




Mașini de găurit: Ghidul complet despre tipuri, selecție și întreținere
Astăzi, mașina de găurit rămâne una dintre cele mai populare unelte de prelucrare a metalelor în industria prelucrătoare, construcții și ateliere de întreținere din întreaga lume. Indiferent dacă încercați să găuriți o dată printr-un suport de oțel sau să frezați mii de pasaje identice într-o chiulasă, alegerea categoriei de mașină de găurit care trebuie utilizată asigură precizie, randament și un cost rezonabil per gaură. Următoarele informații acoperă fiecare categorie de mașini de găurit aflate încă în producție, explică cum să alegeți între ele și descriu rutinele de întreținere care mențin rulmenții axului în funcțiune mult mai mult decât se așteaptă majoritatea operatorilor.
Specificații rapide — Prezentare generală a mașinii de găurit
| Gama de viteză a axului | 150 – 15,000 RPM (variabil în funcție de tip) |
| Gama de diametre ale găurii | 3 mm – 200 mm+ (găurire în trepte pentru diametre mai mari) |
| Puterea motorului | 0.25 kW (banc) – 7.5 kW (radial) |
| Materiale comune | Oțel moale, aluminiu, fontă, lemn, materiale plastice, compozite |
| Valoarea pieței globale (2024) | 26 – 31 de miliarde de dolari |
| Standarde cheie | ISO 73.100.30, ISO 20770-1, OSHA 29 CFR 1910.213 |
Ce este o mașină de găurit?
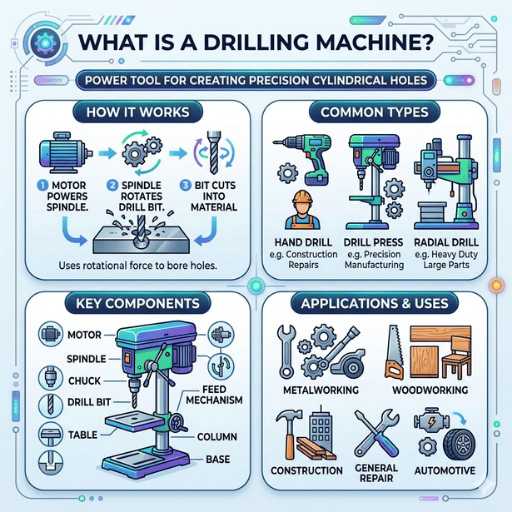
O mașină de găurit este un centru de prelucrare care este atât (a) acționat electric pentru a roti o sculă așchietoare, de obicei un burghiu spiralat, cât și (b) suficient de rigid pentru a mișca acea sculă într-un mod controlat față de o piesă de lucru staționară pentru a freza găuri cilindrice cu o anumită secțiune transversală și adâncime a găurii. Această definiție spune că poate oferi trei condiții pe care burghiele manuale pur și simplu nu le pot oferi: viteze constante ale axului, mișcare axială controlată și aliniere fiabilă între canalul burghiului și suprafața de lucru. Aceste trei variabile determină singure calitatea unei găuri prelucrate, în ceea ce privește perpendicularitatea față de suprafața de lucru, dimensiunea precisă a alezajului și finisajul interior.
Pe lângă alezarea găurilor, procesul de găurire este utilizat pentru operațiuni de alezare, găurire concavă, filetare, prelucrare punctuală și adâncire. În ceea ce privește timpul de funcționare, este unul dintre aparatele de atelier cu cea mai mare utilizare; mașina de găurit trece rapid de la o operațiune la alta.
Mașina de găurit își are originea în mașina de găurit a lui John Wilkinson, construită pentru prima dată în anii 1770 pentru a produce țevi de tun. Acest model a fost modificat pentru a produce cilindri dimensionați corespunzător pentru motoarele cu piston ale lui James Watt, anunțând începutul preselor de găurit pentru utilizare în atelierele mecanice moderne. Configurațiile brațelor radiale au apărut în jurul anului 1861, atribuite lui James Nasmyth, permițând axului să acceseze fiecare parte a unei piese de prelucrat montate staționar pentru o serie de operațiuni, fără a fi necesară fixarea din nou a piesei în sine.
Companiile de cercetare de piață estimează în prezent piața preselor de găurit între 26 și 31 de miliarde de dolari, începând cu 2024, cu o rată anuală de creștere prognozată între 4.9 și 6% până în 2032. Proiectele de infrastructură din Asia-Pacific sunt motorul acestei creșteri, în timp ce inițiativele de relocare din America de Nord, împreună cu automatizarea progresivă continuă prin intermediul comenzilor CNC, generează o mare parte din creșterea pe această piață. Construcțiile ocupă cea mai mare parte a veniturilor, dar producția aerospațială și de dispozitive medicale transformă valorile unitare ale profitului.
Standardele de clasificare pentru mașinile de găurit sunt publicate conform ISO 73.100.30 (echipamente miniere și de carieră: unelte de găurit) și ISO 20770-1 (siguranța mașinilor-unelte: mașini de găurit). Această specificație acoperă conicitățile axului, emisiile de zgomot și clasificările de compatibilitate electromagnetică pe care toate mașinile de filat trebuie să le îndeplinească înainte de a ajunge în porturile de consum.
Tipuri de mașini de găurit

Modul în care este construită o mașină de găurit depinde de poziția axului său, de dimensiunea piesei de prelucrat pe care este destinată să o prelucreze și de gradul de automatizare integrat în proiectare. Presele de găurit de banc, presele de găurit columnare (sau cu pilon) și burghiele cu braț radial sunt câteva dintre denumirile comune întâlnite în ateliere, dar există un sistem complet de denumire cu clasificări bazate pe aceste variabile.
