




Sudarea este un proces fundamental în multe industrii, viața depinzând de procese care se desfășoară cu metode și abilități precise. Printre numeroasele aspecte care influențează calitatea și productivitatea sudării, poziția de sudare joacă un rol crucial. Fiecare dintre pozițiile de sudare are propriile provocări și tehnici pentru efectuarea unei suduri; prin urmare, este necesar ca un sudor să stăpânească aceste poziții. Acest articol își propune să simplifice pozițiile de sudare, intrând în elementele de bază ale acestora și incluzând principalele tipuri. Indiferent dacă vă considerați o persoană experimentată sau încă încercați să aflați mai multe despre acest domeniu, acest ghid vă va ajuta să înțelegeți cum afectează poziția sudurii operațiunea și rezultatul final. Rămâneți pe fază pentru o extragere detaliată a acestui concept elementar de sudare.
Poziții de sudură de bază

Oferă o prezentare generală a pozițiilor de sudură
Cele patru poziții de bază pentru sudare includ: Plană (1G sau 1F), Orizontală (2G sau 2F), Verticală (3G sau 3F) și De deasupra capului (4G sau 4F). Fiecare poziție este orientată într-un anumit mod în raport cu piesa de prelucrat și direcția de sudare, pentru a servi unui anumit scop. Sudarea nu poate fi niciodată precisă, eficientă și solidă dacă nu se înțeleg aceste poziții cheie.
Poziție plată
Poziția plată este cunoscută în mod obișnuit ca 1G (canal) sau 1F (racord) și este considerată cea mai ușoară poziție de sudare. În această sudare, metalele topite curg rapid în îmbinare sub efectul gravitației, deoarece sudarea se face prin partea superioară a îmbinării. Un sudor are cel mai mare control în această poziție și, de obicei, sudează piese foarte mari.
Pozitie orizontala
Sudarea în poziție orizontală sau 2G/2F se realizează de-a lungul unui plan orizontal, unde axa sudurii este paralelă cu solul. Sudarea în poziție orizontală este mai dificilă decât sudura plată, deoarece trebuie să se controleze mai precis baia de sudură orizontală pentru a evita orice lăsare. Este adesea utilizată în scopuri de sudare structurală a grinzilor și țevilor.
Pozitie verticala
Poziția verticală, marcată cu 3G și 3F, sudează într-o orientare verticală fie în sus, fie în jos. Sudarea verticală în sus necesită o metodă controlată în opoziție cu gravitația, care trage materialul topit în jos. Această poziție de sudură se aplică mai ales la sudarea țevilor, unde sunt necesare suduri suficient de puternice și de bune pentru a fi radiografiate.
Poziția deasupra capului
Poziția de sudare deasupra capului, clasificată ca 4G sau 4F, este una dintre cele mai dificile poziții de sudare. Aceasta necesită sudarea pe partea inferioară a îmbinării, cu metal topit care picură în jos, necesitând în același timp un control extrem și abilități tehnice exigente. Sudarea deasupra capului este o nevoie urgentă atunci când vine vorba de repararea conductelor și acolo unde construcțiile au accesibilitate limitată.
Cele mai recente informații despre date:
Conform statisticilor recente și tendințelor de căutare prin intermediul [platformei/platformei/platformei , a existat un interes crescut pentru certificări și formare profesională pentru posturi specializate în sudură, pozițiile de lucru vertical și cele de lucru deasupra capului fiind evidențiate datorită naturii lor dificile. Interogările relevă un interes pentru stăpânirea tehnicilor de lucru vertical-up pentru diverse industrii, cum ar fi petrolul și gazele sau industria aerospațială. Stăpânirea acestor poziții este esențială nu doar pentru programele de certificare, cum ar fi standardele AWS, ci este dorită și de industria în general, care se așteaptă ca profesioniștii din domeniul sudurii să fie versatili.
