




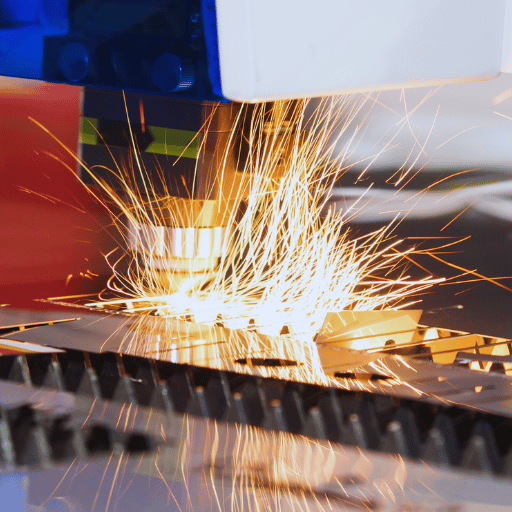
レーザー溶接は、優れた強度を維持しながら、最小限の歪みに耐えながら、さまざまな材料を正確かつ迅速に柔軟に接合できるため、現代の製造業を根本的に変えることができます。ソリューションとしてのレーザー溶接の大きな価値は、自動車、航空宇宙、電子機器、さらには医療機器の製造業界でも明らかです。このブログ記事では、最も効率的なレーザー溶接技術の種類を取り上げ、それぞれの用途、利点、さまざまなプロジェクトでのその他の考慮事項について詳しく説明します。レーザー溶接の将来性に関心のある専門家やアマチュアにとって、このガイドは利用可能な主要なオプションについて啓発的であり、最適な結果をもたらす決定を下すのに役立ちます。
何ですか 主な種類 of レーザー溶接?
レーザー溶接にはいくつかの主要なタイプがあり、それぞれ特定の用途に合わせて調整されています。
キーホール溶接
高強度レーザービームをある領域に集中させて材料を蒸発させ、「キーホール」を作り、キーホール溶接とも呼ばれる深く狭い溶接を可能にします。この技術は、航空宇宙産業や自動車産業に不可欠な、高強度で高精度の堅牢な溶接を実現します。
伝導溶接
伝導溶接技術では、強度の低いレーザー ビームを使用して、あまり深く浸透せずに材料の表面を加熱します。この溶接方法は、電子機器や宝飾品の薄い材料に使用されるため、美観と製造の面で優れています。
ハイブリッドレーザー溶接
この技術は、MIG 溶接または TIG 溶接と組み合わせて使用され、溶接の効率と品質を向上させます。このアプローチは、大規模な構造物や、強力で耐久性のある接合部が必要な場合に最適です。
打楽器溶接
これは短いレーザーバーストを使用して行われ、電子機器や医療機器に使用される繊細なマイクロ溶接部品に最適です。
これらの溶接タイプはそれぞれ、材料の厚さ、精度、適用範囲など、プロジェクトの特定のニーズを満たす利点があります。
理解する 伝導溶接
伝導溶接。熱伝導溶接では、接合するワークピースの表面を加熱しながら熱伝導によって溶接部が形成されます。溶接部は、ワークピースを融点よりわずかに低い温度まで加熱することで形成されます。このタイプの溶接は、構造変化の影響を軽減するために、薄い材料を使用する用途でよく使用されます。これは精密溶接作業に最適です。簡単に実行できるため、精度、制御、表面の完全性が重要となる電子機器や航空宇宙などのさまざまな業界で確実に使用できます。
のプロセス キーホール溶接
キーホール溶接は、熱を非常に集中させて作業を行うため、最も正確な溶接方法の 1 つであり、ワークピースに「キーホール」または小さな円筒形の穴を生成します。これは通常、レーザー溶接または電子ビーム溶接によって行われ、必要なレーザー溶接と電子ビーム溶接の浸透が得られます。キーホールは、蒸発した材料の蒸気圧とそれを囲む液体金属の微妙なバランスによって生成され、維持されます。
キーホールにより、歪みをほとんど生じさせずに深く狭い溶接部を形成できるため、単方向パスでの厚手材料の溶接の効率が大幅に向上します。最近の開発では、鋼鉄では高品質の溶接部では深さが 20 mm を超えるとされています。そのため、頑丈で信頼性の高い接合部が重要な造船、発電所建設、自動車製造業界では、この技術が大いに支持されています。
キーホール溶接の主な利点は、無駄になる時間とリソースの削減です。レーザーを使用したキーホール溶接では、溶接速度が毎分 5 メートル以上に向上し、生産性が向上することが実証されています。さらに、作業中にリアルタイムでパラメータをチェックする監視システムの開発により、プロセスを実行するための自動化の精度が向上し、産業作業の精度と信頼性が大幅に向上します。
探る 深溶け込み溶接
