




レーザー技術は精密切断の分野に革命をもたらし、様々な業界で驚異的な汎用性と効率性をもたらしました。精密な芸術作品から産業用途まで、ファイバーレーザーは様々な材料に対する高精度な切断性能により、非常に高い人気を誇っています。しかし、ファイバーレーザーは一体どれほどの材料を切断できるのでしょうか?この記事では、幅広い材料とその応用価値を分析し、ファイバーレーザー切断の可能性を検証します。この情報は、製造、芸術創作、航空宇宙工学など、ファイバーレーザー技術の可能性を活用したいと考えている様々な分野の専門家にとって貴重な情報となるでしょう。
ファイバーレーザーはどのように機能するのでしょうか?
ファイバーレーザーの使用は、精密切断技術の進化を象徴しています。ファイバーレーザーは光線を非常に小さな点に集束させることで、材料の切断や彫刻の速度と精度を向上させます。 レーザーは光ファイバーを使って作られる 希土類元素が添加されたファイバーレーザーは、光を増幅し、彫刻やカッティングのための信頼性の高いツールとなります。本章では、ファイバーレーザーの仕組みを解説し、光の生成、増幅、そして極めて高い精度を実現するための光照射方法を詳細に解説します。これらの知見を得ることで、製造、医療工学、機械彫刻など、様々な分野におけるファイバーレーザーの効果を理解できるようになります。このツールの背後にある深遠な科学と、現代のデザイン・製造におけるその重要性を探りましょう。
ファイバーレーザー技術の理解
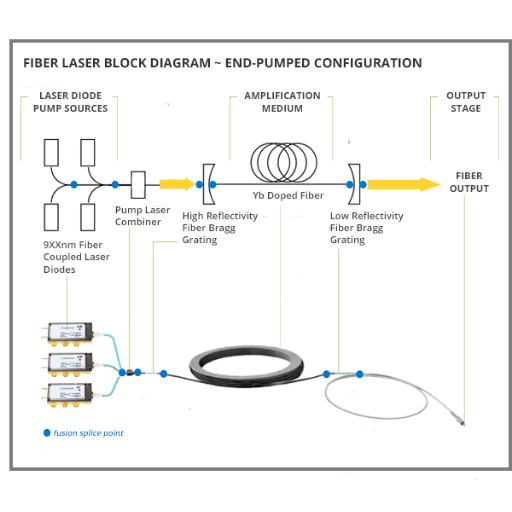
ファイバーレーザーは、ドープされた光ファイバーを利得媒体として用い、誘導放出と呼ばれるプロセスによって光を増幅します。励起光源(通常はダイオードレーザー)は、ファイバーにエネルギーを導入し、ドーパントイオンを励起します。この励起によって光子が放出され、光ファイバーのコアを通って導波されます。ミラーまたはファイバーブラッググレーティングを用いて共振器を形成し、光がファイバー内で反射・増幅されるようにします。その結果、高度に集束されたコヒーレントなレーザービームが得られ、優れた精度、効率、そして様々な用途に対応する汎用性を備えています。
切断におけるレーザービームの役割
高強度かつ高精度なレーザービームは、現代の切断技術、特に工業製造において極めて重要な役割を果たしています。このプロセスでは通常、集束レーザービームを用いて材料を融点、燃焼点、または気化点まで加熱し、所望の切断経路に沿って材料を除去します。この非接触切断法は、従来の技術に比べて優れた精度、熱歪みの低減、複雑な形状への対応など、多くの利点を備えています。
レーザー切断における近年の進歩は、効率性と汎用性を大幅に向上させました。例えば、ファイバーレーザーは、様々な材料の切断に使用されるCO2レーザーと比較して、より高い出力密度と優れたビーム品質により、現在業界を席巻しています。ファイバーレーザーは、薄い材料においてCO2レーザーと比較して最大0.001倍の切断速度を実現できるため、製造プロセスの生産性向上につながります。業界データによると、これらのレーザーは±XNUMXインチという極めて狭い許容誤差を実現できるため、航空宇宙、自動車、電子機器など、高精度が求められる業界にとって不可欠な存在となっています。
レーザー切断の大きな利点は、その材料適合性です。鋼、アルミニウム、チタンなどの金属だけでなく、プラスチックや複合材などの非金属も効果的に切断できます。窒素アシスト切断などの革新的な技術により、酸化物フリーの切断面が得られ、後処理が最小限で済むため、レーザー切断の用途はさらに広がりました。さらに、AIとリアルタイムモニタリング機能を備えたレーザー切断システムは、切断経路を最適化し、エネルギー消費を削減することで、環境面と経済面の両方のメリットをもたらします。