Iată un tabel comparativ pentru zece tipuri care sunt în producție/vânzare activă în prezent. Intervalele de prețuri se bazează pe observațiile de piață din 2024 pentru echipamente noi de la producători de gamă medie și ar trebui considerate ca fiind orientative, nu ca o cotație.
| Tip | Diametru maxim al găurii | Viteza axului | Puterea motorului | Preț tipic (USD) | Cele mai bune |
|---|---|---|---|---|---|
| Presă de găurit de bancă | 16 mm | 500 - 3,100 RPM | 0.25 - 0.75 kW | $ 150 - $ 800 | Piese mici, prototipare, hobby |
| Mașină de găurit cu coloană (podea) | 32 mm | 150 - 2,500 RPM | 0.75 - 2.2 kW | $ 800 - $ 4,000 | Fabricație generală, piese medii |
| Burghiu cu braț radial | 75 mm | 40 - 2,000 RPM | 2.2 - 7.5 kW | $ 5,000 - $ 45,000 | Piese mari/grele, construcții navale |
| Exercițiu de bandă | 25 mm pe ax | 500 - 3,000 RPM | 0.5 kW × 4–6 capete | $ 3,000 - $ 12,000 | Operații secvențiale, cicluri de producție |
| Mașină de găurit cu mai mulți axis | 20 mm pe ax | 600 - 4,000 RPM | 2.2 - 5.5 kW | $ 8,000 - $ 35,000 | Producție în serie, modele de șuruburi cu flanșă |
| Mașină de găurit magnetică | 50 mm (freză inelară) | 250 - 750 RPM | 1.1 - 1.8 kW | $ 900 - $ 3,500 | Oțel structural, lucrări la fața locului |
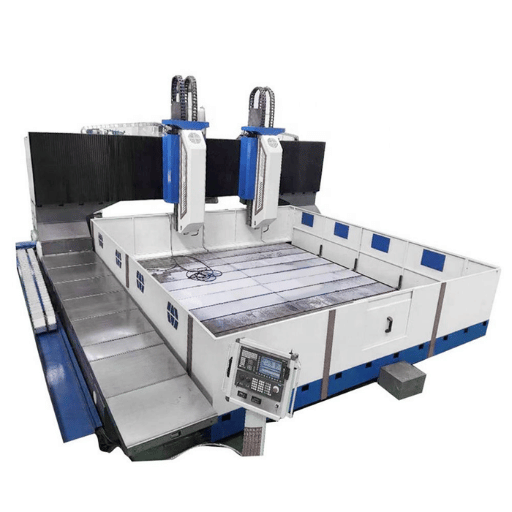
| Masina de gaurit CNC | 40 mm+ (dependent de unealtă) | 100 - 15,000 RPM | 3.7 - 7.5 kW | 25,000 $ - 200,000 $ + | Precizie de mare volum, aerospațială |
| Găurire adâncă / Găurire cu pistol | 3 - 50 mm | 1,000 - 8,000 RPM | 5.5 - 15 kW | $ 50,000 - $ 400,000 | Raporturi L/D >10:1, țevi de pușcă, matrițe |
| Mașină de găurit portabilă (magnetică) | 35 mm | 350 - 750 RPM | 1.1 kW | $ 600 - $ 2,500 | Servicii pe teren, lucrări de conducte |
| Centru de găurire și filetare | Burghiu de 25 mm / Tarod M20 | 200 - 10,000 RPM | 3.7 - 5.5 kW | $ 18,000 - $ 80,000 | Găurire și filetare într-o singură configurație |
Umila mașină de găurit de banc. Calul de bătaie de încredere al atelierelor mici de producție. Se fixează pe o bancă de lucru, gestionează o gamă de diametre ale găurilor de până la aproximativ 16 mm. Modelele acționate cu curea au un sistem de scripete în trepte, unde cureaua este mutată de la un scripete la altul pentru schimbarea vitezei - acest lucru este destul de greoi dacă schimbați vitezele des, dar va oferi un serviciu mecanic fără probleme timp de multe decenii. Versiunile electronice cu viteză variabilă și control al vitezei elimină complet înghesuirea curelei, dar oferă un preț mai mare de 30-40%.
O mașină de găurit cu cap de angrenaj și viteză fixă. Dimensionată ca o presă de banc pe o coloană mai înaltă, aceasta este fixată cu șuruburi pe podeaua unui atelier. Înălțimea suplimentară înseamnă că piesele de lucru mai mari decât media se potrivesc între masă și ax. Pachetele cu cap de angrenaj oferă un cuplu constant, indiferent de viteza selectată a axului - important atunci când se găuresc găuri cu diametru mare în oțel. Această formă este arhetipul mașinii de găurit utilizată pentru a demonstra capacitățile mașinii în aplicații industriale. În cataloagele generale, cuvintele mașină de găurit și mașină de găurit, adică mașină utilizată pentru a produce găuri, sunt interschimbabile, dar primul este un termen taxonomic care descrie o subcategorie a celei de-a doua.
O mașină de găurit cu braț radial pentru sarcini mari. Brațul se poate roti în jurul coloanei sale verticale până la 180° și poate fi deplasat spre interior și spre exterior. Aceasta înseamnă că linia centrală a axului poate accesa orice punct dintr-o rază semnificativă fără ca piesa să fie mutată. Montatorii de structuri metalice, producătorii de cazane și constructorii navali folosesc acest tip de mașină pentru piese prea mari sau incomode pentru a fi mutate într-un atelier. Menținerea brațului strâns pe rulmentul coloanei odată ce l-ați poziționat este esențială pentru a coordona locația găurii de calitate cu procesul.
O mașină de găurit cu mai mulți axisuri montate pe o masă comună. Piesele de prelucrat trec între axisuri pentru a efectua mai multe operațiuni (găurire, alezare, filetare, adâncire etc.) fără schimbarea sculei. Economisind mult timp de producție, mașinile de găurit cu mai mulți axisuri reduc timpul de ciclu cu 40-60% față de o serie de mașini de găurit cu un singur ax atunci când găuresc piese foarte repetitive.
O mașină de găurit cu mai mulți axis. Această mașină are toate axele care alimentează simultan. Aceasta înseamnă că se pot găuri mai multe găuri - de obicei găuri pentru șuruburi pe același cerc de șuruburi - simultan. Configurarea este lentă, așa că acestea sunt rentabile doar atunci când dimensiunile loturilor se apropie și depășesc 200 de piese. De preferință, piesele sunt fixate, deoarece orice fantă în lanțul de acționare al axelor va duce la erori de precizie pozițională.
O mașină de găurit magnetică. Folosește o suprafață de prindere integrată pe bază de electromagnet pentru a aduce mașina la locul de muncă în loc de invers - utilă pentru muniție, componente din oțel structural și altele asemenea, atunci când piesa de lucru nu poate fi mișcată. Folosește un freză inelară (numită și burghiu cu carotă), un burghiu elicoidal gol, care produce găuri cu diametru mare cu relativ puțin ciocan pregătitor. Pentru cei implicați în prelucrarea metalelor, un mic... gravor laser portabil pentru metal Pentru marcarea pozițiilor găurilor înainte de găurire merită cercetări.
