更新された7月2026
手動式か自動式かのウエハースエッグロール製造機の選定は、まず生産目標の達成から始めるべきです。つまり、1シフトあたり何個の良質なロールを工場から出荷できるか、その生産量に何人の従業員が関わっているか、そしてオーナーがどれだけの廃棄物や残業を許容できるか、といった点です。この記事ではウエハースエッグロールの製造ラインについて解説します。検索意図の混乱を招く場合を除き、惣菜春巻きの成形ラインや小型家庭用電気卵調理器については比較しません。
工場長にとっての問題は「どの機械が一番速いか?」ではなく、「1人の作業員が、必要な形状、破損許容範囲、清掃スケジュール、エネルギー予算を満たしながら、1シフトあたり何個の販売可能なエッグロールを生産できるか?」である。財務担当者にとっては、同じ質問が「自動化ラインに移行する代わりに人員を増やし続けた場合、良品1,000個あたりのコストはいくらになるか?」となる。

基本仕様
| 最初に聞くべき質問 | ウエハースを使った卵巻き、風味豊かな春巻き、それとも家庭風の小分け巻きを作っていますか? |
| SERPに表示される手動範囲 | 卓上型手動装置の場合、製品の種類や作業者のスキルにもよりますが、約150~180個/時です。 |
| 空気圧式卓上型シリーズ | 公表されている卓上比較では、約200個/時。 |
| UD05-2ウェハーライン | 毎分220個、8時間シフトで約600kg。 |
| UD05-3ウェハーライン | 毎分330個、8時間シフトで約900kg。 |
- レシピの試作や少量生産の場合、初期費用を抑えることができます。
- 移動や清掃が容易で、短い走行間の切り替えも簡単です。
- 需要が労働市場の限界を下回っている場合に有効です。
- シフト需要が安定している場合、作業員一人当たりの生産性が向上する。
- 温度制御、形状、成形性の再現性が向上します。
- 食品の生産および輸出に関する文書化された注文により適しています。
まず、製品ファミリーを決定します:ウエハース、惣菜春巻き、または家庭用電気製品
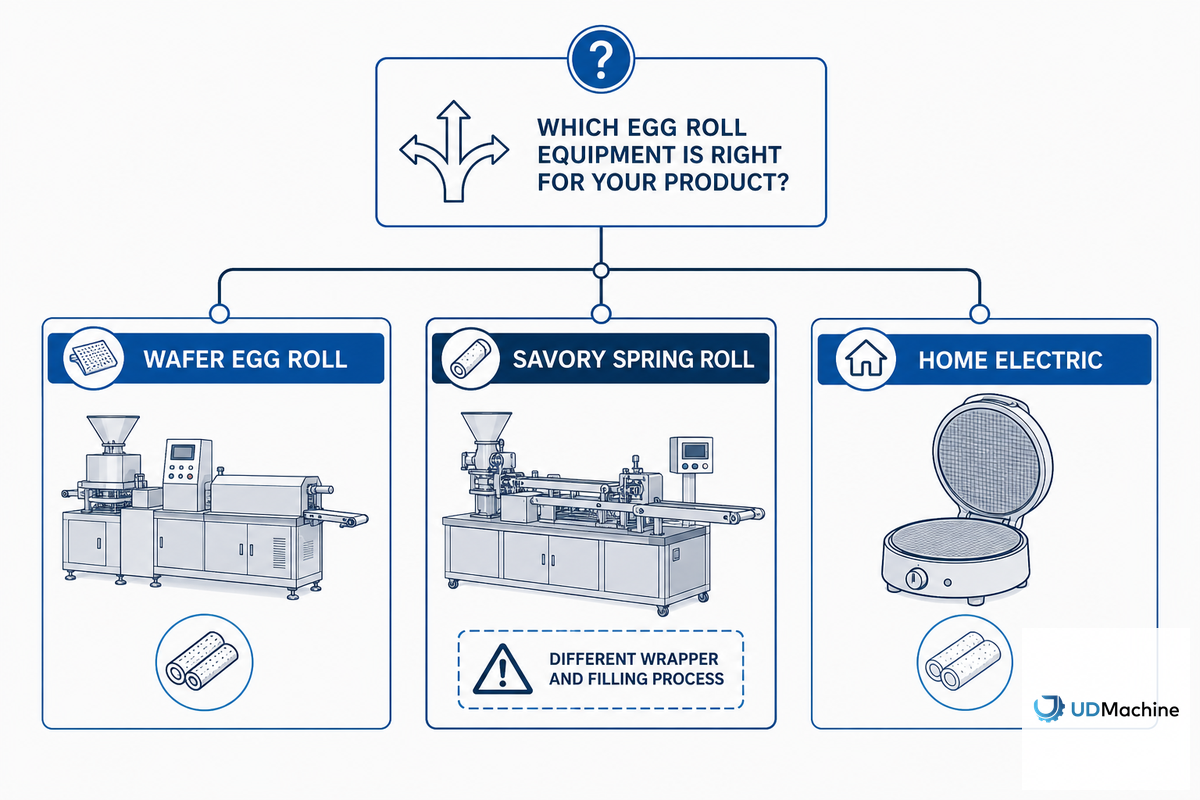
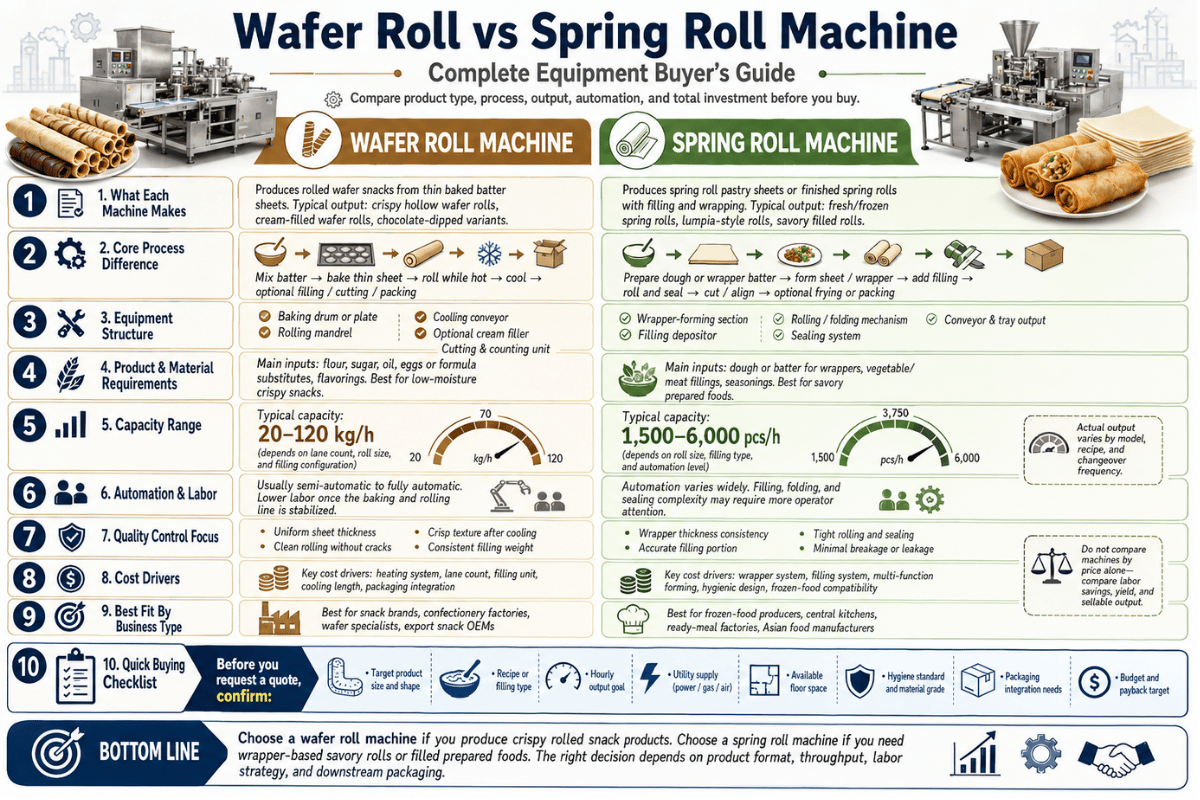
エッグロール製造機は、単なる汎用的な機械ではありません。ウエハースエッグロールの製造では、加熱した型で薄い生地を焼き、まだ温かいうちに巻きます。セイボリースプリングロール製造機とエッグロール包装機の設計原理には、通常、生地ベルトの管理、具材の詰め、折りたたみ、巻き込み、そして製品の揚げ、冷凍、または包装が含まれます。「家庭用電気エッグロールメーカー」という用語は、通常、焦げ付き防止の調理面を備えた小型の卓上調理器具を指し、食品製造機械ではありません。
この区別は、購入者が不適切な比較を避けるために重要です。ウエハース製造ラインを、シュウマイ、サモサ、ペストリー、その他の詰め物入り食品用の自動成形・コーティング機と比較評価することは避けてください。
