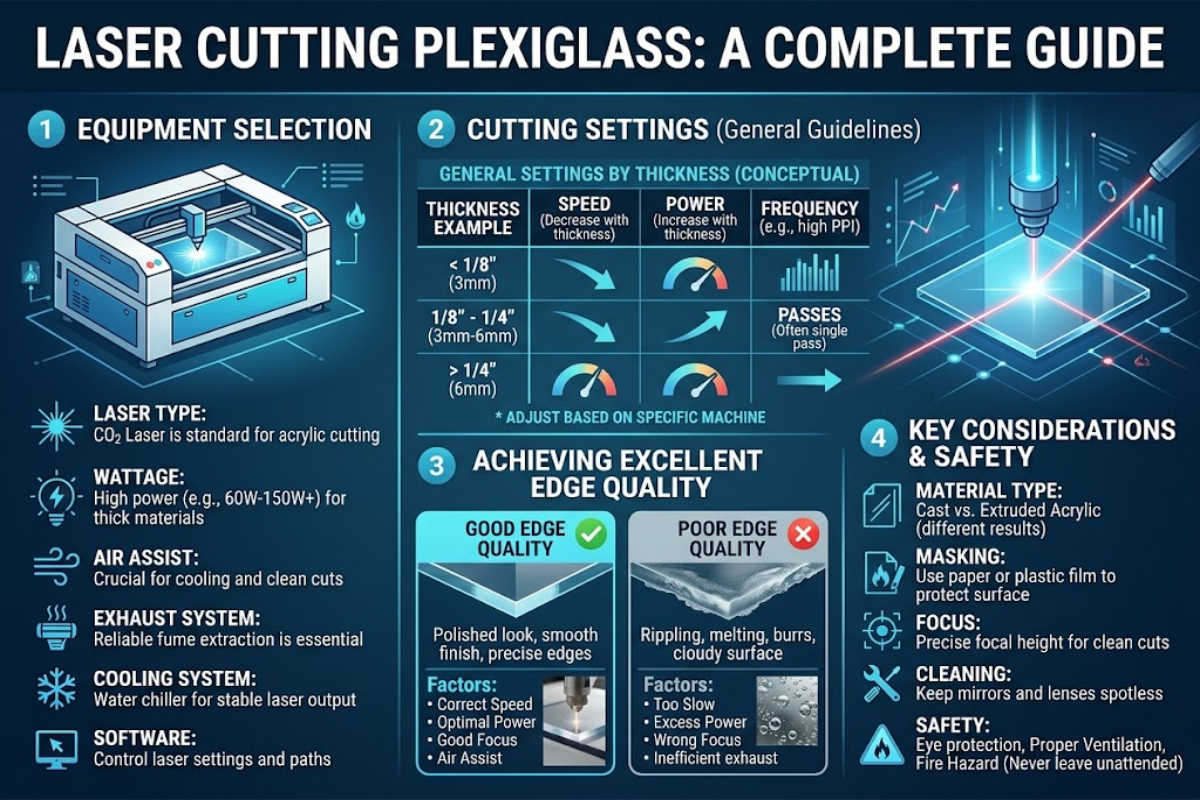
Configuración de corte láser: Potencia, velocidad y enfoque según el grosor.
La potencia del tubo y el grosor de la lámina definen el área de trabajo; la velocidad y el enfoque ajustan el resultado. Una buena regla general, según las guías de los fabricantes (Trotec, Epilog, OMTech, xTool), es una potencia láser de 10 W para 1 mm de acrílico en un corte de una sola pasada. Esto significa que un tubo de 60 W es manejable sin problemas a 6 mm de espesor y uno de 100 W a 10 mm. Los valores que se muestran a continuación son puntos de partida; cada máquina, lente y lote de láminas los modificará ligeramente. Realice una prueba corta en un trozo de material de desecho antes de comenzar la producción.