これらの特性と継続的なイノベーションは、現代の製造業を再構築し、さまざまな業界にわたってより高い精度、より速い生産、および強化された材料利用を促進する上でのレーザービームの重要な役割を強調しています。
ファイバーレーザーとCO2レーザーの比較
ファイバー レーザーと CO2 レーザーは、製造業で最も広く採用されている XNUMX つのレーザー技術であり、それぞれの設計と用途に基づいて異なる利点を提供します。
1. 波長と材料の適合性
ファイバーレーザーは約1.06ミクロンの波長で動作するため、金属への吸収率が高く、アルミニウム、銅、鋼などの反射性材料や硬質材料の切断、マーキング、彫刻に非常に効果的です。一方、CO2レーザーは約10.6ミクロンの長波長で動作するため、木材、ガラス、プラスチック、特定の複合材料などの非金属材料に適しています。
2. 効率と消費電力
ファイバーレーザーはエネルギー効率が高いことで知られており、多くの場合、電気入力の35%以上をレーザー出力に変換します。これにより、運用コストとエネルギー消費量が大幅に削減されます。一方、CO2レーザーはエネルギー効率が低く、通常は10~15%程度です。そのため、同等の出力レベルを得るにはより多くの電力が必要となり、生産サイクルが長期化するとエネルギー需要が増加します。
3. 切断用レーザーが最高のパフォーマンスで動作することを保証するには、メンテナンスと耐久性が非常に重要です。
ファイバーレーザーはソリッドステート部品で設計されており、可動部品やガス充填型光学機械システムを備えていないため、メンテナンスの必要性が低く、寿命が長く、100,000万時間を超えることも珍しくありません。一方、CO2レーザーは混合ガスと光学ミラーを使用するため、安定した動作を確保するために一般的にメンテナンス頻度が高く、長期的な維持コストが高くなります。
4. 切断速度と精度
ファイバーレーザーは薄板から中厚板までの材料の切断に優れており、特に金属加工において、これらの厚さの材料ではCO2レーザーに比べて加工速度が速くなります。例えば、1mm厚のステンレス鋼を切断するテストでは、ファイバーレーザーはCO2システムの約2倍の速度で加工できました。しかし、CO10レーザーはXNUMXmmを超える厚板の切断においても優位性を維持しており、集中的な熱分散により、より滑らかなエッジと高品質な仕上がりを実現します。
5. 運用費用
ファイバーレーザーはエネルギー効率が高く、メンテナンスが最小限で済むため、総所有コスト(TCO)が低くなる傾向があります。CO2レーザーは初期費用が安い場合もありますが、運用コストとメンテナンスコストが高くなるため、時間の経過とともに初期費用の節約分が相殺される可能性があります。
要約表
|
機能 |
ファイバーレーザー |
CO2レーザー |
|---|---|---|
|
波長 |
約1.06ミクロン |
約 10.6 ミクロンは、強力なレーザー アプリケーションで使用される一般的な波長です。 |
|
対象物質 |
反射性のものを含む金属 |
木材、プラスチック、ガラスなどの非金属 |
|
効率化 |
エネルギー効率35%以上 |
10-15% のエネルギー効率 |
|
メンテナンス |
低消費電力のソリッドステート設計は、 強力なレーザーシステム 効率を高めるもの。 |
より高い、ガス混合物と鏡 |
|
カットに最適 |
薄型から中厚の金属 |
厚さ10mmを超える非金属または材料 |
ファイバーレーザーとCO2レーザーのどちらを選択するかは、最終的には、材料の種類、必要な精度、運用予算など、アプリケーション固有の要件によって決まります。どちらの技術も進化を続け、さまざまな業界でイノベーションを推進し、製造業における活用事例を拡大しています。
ファイバーレーザーで切断できる材料は何ですか?
