Tipuri de mașini CNC: Un ghid complet pentru fiecare categorie de mașini CNC
Specificații rapide
| Tipuri acoperite | 10 categorii principale de mașini CNC |
| Cel mai comun | Frezare CNC / Centru de prelucrare verticală (VMC) |
| A×is Range | 2-a×is până la 5-a×is (și dincolo) |
| Toleranță | ±0.001″ – ±0.005″ (dependent de proces) |
| Materiale | Metale, materiale plastice, lemn, compozite, ceramică |
| Preţ | 2,000 USD (hobby pentru birou) – 500,000+ USD (producție pe 5 axe) |
Cunoașterea diferitelor tipuri de mașini CNC disponibile pe piață astăzi este primul pas către alegerea celei potrivite pentru orice proiect. Pornirea unui atelier de prototipuri, a unei linii de producție de piese de volum mare sau a unui atelier de fabricație personalizat au toate un lucru în comun - mașina pe care o selectați determină toleranțele, timpii de ciclu și costurile per componentă. În medie, piața mondială a mașinilor CNC a valorat 74.82 miliarde de dolari în 2025, iar această piață continuă să crească pe măsură ce tot mai multe sectoare industriale încearcă să își automatizeze procesele de prelucrare.
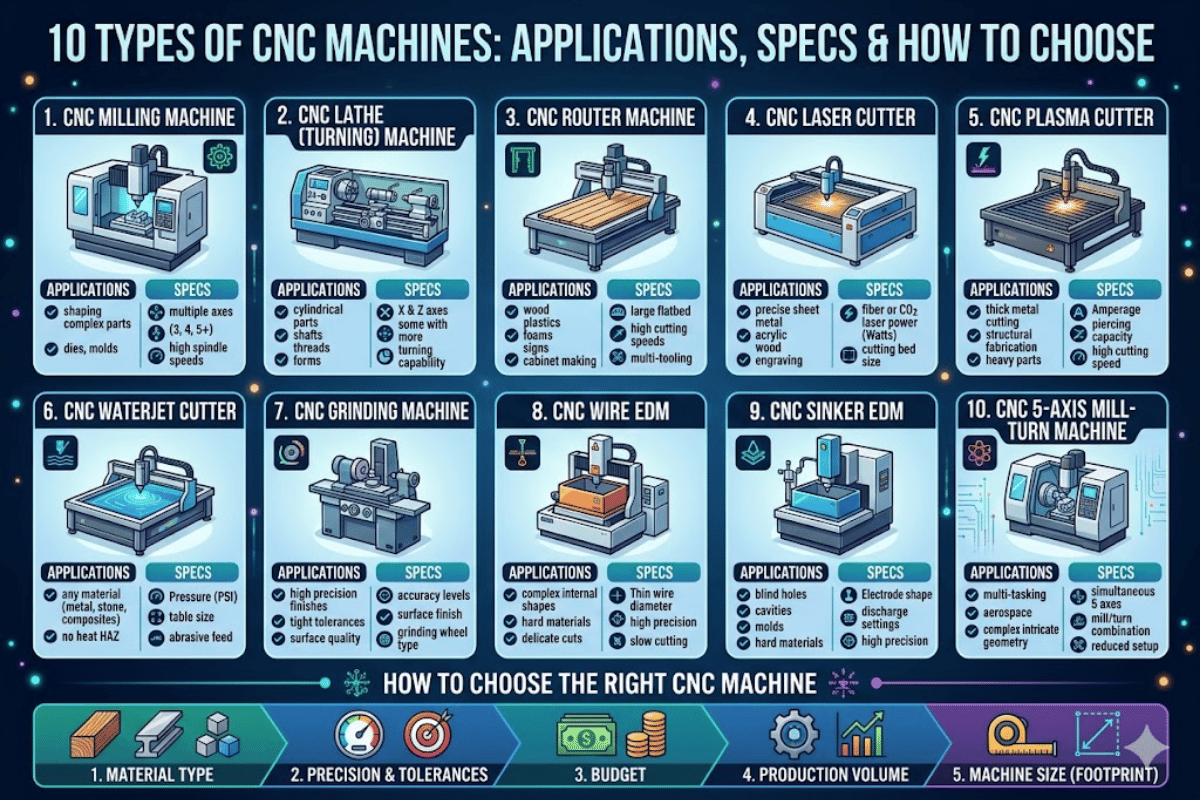
Acest ghid evidențiază 10 aspecte diferite Mașini CNC clasificări, compară specificațiile acestora cu datele reale și vă oferă un „punct de plecare” pentru a selecta cum să adaptați specificațiile mașinii la cerințele dumneavoastră.
Ce este o mașină CNC și cum funcționează?