| Espesor | Tubo de 40 W | Tubo de 60 W | Tubo de 100 W | Tubo de 150 W |
|---|---|---|---|---|
| Fundición de 3 mm | 25 mm/s, 80%, 1 pasada | 35 mm/s, 65%, 1 pasada | 55 mm/s, 50%, 1 pasada | 80 mm/s, 40%, 1 pasada |
| Fundición de 6 mm | 8 mm/s, 95%, 1 pasada | 12 mm/s, 80%, 1 pasada | 25 mm/s, 65%, 1 pasada | 40 mm/s, 55%, 1 pasada |
| Fundición de 10 mm | 3 mm/s, 100% (dos pasadas) | 6 mm/s, 95%, 1 pasada | 12 mm/s, 80%, 1 pasada | 20 mm/s, 70%, 1 pasada |
| Fundición de 12 mm | No recomendado | 3 mm/s, 100% (dos pasadas) | 8 mm/s, 90%, 1 pasada | 15 mm/s, 75%, 1 pasada |
| Fundición de 19 mm | No recomendado | No recomendado | 3 mm/s, 100%, dos pasadas | 6 mm/s, 95%, 1 pasada |
| Fundición de 25 mm | No recomendado | No recomendado | Dos pasadas, lentas | 3 mm/s, 100%, 1 pasada |
Tres parámetros son tan importantes como los valores de la hoja mencionados anteriormente. Ajuste la profundidad de enfoque aproximadamente a la mitad de la profundidad de la hoja (a 6 mm, es decir, 3 mm por debajo de la superficie superior, no sobre la superficie) para que el punto de corte del haz se sitúe en el centro del corte y el corte permanezca paralelo. Elija la lente de distancia focal adecuada para el grosor; un ingeniero sénior de aplicaciones de Trotec señaló en r/lasercutting que para materiales de 19 mm o más de grosor se recomienda una lente de 2.5 pulgadas o 4 pulgadas en lugar de la predeterminada de 1.5 pulgadas, ya que de lo contrario el haz diverge antes de llegar al fondo del corte. En cuanto al parámetro de frecuencia, la guía técnica de OMTech para PMMA fundido tolera de 5,000 a 20,000 Hz, mientras que para PMMA extruido debe mantenerse en o por debajo de 5,000 Hz para evitar la fusión inversa por superposición de pulsos.
📐 Nota de ingeniería: compensación de corteEl ancho de corte medido con CO₂ en PMMA fundido se encuentra en el rango de 0.10 a 0.30 mm, dependiendo de la potencia del tubo, la distancia focal de la lente y la presión de asistencia. Para uniones entrelazadas, anchos de ranura y ajustes a presión, desplace la geometría CAD en la mitad del ancho de corte en la trayectoria de la herramienta; para piezas que simplemente necesitan encajar, la dimensión nominal suele ser suficiente. Siempre corte una muestra de prueba de 5 mm y mídala con un calibrador antes de realizar un lote de producción: la misma trayectoria de herramienta en un tubo de vidrio de 60 W frente a un tubo excitado por RF de 60 W puede variar el ancho de corte en 0.05 mm.
Cómo cortar acrílico con láser sin derretirlo.
Los bordes derretidos en el plexiglás son un problema de gestión térmica, no de potencia. Secuencia de solución: reduzca la presión del gas auxiliar (o apáguelo por completo; consulte la siguiente sección), enfoque la lámina en lugar de sobre ella y elija una sola pasada de alta potencia en lugar de varias pasadas lentas que recalientan la pared del corte. Si la lámina sigue derritiéndose, la causa suele ser una lente sucia o una trayectoria del haz desajustada que disipa la energía fuera del eje; limpie la óptica con alcohol isopropílico en un hisopo sin pelusa y realice una comprobación de alineación antes de aumentar la potencia.
Cómo lograr bordes pulidos a la llama: El manual para obtener bordes de calidad, aunque parezca contraintuitivo.

Lo mejor de cortar plexiglás con un láser de CO₂: el borde cortado se pule solo. El PMMA en la pared del corte se funde, la tensión superficial lo vuelve a fundir y la superficie expuesta se enfría hasta obtener un acabado brillante que simula el pulido a la llama, siempre y cuando el proceso esté configurado para no dañar dicho acabado. La mayoría de las quejas sobre la calidad de los bordes en las plantas de producción provienen de un error: tratar el acrílico como si fuera chapa metálica.
“La asistencia de aire debe ser mínima, ya que tiende a empañar los bordes.”
— Laser Dave, ingeniero de aplicaciones de Trotec, en un consejo publicado en r/lasercutting
Ese hecho explica por qué el SERP suele estar lleno de quejas del tipo "Seguí las instrucciones y mis bordes están blancos y rizados". La asistencia de aire a alta presión enfría la pared del corte tan rápido que la tensión superficial del polímero (literalmente las moléculas de hidrocarburo) no puede fluir y alisar la superficie antes de que se congele formando una red de microrrugosidades similar al hielo. En metales soldables, donde un soplete sopla cada vez más oxígeno o nitrógeno a 6-15 bares para eliminar la escoria caliente del baño de fusión, ese caudal es fundamental.