現在の検索結果(SERP)では、ANKO社のER-24自動エッグロール製造機が惣菜/冷凍ロールのカテゴリーに掲載されていますが、UDTECH社のUD05はウエハースエッグロール製造ラインです。購入者は、価格や生産能力を検討する前に、同じ製品ファミリー内の機械を比較検討する必要があります。
RFQでは用語が重要です。 自動エッグロール製造機 これは、クレープのような生地を作るウエハース食品製造機、春巻き用の包装機、または詰め物入り製品の自動コーティング・成形機などを意味する可能性があります。明確な表現を用いることで、カスタマイズ作業を保護し、機械が購入者の求める形状の製品を製造できるかどうかを示すことができます。
| 製品ファミリ | プロセス | 混同した場合の購入者のリスク |
|---|---|---|
| ウエハースエッグロール | 生地の投入、焼成、成形、冷却、包装。 | 風味豊かな包装機では、同じようなサクサクとしたウエハース製品は作れません。 |
| 風味豊かなエッグロールまたは春巻き | 生地ベルト、充填ディスペンサー、折りたたみ、巻き取り、そして揚げるか冷凍する。 | 1時間あたりの個数や1個あたりの重量は、ウェハーの生産量とは比較できない。 |
| 家電製品 | 家庭用調理に適した、小型のアルミニウム合金製またはコーティングされた調理面。 | 低コストは魅力的に見えるが、商業労働コストの根本的な解決にはならない。 |
より広範な種類分類については、UDTECH社のエッグロール製造機ガイドを参照してください。この記事では、アップグレードの観点から解説します。
手動式または空気圧式エッグロール製造機が依然として有効な場合
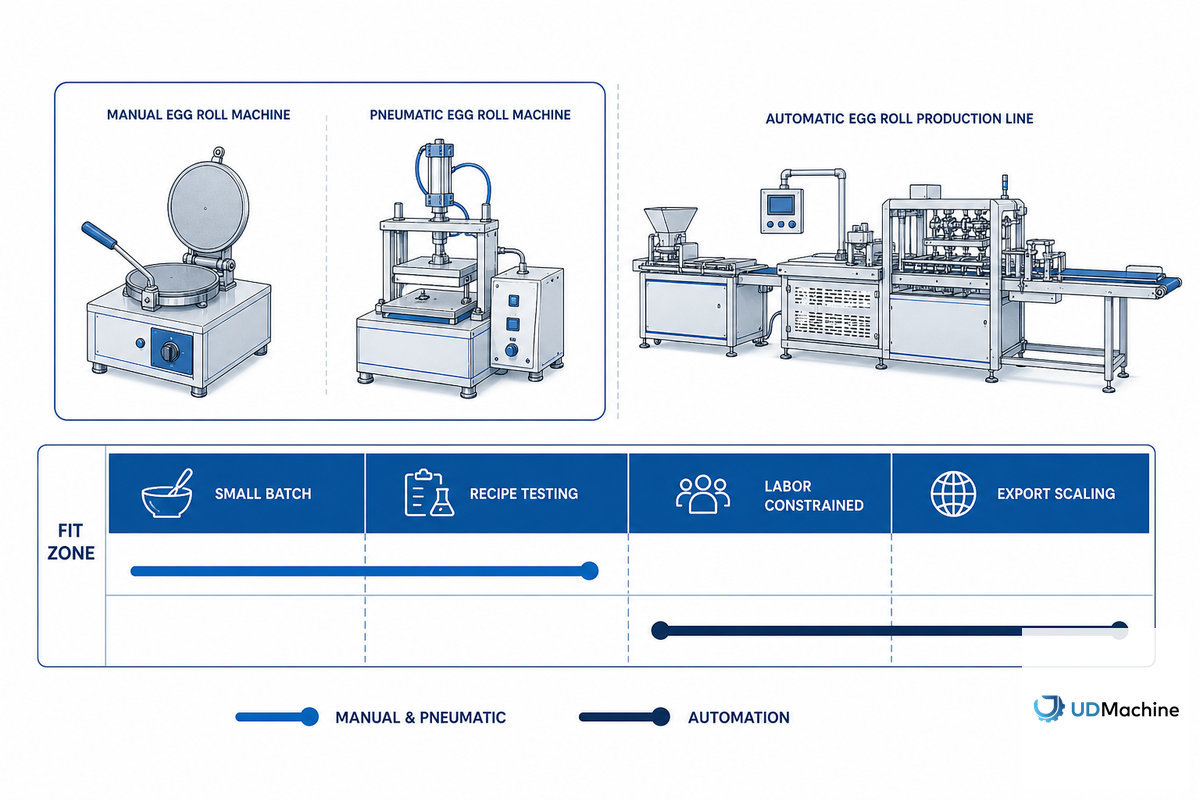
従来型の手動式エッグロール製造機を選ぶことが必ずしも間違った選択とは限りません。レシピのテスト、地域限定販売、生産設備への投資前の需要評価などを行う場合、手動式は費用対効果の高い選択肢となります。卓上型の手動式および空気圧式製造機は、生地の粘度、ロールの締め具合、そして作業後の清掃をオペレーターが直接コントロールできるという利点があります。
問題は、作業者がボトルネックになったときに生じる。生地の供給、調理面の監視、生地の成形、色の確認、冷却、梱包といった一連の作業を一人の作業員が担当する場合、生産ラインの速度は人間の能力によって左右される。
空気圧アシストは特定の動作を軽減できるが、手作業による取り扱いを完全に排除するわけではない。つまり、生産量がわずかに増加したとしても、労働力不足の問題は解決しない可能性がある。
| ユースケースの種類 | 出力信号 | 最適 |
|---|---|---|
| レシピテスト | 1回のセッションで数十個から数百個の作品。 | 手動式エッグロールメーカー、または小型電動エッグロールメーカー。 |
| カフェまたは地元のパン屋 | サービス需要に対しては、1時間あたり約150~200個で十分です。 | 手動式または空気圧式のロール製造機。 |