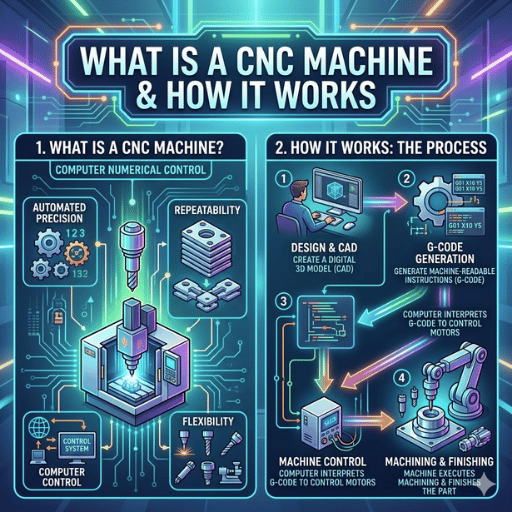
CNC își ia numele de la Computer Numerical Control (CNC). Este pur și simplu un sistem în care un computer ieftin citește un program sub formă de cod G și cod M și apoi interpretează aceste comenzi în mișcarea fizică a tuturor pieselor necesare, cum ar fi o sculă de tăiere frontală, un ax și o masă de lucru. Programul în sine este un fișier de calculator care, de exemplu, permite sculei să efectueze mișcări interpolate pe o axă x și/sau de-a lungul unei axe y pentru a crea un rezultat fizic finit.
Controlul computerizat sporit definește mașinile CNC de astăzi. Capacitatea inițială de a traduce datele fizice a fost dezvoltată din programele de control numeric (NC) de la MIT în anii 1950. Astăzi, unitățile CNC dintr-un atelier modern de producție utilizează microprocesoare care interpolează curbe, compensează uzura sculelor și rulează simultan traiectorii de mișcare pe mai multe axe.
Pentru a ști cum funcționează o mașină CNC, trebuie mai întâi să înțelegi repetabilitatea. O mașină manuală experimentată poate menține o toleranță de 0.005″ într-o zi bună. O freză CNC care funcționează într-o fereastră dimensională este capabilă să mențină această toleranță pas cu pas, schimb după schimb, fără a obosi.
Acest tip de fiabilitate face ca CNC-ul să fie cunoscut pentru achiziționarea sa în industria aerospațială, a dispozitivelor medicale, auto și electronică.
Deci, ce înseamnă asta pentru atelierul dumneavoastră?
Înseamnă că tipul de mașină pe care îl selectați decide cât de precise puteți menține dimensiunile, cât de repede puteți prelucra piesele și câtă experiență este necesară pentru operator – cilindrică, centru de prelucrare general sau rectificare de înaltă precizie. Industria CNC respectă standardele mondiale – ISO 2768 stabilește capacitățile generale ale mașinilor pe care inginerii de proiectare se pot baza, iar ASME Y14.5 acoperă limbajul convenit al GD&T.
📐 Notă de inginerie
Toleranțele CNC standard pe procese – frezare 0.001″ – 0.005″, strunjire 0.0005″ – 0.003″, rectificare 0.0001″ – 0.0005″, electroeroziune 0.0002″ – 0.005″. Acestea sunt intervalele care pot fi atinse, condițiile fiind mașina, dispozitivele de fixare și temperatura aerului ambiant.
Chiar și veteranii meseriei de mecanic spărg mașinile, produc rebuturi și explodează frezele – sistemul de control CNC reduce, dar nu elimină niciodată complet, erorile de introducere a datelor de către operator în timpul configurării și programării. Mașina face pur și simplu tot ce spune programul, ceea ce înseamnă că trebuie să faceți totul corect de prima dată.
Mașini de frezat CNC

Freză CNC - O freză CNC este o freză care poate tăia folosind freze rotative ce pot funcționa pe mai multe axe. Freza CNC este coloana vertebrală a lumii producției. Fie că este vorba de un atelier mic sau de un furnizor aerospațial de nivel 1, o freză CNC își are probabil totuși locul în atelier.
Frezele CNC pot efectua frezare frontală, frezare de canale, frezare de buzunare, conturare și găurire.
Două configurații: Centrul de prelucrare vertical (VMC) și Centrul de prelucrare orizontal (HMC) sunt cele mai comune. Orientarea arborelui sculei dictează evacuarea așchiilor, accesul lichidului de răcire la așchiere și tipul de fixare care trebuie utilizat. Să ne uităm la cifre:
| Caracteristică | VMC (vertical) | HMC (orizontal) |
|---|---|---|
| Viteza axului | 8,000–12,000 RPM | 6,000–15,000 RPM |
| Dimensiunea tabelului | 500×250mm – 1,500×700mm | 400×400mm – 800×800mm (palet) |
| Toleranță tipică | ±0.001″–±0.003″ | ±0.0005″–±0.002″ |
| Preţ | $ 30,000- $ 150,000 | 80,000 USD – 500,000 USD+ |
| Cele mai bune | Lucrări de uz general, prototipare | Producție de volum mare, accesorii pentru pietre funerare |
Un furnizor de industrie auto de nivel 1 care prelucrează carcase de transmisie din aluminiu a ales HMC în locul unui VMC. Dispozitivul de fixare a pietrelor tombale pe axa a 4-a a tăiat 4 piese pe ciclu, reducând costul fiecărei piese cu 38% și timpul ciclului de la 22 de minute la 14 minute. Această decizie a acoperit costul de achiziție al mașinii în mai puțin de 2 ani.