En PMMA invisible, es destructivo. Un régimen estándar de tres estados ahora es de 0 a 1.5 bar apagado para un pulido a la llama duradero, de 1.5 a 2.5 bar con retención de humo para drenaje sin pérdida de superficie, y de 2.5 a 4 bar solo en materiales extruidos y pigmentados donde los bordes ya están comprometidos.
- Especifique acrílico fundido: el acrílico extruido siempre se empañará en la pared de corte, independientemente de la configuración.
- Ajuste la profundidad de enfoque a aproximadamente la mitad del grosor de la hoja y no a la superficie.
- Desactive la asistencia de aire o ajústela al mínimo que aún permita eliminar el humo de la lente.
- Retire las cubiertas de papel de la superficie inferior. Deje las cubiertas de papel en la parte superior para facilitar su manipulación.
- Corte en una sola pasada de alta potencia; más de una pasada recalienta el corte y opaca el pulido.
- Utilice una mesa de extracción descendente o de corte grueso; no dirija el aire de escape hacia abajo, sobre la pieza de trabajo.
- Sujete las piezas a una distancia mínima de 2-3 mm de la abrazadera para evitar el blanqueamiento por tensión mecánica.
Estas siete reglas transforman un corte láser con configuración predeterminada en un borde acabado que no requiere pulido con soplete. Diferencia entre una pieza en caja y una pieza en el banco de trabajo.
Seguridad: humos, fuego y por qué nunca se debe cortar PVC o policarbonato.
Los humos del corte láser de plexiglás son desagradables, pero están bien caracterizados; existen límites de exposición y los controles son sencillos, siempre que el material incorrecto no llegue a la mesa de trabajo. El mayor problema de seguridad no es el PMMA en sí, sino las láminas que lo imitan y que se confunden con él.
Cuando el PMMA se corta con láser, el polímero se despolimeriza en sentido inverso, transformándose en ese monómero, metacrilato de metilo (MMA), además de dióxido de carbono, vapor de agua, monóxido de carbono y trazas de formaldehído. Hoja de datos químicos de OSHA para el metacrilato de metilo sugiere un límite de exposición permisible (PEL) de 100 ppm promediado durante un turno de ocho horas, y el Guía de bolsillo de NIOSH sobre riesgos químicos tiene el mismo límite de exposición recomendado (REL) de 100 ppm. La Conferencia Americana de Higienistas Industriales Gubernamentales (ACGIH) es más restrictiva, estableciendo un valor límite umbral de 50 ppm con un límite máximo de exposición a corto plazo de 100 ppm.
Un gabinete cerrado con extracción activa a una velocidad frontal de 3-5 m/seg hacia una pila HEPA más carbón activado se sitúa muy por debajo de las tres cifras durante volúmenes de corte normales.
- PVC y vinilo — libera cloruro de hidrógeno (HCl) y gas cloro; corroe el tubo láser y el conducto de escape en el primer corte, y luego envenena al operador.
- Policarbonato (PC): — arde violentamente, deja hollín negro y rara vez corta limpiamente porque absorbe mal a 10.6 μm.
- ABS — libera trazas de cianuro de hidrógeno y carbonilos aromáticos.
- Compuestos de fibra de carbono — libera partículas de grafito respirables y degrada la matriz de carbono en subproductos dañinos.
- Maderas tratadas, aglutinantes de MDF, telas recubiertas de vinilo. — Asuma que se trata de un aglutinante clorado o de formaldehído hasta que la ficha de datos de seguridad indique lo contrario.
Una comprobación rápida del material entrante que utilizan los talleres: sostenga un pequeño trozo sobrante contra un soldador caliente y huela el humo. El PMMA tiene un olor ligeramente dulce, como el pegamento para maquetas de aviones. El PVC huele a piscina clorada y el humo es acre. El policarbonato huele a pelo quemado. Las confusiones entre acrílico y PVC siguen siendo el error más costoso en la industria del láser; consulte la lista de referencias de ud-machine.com. materiales que nunca se cortan con láser y la comparación técnica de propiedades del policarbonato para más contexto.
En el universo de equipos, cada cortadora láser de CO₂ capaz de cortar acrílico es un sistema de Clase 4 por ANSI Z136.1-2022, que requiere un recinto interbloqueado, topes de haz y un Oficial de Seguridad Láser designado para implementaciones industriales. Una especificación correcta selección de extractores de humos Gestiona tanto partículas como MMA en una sola unidad. El error común es dimensionar la cabina de forma insuficiente para el volumen del equipo, lo que permite que el vapor se estratifique sobre la zona de trabajo y aumente la exposición del operario, incluso con conductos de ventilación instalados. Tenga en cuenta que los controles de exposición evolucionan; verifique la versión actual de cualquier norma con el organismo emisor antes de dar la aprobación final de cumplimiento.