| 季節的な市場検証 | 需要は週ごと、あるいはイベントごとに依然として変動する。 | リピート注文が入るまでは、資本を低く抑えておく。 |
| 地域生産または委託生産 | 人員を増強しなければ、1シフトだけでは需要を満たすことはできません。 | 自動エッグロール製造機の評価。 |
自動エッグロール製造機に移行すると何が変わるのか

自動エッグロール製造機は、手作業によるペース調整から、設定値に基づいた食品機械による生産へと移行させます。この場合、購入の目的は単に高速ローラーを手に入れることだけではありません。信頼性の高い加熱、吐出、成形、冷却機能、清掃の容易さ、安全機能、スペアパーツ、トレーニング、アフターサービスなど、あらゆる要素を考慮する必要があります。
事業上のメリットは、スピードだけではなく生産効率にあります。連続運転は、労働力と人件費を削減し、大量生産におけるエッグロールの製造をより精密に制御することを可能にします。ただし、実際の食品事業においては、コスト効率は不良率、洗浄時間、エネルギー消費量、そして生産ラインのバッチ間の洗浄の容易さによって左右されます。
ウエハースエッグロールの分野では、UDTECHのUD05-2は、毎分220個、8時間シフトで約600kgの生産能力を公表しています。UD05-3は、毎分330個、8時間シフトで約900kgの生産能力を公表しています。これらの数値は、卓上型手動式機械や、SERPに掲載されているER-24型セイボリーシステムとは異なります。ER-24型セイボリーシステムは、1個あたり65~75gで毎時約2,400個の生産能力を誇ります。
重量、製品サイズ、加熱工程、成形後工程を明確に考慮せずに、ウエハースと惣菜の1時間あたりの生産量(個数/時間)を比較してはいけません。65~75gの惣菜ロールとサクサクのウエハースロールは、直接比較できる単位ではないからです。労働力と歩留まりの計画は、それぞれ異なる基準に基づいて策定する必要があります。
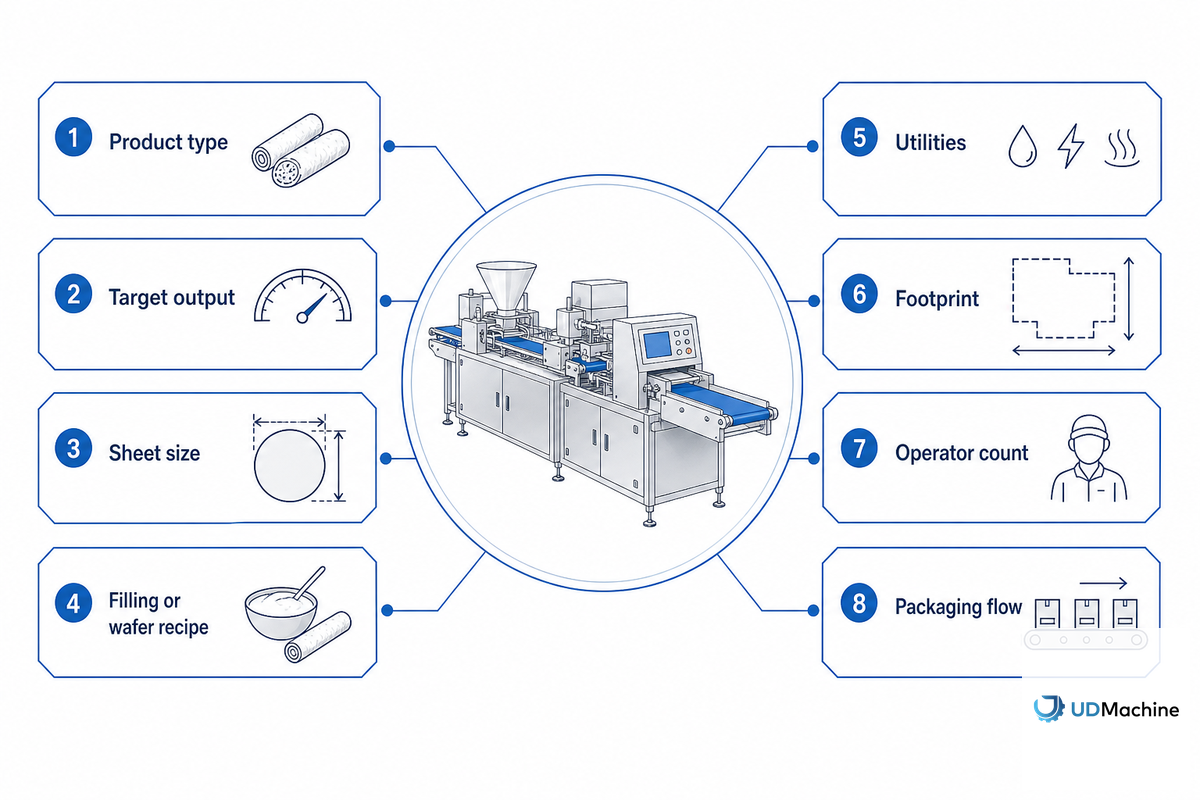
自動化は見積依頼(RFQ)のプロセスも変化させます。購入者は価格だけでなく、ロールのサイズ、バッターや包装材の種類、必要に応じて充填機、目標生産量、電源の種類、ガスの種類、食品グレードの要件、安全対策のオプション、設置範囲、スペアパーツについても話し合う必要があります。これらの情報がなければ、一見同等に見える2台の機械を比較することになり、見積もりには同じレベルの設備範囲が反映されていない可能性があります。
オペレーター一人当たりの生産量ブレークポイント曲線:労働能力ラダー
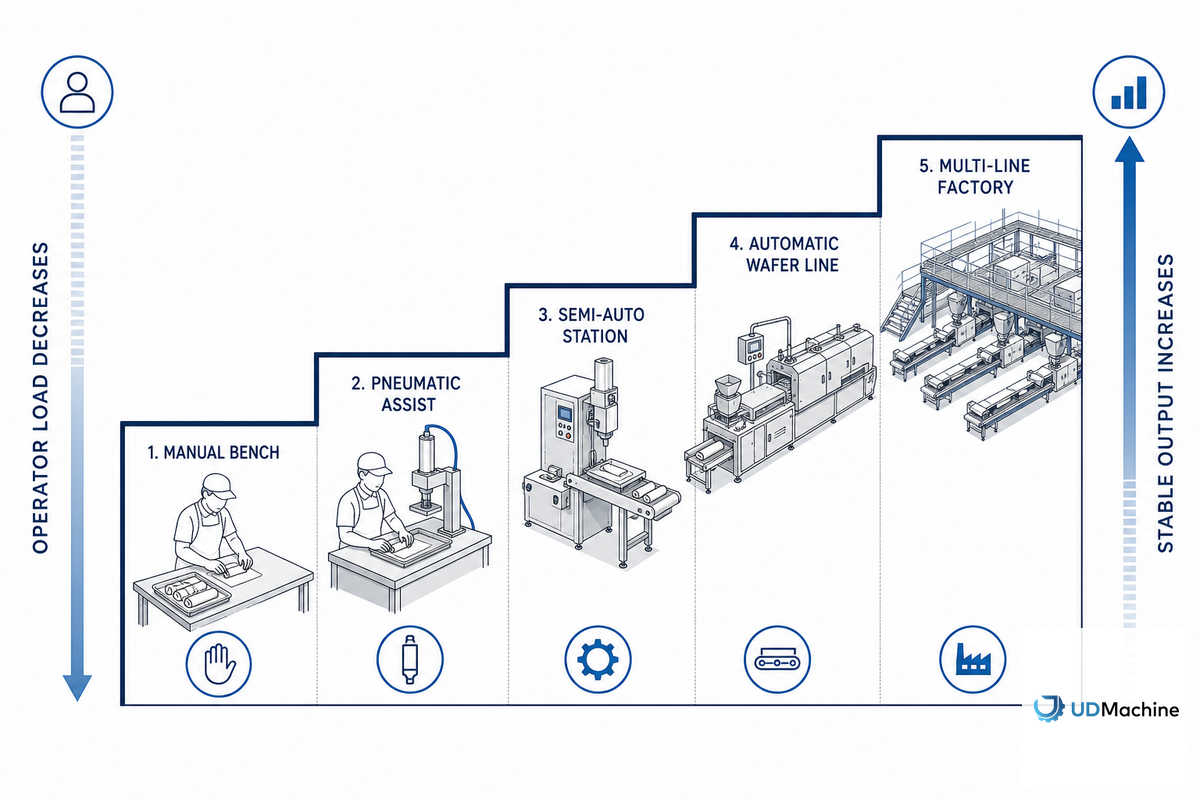
作業員一人当たりの生産量ブレークポイント曲線は、手作業による生産が小型設備の問題から労働力の問題へと変化する時点を示しています。この曲線は、工場長と財務担当者の認識を一致させる上で有用です。一方は人員不足のプレッシャーを、もう一方は良品一個当たりのコストを把握できるからです。