„Pentru 80% din operațiunile din atelierul de prelucrare, un VMC pe 3 axe bun este prima mașină potrivită. Treci la HMC doar atunci când volumul tău compensează schimbătorul de paleți și piesele tale au nevoie de fluxul orizontal de așchii. Un HMC este doar un timp de inactivitate costisitor și supradimensionat în atelier.”
— Inginer senior de producție, furnizor de industrie auto de nivel 1
Ce tip de mașină CNC este cel mai frecvent utilizat?
Mașinile de frezat CNC, în special mașinile VMC, sunt cele mai comune mașini CNC instalate în zilele noastre. Ele domină Frezare CNC lucru în ateliere de producție, producție contractuală și direct în producția internă a companiei. Pur și simplu pentru că o mașină de prelucrat parțial (VMC) cu 3 axe poate procesa majoritatea formularelor la un cost minim de pornire.
Diferența enormă de preț poate fi explicată prin nivelul de eficiență al controlului diferitelor axe. Frezarea CNC pe 3 axe ar costa clienții în jur de 40 USD/oră de utilizare. Costurile frezării simultane pe 5 axe ar varia de la 150 USD/oră la peste 300 USD/oră, în funcție de materiale și formă. Pentru a evita risipa costisitoare a operațiunilor de prelucrare a găurilor pe 5 axe, instructorul de atelier pune presiune pe operatorii calificați să aloce operațiuni pe 5 axe pieselor cu adevărat necesare.
Masini de gaurit CNC
Mașinile dedicate sunt mașinile de găurit CNC, deoarece frezarea poate găuri, dar mașinile de frezat nu sunt eficiente în acest scop. Dacă trebuie să realizați mii de găuri identice, cum ar fi fabricarea PCB-urilor, a tablelor tubulare ale schimbătorului de căldură sau a structurii de oțel, o mașină de găurit CNC dedicată poate face acest lucru rapid și eficient din punct de vedere al costurilor.
Unele mașini de găurit CNC folosesc cape cu mai mulți axis pentru a face patru, opt, chiar șaisprezece găuri de fiecare dată, dar atelierul trebuie să sacrifice flexibilitatea tăieturilor de contur și de buzunare, deoarece poate face doar o anumită formă de gaură.
G83 – ciclu de găurire cu precizie. Dacă adâncimea găurii este mai mare de trei ori diametrul burghiului, utilizați ciclul de găurire cu precizie. Retrageți complet burghiul în mod repetat pentru a elimina așchiile, a preveni împachetarea acestora în jurul burghiului și a-l solicita. Măriți retragerea la 1 mm pentru aluminiu, unele așchii sunt pur și simplu fibroase și se împachetează foarte agresiv.
📐 Notă de inginerie
Clasa de toleranță medie Nofitih-m pentru frezare CNC: 0.1 mm pentru piesa de prelucrat cu dimensiunea de 6-30 mm și 0.2 mm pentru piesa de prelucrat cu dimensiunea de 30-120 mm și fără toleranțe stricte specificate în desen.
Strunguri CNC și centre de strunjire
Un strung CNC rotește bara de prelucrat față de o sculă așchietoare staționară sau acționată (motoare). Orice piesă cu simetrie de rotație, cum ar fi arborele, bucșa, șurubul, flanșa, poate fi prelucrată perfect. Toate strungurile din zilele noastre sunt controlate CNC datorită traiectoriei sculei cu programabilitate ridicată, care poate reduce erorile de îndemânare și poziționare cauzate de operarea manuală a strungului. Piesa de prelucrat este fixată de-a lungul axei centrale, în timp ce scula se poate deplasa doar de-a lungul formei mobile în X și Z și, odată programată, poate produce automat chiar și forme complexe. Noua mașină de strunjit CNC integrează chiar și scule acționate sau frezare cu ax acționat și axa C în turelă, care face legătura dintre strung și frezare.
Cea mai importantă alegere în strunjirea CNC este cea convențională față de cea de tip elvețian. Strungurile convenționale permit lucrul în mod tradițional. Piesele sunt fixate într-o mandrină sau o pensetă și pot prelua diametre mari, deși acest lucru limitează raportul lungime-diametru. Strungurile elvețiene alimentează bara printr-o bucșă de ghidare, susținând piesa chiar în punctul de așchiere. Acest design permite realizarea unor piese incredibil de lungi și niveluri de concentricitate de ordinul micronilor pe diametre mici.
| Caracteristică | Strung CNC convențional | Strung CNC de tip elvețian |
|---|---|---|
| Diametrul piesei | Până la 600 mm+ | De obicei ≤32 mm |
| Raportul lungime-diametru | Până la 10: 1 | Până la 20:1 sau mai mare |
| concentricitate | ± 0.005mm | ± 0.002mm |
| Cea mai bună aplicație | Arbore, flanșe, cilindri mari | Șuruburi medicale, componente de ceasuri, știfturi |
| Preţ | $ 15,000- $ 60,000 | $ 80,000- $ 250,000 |
Operatorii de strunguri elvețiene identifică adesea reglarea bucșei de ghidare ca fiind variabila principală care afectează concentricitatea submicronică a șuruburilor osoase medicale. Dacă nu se abordează poziția bucșei de ghidare, programarea impedanță nu va avea niciun impact asupra bătăii focale.