Poziția 1G
Poziția de sudare 1G, denumită și poziția plată, este una dintre cele mai simple, dar fundamentale poziții de sudare. Aceasta implică sudarea pe o suprafață orizontală, cu materialul de bază plat și cordonul de sudură aplicat deasupra. Această poziție este de obicei utilizată în medii de instruire sau în domenii în care este necesară o sudură precisă, cum ar fi construcția de conducte, construcția navală sau ingineria structurală.
Derivate din cele mai recente tendințe de căutare din datele , interogările frecvente privind sudarea 1G tind să se refere la aplicațiile 1G și la tehnicile cel mai bine aplicate de începători. În special, apar întrebări de reciprocitate, cum ar fi „ce face ca poziția 1G să fie potrivită pentru practică?” sau „cum se obține o calitate constantă a sudurii în 1G?”. Principalul avantaj al acestei poziții de sudare este că permite gravitației să fie în favoarea operatorului, deoarece aceasta este capabilă să mențină un bun control asupra băii de sudură. Pentru a obține consistența sudurii, sudorul trebuie să se concentreze pe setările de căldură, viteza de deplasare și sudarea cu electrodul la unghiul corect pentru a preveni defectele de sudare, cum ar fi tăierea superficială sau porozitatea.
Industria continuă să considere certificarea 1G ca fiind cea mai mare prioritate pentru sudori, deoarece avansarea către tehnici mai avansate necesită stăpânirea acestei poziții. Profesioniștii în sudură trebuie să demonstreze stăpânirea 1G înainte de a trece la 5G sau 6G, care implică sudarea țevilor în scenarii înclinate și mai complexe. Prin urmare, 1G își menține poziția de o rampă importantă în obținerea certificării și a competențelor în sudură.
Poziția 2G
Poziția 2G, denumită și poziția orizontală, este utilizată pe scară largă în aplicațiile de sudare care implică sudarea structurală și sudarea țevilor. Această poziție impune sudorului să efectueze o sudură orizontală cu axa sudurii paralelă cu solul, în timp ce materialul sudat este fixat într-o poziție verticală. Mânerul aparatului 2G adaugă dificultăți suplimentare, cum ar fi forțele gravitaționale care acționează asupra metalului topit de sudură, provocând efecte negative precum lăsarea sau fuziunea incompletă dacă nu este controlată perfect.
Cele mai recente informații culese din tendințele de căutare ale , arată, de asemenea, că o mare atenție acordată poziției de sudare 2G se referă la modalitățile de a obține o sudură bună cu mai puține defecte. Aceasta include arderea electrodului la un unghi ascendent de aproximativ 10° până la 15°, menținerea unei viteze de deplasare controlate pentru a asigura o distribuție uniformă a căldurii și așa mai departe. Curățarea materialelor după sau chiar înainte de sudare nu trebuie neglijată, conform sfaturilor unor experți în sudură. Orice impuritate de pe materiale face o mare diferență în rezistența sudurii. Cunoașterea și practicarea acestor metode garantează o eficiență sporită a sudorului și suduri de înaltă calitate, făcând astfel din 2G o abilitate obligatorie pentru lucrătorii din domeniul construcțiilor, transporturilor și energiei.
Poziții avansate de sudură

Poziția 3G Sudură
Poziția de sudare 3G este considerată sudură verticală. Este o tehnică inginerească esențială în care îmbinările verticale sunt de cea mai mare importanță. Îmbinarea este verticală în comparație cu poziția în picioare a unui sudor. Posibilitatea de a suda în această poziție este primordială din cauza factorilor care afectează sudura, cum ar fi gravitația, care poate provoca accidente precum lăsarea sau chiar sudurile dacă nu este luată în considerare cu atenție de către inginerul de sudură.