切断可能な一般的な材料
ファイバーレーザーは非常に汎用性が高く、幅広い材料を精密に切断できます。一般的な材料には、ステンレス鋼、炭素鋼、アルミニウム、真鍮などの金属が含まれます。さらに、ファイバーレーザーは、用途に応じて、プラスチックや特定の複合材料などの非金属材料の切断にも効果的です。その適応性の高さから、多様な産業用切断ニーズに不可欠なツールとなっています。
レーザーによる金属切断の探求
レーザー切断は、その精度、効率、そして複雑な形状を加工する能力により、金属加工業界に革命をもたらしました。特にファイバーレーザーは、金属を極めて高い精度と速度で切断できることで知られています。最新のファイバーレーザーは、金属の吸収に最適化されている波長(通常1.06マイクロメートル程度)で動作するため、ステンレス鋼やアルミニウムなどの材料を熱変形を最小限に抑えて切断できます。
近年のレーザー技術の進歩により出力が向上し、産業用ファイバーレーザーの中には20kWを超えるものもあります。この性能向上により、切断速度が向上し、より厚い金属板(特定の鋼種では最大50mm)を加工できるようになりました。例えば、厚さ20mmのステンレス鋼板は、レーザー出力と使用するアシストガスの品質にもよりますが、ファイバーレーザーで毎分2mに近い速度で切断できるようになりました。
酸素、窒素、圧縮空気などのアシストガスは、金属切断において重要な役割を果たします。酸素は反応性切断プロセスを促進し、厚い材料の切断速度を向上させますが、切断面に酸化が生じる可能性があります。一方、窒素は高品質で酸化物のない切断面を得るのに適しており、特に優れた表面仕上げが求められる用途に適しています。ガス最適化システムの進歩も、産業用レーザーカッターの効率向上と運用コストの削減に貢献しています。
ファイバーレーザー切断のもう一つの特徴は、精度の高さです。ビーム品質と集光システムにより、0.1~0.4mmという極めて狭いカーフ幅を実現し、材料の無駄を最小限に抑えます。さらに、自動化とCNC統合により、繰り返し作業が多く複雑な切断作業も一貫した品質で実行できます。
グリーン製造への移行は、レーザー切断技術にも影響を与えています。多くの最新システムは省エネ設計を採用しており、プラズマ切断やウォータージェット切断といった従来のプロセスと比較して、より高い電力効率を実現しています。この持続可能性は、生産性を維持しながら環境コンプライアンス基準を満たそうとする業界にとって特に重要です。
総じて、レーザー切断は進化を続け、自動車、航空宇宙、重機製造などの業界において不可欠なツールとしての地位を確立しています。電力効率、材料適応性、プロセス自動化における継続的な革新により、レーザーによる金属切断の未来は非常に有望視されています。
プラスチックや木材などの非金属材料
切断技術の進歩により、レーザー切断の対象範囲はプラスチックや木材といった非金属材料にも広がりました。これらの材料は、家具製造、包装、看板、消費財など、精度とカスタマイズが不可欠な業界で広く使用されています。
プラスチックの場合、レーザー切断は比類のない精度ときれいな切断面を提供し、機械的ストレスによる材料の変形のリスクもありません。アクリル、ポリカーボネート、 ポリエチレン 非金属用途向けに最適化されたCO2レーザーは、プラスチックを効果的に加工できます。プラスチックのレーザー切断の大きな利点は、複雑なデザインを高い再現性で実現できることです。そのため、精密な職人技が求められる業界にとって、CO2レーザーは最適なソリューションとなっています。研究によると、CO40レーザーはプラスチックの厚さに応じて150WからXNUMXWの出力で動作し、品質を損なうことなく効率的な加工が可能です。
同様に、木材もレーザー切断技術の恩恵を受ける人気の高い非金属材料です。このプロセスは、インテリアデザイン、パーソナライズされたギフト、建築モデリングなどの業界における切断や彫刻に非常に好まれています。レーザー切断は、広葉樹、針葉樹、合板、MDF(中密度繊維板)など、さまざまな種類の木材を驚くほど正確に切断できます。研究によると、レーザーカッターは0.1mmという狭い切断幅を実現できるため、材料の無駄を最小限に抑えることができます。さらに、出力と切断速度を調整できるため、強力なレーザーを使用しても一貫性を保ちながら、木材の密度や厚さの違いを問わず最適な結果を得ることができます。
全体として、非金属材料向けレーザーシステムの汎用性と効率性は、その適用範囲を継続的に向上させています。レーザー技術のさらなる改良により、プラスチックや木材の加工能力が拡大し、産業界にさらに高い生産性と設計柔軟性を提供することが期待されます。
レーザー出力は切断にどのような影響を与えますか?