Implementarea unui mandrin cu 3 bacuri la prelucrarea pieselor cu pereți subțiri (pereți mai subțiri de 2 mm). Aplicarea aceleiași forțe de strângere la un mandrin cu 3 bacuri provoacă deformare, deoarece piesa se retrage la eliberare, ceea ce duce la variații dimensionale. Pentru a evita această problemă, utilizați fie un mandrin cu pensetă, fie prelucrați bacuri moi personalizate pentru a se potrivi diametrului exterior finit al piesei dumneavoastră.
Mașini de router CNC

Routerele CNC sunt foarte similare cu frezele CNC, cu excepția faptului că sunt proiectate să prelucreze materiale mai moi și să utilizeze diferite condiții de tăiere. În timp ce o freză este construită suficient de rigidă pentru a tăia oțel, o routeră CNC sacrifică rigiditatea pentru zone de lucru mari și viteze mari de traversare pe materiale mai moi: lemn, MDF, acril, spumă, panouri compozite și aluminiu moale.
Când comparați o freză CNC și o freză CNC, luați în considerare acești factori: cu materiale mai moi decât aluminiul și o adâncime Z de maximum 100 mm, a Router CNC este o opțiune mai puțin costisitoare în aproape toate cazurile. Orice altceva favorizează o moară.
✔ Avantaje
- Suprafață mare de tăiere (4 × 8 m sau mai mare)
- Viteze mari de deplasare: 500–1,500 IPM
- Preț mai mic: 3,000 USD (desktop) – 100,000 USD+ (industrial)
- Opțiuni cu mai multe capete pentru tăierea tablelor imbricate
- Masa cu vid susține articolele din tablă fără cleme
⚠ Limitări
- Mai puțin rigide decât frezele, nepotrivite pentru prelucrarea metalelor dure.
- Cadrul tip portal se deformează sub sarcini mari de tăiere
- Toleranță tipică ±0.005″–±0.010″ (mai mare decât la freze)
- Extragerea prafului este obligatorie pentru lucrările din lemn și materiale compozite
- Unealta se uzează rapid atunci când este utilizată în afara condițiilor materiale pentru care a fost proiectată.
Vibrațiile sunt principalul punct slab al frezelor CNC atunci când se încearcă tăierea materialelor mai dure. Sesiunile de analiză a tăierii oțelului pe freze au menționat uzura rapidă a sculelor în doar câteva minute, precum și calitatea slabă a suprafeței și instabilitatea dimensională. Masa masivă și cuplul agresiv necesare pentru frezarea oțelurilor depășesc cu mult ceea ce aceste mașini pot oferi în mod fiabil.
Mașini CNC de tăiat cu plasmă

Tăietoarele cu plasmă CNC implică un arc de plasmă inițiat electric – atingând temperaturi de până la 22,200 °C – topind și propulsând un jet de mare viteză prin metale conductoare de electricitate. Acesta este procesul principal pentru tăierea tablei și plăcii de metal cu grosimea de până la 50 mm – atingând viteze maxime de tăiere de peste 200 de inci pe minut în tipuri subțiri de oțel.
O mașină de tăiat cu plasmă CNC integrează o torță cu plasmă de mare viteză cu un portal cu urmărire a mișcării, utilizând în același timp software CAM pentru a genera comenzi de alimentare. Deși acest proces este relativ simplu: importarea unui fișier DXF, selectarea parametrilor de proces, tăierea - această simplitate face ca plasma să fie cea mai simplă tehnologie de tăiere termică disponibilă pentru atelierele de fabricație mici și mijlocii.
- Azot — oțel inoxidabil. Margine curată, fără oxid.
- Aer comprimat – oțel moale. Cea mai ieftină alegere, formează un strat subțire de oxid.
- Amestec de argon-hidrogen – aluminiu. Ajută la prevenirea acumulării de zgură pe aluminiu.
Gazele specifice materialului sunt factorul dominant care guvernează calitatea muchiei tăietoare după setările de amperaj și viteză.
📐 Notă de inginerie
Lățimea de tăiere cu plasmă: 0.06″-0.15″, în funcție de amperaj și grosimea materialului. Adâncimea zonei afectate termic va fi în mod normal între 0.5-1.5 mm, ceea ce devine notabil dacă procesul secundar implică sudarea sau călirea în apropierea feței tăiate. Preț: 12,000 USD - 300,000 USD.