Întrebarea cea mai populară în legătură cu sudarea 3G conform tendințelor motoarelor de căutare este: „Care este scopul testului de sudură 3G?”. Acest test evaluează capacitatea sudorului de a produce o sudură foarte puternică și de înaltă calitate în poziție verticală. Testul este, în general, vertical ascendent (3G Uphill) și vertical descendent (3G Downhill), evaluând sudorul în ceea ce privește aportul de căldură, viteza de deplasare și controlul băii de sudură. Un sudor care obține certificarea în sudarea 3G este, în general, considerat competent la un nivel la care s-ar putea aștepta să obțină un loc de muncă în domenii precum construcția navală, construcția de conducte și fabricarea structurilor.
Poziția 4G Sudură
Unii o numesc poziția de deasupra capului. Această poziție de sudare 4G necesită ca sudorul să creeze suduri sub o suprafață orizontală. Este o poziție dificilă din cauza gravitației, care forțează metalul topit și zgura să picure în jos, necesitând astfel o încălzire bine controlată și o manipulare extrem de calificată a băii de sudură. Se așteaptă ca un sudor să aibă o mână stabilă, o viteză constantă și să mențină controlul pentru a evita lăsarea, stropirea excesivă sau chiar lipsa de topire.
Informații recente din motorul de căutare al [numărului de utilizator] au confirmat că cele mai frecvente întrebări despre poziția de sudură 4G au legătură cu modul în care aceasta diferă de alte poziții și de aplicațiile sale. Sudarea aeriană distinge sudarea 4G de altele prin faptul că sudorul este testat pentru gestionarea forțelor descendente care acționează asupra sudurii. Această abilitate este adesea necesară în construcții, întreținerea conductelor și repararea utilajelor grele, deoarece sudarea se efectuează în locații aeriene complicate sau dificile. Certificarea în sudură 4G este într-adevăr o dovadă a stăpânirii tehnicilor esențiale în condiții dure, în ceea ce privește integritatea structurală.
Poziție verticală de sudare
Poziția de sudare verticală, sau de obicei 3G, implică sudarea dintr-un plan vertical care se deplasează fie în sus, fie în jos de-a lungul îmbinării. Această tehnică de sudare este într-adevăr foarte importantă, deoarece sudorul trebuie să concureze cu gravitația, aportul de căldură și să mențină un baie de sudură consistentă. Concluziile obținute din datele recente culese din tendințele de căutare a sudării 3G continuă să sublinieze interesul pentru aplicarea sudării verticale în ingineria structurală și în industriile prelucrătoare. Metoda verticală ascendentă este preferată pentru penetrarea puternică și durabilitatea structurală, în timp ce metoda verticală descendentă este utilizată pentru materiale subțiri, pentru a evita arderea. Competența în pozițiile verticale de sudare este esențială pentru lucrătorii care vor continua proiecte care pun accentul pe necesitatea preciziei și consistenței sudurii într-o orientare foarte dificilă.
Alegerea poziției corecte de sudare

Factori de luat în considerare pentru poziția corectă de sudare
Alegerea poziției de sudare nu este una ușoară, deoarece numeroși factori sunt implicați semnificativ. În primul rând, trebuie luate în considerare tipul și grosimea materialului. Poziția verticală în jos este utilizată în general atunci când se lucrează cu materiale subțiri, pentru a nu risca arderea, în timp ce materialele groase trebuie sudate vertical în sus, deoarece acest lucru poate fi necesar pentru o penetrare mai puternică și o integritate structurală mai bună. În al doilea rând, metoda și procesul de sudare în sine vor contribui la măsura în care o anumită poziție este utilizabilă. Unele procese de sudare sunt potrivite pentru anumite poziții, iar altele sunt mai puțin adecvate.