Mașină de găurit CNC. Controlul numeric computerizat înlocuiește mâna operatorului pe maneta de alimentare și poziționarea mesei. Fiecare mașină rulează un program G-code care se deplasează rapid în fiecare poziție a găurii, pătrunde la viteza și viteza de avans programate, se retrage și repetă sute sau mii de poziții fără intervenție umană.
O caracteristică mai recentă despre Mașini CNC este încorporarea schimbătoarelor de scule, a sistemelor de palpare și a lichidului de răcire prin ax pentru funcționare nesupravegheată.
Mașină de găurit adânc / cu pistol. Mașinile de găurit cu pistol utilizează burghie cu o singură buză cu agent de răcire intern, care suflă înainte, care transportă așchiile departe de fața de tăiere către ieșirea din gaură. Deși găurirea cu pistol era odinioară limitată la fabricarea țevilor de pușcă, aceasta este utilizată și pentru a crea alezaje pentru cilindri hidraulici, circuite de răcire a matrițelor sau sisteme de combustibil aerospațiale.
Acest proces permite raporturi de peste 10:1.
Mașină de găurit portabilă. Mașină portabilă ușoară cu bază magnetică, flanșe pentru țevi de utilizare pe teren, conexiuni structurale, aplicații de modernizare, nu este posibilă mutarea piesei în atelier. Capacitate mai mică decât mașinile fixe, obligatorie la fața locului.
Centru de găurire și filetare. O mașină CNC concepută în principal pentru operațiuni de găurire și filetare de mare viteză, unde se pot realiza viteze de 40-60 metri/minut și timpi de așchiere mai mici de 2 secunde. Aceste mașini reprezintă, în esență, un compromis între o mașină de găurit dedicată și un centru de prelucrare în ceea ce privește costul și dimensiunea mașinii.
Î: Care sunt cele patru tipuri principale de foraj?
Vezi răspunsul
În instruirea în domeniul producției, cele patru tipuri principale de găurire cel mai des distinse sunt: (1) găurire standard sau convențională (burghie elicoidale pe o presă de găurit), (2) găurire adâncă (lungimi ale găurilor mai mari de 10x diametru), (3) găurire cu comandă numerică programată (CNC) și (4) găurire radială (cu braț oscilant) pentru materiale de prelucrat mari. Unele taxonomii înlocuiesc găurirea cu pistolet ca al patrulea tip de găurire adâncă și adaugă găurirea magnetică. Taxonomiile sunt controlate fie de tipul mașinii, fie de geometria sculei așchietoare, fie de constrângerea materiei de prelucrat.
De obicei, pentru clasificarea atelierului, caracteristica dominantă este ceea ce deține fiecare: un operator de presă de banc ia în considerare „bancă vs. podea”, un inginer de producție ia în considerare „manual vs. CNC”.
Părțile cheie și cum funcționează acestea

Toate mașinile de găurit – fie ele de banc, de tip burghiu electric sau cu braț radial de podea – utilizează un set identic de subsisteme funcționale. Un utilizator experimentat poate recunoaște ce componentă necesită întreținere, în parte, datorită modului în care aceasta deviază de la configurația standard, cu condiția să aibă o înțelegere aprofundată a funcției fiecărui subsistem dintr-o mașină. Diferențele dintre o burghiu de banc de 400 de dolari și un model de podea de 4,000 de dolari sunt rareori determinate de vreo caracteristică suplimentară, ci de rigiditatea relativă a fiecărui subsistem.
Drive System
Motor. Motoarele cu inducție monofazate (0.25 – 1.5 kW, ¾ – 2 CP) sunt utilizate pentru a acționa majoritatea preselor de găurit de banc și de podea. Mașinile mai mari (1.5 – 7.5 kW, 2-10 CP) utilizează motoare trifazate, care pot fi monitorizate cu ajutorul VFD-urilor.
Motoarele sunt montate în partea din spate superioară a ansamblului capului.
Transmisie. Sistemele cu curea și role care utilizează role în trepte oferă 4-12 trepte de viteză. Transmisiile cu cap de transmisie oferă viteze variabile continuu „la sarcină redusă” – importante în operațiunile de găurire unde viteza superficială trebuie să fie constantă.
În mașinile de găurit CNC, servomotorul este cuplat direct la ax printr-o curea de distribuție sau un reductor de viteze.
Ansamblu ax și mandrină
Axul principal este un arbore din oțel călit și rectificat, care se rotește în interiorul unei perechi de rulmenți de precizie (cel mai frecvent rulmenți cu bile cu contact angular sau rulmenți cu role conice). Fiecare capăt de lucru acceptă o mandrină de burghiu cu cheie sau fără cheie (capacitate de până la 16 mm la modelele de banc) sau un manșon conic Morse pentru susținerea sculelor mai mari. Bătaia principală a axului principal - oscilația la vârf - ar trebui să fie sub 0.02 mm dacă mașina este întreținută corespunzător. Peste acest nivel de oscilație, precizia diametrului găurii are de suferit, iar burghiele se rup la oboseală.
Pană de prelucrare. Un manșon gol care susține axul se poate deplasa vertical în interiorul capului de prelucrare. Un sistem cu cremalieră și pinion cu opritoare de adâncime transformă tracțiunea axială a operatorului asupra mânerului de alimentare într-o deplasare verticală controlată. Un sistem de revenire cu arc trage pana de prelucrare înapoi în sus atunci când mânerul este deblocat. Cursa penei de prelucrare poate fi de până la 50 mm la montajele de banc și de peste 300 mm la burghiele cu braț radial.
Suport de piesă și masă
Masă. Fontă, cu nervuri în partea de jos pentru rezistență. Modelele de podea includ un suport de reglare a înălțimii pe coloană, astfel încât mașina de găurit se poate adapta la diferite înălțimi de lucru. Modelele din gama medie includ capacitatea de înclinare a capului până la 45° pentru găurire în unghi.
Menghină. Fixează piesa de prelucrat pe masă. Trebuie fixată cu șuruburi prin caneluri în T - încercarea de a ține o menghină manuală va duce la cele mai grave accidentări. Pentru piesele cu formă neregulată, alternativele sunt blocurile în trepte, blocurile în V și clemele cu bandă.
Adăugiri CNC
Mașinile de găurit CNC vor include suplimentar o masă acționată de servomotor (care funcționează pe axe XY), un avans programabil al penei de așchiere (axa Z), un schimbător automat de scule și un controler (Fanuc, Siemens, Mitsubishi sau Haas fiind cele mai comune). Controlerul său primește cod G, poate accepta și programe conversaționale și gestionează axul principal, lichidul de răcire, viteza de avans și sculele. Encoderele de pe axe oferă un feedback pozițional, astfel încât, cu echipamente bine întreținute, pozițiile pot fi repetate cu o marjă de 0.005 mm.