Mașini de tăiat cu laser CNC

Mașinile de tăiat cu laser CNC utilizează un laser care furnizează un fascicul concentrat de lumină, ce poate fi folosit pentru a încălzi, vaporiza sau crăpa termic materialul de-a lungul unei traiectorii de tăiere programate. Cele două tipuri principale sunt laserele cu dioxid de carbon și cele cu fibră (în stare solidă). Decizia dumneavoastră cu privire la tipul de laser pe care îl utilizați va depinde în principal de ceea ce tăiați și de cât de repede doriți să tăiați.
Lungimea de undă la care funcționează un laser cu CO2 este de 10.6 m, o lungime de undă la care absorb nemetalele întâlnite în mod obișnuit (lemn, acril, material textil, sticlă). Lungimea de undă a laserelor emise de un laser cu fibră este de 1.06 m, o lungime de undă la care metalele absorb mult mai ușor. Această diferență fizică este motivul întregii divizări a pieței.
| Caracteristică | CO2 laser | Fiber Laser |
|---|---|---|
| Lungime de undă | 10.6 μm | 1.06 μm |
| Cele mai bune materiale | Nemetale, acrilic gros, lemn | Metale, foi subțiri |
| Viteză de tăiere (oțel de 1 mm) | ~3 m/min | ~8 m/min |
| Interval de putere | 20W–6kW | 500W–30kW+ |
| Eficiență electrică | 10-15% | 30-40% |
| Mentenanță | Mai mare (oglinzi, alimentare cu gaz) | Inferior (stare solidă, fără cale de gaz) |
| Preţ | $ 5,000- $ 80,000 | 15,000 USD – 300,000 USD+ |
Statisticile pieței vorbesc de la sine. Cota de piață a laserului cu fibră a crescut de la sub 15%, un record în 2010, la peste 50% în 2020. La nivel global, piața mașinilor de tăiere cu laser a ajuns la 6.85 miliarde USD (2025) și crește cu o rată anuală compusă (CAGR) de 8.5%.
Fibra canibalizează CO2 pentru piața de tăiere a metalelor; CO2 își menține poziția pentru aplicațiile în domenii nemetalice datorită fizicii absorbției.
Înlocuirea laserelor cu CO2 cu lasere cu fibră a fost principala tendință pe piața industrială în anii 2010. Până în 2020, peste 50% din toate veniturile sistemelor laser industriale proveneau din laserele cu fibră.
— Optech Consulting, Analiză de piață laser
Diverse procese oferă atât opțiunea cu fibră, cât și cu CO2 pentru atelierele care pot expedia metale și nemetale. Însă laserele cu fibră de putere mai mare (12 kW+) sunt acum capabile să taie plăci mai groase ca niciodată care necesitau tăiere cu CO2, ceea ce schimbă din nou aspectele economice. Sunteți curioși să aflați povestea mai amplă?
Verifică efectele tăierii cu laser asupra mediului sau cum să faci marcare cu laser rotativ a unei părți. Sau verificați Gravare cu laser a materialelor plastice dacă marcajul nemetalic este important.
Mașini CNC cu descărcare electrică (EDM)

Prelucrarea prin electroeroziune se realizează prin furnizarea unei serii de scântei electrice rapide și controlate pentru ablația materialului din piesă. În procesul EDM nu este implicată forța de tăiere; nu se efectuează nicio prelucrare mecanică asupra materialului; în schimb, fiecare scânteie are loc într-un fenomen de termoeroziune. Prin urmare, EDM este singurul proces capabil de prelucrare a materialelor cu o duritate de 60 + HRC sau mai mare sau cu un raport incredibil între adâncimea aspectului și lățime, pe care nicio freză rotativă nu îl poate produce.
Există două tipuri de electroeroziune, cu sârmă și cu percuție. Electroeroziunea cu sârmă utilizează o sârmă subțire de alamă sau molibden (cu diametrul de 0.1-0.3 mm) introdusă prin piesa de prelucrat, ca și cum s-ar tăia cu ferăstrăul cu bandă, dar la precizii geometrice care ar fi imposibile cu un ferăstrău cu bandă. Electroeroziunea cu percuție utilizează un electrod modelat (clasic grafit sau cupru) pentru a se scufunda în piesa de prelucrat, producând cavități, buzunare oarbe și forme tridimensionale complicate.
| Caracteristică | Sârmă EDM | Sinker EDM |
|---|---|---|
| Etape | Sârma subțire erodează tăieturile transversale | Electrodul modelat se afundă în piesa de prelucrat |
| Finisarea de suprafață | Ra 0.1–0.8 µm | Ra 0.2–1.6 µm |
| Acuratețe | ± 0.002mm | ± 0.005mm |
| Cota de piata (2024) | 48% din piața EDM | ~35% din piața EDM |
| Cea mai bună aplicație | Tăieri transversale, matrițe de extrudare, scule de ștanțare | Cavități, elemente oarbe, miezuri de matriță |
| Preţ | $ 50,000- $ 250,000 | $ 30,000- $ 150,000 |
O constatare suspectă: aproximativ 25% din cota de piață pentru fabricarea matrițelor este doar; cu toate acestea, majoritatea oamenilor nu știu că se află în LED. Electroeroziunea fără fir deține cea mai mare cotă de piață, de 48%, câștigată de cererea pieței de scule de ștanțare auto și aerospațială. Piața totală a electroeroziunilor a ajuns la 3.3 miliarde de dolari în 2024, cu o rată anuală compusă de creștere de 5.2% până în 2034.