切断厚さの決定
レーザー技術で切断可能な厚さは、主にレーザー出力、材料の種類、そしてビームの焦点位置によって左右されます。非金属材料に一般的に使用されるCO2レーザーの場合、40W程度の出力で木材やアクリルなどの最大厚さ1mmまでの材料を効果的に切断できます。一方、4Wを超える高出力レーザーでは、材料の密度と熱伝導率にもよりますが、最大厚さ6mm(100/3インチ)以上まで対応可能です。さらに、レーザーの焦点位置と切断速度を適切に調整することで、切断品質と深さが大きく向上します。
金属の場合、反射率の高い材料に最適化されているファイバーレーザーは、低出力(例:20W~50W)で厚さ1ミリメートル未満から、25kWを超える産業用システムで厚さ8インチ(XNUMXmm)を超える鋼板まで、幅広い切断能力を発揮します。アルミニウムや銅などの材料の反射率は、非効率性や材料損傷を防ぐために、より高い精度と高度な冷却システムを必要とすることがよくあります。
データによると、出力レベルが高いほど切断速度は速くなりますが、繊細な材料の熱による反りや焦げを最小限に抑えるためには微調整が必要になる場合があります。さらに、酸素や窒素などの補助ガスは、溶融した材料をきれいに排出し、特に金属の切断精度を向上させるために頻繁に使用されます。これらの要素を組み合わせることで、産業用途において切断速度、材料適合性、そして作業品質のバランスを取りながら最適化を図ることができます。
レーザー出力が切断品質に与える影響
レーザー加工アプリケーションにおいて、レーザー出力は切断精度、速度、そして全体的な品質を決定づける上で重要な役割を果たします。レーザー出力が高いほど、多くの場合、材料除去速度が速くなり、産業現場での生産性向上につながります。例えば、ステンレス鋼やアルミニウムなどの金属を切断する場合、きれいで効率的な切断を実現するには、通常1000Wを超える出力レベルが必要です。これは特に厚い材料において顕著で、高い出力はより均一なエネルギー浸透を確保し、切断不良や表面の凹凸を最小限に抑えます。
しかし、高出力は切断速度の向上につながりますが、プラスチックや複合材などの繊細な材料では熱変形のリスクが高まる可能性があります。研究によると、過剰な熱入力は熱影響部(HAZ)の拡大を引き起こし、材料のエッジの反りや焦げにつながる可能性があります。こうした問題を軽減するために、レーザーオペレーターは正確な出力変調とパルス設定に頼ることが多く、材料の健全性を維持しながら、狙いを定めたエネルギーを照射することができます。
ファイバーレーザーとCO2レーザーの近年の進歩により、切断品質はさらに向上しました。例えば、研究によると、高出力(例えば3000W以上)のファイバーレーザーを窒素などの補助ガスと組み合わせることで、ステンレス鋼の切断において溶融材料を速やかに排出し、酸化を防ぐことで、切断面の滑らかさが大幅に向上することが実証されています。これらの知見は、最適な結果を得るためには、出力設定と補助ガスの流量および圧力のバランスをとる必要があることを改めて示しています。
適切なレーザー切断機の選択
レーザー切断機を選ぶ際には、加工対象となる材料の種類と厚さ、そして求められる切断品質を評価することが不可欠です。ファイバーレーザーはアルミニウムや銅などの反射率の高い金属の切断に非常に効率的ですが、CO2レーザーは木材やアクリルなどの非金属材料に適しています。さらに、切断速度と材料への適合性を決定する機械の出力も考慮する必要があります。金属切断の精度向上には補助ガスが不可欠であるため、利用可能な補助ガスについても評価する必要があります。最後に、長期的な効率性と信頼性を確保するために、運用コスト、メンテナンス要件、そして生産ニーズとの適合性も考慮する必要があります。
ファイバーレーザーマシンを使用する利点は何ですか?

切断工程の効率化
ファイバーレーザー加工機は、その先進技術により非常に効率が高く、従来のCO2レーザーシステムと比較して、切断速度が速く、消費電力が低いという利点があります。ファイバーレーザーのビーム品質は、正確できれいな切断を保証し、二次仕上げ工程の必要性を最小限に抑えます。例えば、ファイバーレーザー加工機は通常、約25~30%の効率で動作し、CO10レーザーの15~2%の効率範囲を大幅に上回ります。この高い効率性は、運用コストの削減とターンアラウンドタイムの短縮につながります。さらに、ステンレス鋼やアルミニウムなどの金属を含む、モデルによっては最大20~25mmの厚さまで、幅広い材料を加工できるため、汎用性が向上しています。消費電力が最小限で、機械部品が少ないためメンテナンス頻度も低いファイバーレーザー加工機は、現代の製造業にとって費用対効果が高く、環境に優しい選択肢です。
精度とカット品質
ファイバーレーザー切断機は、その卓越した精度と優れた切断品質で高く評価されており、様々な業界で選ばれています。これらの機械は、通常ミクロン単位の精度を実現し、高精度製造の要求を満たす厳しい公差を実現します。切断工程では、熱影響部が集中するため熱変形が最小限に抑えられ、材料の完全性が維持されます。