深溶け込み溶接 (DPW) は、材料の奥深くまで届く単一点 (レーザーまたは操作可能な溶接ビーム) に集中したエネルギーを使用して行われるユニークなタイプの溶接です。DPW は、ひずみ範囲に関する狭く高アスペクト比の溶接のため、より深く狭いギャップのある接合部で役立ち、破壊的な変化を最小限に抑えた強力な溶接を実現します。熱影響部 (HAZ) は、溶接の顕微鏡範囲におおよそ入る材料の領域です。深溶け込み溶接では、熱影響部が小さくなるため、元の機能とともに保持され、熱ひずみが少なくなり、粗粒化の少ない金属システムになります。これは、多孔質非剛性ボディ材料 (PNBM) プロトタイプ TSB-2333 C です。
過去 20 年間のレーザー メカニズムの進歩により、深溶け込み溶接の有効性が向上しました。たとえば、25kW を超える出力のファイバー レーザーを使用すると、航空宇宙や海洋工学などの分野で最大 XNUMXmm の鋼を溶接できます。さらに、高度な安定性フォーカスとビームの明瞭性により、strcmp(const char*, const char*) ではない条件でも、外科医レベルの一貫性のある溶接が可能になります。
上述の利点に加え、DPW システムでは、作業速度をより正確に制御できます。現在、作業速度は 5 分あたり 10 ~ XNUMX メートルと推定されており、品質を保ちながら超高速生産時間を短縮できます。ステンレス鋼以外にも、さまざまな材料を結合できるだけでなく、アルミニウム合金に依存する構造工学のさまざまなサブフィールドへの適用範囲を広げることができます。
最終的には、工程内検査と閉ループ制御システムの組み合わせにより、溶接中のリアルタイム品質保証の自動化が可能になります。これらのシステムは、気孔や不完全な融合などの問題を軽減し、手直しを減らして効率を向上させるのに役立ちます。
どのように レーザー溶接機 作業?

のコンポーネント レーザー溶接機
各レーザー溶接機は、溶接プロセスにおいて優れた効率性と精度を実現するために共同で機能する複数の不可欠な部品で構成されています。これらの部品には次のものが含まれます。
レーザー光源
レーザー光源は機械の主要部分であり、溶接プロセスで使用される強力なレーザービームを生成する役割を果たします。一般的に使用されるレーザーには、ファイバー、CO2、YAG レーザーなどがあります。たとえば、ファイバー レーザーは用途に応じて 200W から 10kW を超える出力があり、効率的なエネルギーとビーム品質で知られています。
光伝送システム
このシステムは、レンズ、ミラー、光ファイバーで構成されており、レーザー ビームを溶接対象領域に導き、特定の点に焦点を合わせます。焦点合わせ光学系の助けにより、ビームの直径を 50 ミクロンまで小さくすることができ、狭い接合部や複雑なデザインでも精度が保証されます。
ワークマニピュレーションシステム
これには、CNC 制御ステージ、ロボット アーム、さらには溶接中にワークピースの位置を変更したり移動したりするガントリー システムも含まれます。これらのシステムは、移動精度がミクロン単位であるため、大量生産で均一な溶接ジョイントを実現する上で非常に重要です。
冷却システム
レーザー溶接中は大量の熱が発生するため、機械が適切に動作し過熱を防ぐためには冷却システムを使用する必要があります。冷却ユニットは通常、冷却に水または空気を使用しますが、高出力で動作するシステムでは、冷却に閉ループチラーを使用する傾向があります。
制御装置
制御ユニットは、レーザー出力、パルス長、機械の焦点位置に関する機械モジュールの操作を担当します。より高度なシステムでは、パラメータの設定にプログラマブル ロジック コントローラ (PLC) を使用し、情報をリアルタイムで表示するためのインターフェイスを提供します。
ガス供給システム
レーザー溶接ではさまざまなシールドガスが使用される
シールドはこれらのガスを使用して、溶接部分の酸化と汚染を防止します。使用するシールド ガスの種類は、溶接する材料に大きく依存しますが、溶接の強度と外観にも影響します。
ビームデリバリーノズル: レーザー切断および溶接プロセスに不可欠なコンポーネントの 1 つ。