Un atelier de matrițe a trebuit să freze o cavitate cu nervuri adânci (0.5 mm lățime, 30 mm adâncime) în H13 călit la 58 HRC. Frezarea CNC nu a reușit să acopere raportul adâncime:lățime de 60:1. S-a folosit electroeroziune cu fir pentru a o tăia într-o singură trecere (precizie de 0.002 mm), economisind o operațiune secundară costisitoare de prelucrare pe banc, adăugând 8 ore/ax pentru fiecare matriță.
EDM nu este „doar pentru materiale exotice”. Majoritatea lucrărilor EDM se efectuează pe oțeluri de scule obișnuite, H13 D2 S7 A2 etc., care pur și simplu au fost tratate termic prea dur pentru ca o freză frontală din carbură să poată fi prelucrată cu ușurință. Orice material conductiv poate fi electroerozionat cu fir, indiferent de duritatea sa.
Mașini de șlefuit CNC
Odată ce cerințele de toleranță sunt mai mici de 0.001″ și specificațiile de finisare a suprafeței necesită valori Ra mai mici de 0.2 m, vă aflați pe teritoriul șlefuirii. Centrele de șlefuire CNC utilizează o roată abrazivă rotativă - nu o sculă așchietoare - pentru a șlefui cantități foarte mici de metal cu o precizie incredibilă.
Trei tipuri principale deservesc geometrii diferite:
- Polizoare plane – creează suprafețe plane cu o planeitate mai mică de 0.005 mm pe o lungime de 300 mm
- Rectificatoare cilindrice – rectificarea suprafețelor exterioare și interioare cu o rotunjime de 0.002 mm (se împart în continuare în rectificarea exterioară și interioară)
- Rectificatoare fără centre – proces cilindric de volum mare – acționează știfturi, arbori și role în loturi fără a centra fiecare piesă individual
📐 Notă de inginerie
Rectificarea CNC previne toleranțe de 0.0001″ (0.0025 mm) și finisajul suprafeței Ra 0.05-0.2 m. Opțiuni abrazive tipice: oxid de aluminiu pentru rectificarea oțelului comun, CBN (nitrură de bor cubică pentru oțel călit peste 50 HRC), discuri diamantate pentru carburi și materiale ceramice. Interval de preț: 5,000 USD - 50,000 USD+, în funcție de dimensiune și nivelul de automatizare.
Rectificarea este aproape întotdeauna o operațiune secundară. Componentele sunt mai întâi prelucrate la o freză sau un strung, apoi tratate termic la duritatea prestabilită, apoi finisate într-o mașină de rectificat la forma și dimensiunile finale. Însă îndepărtarea de material în timpul procesului este de obicei de doar 0.1-0.5 mm, menită să reducă distorsiunea cauzată de tratamentul termic și să producă o calitate finală a suprafeței super-netede.
Mașini CNC de tăiat cu jet de apă

Mașinile de tăiat cu jet de apă CNC utilizează un jet de apă de 60,000-90,000 PSI (4,100-6,200 bar) care izbește printr-un orificiu mic, la care uneori (sau frecvent) se adaugă particule abrazive de granat. Practic orice material poate fi tăiat prin acest proces - metal, piatră, sticlă, ceramică, compozit, cauciuc - fără a genera căldură în zona de tăiere. Nu există zone periculoase. Fără distorsiuni termice, fără modificări ale durității la marginea tăieturii.
Jetul de apă poate tăia oțel de 300 mm sau mai mult, însă viteza de tăiere scade dramatic odată cu grosimea. Așteptați-vă la viteze de tăiere de aproximativ 5-10 IPM cu jet de apă abraziv pentru oțel moale de 2,5 cm. Procesul este cel mai potrivit pentru tăierea materialelor groase, în ciuda faptului că este puțin mai lent decât tăierea cu plasmă sau laser pe tablă de grosime 18GA. Avantajele includ versatilitatea materialelor și capacitatea de a produce muchii bine definite.
✔ Avantaje
- Fără zonă afectată termic — zero distorsiuni termice
- Taie orice material (metale, piatră, sticlă, compozite)
- Fără vapori toxici sau pericole specifice materialului
- Calitatea muchiei Ra 3.2-6.3 m poate fi obținută cu abraziv foarte fin la o viteză transversală redusă
- Fără uzură a sculelor în sensul tradițional
⚠ Limitări
- Lent cu metalele groase în comparație cu plasma
- Consum ridicat de granat abraziv (0.20–0.40 USD/lb)
- Necesită manipularea apei și a abrazivului uzat
- Conicitate pe așchii groase (0.1 tipic, combinată cu acționarea capului de așchiere pe 5 axe)
- Preț: 50,000 USD – 200,000 USD
Orice material abraziv de granat rămas după proces devine deșeu industrial în majoritatea zonelor. Uzura rezervoarelor cu jet de apă impune furnizorilor să poarte echipament respirator (P100 sau similar) atunci când inspectează interiorul rezervoarelor. Praful fin de granat inhalat poate provoca silicoză. Verificați cu autoritățile locale cu privire la eliminarea corectă; unele zone îl acceptă ca deșeu care necesită autorizație.