高品質の光学系と高度なビーム伝送システムにより、ファイバーレーザーは滑らかでバリのないエッジを実現し、二次加工の必要性を削減、あるいは完全に排除します。研究によると、0.1mmという狭いカーフ幅も実現可能であり、材料利用率を最適化し、複雑なデザインにも対応可能です。さらに、これらの機械は、材料や厚さによっては毎分100メートルを超える高速加工においても、切断の安定性と精度を維持できます。
最新のファイバーレーザー加工機は、自動焦点調整やリアルタイム監視システムなどの機能を統合することで、真鍮や銅などの反射率の高い金属を含む様々な材料において、一貫した性能を実現します。この精度は製品品質の向上だけでなく、製造ワークフローの最適化、廃棄物の削減、そして全体的な効率性の向上にもつながります。
さまざまな材料を切断できる汎用性
ファイバーレーザー切断機は、幅広い材料への適応性で高く評価されており、航空宇宙、自動車、エレクトロニクスなどの業界では欠かせない存在となっています。これらの機械は、ステンレス鋼、アルミニウム、チタンなどの金属を高精度かつ効率的に切断できます。例えば、鋼材の切断厚さは、レーザーの出力に応じて0.5mmから25mm以上までの範囲で、高度なシステムでは最大20kWまで対応可能です。
さらに、ファイバーレーザーはプラスチック、セラミック、複合材などの非金属材料の加工にも優れており、変色や材料の反りのない高品質な切断を実現します。従来の切断方法では困難だった真鍮や銅などの反射率の高い材料も、反射防止技術を備えた最新のファイバーレーザーなら効率的に切断できます。これらの最先端システムは、薄板で毎分50メートルを超える速度を実現し、製造業者にとって生産サイクルの短縮と費用対効果の高いソリューションを実現します。
ファイバーレーザーは、金属や非金属だけでなく、ガラスや木材などの材料にも複雑なデザインの彫刻やマーキングが可能で、クリエイティブ産業やカスタム製品のデザインなど、幅広い用途に活用されています。この汎用性は、精度と適応性が重要な特性となる多様な製造プロセスにおいて、ファイバーレーザー加工機の価値を際立たせています。
ファイバーレーザー切断機のメンテナンス方法は?

最適なパフォーマンスを維持するための定期的なメンテナンス
ファイバーレーザー切断機の最高の効率と長寿命を維持するには、一貫したメンテナンススケジュールの遵守が不可欠です。以下は、パフォーマンスを最適化し、ダウンタイムを削減するための詳細なメンテナンス手順です。
- 光学部品の日常清掃
レンズと保護ガラスは毎日点検・清掃してください。埃やゴミがレーザー光線の進路を塞ぐと、切断精度が低下する可能性があります。損傷を防ぐため、専用の洗浄液と非研磨性のワイプを使用してください。
- 冷却システムのパフォーマンスを監視する
冷却システムは機械の過熱を防ぐため、定期的に機能を確認してください。冷却液が清潔で適切に充填されていることを確認し、メーカーの推奨に従って定期的に交換してください。通常は6ヶ月ごと、または使用頻度に応じて交換してください。
- 消耗品の確認と交換
ノズル、ガスフィルター、保護レンズなどの消耗品は、時間の経過とともに摩耗します。切断品質の低下やシステム故障の可能性を防ぐため、これらの部品は定期的に点検し、必要に応じて交換してください。最適な結果を得るには、ブランド認定の消耗品のご使用をお勧めします。
- 可動部品とガイド レールを検査し、使用されているレーザーの種類と互換性があることを確認します。
ガイドレールやボールねじなどの可動部品に汚れが蓄積したり、潤滑が不十分だと、動作精度に影響が出る可能性があります。これらの部品を定期的に清掃し、適切な潤滑を確保することで、スムーズな動作を維持できます。
- 定期的な校正と調整
レーザービームの位置ずれは、切断結果のばらつきにつながる可能性があります。訓練を受けた担当者による定期的なキャリブレーション、またはシステムに付属する自動キャリブレーションツールを使用することで、長期間にわたり高精度なパフォーマンスを維持できます。
- 切断に使用されるガスを監視する
アシストガス(酸素、窒素、空気など)の純度と圧力は、切断工程で指定された値に維持してください。ガス中の不純物や不適切な圧力は、切断速度の低下や刃先品質の低下につながる可能性があります。
- ソフトウェアとファームウェアのアップデート
最新の機能、セキュリティパッチ、最適化されたパフォーマンス設定を組み込むために、マシンのソフトウェアとファームウェアを定期的にアップデートしてください。メーカーは頻繁にアップデートをリリースしており、最新の状態を維持することで互換性と効率性が確保されます。
- 清潔な職場環境を維持する
機械の周囲は埃やゴミのない状態に保つ必要があります。これは、レーザー部品の汚染を防ぐだけでなく、火災や事故のリスクを軽減し、安全性を高めることにもつながります。