📐 Notă de inginerie — Calculul vitezei axului
Folosește această formulă pentru a calcula turația burghiului:
RPM = (Viteză de tăiere × 1000) / (π × Diametrul burghiului)
Exemplu: găurire oțel moale (viteză de tăiere 25 m/min) cu un burghiu spiralat HSS de 1/2″ (12.7 mm):
Turație = (25 × 1000) / (3.1416 × 12.7) = 25,000 / 39.9 ≈ 627 rotații pe minut
Rotunjiți la cea mai apropiată setare disponibilă: 640 RPM pe un sistem tipic de scripeți cu 12 viteze.
Viteză de avans: Avans = RPM × Avans pe rotație. La 640 RPM cu avans de 0.15 mm/rotație: 640 × 0.15 = viteză de avans axială de 96 mm/min.
Sursa: Manualul mașinilor, ediția a 31-a, tabelul 2a - Viteze și avansuri pentru găurire.
Î: Care este rolul axului principal în găurire?
Vezi răspunsul
Axul principal de rotație este arborele principal care susține piesa de lucru. Axul principal acționează și burghiul. Cuplul de la motor este transmis prin ax către burghiu, ceea ce duce la rotirea acestuia. Axul principal trebuie să mențină linia de intrare a găurii într-o poziție constantă față de piesa de lucru pentru o dimensiune și un finisaj al suprafeței precise. Pentru a obține un ax cu rulmenți de înaltă calitate, bătaia longitudinală (abaterea de la axa axului) nu poate fi mai mare de 0.03 mm. Când abaterea rulmenților axului depășește 0.03 mm, durata de viață a burghielor este redusă considerabil, iar găurile pot șerpui din centru pe o oarecare distanță.
Mașiniștii experimentați de pe forumurile Practical Machinist împărtășesc un truc de centrare care merită încercat: coborâți burghiul la piesa de prelucrat cu axul rotindu-se în sens invers (în sens invers acelor de ceasornic pentru o mașină de găurit cu mâna dreaptă). Burghiul se așează în marcajul perforatorului central fără a tăia. Odată centrat, comutați la rotația înainte și începeți găurirea. Acest lucru reduce considerabil alunecarea la presele de găurit cu alimentare manuală, în special pentru găurile cu diametrul peste 10 mm.
Cum să alegi mașina de găurit potrivită
Alegerea unei mașini de găurit se reduce la capacitatea potrivită nevoilor - dimensiunea piesei de lucru, specificațiile găurii, volumul de producție și spațiul disponibil. În loc să alergați după cea mai mare mașină din catalog, alegeți-o pe cea care se potrivește volumului de lucru real al atelierului, fără a sta inactiv cea mai mare parte a zilei.
Matricea de selecție cu 5 factori pentru mașinile de găurit
| Factor | Banc de presă | Floor Floor | Braț radial | Burghiu CNC | Burghiu magnetic |
|---|---|---|---|---|---|
| 1. Diametrul maxim al găurii | 16 mm | 32 mm | 75 mm | 40 mm+ | 50 mm (inelar) |
| 2. Limita de greutate a piesei de prelucrat | 25 kg | 150 kg | 2,000 kg+ | 500 kg | Fără limită (bază de încărcare) |
| 3. Precizia poziției | ±0.5 mm (manual) | ±0.3 mm (manual) | ±0.2 mm (manual) | ±0.01 mm (servo) | ±0.5 mm (în funcție de aspect) |
| 4. Randament (găuri/oră) | 30 - 60 | 40 - 80 | 20 - 50 | 200 - 1,200 | 15 - 30 |
| 5. Spațiul necesar pe podea | 0.3 m² | 0.8 m² | 6 - 15 m² | 4 - 12 m² | Portabil (0 m²) |
Logica Decizională în Practică
DACĂ diametrul maxim al găurii ≤ 16 mm ȘI dimensiunea lotului < 50 de piese → mașină de găurit de banc.
DACĂ diametrul găurii ≤ 32 mm ȘI piesa de prelucrat se potrivește pe o masă de 300 × 300 mm → mașină de găurit de podea.
DACĂ masa piesei de prelucrat depășește 200 kg SAU trebuie accesate mai multe poziții de găurire fără restrângere → burghiu cu braț radial.
DACĂ dimensiunea lotului > 100 de piese identice ȘI toleranța ≤ ±0.05 mm → mașină de găurit CNC.
DACĂ piesa de prelucrat nu poate fi transportată în atelier → mașină de găurit magnetică sau presă de găurit portabilă.
Scenariu: Un mic atelier de prelucrare produce console de oțel la comandă, în cantități mari de 10-30. Găurile interioare au diametre de 8-12 mm, poate o serie de alezaje de 20 mm. Cantitate anuală: 3,000 de console. O mașină de găurit cu cap dințat și glisieră transversală pentru fixarea pieselor. Capetele dințate mențin cuplul pentru alezajele de 20 mm, iar glisiera transversală economisește timp la poziționare. (Atelierul nu poate justifica o investiție în CNC pentru un volum atât de mare...) La acest nivel, prețurile mașinilor de găurit depășesc 1,500-3,000 USD - prețul de intrare în domeniul CNC.
O greșeală de începător: prea multă putere descendentă la viteză mare, cu un raport slab avans-viteză superficială. Toți indicatorii din teren indică contrariul - o presiune ușoară cu vitezele superficiale corecte oferă găuri curate, mai puțină căldură și o durată de viață mai lungă a burghiului. Această nevoie de a apăsa mai tare vine de obicei de la burghiele tocite. În schimb, trebuie doar să obțineți un burghiu ascuțit de dimensiunea potrivită și acesta va tăia oțel moale cu efort minim. Utilizatorii forumului Prac mach recomandă un burghiu HSS ascuțit pentru a obține o singură așchie spiralată continuă, deși se vor forma praf sau așchii dacă aveți diametrul sau viteza greșite.
Înainte de a cumpăra: Listă de verificare în 7 puncte
- Identificați dimensiunea celei mai mari piese obișnuite, apoi verificați dimensiunea mesei și adâncimea gâtului ținând cont de spațiul de prindere.
- În al doilea rând... cunoașteți cel mai dur material - oțel inoxidabil sau titan necesită capete de angrenaje cu cuplu mare și turații mici.
- În al treilea rând... numără schimbările de viteză a axului pe schimb -> 10 schimbări/zi sună ca o acționare cu viteză variabilă.