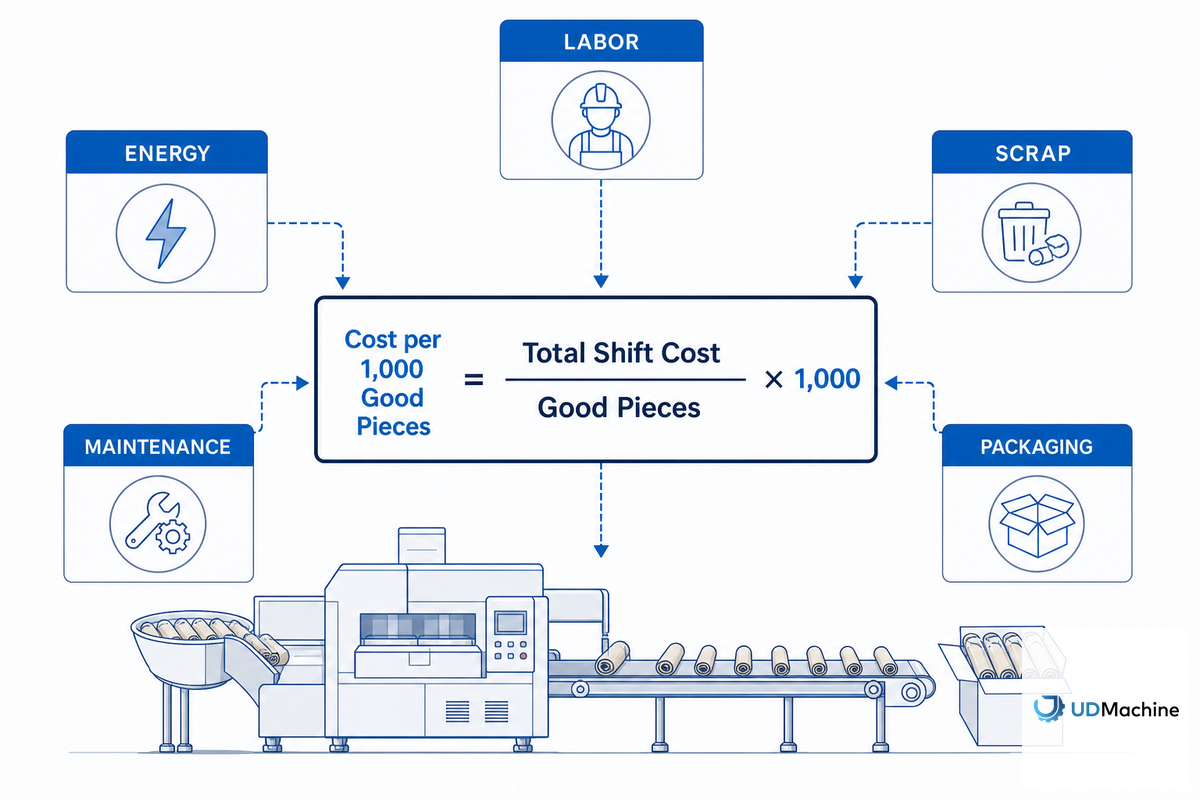
1シフトあたりの販売可能個数 = 1時間あたりの個数 × 生産時間 × (1 - 不良率)
オペレーター1人当たりの生産量 = シフトあたりの販売可能個数 / シフトあたりのオペレーター数
良品1,000個あたりのコスト = 総シフト負担数 / 販売可能個数 × 1,000
不良品、洗浄停止、段取り替え、試作時の廃棄物を除いた後の、販売可能な生産量のみを使用してください。銘板に記載されている速度だけでは、購入の判断基準にはなりません。
想定例:あるパン屋では、1人の作業員が4時間稼働して1時間あたり180個のパンを生産し、その後、色のばらつきやひび割れによって8%の損失が発生します。販売可能な生産量は、1シフトあたり約662個です。もし新規のプライベートブランド顧客が1シフトあたり3,000個の販売可能なパンを要求した場合、買い手は「1人の作業員」と「1台の自動機械」を比較すべきではありません。実際に比較すべきは、追加の作業ステーション、追加のシフト、残業、不良品の選別、納期遅延のリスク、そして毎週同じ目標を維持するために必要な機械の負荷です。
| 決定層 | 手動状態信号 | 財務/オーナーに関する質問 | 購入前に取るべき行動 |
|---|---|---|---|
| 試験段階 | 1人の作業員で、混合、焼成、圧延、冷却、梱包までをカバーできます。 | 需要は固定機械の負荷を正当化できるほど安定しているだろうか? | 手動または空気圧式を使用し、実際に不良となった事例を記録してください。 |
| 陣痛のストレッチ | 同じ労働者が生産量を達成するには、労働時間を延長するか、給与の支払いを怠るかのどちらかしか方法がない。 | 良品1,000個あたりの残業代と不良品コストはいくらですか? | 半自動式または小型自動式のセットアップにかかる追加工賃を見積もってください。 |
| プライベートブランドへの圧力 | 買い手は、毎週安定した生産量と、より正確な生産記録を求めている。 | 工場は、人員を増やすことなく納期を守ることができるだろうか? | サンプル試験を実施し、UD05クラスの容量をkg/シフトで比較してください。 |
| 自動化トリガー | 手作業による生産量は増加するが、販売可能率、労働力の安定性、または顧客の信頼は低下する。 | 機械への負荷は、良品1個あたりの総コストを削減するのか、それとも契約を保護するのか? | 自動見積もりと、担当者が手動で作成する拡張計画を比較してください。 |
| 現在の状態 | 出力信号 | 陣痛の兆候 | 次の最善の行動 |
|---|---|---|---|
| テストバッチ | 1時間あたり150~200個未満 | 1人の作業員がバッチを管理できます | 手動式または空気圧式機械 |
| 地元の需要の増加 | 目標:30~60kg/時 | ピーク時には複数人の人手が必要です | セミオートレビューまたは小型オートマチックライン |