- 定期的な専門家によるサービス
毎年、またはメーカーの推奨に従って、専門家によるメンテナンスを定期的に実施してください。技術者による包括的な点検により、潜在的な問題を早期に特定し、すべてのシステムが規定の範囲内で機能することを確認できます。
これらのメンテナンス戦略を一貫して実施することで、予期せぬ故障の発生率を大幅に低減し、運用コストの削減と生産性の向上につながります。また、各メンテナンス活動を文書化することで、機械の状態を追跡し、予防的な介入を積極的に計画するのに役立ちます。
レーザー加工機の寿命を延ばすためのヒント
定期的な清掃と点検
ほこりやゴミが部品に干渉するのを防ぐため、機械は定期的に清掃してください。光学系、フィルター、レンズに摩耗や汚れがないか点検し、必要に応じて交換してください。
推奨素材を使用する
レーザー加工機は、必ずメーカーが承認した材料を使用して操作してください。サポートされていない材料を使用すると、システムが損傷したり、効率が低下したりする可能性があります。
適切な冷却を維持する
冷却システムが効率的に動作していることを確認するために、頻繁に点検してください。過熱は重大な損傷につながる可能性があるため、冷却水の量とシステムのパフォーマンスを定期的に監視してください。
メーカーのガイドラインに従う
メーカーの操作およびメンテナンスガイドラインを厳守してください。これらの推奨事項は、機械の性能と寿命を最適化することを目的としています。
オペレーターを適切に訓練する
誤用や偶発的な損傷を最小限に抑えるために、すべてのユーザーがレーザー機器を正しく取り扱い、操作するための適切なトレーニングを受けていることを確認してください。
一般的な問題とトラブルシューティング
ファイバーレーザー切断機を操作する際に、性能と生産性に影響を与える可能性のあるいくつかの一般的な問題が発生する可能性があります。これらの問題を早期に特定し、効果的に対処することが、高品質の出力を維持するために不可欠です。
- 切断精度の低下
よくある問題の一つとして、切断精度の低下が挙げられます。これは、レーザービームのずれやカッティングヘッド部品の摩耗が原因であることが多いです。この問題を解決するには、定期的にキャリブレーションを実施し、ノズルの摩耗を点検してください。レンズが汚れやゴミなどによって損傷を受けていないことを確認してください。汚れはレーザービームを散乱させ、効率を低下させる可能性があります。
- 電力変動
レーザー出力の変動は、切断品質のばらつきやスループットの低下につながる可能性があります。これは、電源の変動やレーザー光源の過熱が原因である可能性があります。この問題を解決するには、電源ユニットに問題がないか確認し、適切な冷却液レベルを維持し、フィルターの詰まりを解消するなど、機械の適切な冷却を確保してください。
- 物質の燃焼または溶融
材料の厚さを適切に設定しないと、過度の熱が発生し、火傷や端面の溶融を引き起こす可能性があります。切断速度、出力強度、ガス圧などのパラメータは、使用する材料のメーカーのガイドラインに従って調整してください。多くのファイバーレーザー加工機には、これらの設定を最適化するための推奨設定があらかじめ用意されています。
- 光学システムの汚染
レンズやミラーに付着した埃や油粒子は、ビーム品質に重大な影響を与え、切断面の不均一化や出力低下につながる可能性があります。レーザー彫刻加工の効率性を維持するには、承認された溶剤と非研磨性材料を用いた光学部品の定期的な洗浄が不可欠です。作業中は、空気中の汚染物質への曝露を減らすため、保護カバーを使用してください。
- ソフトウェアエラーまたは誤った構成
機械のソフトウェアは適切に保守・更新する必要があります。ソフトウェアが古かったり、適切に設定されていない場合、機械の動作が不安定になったり、中断したりする可能性があります。ソフトウェアは定期的にメーカー推奨の最新バージョンに更新し、運転開始前にすべての入力パラメータの正確性を確認してください。
- ガスの流れの問題は、切断作業中の強力なレーザーのパフォーマンスに大きな影響を与える可能性があります。
アシストガスの流量が不十分または不均一な場合、エッジ品質の低下や切断不良の原因となります。ガス供給タンク、レギュレーター、ホースに漏れや詰まりがないかご確認ください。ガスの種類と圧力設定が切断対象材料に適切であることを確認してください。
これらの問題に積極的に対処し、メーカー推奨のメンテナンスプロトコルに従うことで、オペレーターはダウンタイムを最小限に抑え、ファイバーレーザー切断機の寿命を延ばすことができます。オペレーターのトレーニングに投資し、高度な診断ツールを導入することで、生産性とパフォーマンスをさらに向上させることができます。
よくある質問(FAQ)

Q: ファイバーレーザーカッターはどのような材料を効果的に切断できますか?