Pe lângă condițiile de mediu, cum ar fi accesibilitatea configurației îmbinării la locul de muncă și spațiul confortabil, sudorii vor dori, de asemenea, să ia în considerare măsuri de siguranță și confortul ergonomic atunci când efectuează suduri în poziții dificile, deoarece o postură incorectă poate provoca stres și oboseală sau erori. Conform informațiilor recente obținute din căutările utilizatorilor pe platforma ' , se pune un accent deosebit pe selectarea unei poziții care minimizează defectele, maximizând în același timp rezistența sudurii, în special în aplicațiile industriale. Împletirea acestor date inteligente cu cunoștințele convenționale despre sudură ar trebui să producă rezultate dorite în ceea ce privește performanța și economia.
Greșeli frecvente în selectarea unei poziții de sudură
Una dintre greșelile frecvente atunci când se alege o poziție de sudură este atunci când sudorii permit alunecarea proprietăților materialului și a tipului de îmbinare care urmează să fie sudată. Modul în care forța gravitațională acționează asupra metalului sudat topit și ar putea contribui la lăsarea sau fuziunea incompletă în anumite situații, cum ar fi în cazul sudurilor deasupra capului sau verticale, pare a fi un concept comun frecvent uitat de utilizatori, conform datelor agregate de la motorul de căutare ' . O altă eroare frecventă este atunci când poziția de sudare aleasă nu este aliniată cu nivelul de calificare al sudorului; de exemplu, un sudor necalificat ar putea încerca atât de des poziții de sudare, cum ar fi 6G, care necesită o mână foarte pricepută.
Un alt aspect scos la iveală de rezultatele căutării este faptul că nu se ia în considerare aportul de căldură în raport cu poziția de sudare. De exemplu, într-o sudură orizontală, prea multă căldură va face ca cordonul de sudură să devină asimetric, deoarece materialul topit este tras în jos de gravitație; pe de altă parte, dacă se sudează în poziții verticale sau deasupra capului, atunci un aport de căldură prea mic va duce la o penetrare slabă. Controlul adecvat al parametrilor de sudare - tensiune, curent și viteză - specifici acestor condiții - servește drept un element cheie abia respectat.
Greșeala menționată mai sus se adaugă unei alte greșeli; sudorii rareori pregătesc corect mediul de lucru prin stabilizarea sau repoziționarea piesei de lucru la cel mai potrivit unghi ergonomic pentru ca operatorul să lucreze. Acestea sunt legate de prinderea și fixarea; sudorii ar putea dori să le ia în considerare pentru a evita mișcarea în orice mod ușor în timpul procesului de sudare. Acestea pot servi drept exemple pentru lipsa unei planificări și analize detaliate în alinierea selecției poziției sudurii cu parametrii specifici ai proiectului, comportamentul materialului și abilitățile operatorului.
Cum să determinați tipul potrivit de sudură
Alegerea tipului potrivit de sudare este o decizie complexă care depinde de mai mulți factori importanți, inclusiv compoziția materialelor, specificațiile proiectului, volumul producției și disponibilitatea resurselor. Conform unei analize a celor mai recente tendințe și a datelor preluate din căutările din motorul de căutare, cea mai eficientă modalitate de a decide asupra tipului potrivit de practică de sudare începe cu înțelegerea proprietăților materialului. Sudarea MIG, de exemplu, este cel mai eficient tip de sudare pentru aluminiu, oțel carbon și oțel inoxidabil datorită versatilității și vitezei sale, în timp ce sudarea TIG permite un control mai bun asupra materialelor subțiri, oferind cel mai înalt nivel de finețe, necesar pentru lucrări de precizie.
Alți factori care trebuie luați în considerare sunt condițiile de mediu în care se va efectua sudarea. De exemplu, sudarea cu electrozi electrostatici este adesea preferată în condiții de mediu exterioare sau variabile datorită fiabilității sale în astfel de medii necontrolate. În plus, volumul producției joacă un rol crucial - automatizarea comercială... tehnici de sudare precum MIG robotizat Sistemele sunt mai potrivite pentru producția de volum mare datorită eficienței și repetabilității lor. Dimpotrivă, sudarea manuală va rămâne o opțiune mai bună pentru producția personalizată, de volum mic, care necesită flexibilitate și creativitate.