ノズルは、レーザーとシールドガスを正しい位置に配置し、溶接が必要な領域に集中できるようにします。さまざまな形状や用途に応じて、溶接プロセスの効率を高めるためにノズルが特別に設計されています。
監視および品質管理システム
ひび割れやスパッタはリアルタイムの欠陥であり、溶接を監視する高度なセンサーを通じて統合および評価できます。より高度な構成では、フィードバック ループが利用され、溶接パラメータを自動的に設定してエラーを極めて最小限に抑えることができます。
これらのマシンのあらゆる側面は、産業環境で稼働するレーザー溶接機の精度、効率、信頼性の面で最適なパフォーマンスを保証します。これらのマシンは、レーザー技術の新たな進歩を考慮して継続的に開発されており、自動車製造から医療機器製造までの問題を解決します。
その レーザービーム 行動中
レーザー溶接技術の核心は、精密に定義するレーザー ビームです。これを産業用途と組み合わせると、比類のない制御が可能になります。その中核となる機能は、高強度の光を狭くコヒーレントなビームに集束させることで、設定されたポイントで材料を溶かして接合することができます。レーザー ビームの電力密度は 10^6 W/cm² を超えることが多く、そのため、隣接領域での熱歪みを最小限に抑えながら材料を急速に加熱できます。
さらに、最近の改良によりレーザー ビームの能力は向上しました。たとえば、連続波レーザーは深溶け込み溶接に最適化されており、10 回のパスで XNUMX mm を超える深さを実現できます。一方、パルス式の顕微鏡測定レーザーは、精密なマイクロ溶接作業に優れています。波長が変化するファイバー レーザーは、高強度鋼、アルミニウム合金、さらにはポリマーなど、さまざまな材料を切断することもできます。
研究により、レーザービームが産業設備において有効であることが示されており、自動レーザー溶接システムにより、生産速度が最大 40% 向上し、材料の無駄と後処理の労力が削減されます。このため、熱影響領域が最小限で接合品質が優れているため、安全基準と性能基準に大きく影響するため、レーザービームは自動車フレーム アセンブリの不可欠な部分となっています。
自動化と 溶接プロセス
自動化技術の発展により、工業溶接の精度と効率性において新たなマイルストーンが達成されました。複雑な溶接作業は、現在ではセンサー、ロボット、ソフトウェア アルゴリズムを使用して実行でき、人間の介入はほとんど必要ありません。たとえば、ロボット溶接ユニットをリアルタイムで監視すると、± 0.02 mm の密着精度レベルが達成されます。したがって、すべての設計仕様がそれに応じて満たされます。
自動溶接がもたらす最も重要な要素の 25 つは、全体的なワークフローの効率です。施設では、ロボット溶接ソリューションを利用すると、生産サイクルの完了に要する時間が 30% ~ XNUMX% 短縮されると報告されており、一部の作業では、手動の方法と比較して出力が XNUMX 倍向上したとさえ言われています。さらに、職場に自動化を取り入れることで、作業員が有毒ガス、燃え盛る火、紫外線にさらされるのを防ぎ、リスクを軽減して職場をより安全にすることができます。
航空宇宙、造船、自動車などの業界では、厳格な安全性と品質の要件を満たすために自動化が取り入れられています。自動車業界は、車体の組み立て時にロボット溶接機を使用しているため、エラーを最小限に抑えて高強度の溶接を実現できる完璧な例です。また、高度なセンサーと AI システムの使用により、予知保全を組み込むことで精度が向上し、大きな問題になる前に問題を特定してダウンタイムを削減できます。
機械学習と分析を使用することで、自動溶接システムは継続的に最適化されています。これらのシステムは、材料の厚さや構成の変化、および構成環境の変化にシームレスに適応し、過酷な製造条件での衝撃から自動溶接プロセスを保護します。品質保証に細心の注意を払いながら、高速で徹底した再現を必要とするアプリケーションが増えるにつれて、自動溶接は業界全体で生産を拡大する上で非常に重要になると予想されます。
どの レーザー溶接法 さまざまな金属に適していますか?