Láser frente a sierra, fresadora y fresadora CNC: Elegir el método de corte adecuado
Por lo tanto, el corte por láser suele ser la solución adecuada, pero no siempre; esto depende de los detalles geométricos, la precisión, los bordes acabados necesarios y la carga de trabajo. Las tolerancias y los acabados del fabricante a menudo se derivan de guías comparativas que permiten obtener un esquema fácilmente aplicable.
| Método | Calidad de borde | Tolerancia típica | Ideal para |
|---|---|---|---|
| láser de CO₂ | Pulido a la llama sobre fundición | ±0.10 mm | Formas complejas, agujeros, detalles, piezas en lote de ≤25 mm de espesor |
| Fresadora CNC (fresa de ranura en O) | borde mecanizado limpio | ±0.50 mm | Material más grueso (25 mm o más), agujeros roscados, paneles grandes |
| Sierra de mesa con hoja de plástico | borde recto mecanizado | ±1.00 mm | Cortes rectos en lámina rígida |
| Fresadora CNC (vertical) | Acabado trabajado (vibraciones visibles) | ±0.05 mm | Bolsillos, roscas, piezas estructurales de acrílico |
| Marcar y disparar | Áspero, a menudo desconchado. | ±2.00 mm | Piezas únicas para bricolaje de ≤5 mm, no se requieren detalles. |
Una regla general: cualquier característica de menos de 3 mm, curva o que requiera un borde visible sin pulir, se procesa con láser. Cualquier pieza de 25 mm o más de espesor, estructural, que necesite agujeros roscados o una pieza simple, puede procesarse con fresadora o router. Cuando el lote alcanza alrededor de 50 piezas idénticas en una pieza fundida de 6 mm, el láser resulta más económico por pieza que las alternativas de marcado y corte o fresado. Por encima de eso, el Guía de materiales cortables por láser Se aplica y un sistema de CO₂ se amortiza rápidamente.
Aplicaciones prácticas: señalización, pantallas, creación de prototipos y piezas personalizadas.
La aplicación determina las especificaciones de la lámina, no al revés. Esto le proporciona cinco grupos para el corte láser de las aplicaciones más populares en 2026.
- Señalización comercial y arquitectónica: de 3 mm a 6 mm de espesor, fundida en transparente o de color, donde los bordes visibles deben conservar el brillo superficial; la precisión dimensional es secundaria al acabado brillante.
- Exhibidores en el punto de venta y embalaje de artículos de exhibición: fundición de 5 mm a 10 mm donde se utilizan ensamblajes de ajuste a presión; el CAD debe compensar la distancia de corte del láser para un ajuste óptimo.
- Prototipos de recintos para entornos de laboratorio y médicos: transparentes de 3 mm a 6 mm, con tolerancias más ajustadas para el encaje de las ventanas sobre los instrumentos, donde el tipo fundido es más deseable por su asequibilidad química.
- Ventanas de protección e inspección de equipos: PMMA modificado contra impactos de 6 mm a 12 mm, donde el técnico necesita tener visibilidad del interior de los equipos peligrosos.
- Productos personalizados y ornamentales: de 1.5 mm a 3.0 mm en apilamiento de colores (múltiples capas de visualización), el mayor avance en el informe de tendencias de 2026.
Un ejemplo sencillo: una empresa regional de rótulos cerca de Atlanta sustituyó una fresadora CNC de 200 piezas para la renovación de la imagen de un restaurante por un láser de CO₂ de 100 W. El tiempo de corte por pieza se redujo de 14 minutos a unos 4 minutos, los bordes pulidos con llama sustituyeron al pulido posterior gracias a los bordes intrínsecamente pulidos del láser fundido, y el índice de desperdicio en las mismas trayectorias de corte se desplomó del 18 % a menos del 6 %. Realizar el corte de acrílico internamente en lugar de subcontratarlo amortizó el coste del láser en 11 meses con una cartera de clientes.
Perspectivas del sector: Hacia dónde se dirige el corte láser de acrílico en 2030
Tres cifras relevantes para la planificación de equipos durante los próximos cinco años provienen de fuentes comerciales y analistas de mercado. Cada una es publicada por la industria (Nivel 3) en lugar de departamentos gubernamentales, por lo que deben usarse como referencia, no como una estimación exacta.