Nivelul de calificare al operatorului este un alt factor important. În timp ce sudarea TIG necesită abilități și precizie, procesele de sudare precum FCAW sau MIG sunt mult mai accesibile sudorilor mai puțin experimentați datorită funcționării lor simple. Prin combinarea acestor considerații cu optimizările recente din tehnologie și datele care arată cererea pentru metode hibride mai avansate, operatorii se pot asigura, prin urmare, că selecția tipului de sudare corespunde cerințelor proiectului pentru o eficiență optimă și o integritate structurală.
Diferite tehnici de sudare și aplicațiile lor

Poziția de sudare plană și utilizările acesteia
Poziția de sudare plană este, în esență, poziția 1G în standardele industriale și este cea mai simplă și eficientă poziție de sudare. Aceasta implică sudarea pe o piesă de lucru a cărei suprafață este așezată orizontal, cu baia de sudură topită chiar sub electrod, permițând forței gravitaționale să mențină cordonul de sudură. Este o poziție de sudare utilizată în principal pentru rate mari de depunere și complexitate redusă în operațiunile de sudare.
Conform datelor recente privind tendințele de la motorul de căutare , interogările privind poziția de sudare plană descriu tipurile de industrii în care este utilizată: construcții, construcții navale și instalarea de conducte. Capacitatea de a realiza suduri de înaltă calitate cu ușurință și cu o preocupare minimă pentru defecte precum fuziunea incompletă sau porozitatea face ca îmbinarea sudată plană să fie o metodă ușor de preferat pentru îmbinările orizontale în construcția de structuri de mari dimensiuni. În plus, sudarea plană este în general preferată pentru automatizare, cum ar fi prin intermediul sistemelor robotizate de sudare, datorită proceselor de configurare optimizate care au fost dezvoltate în jurul acesteia. Acest lucru se pretează la asigurarea unui grad ridicat de productivitate din partea operatorului, îndeplinind în același timp cerințele structurale.
Explicația poziției de sudare orizontală
Poziția de sudare orizontală privește îmbinările la nivel orizontal și a crescut în importanță în aplicațiile industriale datorită eficienței pe care o promite, împreună cu o calitate acceptabilă. Din datele generate de analizele Cobb&Co., s-a demonstrat că poziția de sudare orizontală este cea mai căutată în contexte de construcție de conducte, construcții navale și inginerie structurală. Această analiză arată cerința verticală pentru sudarea orizontală în industriile care necesită tehnici de îmbinare ferme și precise pe îmbinări orizontale de mare întindere.
Adaptive roboți și sudură asistată cu laser sunt doar câteva dintre tehnologiile moderne de sudare care au sporit eficacitatea sudării orizontale. Acestea maximizează distribuția căldurii, ceea ce, la rândul său, atenuează probleme precum lăsarea cordonului de sudură sau sub-tăierea. Poziția orizontală permite, de asemenea, un control mai bun al metalului topit, făcând astfel poziția orizontală o necesitate pentru sudarea aplicațiilor din aliaje de înaltă rezistență. Toate aceste motive plasează poziția orizontală de sudare în centrul inovațiilor și cercetării în disciplinele inginerești ale sudării.
Provocările poziției de sudură deasupra capului
Sudarea deasupra capului este considerată una dintre cele mai dificile tehnici utilizate pe scară largă în sudură, datorită caracteristicilor și pericolelor inerente. Principala dificultate constă în gravitație, care afectează metalul topit, reprezentând o amenințare teribilă de scurgere sau țâșnire a acestuia, punând astfel în pericol sudorul și calitatea sudurii. Date recente arată că sudorii se confruntă cu probleme precum penetrarea inconsistentă, încapsularea zgurii sau posibilitățile de fuziune incompletă, toate acestea decurgând din dificultățile în menținerea unui arc constant și a unei viteze de deplasare adecvate în poziție inversată.