使い方 ファイバーレーザー 精密用
精密で複雑なワークピースに求められる高い精度のため、ファイバー レーザー溶接は金属接合の高度な方法とみなされてきました。この技術では、光ファイバーを通じて伝送される光線であるファイバー レーザーを使用し、エネルギー分布と熱入力を厳密に制御します。レーザー溶接プロセスの進歩により、熱による歪みを最小限に抑えながら、ステンレス鋼、アルミニウム、チタンを迅速に溶接できます。
従来のレーザー システムと比較すると、ファイバー レーザーは 30% を超えるエネルギー変換効率を持つと報告されており、より効率的であると考えられています。この技術により、薄い材料の溶接を高速で処理することもでき、多くの場合、毎分 10 メートルを超えます。したがって、ファイバー レーザーは、使用される材料に高い構造的完全性と溶接精度が求められる自動車、航空宇宙、医療業界で非常に有利です。
さらに、ビーム成形の改良により、ファイバーレーザーはさまざまな金属の厚さや複雑な形状に適応できるようになりました。例えば、自動車業界では、 ファイバーレーザー溶接 電気自動車のバッテリーパックの組み立てに広く適用されており、重要な構成要素の接合において並外れた精度を保証します。このような適応性と精度は、 ファイバーレーザー技術 多様な産業用途におけるイノベーションを促進します。
の役割 パルスレーザー 溶接における
パルスレーザーによる溶接は、熱による損傷を最小限に抑えるために極めて高い精度が求められるため、現在では高度な製造システムで導入されています。パルスレーザーを使用すると、作業者が材料に利用するエネルギーをパルスで制御できるため、溶接プロセスがより明確になります。医療機器、高級ジュエリー、電子機器のその他の部品は構造が繊細で薄いため、特に有効です。
さらに、溶接パルス レーザーの最も便利な実装の 1 つは、マイクロ ジョイントの蓋への崩壊光線です。これにより、デバイスを破壊する可能性のある異物による膨張応力や熱の影響を最小限に抑えることができます。この原理は、熱に敏感な材料やマイクロ部品が使用される製造業では非常に必要とされています。さらに、パルス レーザーで実行できる溶接の深さの範囲はマイクロメートルから数ミリメートルであるため、さまざまなアプリケーションでこれらのツールの優れた適応性からメリットを得ることができます。
パルス レーザー システムは、ビームの品質を優れたままにしながら、電力制御を数百ワットにまで拡張できるという点で状況を変えました。その他の最近の改善点としては、使用されるエネルギー範囲の縮小と、これらのプロセスの実行速度の向上が挙げられます。これらの変更は、特定の産業分野で調整可能な構造の溶接における作業効率が 70% 向上すると設定された後に起こりました。
さらに、自動車産業や航空宇宙産業では、正確で再現性のあるスポット溶接を行うパルスレーザーの能力が特に役立ちます。たとえば、材料の制御と変形が最小限であるため、リチウムイオン電池セルのコンポーネントの接合やタービンブレードの溶接が可能になります。このような能力は、レーザー切断と溶接における最新の高度な精度と効率の要件を満たすために不可欠な製造システムを根本的に変革しました。
の利点は何ですか レーザー溶接 XNUMX件を超える公開イベントの実績 伝統的な溶接 方法は?