| 地域供給 | 100~600kg/シフト | 2~3社の事業者が対象 | UD05-2クラスウェハーライン |
| 輸出またはプライベートブランド | 600~900kg/シフト | オペレーター2~3名+品質管理担当者 | UD05-3クラスウェハーライン |
| 冷凍惣菜パン | ER-24形式のページで約2,400枚/時 | ラインチーム、デポジター、ラッパー、フライヤー、または冷凍庫の計画 | 風味豊かなエッグロールまたは春巻き製造機ルート |
| 高リジェクトマニュアルシフト | 生産量は増加するが、販売可能率は低下する | 作業員は再加工、仕分け、再梱包に時間を費やす | 購入前にサンプルを試用してみましょう |
| 新規輸出顧客 | 契約により定められた納期 | 手作業による残業は隠れたコストとなる | 自動ラインとスペアパーツセットの見積もり |
| 製品仕様が不明瞭 | ロール重量、長さ、包装目標は固定されていません | 調達部門はサプライヤーを比較することはできない | まずRFQチェックリストを完了してください。 |
より複雑な計算については、UDTECH を参照してください。 エッグロール製造機の生産能力計画ガイドROIモデルを構築したいウェハー購入者は、まずUDTECHの製品を調査する必要があります。 ウエハースエッグロールの投資対効果(ROI)計算ツール.
処理能力比較:手動式、空気圧式、Savory自動式、およびUD05ウェハーライン

生産能力チャートは、製品ファミリー別に分類すると最も役立ちます。例えば、「エッグロール製造機」で検索すると、卓上型手動式ウエハース製造機、惣菜春巻き製造機、全自動ウエハースエッグロール製造ラインなど、様々な製品が検索結果に表示されます。それぞれの製品は、加熱工程、完成品、製造設備が異なります。
| マシンクラス | 典型的な出力信号 | オペレータープロフィール | 製品ファミリ | 最適 |
|---|---|---|---|---|
| 手動テーブルトップ | 約150~180個/時 | 1労働者 | 小型ウエハースまたは家庭風バッチ | テストバッチ |
| 空気圧式テーブルトップ | 約200個/時 | 1労働者 | 小ロットのウェハー | 小さなパン屋 |
| セイボリー自動ER-24型ライン | 約2,400個/時、1個あたり65~75g | ラインチーム | 風味豊かな、または冷凍のエッグロール | セントラルキッチンまたは冷凍食品メーカー |
| UD05-2ウェハーライン | 220個/分、約600kg/8時間シフト | 2~3人の標的オペレーター | ウエハースエッグロール | 中規模生産者 |
| UD05-3ウェハーライン | 330個/分、約900kg/8時間シフト | 2~3人の標的オペレーター | ウエハースエッグロール | 工業生産者 |
サクサクのウエハースロール製品を製造する場合は、 UDTECH社製自動ウエハースエッグロール製造機春巻きタイプの製品に近い場合は、こちらをお読みください。 ウエハースロールと春巻き製造機の比較ガイド.