ご質問にお答えすると、ファイバーレーザーは炭素鋼、銅、アルミニウム、真鍮、反射率の高い金属、さらにはステンレス鋼など、様々な金属を正確に切断できます。厚い材料だけでなく薄板の切断効率は、機械のワット数に大きく左右されます。ファイバーレーザーカッターは木材やアクリルなどの材料ではCO2レーザーカッターほど優れた性能を発揮しませんが、これらの非金属材料へのマーキングは可能です。ファイバーレーザーの波長は、ファイバーレーザーのエネルギーを吸収する金属に最適です。
Q: ファイバーレーザーカッターと CO2 レーザーカッターでは、切断できる材料の種類にどのような違いがありますか?
A: ファイバーレーザーとCO2レーザーは、それぞれ異なる材料を異なる効率で切断できます。金属レーザー、特にファイバーレーザーは、CO2レーザーよりも金属の切断に非常に優れており、反射率の高い金属ではさらにその効果が顕著です。一方、CO2レーザーカッターは、木材、皮革、布地、アクリル、紙などの非金属材料の切断に非常に優れています。ファイバーレーザーは一部の非金属材料にマーキングすることはできますが、切断にはあまり適していません。薄い金属の一種である軟鋼はCO2レーザーで切断できますが、反射率の高い金属の切断は非常に困難です。これらXNUMXつのレーザーは、それぞれ異なる種類の材料に対してより効果的なので、どちらを選ぶかは、最も頻繁に使用する材料によって大きく異なります。
Q: ファイバーレーザーで切断できる材料の厚さはどのくらいですか?
A:ファイバーレーザーの切断能力は、その出力定格に比例します。エントリーレベルのシステム(1~2kW)は出力が低い傾向があるため、一般的に軟鋼(最大10mm)、ステンレス鋼(最大5mm)、アルミニウム(最大4mm)しか切断できません。しかし、ローエンドの産業用システム(6~12kW)は、軟鋼30mm、ステンレス鋼25mm、アルミニウム20mmといった、はるかに厚い材料を切断できます。これらの材料は消費電力と効率が大幅に向上します。材料の厚さが厚くなると、切断速度は大幅に低下します。ファイバーレーザーは、出力がユーザーの日常的な材料厚さの期待値と一致している場合に最も経済的です。
Q: ファイバーレーザーカッターはガラスやセラミック材料を切断できますか?
A: ファイバーレーザーカッターは、ガラスやセラミック材料の切断には一般的に非効率的です。これらの材料は、金属に最適な1064nmのファイバーレーザーの波長を十分に吸収しません。レーザーエネルギーは吸収されずに迂回する傾向があり、切断時に品質を損なう可能性があります。CO2レーザーや超短パルスレーザーなどの特殊なレーザーは、ガラスやセラミックの切断に適しています。ただし、ファイバーレーザーは、特定の条件下では、ガラスやセラミックの特定の表面に彫刻やマーキングを施すことができます。
Q: ファイバー技術を採用したレーザー システムを使用した場合の切断速度はどのくらいですか?
A: ファイバーレーザーシステムの切断速度は、通常、材料の種類、厚さ、レーザーの出力によって異なります。例えば、ファイバーレーザーは、薄い材料や厚さ1ミリメートル未満の材料を毎分10~30メートルという非常に高速で切断できます。材料が厚くなると、速度も比例して低下します。例えば、軟鋼を5ミリメートル切断する場合、毎分1~3メートルの速度で切断する傾向があります。CO2レーザーと比較すると、ファイバーレーザーは薄い金属に対して3~5倍の速度で切断します。切断技術の進歩により、レーザーのパラメータ値を常に変更することが可能になりました。最新のファイバーレーザーカッターには、オペレーターがレーザー速度だけでなく切断品質も微調整できる高度な制御システムが搭載されています。
Q: 材料の種類はファイバーレーザーによる切断品質にどのような影響を与えますか?
A:ファイバーレーザーを使用する場合、材料の種類は切断品質に大きく影響します。金属の場合、ステンレス鋼と軟鋼は美しいエッジを生み出す一般的な材料です。銅と真鍮は反射率が高いため加工が非常に難しく、高品質な切断を実現するには、より高い出力設定と特別なクリーンカット技術が必要です。材料の組成も重要で、例えばシリコン含有量の高い合金はドロスが発生しやすくなります。また、ファイバーレーザーを使用する場合、一般的に薄い材料の方が切断品質は高くなります。また、表面に錆、塗装、油が付着していると、レーザー切断プロセスが遅延し、エッジ品質が低下します。
Q: ファイバーレーザーはプラスチックを切断できますか? もしできるなら、欠点は何ですか?