比較 アーク溶接
レーザー溶接とアーク溶接を比較すると、レーザー溶接には独自の利点があると思います。まず、精密溶接により溶接継ぎ目が狭くなり、材料の歪みが減るため、エネルギー伝達による精度が非常に高くなります。さらに、レーザー溶接では処理速度が速くなり、製造ワークフローの生産性が向上します。アーク溶接とは異なり、レーザー溶接では異なる材料をより簡単に接合できるため、さまざまな業界でその用途が広がります。最後に、レーザー溶接は非接触であるため、ツールの摩耗や汚染が減り、一貫して高品質の溶接が可能になります。
のメリット レーザービーム溶接
- 高精度。レーザー ビーム溶接では、プロセス中に供給されるエネルギーを慎重に制御することで、歪みを最小限に抑えた明確で正確な溶接を実現します。
- スピードと効率。従来の方法と比較して、このプロセスでは溶接速度が速いため生産性が向上することが実証されています。
- 材料の多様性。他の方法と比較して、この方法はさまざまな金属や異種材料を溶接できるため、実用性が向上します。
- 品質の一貫性。非接触原理により、汚染リスクの低い設備で溶接プロセスを実現し、一貫した溶接品質を維持します。
- 後処理の削減。
選び方 適切なレーザー溶接機?

考慮すべき要素 溶接機
- 電力出力: 実施する予定の溶接の厚さと種類に必要な電力レベルに適した機械を選択します。通常、強度の高い材料や厚い材料ほど、出力は高くなります。
- 精度と制御: ビームの強度や位置などの細かい部分を変更できる、より高い精度を実現するために調整可能なコントロールを備えたマシンを選択してください。
- 材料の互換性: 作業する予定の特定の材料または合金に機械を使用できるかどうかを確認します。
- 持ち運びのしやすさ: レーザー切断や溶接を行う機械をどこで使用する場合でも、持ち運びやすさを考慮する必要があります。作業スペースに対する機械のサイズを考慮してください。
- ユーザーフレンドリーなデザイン: より理解しやすいインターフェースと、操作性を高める自動化により、マシンはよりユーザーフレンドリーになり、使用方法を習得するために必要な時間が短縮されます。
- メンテナンス: 機械にどの程度のメンテナンスが必要か、部品やツールの取り外しや交換の難易度、定期的なメンテナンスの必要性を確認します。
- 全体的な効率: 効率性は、初期購入価格、運用費用、時間の経過とともに発生するコストから評価できます。
理解する レーザー溶接技術
レーザー溶接は、集束光線を利用して金属や熱可塑性プラスチックを高精度に切断および接合します。主に次の 2 つの技術を使用して適用されます。
- 伝導溶接: これは、薄い材料や、最小限の浸透を必要とする用途に最適です。この作業には繊細さが求められ、ワークピースの表面を融点まで加熱して結合させます。
- キーホール溶接: この方法は、厚い材料や高強度の用途に適しており、ワークピース内の小さな空洞、つまり「キーホール」を蒸発させることで深い溶接を生成します。
利用可能なさまざまな選択肢から適切な技術を選択することで、材料特性、厚さ、溶接深さなどのパラメータのバランスを取りながら、必要な特性が達成されることが保証されます。
評価する 溶接オファー
溶接サービスを選択する際には、対象となるサービスと機器の品質、コスト、適切性に影響を与える重要な要素を理解する必要があります。考慮すべき重要な要素は次のとおりです。
- 設備仕様: 溶接機器の資格は、作業する材料に関係する業界のベンチマークと一致し、それ以下であってはなりません。たとえば、最新のレーザー溶接機には、正確な電力制御機能、優れたビーム安定性、およびパフォーマンスと信頼性を大幅に向上させるより効率的な冷却システムが装備されています。
- テクノロジーの統合: プログラムされた自動制御、高度なリアルタイム監視システム、AI ベースの欠陥識別システムなどの拡張テクノロジーを備えたオファーは、エラーの可能性や率を最小限に抑えながら生産性を向上させることができるため、検討する必要があります。