良品1,000個あたりのコスト:自動化が手作業生産に勝る時
自動化が有利となるのは、手作業による生産を維持するコストが、投資回収期間における機械導入の負担を上回る場合です。工場経営者は購入価格だけを見て判断すべきではありません。比較対象には、人件費、手直し率、エネルギー消費量、清掃時間、スペアパーツ、設置費用、研修費用、そしてリピート注文を逃すという商業的リスクも含める必要があります。
購入者は、1シフトあたりに必要な良品の個数を把握する前に、「業務用自動エッグロール製造機の価格はいくらですか?」と尋ねるべきではありません。より適切な質問は、「良品1,000個あたりの現在のコストはいくらですか?」、そして「そのコストのうち、労働時間の延長、手直し、出荷遅延、またはプライベートブランドのリスクに起因する部分はどれくらいですか?」です。
以下のモデルは、カタログの速度だけではなく、外部の製造証拠を使用します。NIST MEPは、機械の稼働率、プロセス性能、製品品質、および不良部品を通じて、機器の効率測定について説明します。ASQは、廃棄物、スクラップ、再加工、および故障分析を、品質コスト内の内部故障コストとして扱います。BLSの食品製造データは、労働ベンチマークを示しており、2026年5月の生産および非管理職の平均時給は24.38米ドル(暫定値)で、2025年には単位労働コストが5.6%増加するとされています。エッグロール工場の場合、これは購入に関する質問が「手動か自動か?」ではなく、「停止、欠陥、および支払われた労働をカウントした後、販売可能なロール1個あたりのコストが低くなるオプションはどれか?」であることを意味します。
証拠に基づいた購買レンズ
- 工場管理者の視点: 停止や不良品を除いた後の出力を良品として扱う。 NIST MEP OEE の事例 可用性、性能、製品品質、不良部品がなぜ一つの運用ビューにまとめられるべきなのかを示しています。
- 品質管理者の視点: ひび割れたロールや色の不良品は、外観上の問題ではありません。 ASQの品質コストフレームワーク 廃棄物、不良品、再加工、および故障分析を内部故障コストとして分類するため、不良率は投資回収モデルに含めるべきである。
- 財務マネージャーの視点: 労働賃金は現在の基準値でテストし、その後、地域の賃金データに置き換えるべきである。BLS(米国労働統計局) 食品製造業界の概要 部門別の労働力、所得、生産性、単位労働コストに関する背景情報を提供する。
| コストバケット | 手動拡張入力 | 自動行入力 | 決定信号 |
|---|---|---|---|
| 労働負担 | 1シフトあたりの労働者数 × 時給 × 生産時間 | 作業員、品質管理担当者、積み込み・積み下ろし担当者、清掃担当者。 | 労働力の増加率が販売可能な生産量の増加率を上回る場合、自動化はより強力になる。 |
| 却下して再作業する | ロールのひび割れ、色のばらつき、手作業による選別、そして再梱包にかかる時間。 | レシピ、金型、加熱、冷却の設定が確認された後の試作不良率。 | 投資回収率を比較する際は、全体の部品数ではなく、良質な部品数を使用してください。 |
| 機械負荷 | 手動機器の購入、メンテナンス、および追加ステーション。 | 機械代金、電力、LPGまたはガス、スペアパーツ、設置費用、およびダウンタイム手当。 | 良品1個あたりの製造コストが低い場合、見積もり額が高くても落札できる可能性がある。 |
| 配送リスク | 出荷の遅延、繁忙期の供給不安定、またはプライベートブランド商品の受注損失。 | 安定した週ごとの生産能力、文書化された生産実績、および予備部品計画。 | 労働計算だけでは自動化を正当化できないが、契約書があれば正当化できる場合がある。 |
| 引用範囲 | 冷却、梱包、洗浄、品質管理に必要な隠れた労力は含まれていないことが多い。 | 金型、ガード、設置日数、試作、トレーニング、スペアパーツを項目別に明記する必要があります。 | 範囲が標準化されるまでは、2つの価格を比較してはいけません。 |
手動展開と自動展開の比較:塗りつぶしブレークポイントの例
有用なアップグレードモデルは、自動化がまだ採算に合わない場合だけでなく、採算が取れる場合も示すべきです。以下の例では、少量プライベートブランドの注文目標は、1シフトあたり3,000個の販売可能な製品です。これは、バイヤーが見積もりを「高価」または「安価」と判断する前に、手動プラン、自動プラン、および損益分岐点となる機械負荷を計算する必要がある理由を示しています。
| 計算ステップ | 手動拡張ケース | 自動裁判ケース | 決定の意味 |
|---|---|---|---|
| 総生産額の仮定 | 3ステーション × 180個/時 × 6生産時間 = 3,240個。 | 試験目標は3,300個に設定されており、これは高容量ウェハーラインの定格生産量を大幅に下回る。 | カタログの最大処理速度ではなく、ジョブの目標値を比較してください。 |
| 仮定を棄却する | 色むら、ひび割れ、手作業による選別などにより、約8%の不良品が発生すると想定した。 | サプライヤーによるサンプル調整とオペレーター研修後、不良率は約4%と想定した。 | 拒否率は、見出しの出力よりも早く意思決定に影響を与える。 |
| 販売可能な生産物 | 3,240 × 92% = 2,981個の良品。 | 3,300 × 96% = 3,168個の良品。 | この手動計画は目標値に近いものの、納期に余裕がほとんどない。 |
| 日ごとの変動負荷 | 例:作業員3名、梱包補助、残業リスク、小型機器の維持管理費=1シフトあたり494米ドル。 | 例:オペレーター2名、光熱費、清掃費、計画メンテナンス手当=機械負荷控除前で1シフトあたり360米ドル。 | 機械決済は別々に処理し、財務部門が複数の見積もり価格を比較検討できるようにしてください。 |
| 良品1,000個あたりのコスト | 494米ドル ÷ 2.981 = 良品1,000個あたり約166米ドル。 | 360米ドル ÷ 3.168 = 機械負荷控除前で1,000個あたり約114米ドル。 | 資本コストを除くと、1,000個あたり約52米ドルの差額となる。 |
| 損益分岐点となる機械負荷 | 手動ベンチマーク:良品1,000個あたり約166米ドル。 | 良品が3,168個の場合、純粋な単位コストのメリットがなくなる前に、このラインは1日あたり約165米ドルしか輸送できない。 | 少量生産の場合、自動化の見積もりを正当化するには、契約による保護、品質リスク、または生産量の増加といった要素が必要になる場合があります。 |
買い手が安定した生産量を確保している場合、同じ計算式でもより有利になります。良品目標が1シフトあたり約3,000個から15,000個に上昇した場合、1,000個あたり52米ドルの節約は、機械負荷を考慮する前の生産日あたり約780米ドルになります。そのため、プライベートブランド契約が拡大している工場は、カフェや試作キッチンが自動エッグロール製造機を希望する場合でも、カフェや試作キッチンよりも早く導入に踏み切る可能性があります。
拒否対返済感度マトリックス
不良率は、品質管理と投資回収を結びつける重要な要素です。工場管理者は、ひび割れたロールや再加工品を目にしますが、財務部門は、販売可能な製品にならなかった人件費を目にします。ASQの品質コストフレームワークに基づき、この表では、廃棄物、不良品、再加工品を単なる品質管理上の観察事項としてではなく、財務上の投入要素として扱っています。このマトリックスは、見積依頼書(RFQ)提出前に使用することで、サプライヤーが購入者の実際の破損率や色許容範囲に対してサンプル試験を実施できるようにするためのものです。