- În al patrulea rând… verificați alimentarea cu energie electrică – monofazată: putere maximă 2.2 kW, trifazată 20+ kW.
- În al cincilea rând... veți avea nevoie de suporturi pentru piesă, pe lângă mașină. Mașinile de găurit economice sunt simple - mașinile speciale pentru caneluri în T pe care le cumpărați costă cu 20-30% mai mult.
- În cele din urmă, uită-te la dimensiunea conicității axului principal (MT2 este comun pentru presele de banc, MT3 pentru întregul atelier, MT4 sau MT5 pentru burghiele cu braț radial). Va trebui să ai sculele necesare dacă vrei mașina.
- Verificați cursa penei de așchiere – una dintre problemele găuririi adânci este existența unei găuri suficient de adânci pentru a conține avansul penei de așchiere, așa că, dacă gaura cea mai adâncă depășește cursa penei de așchiere, va trebui să coborâți masa la jumătatea tăieturii, ceea ce diminuează precizia la găurile străpunse.
O greșeală frecventă este cumpărarea unei mașini de găurit cu braț radial masiv pentru un atelier mic. O mașină de găurit cu braț radial de 40 mm cântărește 1,500 – 3,000 kg, trebuie să fie așezată pe o platformă de beton dedicată (scumpă), consumă energie trifazată (scumpă), are o viteză maximă de avans de 4 ori pe oră, iar cea mai mică viteză este prea mare pentru burghiele cu diametru mic. Dacă 90% din găuri sunt în intervalul de diametru de 6 – 16 mm, atunci o mașină de găurit de podea de bună calitate, la o zecime din preț, va depăși performanța mașinii de găurit cu braț radial în ceea ce privește timpul de ciclu, deoarece timpul de configurare este mai scurt, iar avansul cu pana este mai rapid.
Aplicații în diverse industrii

Presele de găurit sunt cel mai comun tip de mașină de găurit utilizat în fiecare industrie prelucrătoare și de construcții din lume. Aplicațiile de găurire, sculele și timpii ciclului de operare sunt foarte diferiți pentru un producător de oțel structural față de un producător de circuite imprimate. Cinci industrii prezentate mai jos au cele mai mari baze instalate de echipamente de găurit din lume.
| Industrie | Tipul de mașină dominant | Interval de găuri comune | Toleranță necesară | Instrumente cheie |
|---|---|---|---|---|
| Prelucrarea metalelor | Mașină de găurit pentru podea, braț radial | 6 - 50 mm | ±0.1 – ±0.3 mm | Burghie spiralate HSS, freze inelare |
| Construcţie | Mașină de găurit magnetică, Presă portabilă | 12 - 40 mm | ± 0.5 mm | Freze inelare, freze TCT |
| Prelucrarea lemnului | Presă de găurit de banc | 3 - 35 mm | ± 0.5 mm | Biți cu vârf Brad, biți Forstner |
| Electronică / PCB | Micro-găuritor CNC | 0.1 - 3 mm | ± 0.025 mm | Micro-burghie din carbură |
| Automotive | Mașină de găurit CNC, Mașină de găurit cu mai mulți axuri, Mașină de găurit cu pistol | 3 - 75 mm | ±0.01 – ±0.05 mm | Burghie din carbură, plăcuțe amovibile |
Prelucrarea metalelor
Fabricanții folosesc cele mai multe prese de găurit dintre toate industriile din lume. Majoritatea atelierelor de fabricație de uz general au între două și cinci prese de găurit; o presă de banc mică pentru piese de dimensiuni ușoare și medii, o presă de podea mai mare pentru unele piese de dimensiuni medii și, eventual, o mașină de găurit cu braț radial pentru structuri grele și mari și lucrări de tablă. Aceste companii lucrează într-un flux de lucru simplu de trasare, perforare centrală, găurire, debavurare, dar numărul mare de piese se ridică la un număr destul de mare de găuri. Un atelier de fabricație de uz general aglomerat poate găuri între 500 și 2,000 de găuri cu toate presele sale de găurit în fiecare zi. Multe ateliere aleg să adauge... Centre de prelucrare CNC în atelierul lor pentru a suplimenta presele de găurit manuale care necesită multă muncă pentru piese de volum mare și toleranță ridicată.
Construcții și oțel structural
Construcția este dominată de burghiul magnetic la fața locului. Sidelariștii fixează mașina pe o grindă sau o grindă de oțel, fac gaura, apoi trec la următoarea gaură. Este mai economic să se taie găurile cu freze inelare decât cu burghiele spiralate, deoarece freza inelară îndepărtează cea mai mică cantitate de material cu o singură tăietură, produce cea mai mică cantitate de căldură și provoacă cea mai mică împingere. O freză inelară va tăia 50-80 de găuri în oțelul structural înainte de a necesita reascuțire, un număr comparabil cu un burghiu spiralat HSS, dar mai puțin.
Instalațiile de găurit magnetice și frezele inelare depășesc carotele convenționale în aplicații dificile, cum ar fi fitingurile din fontă ductilă, cu o medie de 60 până la 70%. Dacă le țineți pe o suprafață de oțel în loc să le balansați într-o unealtă manuală, mașinile de găurit magnetice nu se vor mișca, iar baza magnetică oferă rigiditatea necesară pentru o găurire rapidă și precisă.
Prelucrarea lemnului
Tâmplarii se bazează pe prese de găurit de banc pentru îmbinări cu dibluri, mortazarea balamalelor și găurirea străpunsă în producția de mobilă. Burghiele Forstner produc găuri cu fund plat necesare pentru balamalele ascunse în stil european, în timp ce burghiele cu vârf brad permit o intrare curată în fibra frontală a lemnului de esență tare, fără a se mișca. Setările de viteză pentru lemn sunt mult mai mari decât pentru metal - de obicei 1,500 până la 3,000 RPM pentru lemnul de esență tare, comparativ cu 300 până la 800 RPM pentru oțel. Bijutierii și meșterii folosesc, de asemenea, prese mici de banc pentru găurirea cu mărgele în materiale delicate, cum ar fi scoici, os și pietre semiprețioase.
Producție de electronice și PCB
Mașinile de găurit pentru PCB sunt sisteme de micro-găurire controlate CNC, capabile să producă găuri străpunse între 0.1 mm și 25 mm la viteze ale axului de 80,000 – 150,000 RPM. Burghiele de micro-găurit din carbură sunt consumabile - se pot perfora 3,000 – 5,000 de găuri cu un singur burghiu înainte de schimbare. Cu siguranță nu este o industrie în care automatizarea poate fi neglijată; numărul de peste 10,000 de găuri per PCB multistrat per placă este comun, la fel ca și cerințele de precizie a poziționării la nivel de microni.