Tres cambios específicos se están produciendo en esos datos. Primero: los tubos de CO₂ excitados por RF están reemplazando a los tubos de vidrio excitados por CC a alta potencia en equipos a escala de producción debido a una eficiencia de enchufe de pared +40% y una vida útil del tubo aproximadamente +2 veces mayor, relevante para cualquier taller que funcione más de 20 horas a la semana. Segundo: el crecimiento de las importaciones de corte láser personalizado (señalización para eventos especiales, premios, decoración artística) está desplazando la demanda hacia sistemas más pequeños de Clase 1 mostrados en Box- o Greebless desde equipos industriales abiertos de Clase 4 más potentes, lo que hace que la norma de seguridad láser ANSI Z136.1 sea mucho más fácil para la construcción, reducción para operadores de pequeñas empresas. Tercero: los compradores ecológicos buscan acrílico con contenido reciclado y mezclas de bio-PMMA; las convenciones de corte en estos materiales difieren un poco de la fundición virgen, por lo que la planificación de la producción para 2026 debería incluir un presupuesto modesto para la calificación de materiales. Si está planificando el equipamiento para 2026 y años posteriores, programe cortes de prueba en al menos un grado de bio-PMMA y compruebe el rendimiento del extractor utilizando las últimas directrices de la ACGIH; ambos durarán más que el propio equipo de procesamiento.
Preguntas frecuentes

P: ¿Se puede cortar el plexiglás con un láser?
Ver respuesta
P: ¿El acrílico cortado con láser es apto para uso alimentario?
Ver respuesta
P: ¿Debo retirar la cinta de enmascarar antes del corte láser?
Ver respuesta
P: ¿Qué margen de corte debo tener en cuenta al diseñar?
Ver respuesta
P: ¿Puede un láser de diodo de 10 W cortar plexiglás?
Ver respuesta
P: ¿Cuánto tiempo se tarda en cortar una lámina acrílica típica?
Ver respuesta
Realice el corte de acrílico internamente.
Si los costes de subcontratación recurrentes aumentan o los plazos de entrega se alargan, un láser de CO₂ cerrado se amortiza rápidamente en proyectos de marca, expositores y prototipos. UDTECH fabrica sistemas láser CNC adaptados a líneas de producción industriales y a pequeños talleres profesionales que mecanizan unos cientos de piezas al mes.
Acerca de este análisis
Esta guía consolida las tablas de configuración, el rango de corte y la orientación sobre la asistencia de aire de los documentos técnicos de los fabricantes (Trotec, OMTech, xTool), los datos de absorción de PMMA revisados por pares publicados en PubMed y los sistemas de respuesta de los usuarios recopilados de r/lasercutting entre 2023 y 2026. Los datos de exposición de OSHA, NIOSH y ACGIH se citan textualmente de los recursos gubernamentales disponibles. La configuración variará según la máquina; siempre realice una calibración con el material de la lámina antes de iniciar la producción. Revisión similar realizada por el equipo de ingeniería de UDTECH.
Referencias y fuentes
- Hoja de datos químicos de OSHA — Metacrilato de metilo (PEL 100 ppm) — Administración de Seguridad y Salud Ocupacional de EE. UU.
- Guía de bolsillo de NIOSH sobre riesgos químicos: metacrilato de metilo - Centros de Control y Prevención de Enfermedades
- Resumen de riesgos del metacrilato de metilo — ACGIH TLV 50 ppm — Departamento de Salud de Nueva Jersey, Programa Derecho a Saber
- Coeficiente de absorción óptica del PMMA a una longitud de onda láser de CO₂ de 10.6 μm — Indexación revisada por pares de PubMed
- Poli(metacrilato de metilo) — Referencia del material - Wikipedia
- ANSI Z136.1-2022 — Uso seguro de láseres — Instituto Nacional Estadounidense de Estándares
- Manual Técnico de OSHA — Sección III, Capítulo 6: Riesgos del láser — Departamento de Trabajo de los Estados Unidos
- Mercado de máquinas de corte láser 2026–2035 (CAGR 7.6%) — Previsión del sector de Global Market Insights
Artículos Relacionados
- Los 15 principales fabricantes de máquinas de corte láser de CO2 en 2025 — Lista de equipos preseleccionados para trabajos internos con acrílico
- Láser de fibra frente a láser de CO2: longitud de onda, materiales, coste — Por qué el CO₂ sigue siendo la solución para los plásticos
- Guía completa de materiales para corte láser — Referencia cruzada para proyectos con materiales mixtos
- Propiedades del metacrilato de metilo (PMMA) — La química detrás de las marcas
- Selección de extractores de humos para cabinas láser — dimensionamiento para operación conforme a OSHA
- Cómo elegir la potencia del láser para marcar, grabar y cortar. — La relación potencia-espesor rige todos los materiales