| 測定された不良率 | 総計3,000個で損失 | 通常、原因は何ですか | アップグレードの影響 |
|---|---|---|---|
| 4%の例 | 120点の不合格品。 | 通常の試作による無駄、エッジのひび割れ、または作業者の初期学習によるもの。 | 不良品削減のためだけに購入するのではなく、まずは労働力と生産能力をテストしてください。 |
| 8%の例 | 240点の不合格品。 | 加熱時間の調整が手動で行われている、生地のムラがある、急いで生地を伸ばす、または冷却が不均一である。 | 仕入先にサンプル生産を依頼し、作業者ごとに良品を比較してください。 |
| 12%の例 | 360点の不合格品。 | 手動ステーションの過負荷、温度再現性の低さ、または冷却スペース不足。 | 自動化は、単に労働者の削減だけでなく、歩留まりの向上や手直し作業の減少によっても利益をもたらす可能性がある。 |
| 契約上重要な拒否 | 納期や検査合格を脅かすような不良率。 | プライベートブランドの仕様、輸出書類、または顧客監査による圧力。 | この決定は、リスク保護と良品1,000個あたりのコストを合計したものとして扱ってください。 |
7日間のRFQ事前測定ワークシート
最終見積もりを依頼する前に、実際の生産週を記録してください。UDTECHのROI計算ツールでは、現在の1日あたりの生産量、現在のオペレーター数、UD05オペレーター数、年間総人件費、生産シフト数、現在の廃棄率、1kgあたりの販売価格を入力する必要があります。生産能力計画は、ピーク月の需要、清掃、段取り替え、OEE、および最も稼働率の低いステーションにも左右されます。このワークシートは、これらの入力データを見積もり作成のためのベースラインに変換します。
| 日 | 何を測定すべきか | 録音方法 | 引用文がどのように変わるか |
|---|---|---|---|
| 1日目のベースライン | 総個数(キログラム)、販売可能個数(キログラム)、およびシフト時間。 | 1週間を通して同じ単位を使用してください。個数、キログラム、またはその両方。 | 手動ベースラインをUD05-2(600 kg/8h)またはUD05-3(900 kg/8h)に対して設定します。 |
| 2日目の陣痛マップ | 有給の作業員、補助作業員の時間、梱包時間、品質管理時間、および残業時間。 | 圧延作業と冷却、選別、梱包作業を分けて行う。 | 現在のオペレーター、UD05オペレーター、およびロードされた労働コストに関するROI計算フィールドと一致します。 |
| 3日目拒否コード | ロールのひび割れ、色のばらつき、重量の誤差、ロールの緩み、または梱包の破損。 | 不良品は、単なる廃棄率としてではなく、原因別に集計する。 | 修理内容が温度制御、バッテリー制御、冷却、または梱包・引き渡しに関するものかどうかをサプライヤーに伝えます。 |
| 4日目の停止時間 | 清掃時間、切り替え時間、待ち時間、および予定外の停止時間。 | 5分以上停車した場合は、その理由を必ず記入してください。 | 見積もりにおいて、8時間すべてが生産的な作業であったかのように、銘板に記載されている作業速度が使用されるのを防ぎます。 |
| 5日目の公共料金 | 電圧、周波数、燃料の種類、地域のLPG価格、地域の天然ガス価格、および1日の稼働時間。 | 希望する機械モデルだけでなく、工場の実際の供給量も記録してください。 | 燃料計算機にデータを入力すると、UD05-2には6 kg/hのLPGまたは8 m3/hの天然ガスが、UD05-3には8 kg/hのLPGまたは10 m3/hの天然ガスが表示されます。 |
| 6日目のストレスピーク | 注文が集中する日、緊急生産、またはプライベートブランドの許容誤差検証生産。 | 最も簡単なレシピではなく、最も難易度の高い一般的なSKUを実行してください。 | 購入者が中型自動化システムを必要としているのか、それともより大容量のラインクラスを必要としているのかを示します。 |
| 7日目の名言集 | 目標生産量(kg/シフト)、不良率、人件費、光熱費、レイアウト、レシピ、製品ファミリーを要約してください。 | すべての仕入先に同じ資料を送付してください。 | 価格、スペアパーツ、設置費用、保証内容を比較できるように、標準化された見積依頼書を作成します。 |
30分間のサンプル実行受入プロトコル
サンプル試験では、サプライヤーの最も簡単なデモ用レシピではなく、購入者の最も難易度の高い通常製品をテストする必要があります。UDTECHの公開ページでは、設置、包装材配合と焼成パラメータの調整、オペレーターのトレーニング、試運転について説明しています。サンプル試験を使用して、製品ファミリー、販売可能な生産量、不良原因、焼成・圧延から冷却・包装への引き継ぎを確認してください。
| 試験段階 | 購入者は以下を提供する必要があります | サプライヤーは証明する必要がある | 信号を受け入れる/拒否する |
|---|---|---|---|
| 始める前に | 完成品の写真、目標長さ、目標重量、生地の挙動、そして焼き菓子か惣菜用の包み紙か。 | 適切な機器ファミリーとツールパス。 | ウェハー製造プロセスとスプリングロール製造プロセスを同一の機械ファミリーとして比較している場合は、見積もりを拒否してください。 |
| 最初の5分 | ウォームアップ時の廃棄物ログと予想される色範囲。 | セットアップ後は、安定した焼成、圧延、およびコア注入が可能である。 | 練習用の作品は、販売可能な作品としてカウントしないでください。 |
| 中間の15分間 | 不良品、良品、不良品の計数方法。 | 合意された製品サイズとレシピで、再現性のある生産を行うこと。 | オペレーター一人当たりの良品数が投資回収モデルを支える場合にのみ受け入れる。 |
| 最後の10分 | 購入者の工場で使用されている冷却、梱包、トレイ、またはカート方式。 | 搬送後は、下流エリアに過負荷がかからないよう、クリーンな引き渡しを行ってください。 | 冷却や梱包に待ち行列が発生する場合、高速ローラーを使用してもビジネス上のメリットは得られない。 |
| 停止後 | 清掃に関する期待値、シフト計画、および作業員のスキルレベル。 | 清掃のためのアクセス、トレーニング範囲、スペアパーツの推奨事項、保証、および試運転計画。 | 見積もりに、設置、トレーニング、スペアパーツ、または設置後のサポートが含まれていない場合、その見積もりは不完全です。 |
UDTECHの公開データに基づく隠れたボトルネックマップ
隠れたボトルネックは、多くの場合、機械本体の枠外にあります。UDTECHの公開ページからわかるように、目に見える制約は、出力レベル、電力、燃料、設置面積、製品ファミリー、トレーニング、スペアパーツ、保証、リードタイムです。購入者は、入金前にこれらの制約をそれぞれ洗い出す必要があります。なぜなら、毎分220個または330個のウェハラインであっても、冷却スペース、梱包作業、ユーティリティ、あるいは製品ファミリーの誤った想定によって、ボトルネックが生じる可能性があるからです。
| 潜在的なボトルネック | ウェブサイトデータ使用 | なぜそれが依然として出力を制限する可能性があるのか | 見積依頼前の購入者の行動 |
|---|---|---|---|