O altă minciună: „jetul de apă lasă o muchie neuniformă”. O setare de calitate Q-5 (cel mai lent parametru, cea mai lentă lățime, valoarea 0) de (foarte) înaltă va produce un finisaj al suprafeței Ra 3.2 m sau mai bun – la fel de bun ca un finisaj de frezare medie. Practica muchiilor neuniforme este o concepție greșită dezvoltată din atelierele de producție de volum mare care se străduiesc să folosească o setare Q1 (cea mai rapidă). Viteza și finisajul sunt parametri reglabili.
Mașini CNC multiaxe: explicații despre 3, 4 și 5 axe
Numărul de axe pe care le are mașina CNC este, de asemenea, important. O mașină cu 5 axe oferă mai multă libertate în ceea ce privește sculele și piesa de prelucrat decât una cu 3 axe. Mai puține elemente de fixare și mai puține modificări ale erorii în timpul procesului.
Dar înseamnă și o mașină CNC mai scumpă și o programare dificilă, un tarif orar mai mare.
| Caracteristică | 3-Axa | 4-Axa | 5-Axa |
|---|---|---|---|
| Axe | X și Z | X, Y, Z + A (rotație) | X, Y, Z + A + B/C |
| Configurații necesare | Multiplu (parte inversată) | Mai puține (indexare rotativă) | Configurare unică |
| Complexitatea părții | Caracteristici prismatice, 2.5D | Rotațional + prismatic | Formă liberă, subcotări |
| Tariful pe oră | 40–75 USD/oră | 75–150 USD/oră | 150–325 USD/oră |
| Costul mașinii | $ 50,000- $ 150,000 | $ 80,000- $ 250,000 | 150,000 USD – 500,000 USD+ |
| Industrii tipice | Producție generală, prototipare | Automotive, gravură | Aerospațial, medical, mucegai |
Sfatul lui Tim: 80% dintre piesele prismatice sunt prelucrate cel mai bine și cel mai ieftin pe o mașină cu 3 axe. Păstrați modelul 5 pe curbe libere reale, subașchieri adânci sau unde sunt necesare mai puține setări, ceea ce face ca prima de 3-5 ori mai mare la tariful orar să merite. Dacă cumpărați modelul 5 doar pentru că costă mai mult, veți cheltui rapid economiile, renunțând la o lucrare care ar fi putut fi realizată pe o mașină 3VMC la 1/4 din costul orar.
O companie de implanturi ortopedice a trecut de la prelucrarea pe 3 axe (6 configurații per componentă a genunchiului) la prelucrarea simultană pe 5 axe (1 configurație) cu același echipament. Timpul de instalare a fost eliminat, iar timpul per lot pentru configurație a fost redus de la 4.5 la 0.75 ore. Resturile de peste 8% au scăzut la mai puțin de 1%. Randamentul investiției pe 18 luni pentru mașina de 350,000 USD a fost obținut în 11 luni.
Câte mașini CNC diferite există?
Se numără ușor. În funcție de principala lor aplicație – frezare, strunjire, frezare cu plasmă, laser, electroeroziune, rectificare, jet de apă și poate chiar sub-principalele lor – se pot găsi cel puțin 10 categorii serioase (cele pe care le menționez în acest ghid). În funcție de numărul de axe de mișcare, spectrul se extinde de la strunguri ușoare cu 2 axe până la mașini elvețiene cu 12 axe complet echipate, cu axe duble și schimbătoare cu coloană dublă.
Conform sistemului de control, există tot atâtea mecanisme evolutive câte mari producători există – Fanuc, Siemens, Heidenhain, Mitsubishi, Mazak. Este o listă nesfârșită de încercări eșuate. Doriți să analizați o familie vecină de echipamente CNC, aruncați o privire la... mașini de extrudare.
Cum să alegi mașina CNC potrivită pentru aplicația ta
Ce factori ar trebui luați în considerare atunci când alegeți o mașină CNC?
Cinci lucruri de făcut. Fă-le bine și va fi aproape imposibil să alegi mașina greșită:
- Tipul de material și duritatea - aluminiul mai moale se prelucrează mai bine la mașină decât oțelul de scule D2 călit. Materialul ales ar elimina o serie de posibilități înainte de a începe măcar.
- Complexitatea geometriei piesei - forme prismatice simple vs. forme de contur libere vs. forme de tablă/plăcuță (numărul axei și tipul mașinii).
- Toleranța și cerințele pentru finisare. 0,010″ nu are nicio importanță, atunci când 0,0005″ necesită echipamente speciale și maîtrise procesului.