Automotive
Producția de automobile utilizează întreaga gamă de echipamente de găurire. Blocurile motor necesită găurire cu pistolul pentru galerii de ulei (raporturi lungime-diametru de 20:1 sau mai mare), găurire cu mai mulți axis pentru modele de șuruburi și alezare CNC pentru alezajele cilindrilor. Industria are nevoi mari de automatizare în ceea ce privește piesele prelucrate, cum ar fi carcasele de transmisie, etrierele de frână și componentele suspensiei. Vehiculul electric a mutat o parte din cererea de la găurirea tradițională a blocului motor la găurirea tăvilor bateriei și a carcasei motorului, dar numărul total de găuri este de câteva mii per vehicul. Furnizorii de găuri auto din clasa superioară angajează... mașini de marcat cu laser pe piese auto concomitent cu stațiile de găurire. Procesele de fabricație conexe includ rece și cald mașini de extrudare pentru producerea de profile din aluminiu și utilaje de prelucrare a plasticului pentru componente auto interioare.
„Atelierele de dimensiuni medii și-au accelerat migrarea către găurirea CNC după 2020. Atelierele care au amânat automatizarea au înregistrat o creștere a restanțelor la comenzi pe măsură ce timpii de livrare se întindeau. Disponibilitatea forței de muncă pentru găurirea manuală a devenit un blocaj persistent - CNC a abordat ambele probleme simultan.”
— Adaptat după Global Market Insights, Analiza pieței mașinilor de găurit, 2024
Mașini de găurit CNC: Precizia întâlnește automatizarea
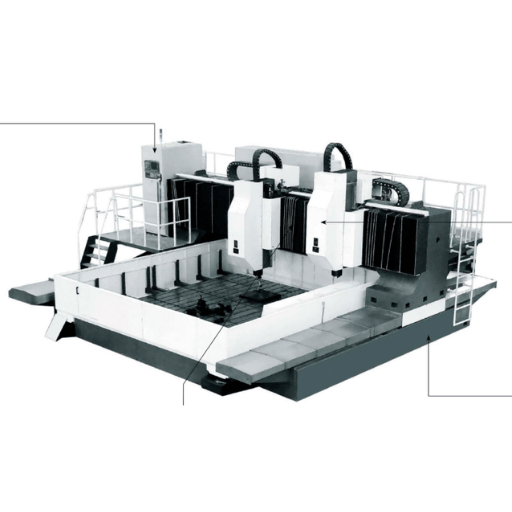
Mașinile de găurit CNC elimină poziționarea manuală, setarea vitezei și controlul avansului. Operatorii încarcă piesa de prelucrat, selectează un program și apasă butonul de pornire a ciclului. Din acel moment, controlerul gestionează schimbările sculelor, rampele de viteză a axului, ciclurile de ciocănire pentru găuri adânci și livrarea lichidului de răcire. Pentru ciclurile de producție care depășesc 100 de găuri identice pe zi, câștigurile de productivitate sunt substanțiale. Însă investiția de capital necesită o analiză atentă - nu fiecare atelier beneficiază de CNC.
✔ Avantaje
- Precizie de poziționare ±0.01 mm (față de ±0.3 mm manual)
- Repetabilitate pe peste 1,000 de piese cu abatere zero
- Funcționare nesupravegheată cu schimbător automat de scule
- Găurire prin găurire, filetare și alezare într-o singură setare
- Randament 200 – 1,200 găuri/oră
- Înregistrări digitale pentru trasabilitatea calității
⚠ Limitări
- Cost de intrare 25,000 USD – 200,000 USD+ (10 – 50× manual)
- Necesită programator/operator calificat
- Timpul de configurare pentru lucrări unice depășește timpul manual
- Costuri de întreținere: servomotoruri, encodere, plăci de control
- Suprafață de podea 4-12 m față de 0.8 m pentru o presă manuală de podea
- Cerințe de alimentare: trifazat, circuit dedicat
| metric | Mașină de găurit manuală pentru podea | Masina de gaurit CNC |
|---|---|---|
| Toleranța poziției găurii | ±0.3 mm (operator calificat) | ±0.01 mm (reacție servo) |
| Timp de configurare (prima parte) | 2 - 5 minute | 15 – 45 minute (program + meci) |
| Timp de ciclu per gaură | 8 - 15 secunde | 2 - 5 secunde |
| Atenția operatorului | 100% (mâna pe maneta de alimentare) | 10 – 20% (doar încărcare/descărcare) |
| Dimensiunea lotului la care se atinge pragul de rentabilitate | 1 – 50 de piese | 50 – 200+ piese (depinde de complexitate) |
| Costul anual de întreținere | 100 USD – 300 USD (curele, rulmenți) | 1,500 USD – 5,000 USD (servomotoare, encodere, sistem de răcire) |
Randamentul investiției (ROI) nu este întotdeauna îmbunătățit în CNC. Când atelierele execută mai puțin de 100 de găuri pe zi cu puțină varietate (aceeași dimensiune, același material), o presă manuală de podea cu DRO și menghină cu glisare transversală poate oferi adesea un ROI mai bun. Costul (mașină + DRO + menghină) le face între 3,000 și 5,000 de dolari, față de peste 25,000 de dolari chiar și într-o mașină de găurit CNC de bază, până când volumul depășește ~ 100 de găuri pe zi sau toleranțele scad sub 0.1 mm.
Scenariu: Producător de metal de mărime medie, 30 – 50 comenzi personalizate/lună, 8 – 20 găuri/placă de oțel (grosime 6-25 mm), 5 - 200 piese/comandă. Conducerea compară. Mașină de găurit CNC la o mașină de găurit manuală existentă. Analiză: la 50 de comenzi; 14 găuri/medie, 100 de piese/medie = 70000 găuri/lună, CNC-ul se amortizează în 8-14 luni, economisind timp pentru operator și rebuturi prin evitarea găurilor poziționate greșit. Lot mic; mai puțin de 20 de piese; adăugarea timpului de configurare CNC la fiecare comandă elimină avantajul comparației; mașina de găurit manuală cu DRO poate fi cea mai bună alegere până la achitarea volumului.