A: ファイバーレーザーは一部のプラスチックにマーキングできますが、通常は切断には使用しないでください。ほとんどの材料と同様に、ファイバーレーザーはプラスチックを切断するのではなく、1064nmの波長の吸収率が低いため、溶かしてしまいます。さらに、ファイバーレーザーでプラスチックを切断すると、有害なガスが発生し、レーザーシステムに損傷を与える可能性があります。一部の特殊なエンジニアリングプラスチックは加工しやすい場合もありますが、CO2レーザーではそうではない場合が多く、プラスチックの切断においてはファイバーレーザーよりも優れた性能を発揮します。主な用途が切断である場合は、CO2プラスチックカッターの方が適しています。
Q: ファイバーレーザーを使用してさまざまな材料を切断する場合、どのような安全上の考慮事項に注意する必要がありますか?
A: ファイバーレーザーで様々な材料を切断する際は、常に安全を最優先に考えてください。金属を切断すると、有害な粒子や煙が発生する可能性があるため、適切な換気と排気が不可欠です。亜鉛メッキ鋼の切断では、有害な酸化亜鉛の煙が大量に放出されます。PVCなどの塩素化プラスチックは、有毒な塩素ガスを放出するため、絶対に使用しないでください。反射材はビーム反射に非常に悪影響を与えるため、適切な機械カバーが不可欠です。特に可燃性材料や酸素などの補助ガスを使用する場合は、火災安全についても常に考慮する必要があります。各材料のメーカーの指示に従い、オペレーターが各材料の危険性について十分な訓練を受けていることを確認してください。
Q: ユーザーが切断する材料を変更すると仮定すると、ファイバーレーザー切断機のレーザー設定を変更する手順は何ですか?
A: レーザーのパラメータは加工する材料によって異なるため、各材料がレーザーとどのように反応するかが重要です。こうした側面には、出力レベル、切断速度、焦点位置、アシストガスの種類と圧力、レーザーパルスの周波数などがあります。経験則として、厚い材料を扱う場合は出力を上げ、速度を下げます。銅などの反射性材料を扱う場合、ファイバーレーザーを使用する際には、ピーク出力よりも高いパルス幅を短い間隔で使用する必要があります。さらに、ほとんどの最新のファイバーレーザーカッターには、一般的な材料とそのパラメータがプリセットされた材料ライブラリが搭載されています。材料のパラメータが不明な場合は、低い設定から始めて徐々に上げていくのが合理的な解決策です。このような状況では、アシストガスの選択も非常に重要です。例えば、炭素鋼には酸素、ステンレス鋼には窒素、アルミニウムには窒素を使用します。オペレーターは、試行錯誤を繰り返し、特定の切断作業に最適なパラメータを見つけることができます。
参照ソース
1. ファイバーレーザーとCO2レーザーの設定がRVS 1.4301ステンレス鋼の切断面品質に与える影響
- 著者: Ł. ボダル、D. シュミットケ
- 出版社: 06-30-2022
- 概要 本論文では、ファイバーレーザーとCO1.4301レーザーを用いてRVS 2ステンレス鋼板を切断し、その結果を分析して、二次的な機械加工を必要とせずに高品質な切断面を実現するための技術パラメータの選択に関する重要な結論を導き出しています。本研究では、ステンレス鋼の厚みに応じて適切な出力と切断速度が得られ、これらのパラメータが切断面の品質に大きく影響することが明らかになりました。ボダル&シュミットケ、2022年).
2. ファイバーレーザーパラメータが薄板および厚板S355JR構造用鋼板の切断精度に与える影響
- 著者: Lオーラ・セパウスカイト、R. ベンディキーン
- 出版社: 2024 年 6 月 18 日
- 概要 本論文では、ファイバーレーザーのパラメータが、異なる厚さのS355JR鋼板の切断品質に与える影響を調査しました。レーザー出力、切断速度、補助ガス圧力が、レーザー切断面の粗さ、寸法精度、テーパー角に及ぼす影響を評価しました。研究の結果、適切なパラメータ選択によって、レーザー切断性能と品質の最適化が達成可能であることが明らかになりました。セパウスカイトとベンディキーン、2024).
3. タグチベースグレーリレーショナル分析を用いたステンレス鋼板のファイバーレーザー切断の多目的最適化
- 著者: Yusuf Alptekin Turkkan 他
- 出版社: 2023 年 1 月 9 日
- 概要 本研究では、ステンレス鋼板に使用されるファイバーレーザーの切断パラメータについて、表面粗さとカーフ幅の最小化を目的とした田口メソッドを組み込んだ多目的最適化手法を提案する。本研究では、切断品質に関わる最も重要なパラメータを特定し、高品質切断のための最適条件を徹底的に分析する(トゥルカンら、2023).
4. レーザー切断
5. 光ファイバ
6. ファイバーレーザー