Tehnicile avansate de sudare, precum compozițiile îmbunătățite ale învelișului electrozilor și derivarea proceselor de sudare MIG pulsată, rezolvă destul de bine această problemă prin îmbunătățirea stabilității arcului și a depunerii metalului. Instruirea sudorilor și luarea în considerare a cerințelor ergonomice pentru lucrările de deasupra capului aprofundează soluțiile pentru astfel de dificultăți, atingând rezultatele în materie de siguranță. Această abordare combinată va servi întotdeauna drept cea mai bună strategie pentru depășirea dificultăților legate de sudarea de deasupra capului.
Poziții de sudură a țevilor
Poziții de sudură a țevilor prin prinderea acestora
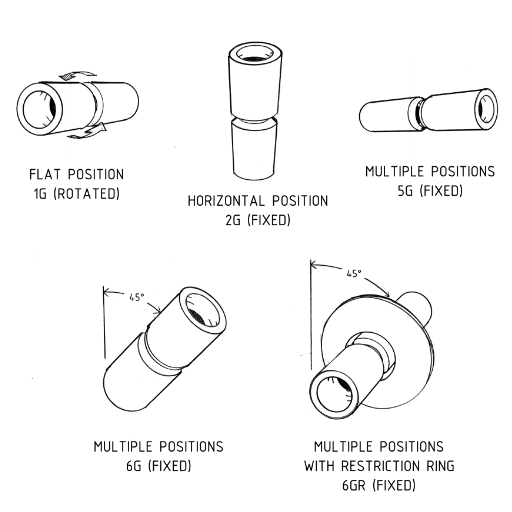
Pozițiile de sudare a țevilor sunt foarte importante pentru a asigura integritatea structurală și fiabilitatea îmbinărilor sudate, având în vedere că în aplicații care necesită atenție și performanță maximă, acestea sunt implementate în domenii precum conductele sau recipientele sub presiune. În ultima vreme, atât datele, cât și informațiile din industrie arată cu tărie că pozițiile de sudare a țevilor au patru denumiri principale conform Societății Americane de Sudură (AWS): 1G, 2G, 5G și 6G.
- 1G (Poziție plată): Țeava este poziționată orizontal, sudorul lucrând în partea superioară a îmbinării. Această metodă este potrivită pentru sudorii începători datorită ușurinței în prelucrare.
- 2G (Poziție orizontală): Țeava este montată vertical și este sudată de-a lungul unei linii orizontale peste îmbinare, necesitând un control excelent al sudurii și o oarecare cunoaștere a efectului pe care gravitația îl are asupra metalului topit.
- 5G (Poziție fixă verticală): Țeava este poziționată orizontal, dar spre deosebire de 1G, nu este permisă rotația. Sudorii ar trebui să sudeze pe toată circumferința țevii, provocările poziționale cu care se confruntă în partea superioară, laterală și inferioară.
- 6G (Poziție fixă înclinată): Cea mai dificilă poziție, în care țeava este fixată la un unghi de 45 de grade; prin urmare, este necesar ca sudorul să schimbe pozițiile de sudare prin toate posibilitățile pe parcursul operațiunii.
Fără o instruire adecvată și o înțelegere a pozițiilor în care pot fi plasate sudurile, este imposibil să se producă sudura corectă pentru a îndeplini cerințele specifice ale proiectului. Sudarea în poziția 6G este de obicei utilizată pentru certificarea corespunzătoare a sudorilor; rămâne o referință profesională emblematică în întreaga meserie.
Metode pentru sudarea îmbunătățită a țevilor
Sudarea eficientă a țevilor implică o pregătire intensă și o tehnică impecabilă, împreună cu utilizarea echipamentelor moderne pentru a produce rezultate de calitate. În primul rând, trebuie pregătite suprafețele; marginile țevilor trebuie curățate și teșite conform standardelor acceptate, ceea ce duce la o contaminare mai redusă și asigură penetrarea sudurii. Urmează selectarea procesului de sudare adecvat pentru proiect; fie TIG, MIG, fie SMAW, fiecare având avantajele sale unice în funcție de tipul de material, grosimea acestuia sau aplicația sa specifică.