Repere de performanță la găurirea CNC
| Toleranță de poziție | ±0.01 mm (cu scale liniare) |
| Repetabilitate | ± 0.005 mm |
| Traversare rapidă | 40 – 60 m/min (centre de găurire/filetare) |
| Timpul cip-cip | 1.3 - 2.5 secunde |
| capacitatea sculei | 12 – 30 scule (magazina ATC) |
Perspectiva noastră asupra tehnologiei de foraj
UDTECH dezvoltă mașini CNC - nu mașini de găurit. Acest articol este scris pur și simplu pentru că operațiunile de găurire sunt atât de comune în producție încât este probabil ca, atunci când caută mașini de găurit, atelierele să ia în considerare și alte opțiuni CNC. Toate informațiile prezentate sunt copiate și citate de pe site-urile web ale furnizorilor, din datele generale ale producătorilor sau din alte surse; nu există nicio promovare a produsului. Produsul este livrat cu referințe la funcțiile de găurire CNC.
Cele mai bune practici de întreținere și siguranță
O mașină de găurit care beneficiază de o întreținere programată, săptămânală/zilnică va dura mai mult, va costa mai puțin în exploatare și va oferi rezultate mai precise. Cât de mult costă poate fi surprinzător. De exemplu, un singur set de rulmenți noi pentru axul unei mașini de găurit de podea costă 80 - 200 USD, în timp ce numărul de ore necesare pentru înlocuire/demontare, îndepărtarea celor vechi, instalarea celor noi, repoziționarea axului, realinierea - pot consuma cea mai mare parte a acestor bani... performanța, siguranța și durabilitatea vin odată cu amânarea întreținerii. Nu există excepții de la recomandările de proiectare a siguranței și a apărătorilor; o parte a siguranței unui atelier constă în evitarea poveștilor de groază.
| Interval | Sarcină | Detalii |
|---|---|---|
| Zilnic | Curățați așchiile și lichidul de răcire | Îndepărtați așchiile din fantele în T ale mesei și din zona penei; ștergeți coloana |
| Zilnic | Verificați nivelul lichidului de răcire | Umpleți rezervorul de lichid de răcire; verificați concentrația cu un refractometru (6 – 8%) |
| Săptămânal | Lubrifiați pana și coloana | Aplicați ulei pe pinionul și cremaliera penei; cremaliera coloanei de ulei la modelele de podea |
| Săptămânal | Verificați tensiunea și starea curelei | Verificați dacă există crăpături, glazură sau uzură; ajustați tensiunea conform specificațiilor producătorului |
| Lunar | Verificați bătaia axului | Comparator cu cadran pe vârful axului; înlocuiți rulmenții dacă bătaia depășește 0.03 mm |
| Lunar | Inspectați mandrinele burghiului | Verificați uzura fălcilor, deviația concentricității; înlocuiți dacă bătaia totală indicată este > 0.05 mm |
| Trimestrial | Tram the table | Verificați perpendicularitatea mesei față de axa axului cu o distanță de până la 0.02 mm pe întreaga cursă |
| Trimestrial | Înlocuiți lichidul de răcire | Goliți, curățați baia de ulei, reumpleți cu lichid de răcire proaspăt pentru a preveni dezvoltarea bacteriilor |
- Strângeți totul cu cleme. Nu țineți manual piesa de pe masa mașinii de găurit. Odată ce se rotește, o mașină de găurit poate prinde o piesă și o poate lovi cu suficientă forță pentru a rupe degetele sau chiar mai rău.
- Purtați ochelari de protecție chiar și atunci când este nevoie doar de ochelari de protecție (pentru adulți). Așchiile care zboară lateral sunt suficient de periculoase fără ca așchiile fierbinți să iasă din conductele de evacuare sau să fie propulsate în cănile altor persoane. Instrucțiuni OSHA privind protecția mașinilor necesită apărători laterale.
- Leagă părul la spate. Îndepărtează bijuteriile largi. Nu purta cravate și nu manipula bijuterii atârnate în apropierea unui fus în mișcare: expunerile la înfășurarea părului în jurul acestuia duc adesea la scobiturile ochilor și episoade de fugă.
- Folosiți apărători de mandrină. Așchii de dimensiunea firelor de mătase pot fi proiectate de axul principal al burghiului, suficient de puternice pentru a răni ochii. Mecanismul OSHA/ANSI Z-87 pentru asamblarea ANSI în formă de cochilie este o cerință parțială, dar compatibilă din punct de vedere economic, pentru majoritatea prelucrărilor grele.
- Izolați operatorul. Nu introduceți mâna în jurul așchiilor de la curentul descendent sau între un burghiu complet angajat și o piesă de lucru staționară. Axul principal nu se oprește până când motorul nu este oprit, astfel încât un impuls de impact ridicat se poate propaga la orice îmbrăcăminte sau piesă slăbită.
ISO 20770-1 „pune accent pe protecțiile la punctul de operare” și „protecțiile de barieră” ca fiind OSHA cele mai bune practici și necesită, în plus, dispozitive de control cu două mâini și/sau bariere de protecție declanșate; standardul acoperă, de asemenea, operarea de la distanță, opririle de urgență, limitele de zgomot (de obicei < 85dBA la punctul de operare) și cerințele de siguranță electrică în instalațiile CNC.
Neglijarea lichidului de răcire este principala cauză a defecțiunii premature a rulmenților axului principal la presele de găurit: atunci când nivelul lichidului de răcire scade sau acesta se diluează, temperaturile de așchiere cresc, căldura este transferată în ax, iar unsoarea pentru rulmenți se deteriorează. Atelierele care mențin concentrații de lichid de răcire între 6 și 8% (măsurată săptămânal cu un refractometru) au o durată de viață a rulmenților de 5-8 ani, spre deosebire de atelierele care neglijează concentrația lichidului de răcire, care au o durată de viață a rulmenților de 1-3 ani.