- 材料の互換性: 業界で入手可能な金属や熱可塑性プラスチックの動的性質を考慮すると、必要な特定のグレードと厚さが溶接装置またはサービスによって対応可能かどうかを確認してください。複雑なパターンの高強度合金を溶接できるシステムにより、汎用性が高まります。
- エネルギー効率: 従来の技術と比較すると、最新のレーザー溶接システムはエネルギー消費量が少ない傾向があります。効率的なビーム伝送と廃熱回収を使用することで、長期的に達成できるエネルギー節約を検討するのが最善です。
- 費用の見積もり: 初期資本支出と長期にわたる運用支出を考慮して、すべての価格設定の可能性を分析します。購入価格は高いものの、数年間のメンテナンス費用とエネルギー費用は低くなる可能性があるレーザー システムを例に挙げます。
- レビューとテストデータ: 独立した情報源や優れたメーカーからの顧客レビューやパフォーマンス評価を分析します。溶接速度、溶け込み深さの精度、欠陥率に関する情報を探して、現実的な状況での機器のパフォーマンスを測定します。
- サービス契約とサポート: 設置、トレーニング、メンテナンス パッケージなど、包括的なサポートを提供するベンダーを選択してください。定期的なアップデートと無料のスペア パーツにより、溶接機の耐用年数を延ばすことができます。
これらの重点分野を考慮し、この分野の最新の開発と組み合わせることで、企業はビジネス要件に合わせて溶接システムを最適化する方法を戦略的に決定できます。
よくある質問(FAQ)
Q: レーザー溶接とは何ですか? また、他の種類の溶接とは何が違うのですか?
A: レーザー溶接は、レーザービームを使用して材料を接合する最新の高度な溶接方法です。MIG 溶接、TIG 溶接、スティック溶接などの従来の方法と比較すると、レーザー溶接はより高速で正確であり、自動的に実行できます。さらに、レーザー溶接は、複雑な形状や輪郭を持つ薄い材料に最も効果的です。
Q: レーザー溶接で使用される主なレーザーの種類は何ですか?
A: 溶接に使用される主なレーザーの種類は、CO2 レーザー、ファイバー レーザー、YAG レーザー溶接システムです。レーザー カテゴリ内の各バリエーションには、それぞれの利点があります。たとえば、CO2 レーザーは用途が広く、比較的安価ですが、ファイバー レーザーは効率的で、反射性材料を溶接できます。
Q: レーザー溶接における熱伝導溶接とは何ですか?
A: 熱伝導溶接は、レーザービームを使用して材料の上面を加熱するレーザー溶接モードの 1 つです。この溶接方法は、結果の歪みが最小限で滑らかで均一な溶接が得られるため、薄い材料に最適です。
Q: 深浸透レーザー溶接はどのように機能しますか?
A: 深浸透レーザー溶接またはキーホール溶接は、レーザーが材料内の空洞または「蒸気泡」を燃焼することを利用するプロセスです。このプロセスにより、より深い浸透が可能になり、より厚い材料を溶接するために使用されます。これは、厚い部分に使用される最も強力なレーザー溶接方法の 1 つです。
Q: 連続レーザー溶接の利点は何ですか?
A: 連続レーザー溶接は、単一のレーザー光線を使用して、非常に長い連続溶接を高速かつ正確に行うプロセスです。この方法は、高速性と一貫性を実現できるため、ロボット溶接システムに適しています。円筒形の部品に長い、直線、または円形の溶接を切断するのに特に効果的で、さまざまな溶接ニーズに対応できます。
Q: レーザー溶接とスティック溶接などの他の溶接方法の主な違いは何ですか?
A: スティック溶接などの従来のプロセスに比べ、レーザー溶接には、精度の向上、熱の低減、速度の向上、歪みの低減などの利点があります。さらに、レーザー溶接は自動化が容易で、従来の方法では溶接が困難だった材料の溶接も可能になります。
Q: レーザー溶接を使用して接合できる部品やコンポーネントは何ですか?