Alinierea corectă a țevilor este un factor important care altfel ar cauza defecte de sudură sau slăbiciuni structurale. Reglarea alinierii necesită în mod normal cleme, suduri prin puncte și ajustări precise. Controlul aportului de căldură, al vitezei de deplasare și al unghiului electrodului în timpul sudării ar asigura evitarea producerii de tăieri superficiale, porozități sau fuziuni incomplete. Informații recente din industrie arată că, având în vedere factorii de mai sus, dezvoltarea sistemelor automate și robotizate pentru sudare a oferit o precizie și o eficiență mai mari, limitând astfel inconsecvențele cauzate de procesele manuale.
Inspecția și testarea continuă, cum ar fi testarea nedistructivă (NDT), testarea cu ultrasunete sau testarea radiografică, sunt efectuate pentru a asigura integritatea sudurii. Folosind instrumente tehnologice moderne bazate pe date, de exemplu, simulatoare de sudură și sisteme de instruire în realitate augmentată (AR), sudorii își îmbunătățesc capacitatea de a obține performanța de sudură necesară în ceea ce privește capacitățile și precizia. Astfel, utilizând o combinație de metode convenționale bine stabilite alături de tehnologia modernă, sudorii pot obține cea mai bună performanță, îndeplinind în același timp așteptările tuturor celorlalte proiecte în desfășurare.
Importanța îmbinării sudate în sudarea de calitate a țevilor
Calitatea îmbinărilor sudate în sudarea țevilor este esențială pentru asigurarea siguranței, fiabilității și durabilității sistemelor de conducte. O sudură executată necorespunzător poate cauza defecțiuni precum scurgeri, fisuri și probleme de stabilitate, care vor forța oprirea sistemului sau chiar scenarii catastrofale în medii de înaltă presiune sau periculoase. Din informațiile agregate din tendințele de căutare ale GelAfrica, industriile de petrol și gaze, producția de substanțe chimice și distribuția apei subliniază foarte mult importanța unor îmbinări sudate de bună calitate pentru a îndeplini standarde de reglementare stricte și a minimiza reparațiile costisitoare.
Practicile moderne de sudare încorporează pregătirea adecvată a materialelor, parametrii de sudare și tehnici de inspecție post-sudura, cum ar fi VT (testarea vizuală) și UT (testarea cu ultrasunete), pentru a asigura integritatea sudurii la un nivel înalt. Pe de altă parte, utilizarea unor instrumente avansate, cum ar fi sistemele automate de sudare și metodele NDT, promovează îmbunătățirea și detectarea defectelor în aplicațiile critice. Accentul pus pe calitatea sudurii garantează, prin urmare, că sistemele de conducte pot rezista solicitărilor operaționale zilnice și provocărilor de mediu.
Întrebări frecvente
Surse de referință
Universitatea din Wisconsin – Un studiu pentru a determina materialul care trebuie inclus într-o carte de referință pentru sudori și fabricatori
Acest studiu acoperă diverse procese de sudare, poziții și considerații de siguranță, oferind o imagine de ansamblu cuprinzătoare pentru sudori.
Universitatea de Stat din California, San Bernardino – Dezvoltarea unei programe de studiu pentru un curs de abilități manipulative pentru sudarea cu arc metalic protejat
Acest document prezintă pozițiile și tehnicile de sudare ca parte a unei programe de învățământ pentru abilități avansate de sudare.
Societatea Americană de Sudură – Ghid pentru instruirea și calificarea personalului de sudură
Acest ghid oferă informații detaliate despre pozițiile de sudare, inclusiv sudarea în colț și în canelură și este o resursă cheie pentru instruirea sudorilor avansați.