Probleme și soluții comune la foraj
| Problemă | Cauza probabilă | Soluţie |
|---|---|---|
| Găuri supradimensionate | Bătaia axului > 0.03 mm sau lungimi inegale ale buzei burghiului | Verificați/înlocuiți rulmenții; rectificați burghiul cu un calibru de lungime a buzei |
| Ruperea burghiului | Viteză de avans excesivă, burghiu tocit sau mișcare a piesei de lucru | Reduceți avansul; ascuțiți sau înlocuiți burghiul; verificați strângerea |
| Urme de vibrații în interiorul găurii | Rigiditate sau turații insuficiente în intervalul de rezonanță | Strângeți toate lamelele; modificați turația cu ±15%; verificați tensiunea curelei |
| Gaura se abate de la centru | Fără perforator central, muchie tocită a daltei sau ax nealiniat | Întotdeauna perforați centrul; folosiți mai întâi burghiul circular pentru găuri > 6 mm |
| Bavură excesivă la ieșire | Avans mare la străpungere, muchii așchietoare tocite | Reduceți avansul pentru ultimii 2 mm de adâncime; susținere spate cu placă de deșeuri |
Doi parametri geometrici afectează semnificativ fiabilitatea burghiului și sunt adesea uitați în timpul ascuțirii:
Unghiul de degajare al muchiei: Pentru burghiele elicoidale HSS utilizate în general, acesta trebuie să fie între 9 și 15. Mai mic de 9, burghiul freacă în loc să taie, ceea ce încălzește și accelerează uzura. Mai mare de 15, muchia frezei devine fragilă și se așchiază sub forțele de avans tipice. Rectificatoarele profesionale de scule și freze verifică această dimensiune cu un calibru pentru vârful burghiului după fiecare trecere.
Regula perforației cu puncte: Pentru orice burghiu cu diametrul mai mare de 6 mm, folosiți întotdeauna mai întâi un perforator central sau un burghiu central sau un burghiu cu punct. Muchiile daltei spiralate nu se autocentrează la dimensiuni mai mari; burghiul se va deplasa până când găsește o fixare perfectă, adesea departe de poziția dorită. Practicienii experimentați susțin că lipsa perforatorului cu puncte este cel mai frecvent citată ca motiv pentru găurile inexacte la găurirea manuală.
Scenariu: Un atelier de întreținere constată că durata medie de viață a unui burghiu este de doar 2-3 zile, în loc de 2 săptămâni. O investigație arată că nu a existat nicio curățare sau îndepărtare a uleiului din baia de răcire timp de peste 6 luni; contaminarea bacteriană a redus drastic stabilitatea emulsiei de lubrifiant cu 40-50%. După golirea și curățarea baiei, reumplerea cu lichid de răcire proaspăt la o concentrație de 7% și înlocuirea burghielor tocite existente, durata de viață a sculei a revenit la normal. Costul soluției: lichid de răcire în valoare de 120 USD, 2 ore de lucru. Costul ignorării: burghie defecte în valoare de 800 USD/lună. Dacă luați în considerare un proces de curățare a suprafeței după găurire, luați în considerare utilizarea... tehnologie de curățare cu laser pentru a îndepărta fluidul de tăiere și resturile de pe suprafață fără reziduuri chimice.
Întrebări frecvente despre mașinile de găurit

Î: Care sunt cele trei tipuri de mașini de găurit?
Vezi răspunsul
Trei categorii de mașini de găurit sunt prezentate în majoritatea documentației de atelier: presa de găurit de banc (mică și fixată pe o bancă de lucru, capacitate de 16 mm), presa de găurit cu coloană sau cu podea (coloană mare, capacitate de 32 mm) și mașina de găurit cu braț radial (mașină cu braț oscilant pentru piese grele, capacitate de 75 mm). Această grupare apare în majoritatea programelor de învățământ vocațional și reprezintă aproximativ 80% din mașinile din atelierele de fabricație generale obișnuite.
Î: Cum funcționează o mașină de găurit?
Vezi răspunsul
Un motor rotește axul principal prin intermediul unei transmisii cu angrenaj sau curea. Un operator (sau un program de calculator) introduce burghiul rotativ în material de-a lungul axei axului principal. Muchiile tăietoare ale burghiului îndepărtează materialul, iar canelurile elicoidale trag așchiile în sus și în afara găurii.
Î: Ce operațiuni pot fi efectuate folosind o mașină de găurit?
Vezi răspunsul
Pe lângă găurirea simplă, o mașină de găurit poate efectua alezare (o gaură mărită la o dimensiune exactă cu un finisaj neted al suprafeței), găurire conică (o gaură mărită, cu fund plat, pentru un cap de șurub), adâncire conică (prelucrarea cu aer comprimat a unei găuri înclinate pentru un șurub cu cap plat), filetare (un proces în care un tarod ținut în ax taie filete interne), prelucrare prin frezare (o operațiune în care, pe o turnare brută, o suprafață plană este prelucrată în jurul unei găuri) și găurire (mărirea unei găuri existente cu o bară de alezat cu un singur punct pentru lucrări cu toleranțe strânse). Toate aceste operațiuni sunt mai precise cu un ax rigid și un avans controlat decât cu o mașină de găurit manuală.
Î: Cum influențează duritatea materialului parametrii de găurire?
Vezi răspunsul
Sculele trebuie prelucrate mai lent pentru materialele mai dure și necesită presiuni de avans mai mari. Oțelul moale (120 – 180 HB) va găuri în general cu o viteză de așchiere de aproximativ 25 m/min, în timp ce găurirea oțelului inoxidabil (200 – 280 HB) reduce viteza de așchiere la 10 – 15 m/min. Oțelul pentru scule călit (45+ HRC) poate necesita utilizarea unor scule din carbură la 5 – 8 m/min, utilizând un sistem de prindere rigid și un agent de răcire prin injectare.
Î: Ce materiale pot fi prelucrate folosind o mașină de găurit?
Vezi răspunsul
Într-un atelier mecanic, mașinile de găurit sunt utilizate în principal pentru: metale (fier, staniu, fontă, aluminiu, bronz), lemn, materiale plastice, compozite (fibră de carbon, fibră de sticlă), ceramică (freze diamantate) și piatră. Sculele și parametrii sunt aleși în funcție de material.
Căutați automatizare CNC pentru operațiunile dumneavoastră de găurire?
UDTECH oferă echipamente CNC pentru prelucrarea metalelor de precizie în găurire, frezare, prelucrare multiaxe.
Referințe și surse
- Instrument electronic pentru protejarea mașinilor: Operațiuni de găurire — Administrația pentru Securitate și Sănătate în Muncă din SUA (OSHA)
- ISO 20770-1: Siguranța mașinilor-unelte — Mașini de găurit — Organizația Internațională de Standardizare
- ISO 73.100.30: Clasificarea sculelor de găurire — Organizația Internațională de Standardizare
- Dimensiunea pieței și analiza industriei mașinilor de găurit — Perspective asupra pieței globale, 2024
- Manualul Mașinilor, Ediția a 31-a — Presă industrială (tabele de viteze/avansuri, specificații geometrice burghiu)
Articole pe aceeaşi temă
Revizuit de echipa de ingineri UDTECH, care are o vastă experiență în toate aspectele legate de sculele CNC și echipamentele de prelucrare de precizie.