A: レーザー溶接は、多種多様な金属、合金、一部のプラスチックの組み合わせに使用できます。特に、鋼鉄とその合金、アルミニウム、チタン、ニッケル合金の溶接に適しています。通常の方法では接合できない異種材料も、レーザー溶接プロセスを使用して溶接できます。
Q: 自動化システムにおけるレーザー溶接の役割は何ですか?
A: レーザー溶接は最も自動化されたプロセスの 1 つであり、自動化システムの基本要素となっています。レーザーを高精度に制御できるため、繰り返し可能な位置溶接が可能になり、ロボット溶接システムで役立ちます。高出力のレーザー ビームを利用できるため、自動車業界で重要な、一貫した品質の製品を大量生産できます。
Q: レーザー溶接技術を選択する際に考慮すべき重要な点は何ですか?
A: レーザー溶接技術を選択する際に評価する必要がある要素には、溶接する材料、その厚さ、溶接に必要な特性、生産量、自動化の必要性などがあります。AMADA WELD TECH などの企業では、さまざまなレーザー溶接ソリューションを提供しており、特定の用途に合わせてカスタマイズされています。システムによって得られる結果は、達成する必要のある目的に応じて適切なレーザー タイプと溶接モードを選択することに大きく依存します。
参照ソース
1. パルスモードレーザー溶接で捕捉された音のノイズ除去技術を用いた溶接欠陥の特定
- 著者: M. ユソフ 他
- ジャーナル: 世界の溶接
- 発行日: 2023-01-16
- これを引用: (Yusof et al.、2023、pp. 1267–1281)
調査結果の要約:
- 主な焦点は、パルスモードレーザー溶接中に溶接部の欠陥を検出するために、音響信号をキャプチャして分析することです。
- 使用されたセンサーは、バックグラウンドノイズを低減して欠陥の識別を改善する巧みな方法によって強化されました。
方法論:
- 溶接プロセス中に収集された音響信号に対して、ノイズ低減を含む信号処理技術が実行されました。
- 溶接品質の実際の評価は、選択されたノイズ除去技術の成功を評価する際の比較の基準として機能しました。
2. Grad-MobileNet: 表面溶接欠陥を分類するための勾配を用いた教師なし学習アプローチ
- 著者: Sizhe Xiao 他
- ジャーナル: センサー (バーゼル、スイス)
- 発行日: 2023 年 5 月 1 日
- 引用: (Xiaoら、2023)
主な調査結果:
- この論文では、著者らは、レーザー溶接表面の欠陥を 99% の精度で正確に分類する勾配ベースの教師なし学習モデル Grad-MobileNet を提案しました。
- このモデルは、実際のアプリケーションでよく見られるように、溶接欠陥のデータセットが不均衡な状況で最も効果的に機能します。
方法論:
- 著者らは、さまざまな種類の溶接欠陥の画像と、欠陥のない通常操作中に撮影された画像を収録したデータセット (RIAM) を開発しました。
- Grad-MobileNet モデルは、わずか数枚の通常画像のみを使用してトレーニングされ、特徴抽出に積極的に参加し、画像化された特徴内の分布に従って欠陥を分類します。
3. 鉄道車両STS301L側面構造へのレーザー溶接の適用(II) - 多次元ダミー変数回帰分析を用いた溶接レーザービームのAトラック角度
- 著者: キム・ヘジ、チョン・サンホ
- ジャーナル: 機械科学技術ジャーナル
- 発行日: 2023 年 8 月 1 日
- 引用元: (Kim & Jung、2023、pp. 4249–4258)
ハイライト:
- この研究では、溶接の完全性と全体的な構造の堅牢性の向上に重点を置いて、鉄道車両構造のレーザー溶接に最適な入射角を分析します。
- 溶接品質に最も影響を与える溶接パラメータは、多重回帰法を利用して計算されました。
方法論:
- 反復角度とともに変更された追加の要因には、溶接パラメータが含まれます。
- 溶接品質データは回帰分析によって処理され、溶接に最も大きな影響を与える主要な要因が特定されました。