- Volum – un singur prototip sau 10,000 de unități/lună. Volumul influențează nivelul de automatizare necesar și justificarea investiției în mașini scumpe.
- Buget - atât pentru cheltuielile de capital, cât și pentru costurile de operare (de exemplu, scule, consumabile, calificarea operatorilor și suprafața la sol).
Pentru a arăta cum se leagă acești factori de recomandarea mașinii, am prezentat mai jos o matrice de selecție:
| Clasa de materiale | Geometrie simplă | Complexitate moderată | Complex / Formă liberă |
|---|---|---|---|
| Moale (<200 HB) | Router CNC (3 USD - 100 USD) | Freză CNC cu 3 axe (50 USD - 150 USD) | Freză CNC cu 5 axe (150 USD - 500 USD+) |
| Mediu (200–400 HB) | Strung CNC (15 USD - 60 USD) | Freză pe 3 axe sau strunjire-freză | Freză cu 5 axe (150 USD - 500 USD+) |
| Dur (>400 HB) | Rectificare CNC (5 USD - 50 USD) | EDM (30 USD - 250 USD) | Combinație freză cu 5 axe + EDM |
| Foaie / Farfurie | Plasmă (12 USD - 300 USD) | Laser (5 - 300 USD) | Jet de apă (50 USD - 200 USD) |
Managerii noștri de atelier, mecanici experimentați și practici, comentează adesea: „Dealerul este cel care face diferența” - asistența tehnică și disponibilitatea pieselor de schimb contează la fel de mult ca fișa tehnică a mașinii. O mașină excelentă de la un dealer, fără asistență tehnică în zona dumneavoastră, vă va costa mai mult timp de nefuncționare decât economiile la preț.
Ești gata să îți deservi aplicația alegând o mașină? Răsfoiește-ne baza de date a mașinilor CNC cu specificații detaliate pentru fiecare categorie. Pentru alte unelte și resurse pentru prelucrarea metalelor, consultați articolul nostru despre gravare cu laser pe suprafețe metalice plane.
UD Machine proiectează și comercializează echipamente CNC. Pentru specificațiile mașinilor CNC, prețuri și alte informații de piață, sursele noastre sunt publicații comerciale independente (la care se face referire în secțiunea Referințe). Matricea noastră de marketing se bazează pe sfaturi generale de la Asociația Accesoriilor pentru Mașini-unelte – aplicația dumneavoastră specifică ar putea necesita altceva. Recomandăm fiecărui cumpărător să solicite teste de tăiere pe eșantion pe materialul pe care dorește să îl prelucreze înainte de a lua decizia finală de cumpărare.
Întrebări frecvente

Î: Care sunt cele 5 tipuri comune de mașini CNC?
Vezi răspunsul
Î: Care sunt cele 7 tipuri de bază de mașini-unelte?
Vezi răspunsul
Î: Tipul de material afectează alegerea mașinii CNC?
Vezi răspunsul
Î: Cât costă o mașină CNC?
Vezi răspunsul
Î: Mașinile CNC pot prelucra atât metal, cât și plastic?
Vezi răspunsul
Î: Care este cea mai precisă mașină CNC?
Vezi răspunsul
Î: De ce sunt importante mașinile CNC în producția modernă?
Vezi răspunsul
Găsiți mașina CNC potrivită pentru operațiunea dvs.
Răsfoiți specificațiile, solicitați oferte și comparați toate cele 10 categorii discutate în acest ghid.
Despre acest ghid al mașinii CNC
Acest ghid ilustrează 10 tipuri de sisteme CNC, cu date despre toleranțe preluate din ISO 2768, ASME Y14.5 și fișe tehnice ale producătorilor. Date de piață de la Mordor Intelligence (piața CNC), Fortune Business Insights (tăiere cu laser), GM Insights (EDM) și Optech Consulting (adoptarea laserului cu fibră). Statisticile de piață. Intervalele de prețuri se bazează pe prețurile echipamentelor noi din perioada 2025-2026 pentru piețele nord-americane și internaționale, valorile putând varia în funcție de configurație, distribuitor și regiune. Fiecare exemplu de scenariu este compilat din utilizarea comună documentată în industrie.
Referințe și surse
- Dimensiunea pieței și cota industriei mașinilor CNC — Informațiile Mordor
- Ghid de toleranțe pentru prelucrarea CNC — Protolabs
- ISO 2768 — Toleranțe generale pentru dimensiuni liniare și unghiulare — ISO
- Dimensionare și Toleranță (GD&T) — ASME Y14.5
- Sisteme laser industriale cu venituri — Date de piață — Optech Consulting
- Dimensiunea industriei și prognoza pieței pentru mașinile de tăiere cu laser — Fortune Business Insights
- Raport de piață pentru mașini de electroeroziune (EDM) — Informații GM
- Piața EDM — Segmente industriale și aplicații — Cercetare industrială
Articole pe aceeaşi temă
Comentarii din partea echipei de inginerie UD Machine – experți în mașini CNC industriale și automatizări.