| 出力階層 | UD05-2:220個/分、600kg/8時間。UD05-3:330個/分、900kg/8時間。 | 生産ラインの生産量が多いからといって、冷却や梱包が遅れている場合、梱包済みで販売可能な生産量が必ずしも得られるとは限らない。 | 目標とする1シフトあたりの販売可能量(kg/シフト)を、7日間の測定結果に基づく基準値と比較する。 |
| エネルギーと燃料 | UD05-2:9.7kW、LPG 6kg/h、天然ガス 8m3/h。UD05-3:12kW、LPG 8kg/h、天然ガス 10m3/h。 | 電力や燃料の供給が不安定な場合、操業速度が低下したり、現場での追加作業が必要になったりする可能性がある。 | 燃料計算ツールに地域のLPGと天然ガスの価格を入力し、プラントへの供給量を確認してください。 |
| フロアとアクセス | UD05の公表されている設置面積:4.2m×3.7m、約15.5m²。 | 設置面積には、作業員の移動、冷却ラック、トレイ、梱包台、メンテナンス用のアクセススペースは含まれません。 | 入金前に、機械本体、通路、冷却ゾーン、梱包ゾーン、洗浄ゾーンを図示してください。 |
| レシピと製品ファミリー | UDTECH社は、サクサクとしたロール状のウエハースと、風味豊かな皮製品を分離しています。ウエハースは、焼き上げた生地に、焼き上げた後に芯を注入して作られています。 | 分類を間違えた機械は、出力上は魅力的に見えるかもしれないが、実際の製品には不具合が生じる可能性がある。 | 完成品の写真、生地の挙動、充填位置、および賞味期限の目標値を送付してください。 |
| 清掃と切り替え | キャパシティプランニングのページでは、清掃、消毒サイクル、および2~3時間の切り替え時間を計画入力項目として指定しています。 | 失われた時間は、手動出力と自動出力の間の見かけ上の差を消し去ってしまう可能性がある。 | サプライヤーには、総勤務時間だけでなく、清掃と切り替え後の生産時間も計算するように依頼してください。 |
| 人材と研修 | UDTECHのページには、現行オペレーターとUD05オペレーターを比較した、オペレーター研修、試運転、および投資対効果(ROI)に関する項目が含まれています。 | 自動化によって手作業による作業は減少するが、セットアップ、監視、品質管理、保守といった規律が新たに必要となる。 | 設置後、ラインの積み込み、監視、検査、清掃、梱包、および保守を担当する者をリストアップしてください。 |
| 配送およびサービス時間 | UD05の公開ページには、納期が9~13週間、保証期間が12ヶ月、納品時のスペアパーツに関する推奨事項が記載されています。 | 投資回収は頭金の入金から始まるのではなく、納品、設置、試運転、および従業員研修が完了した後から始まります。 | 見積もり日から最初の安定生産週までの投資回収期間を作成してください。 |
業務用エッグロール製造機の価格ガイド 完全なモデルを構築する、または UD05モデル決定支援ツール 希望するキログラム/シフトに基づいて、適切な機器クラスを選定します。正確な見積もりを得るには、サプライヤーに同じシナリオ(人員配置による手動拡張と自動ウェハーライン)を2回計算してもらうよう依頼してください。
手作業による生産を置き換える前に確認すべきRFQチェックリスト
製品の品質を守るため、サプライヤーは完全な見積依頼書(RFQ)を提出し、同じ範囲で見積もりを提出する必要があります。この書類は、食品機械の能力は銘板だけでは評価できないため、生産工程における問題を防ぐ役割も果たします。見積依頼書を作成する際には、食品接触面積、清掃のしやすさ、設備、温度、安全ガード、試運転プロセス、アフターサービスなどを明確にする必要があります。
9項目のRFQカテゴリーマップ
このマップを使用して、各サプライヤーに同じ入力情報を提供してください。一部の数値は公開されているUD05の参照点であり、その他はバイヤーが自社の製品データに置き換えるべきRFQのサンプル項目です。
| RFQカテゴリ | 送信するデータ | なぜ引用が変わるのか |
|---|---|---|
| 商品カテゴリ | ウエハース、春巻き、または家庭用電気製品。 | 成形経路が異なれば、必要な生産設備も異なる。 |
| 出力カテゴリ | 現在の手動ベースライン、600kgシフト目標、または900kgシフト目標。 | オペレーター一人当たりの出力が、手動運転と自動運転の境界線を決定づける。 |
| サイズカテゴリー | 例えば、80mm、100mm、120mmといった長さの目標値。 | ロールサイズは、成形、冷却、梱包、およびサンプル検証に影響を与える。 |
| 体重区分 | 目標ロール重量、不良率、許容公差を明記してください。 | 重量が増加すると、ライン速度、冷却負荷、包装個数に影響が出ます。 |
| 電力カテゴリー | UD05の基準点には、9.7kWと12kWが含まれる。 | 電力負荷の変化は、プラントの準備状況と設置コストに影響を与える。 |
| 電気カテゴリ | 州が定める地域電源(220V、380V、50Hz、60Hzなど)に対応しています。 | 電圧と周波数は、モーター、制御装置、および試運転に影響を与える。 |
| 燃料カテゴリー | UD05 LPGの基準値には、6 kg/hと8 kg/hが含まれます。 | 燃料の選択は、日々の運行コストと地域の許可に影響を与える。 |
| レイアウトカテゴリ | UD05の公表されている設置面積は約4.2m×3.7mです。 | 床面積、アクセス、清掃経路は、試運転に影響を与える。 |
| トライアルカテゴリー | 30分間のサンプル実行を依頼するか、2日間のリモートレビュー期間を設定してください。 | お試し期間では、入金前に生地、温度、破損などの問題がないか確認します。 |
| サポートカテゴリー | 9~13週間の納期と、12ヶ月間の保証期間について確認してください。 | サポート範囲は、機械の価格だけでなく、実際の投資回収日にも影響します。 |
- 家族向け – ウエハース入り卵巻き、風味豊かな春巻き、またはサモサやペストリーなどの詰め物入り食品。
- 製品情報:ロールの直径、長さ、重量、サクサク感、そして中身が入っている場合は、包装紙の厚さと原材料。
- 生産能力 – 1時間あたりの個数、1シフトあたりのキログラム数、販売可能な生産量、およびピーク月の生産量。
- 設備(電圧、燃料ガス、圧縮空気、および利用可能なプラントレイアウト)
- 食品安全関連文書 ― 食品グレードの表面、清掃手順、および材料記録。
- 機械の安全性 ― ガード、ドア、緊急停止装置、およびオペレーターの訓練。
- 製品に関する証拠 – 試作品、不合格通知、完成品の画像、およびパッケージングの目標値。
- サポート – インストール、トレーニング、スペアパーツ、保証、リモートサービス。
米国を拠点とする事業の場合、見積依頼書(RFQ)には機械の安全対策について記載する必要があります。安全対策は、OSHA 29 CFR 1910.212の要件を満たす必要があり、例えば、作業箇所、挟み込み箇所、回転部分における安全対策などが挙げられます。食品製造においては、衛生手順の詳細を記載する必要があり、21 CFR Part 117では、適正製造規範(CGMP)および予防管理に関する要件が規定されています。
ウエハースエッグロールか春巻きがあなたの計画に合うかどうかわからない?UDTECHの この2つを簡単に比較してみましょう 見積もりを依頼する前に、 海苔巻き製造機 (NAIST) と フェニックスロールマシン関連製品ライン向けのもの。
2026年の展望:手動から自動への意思決定が前倒しになっている理由
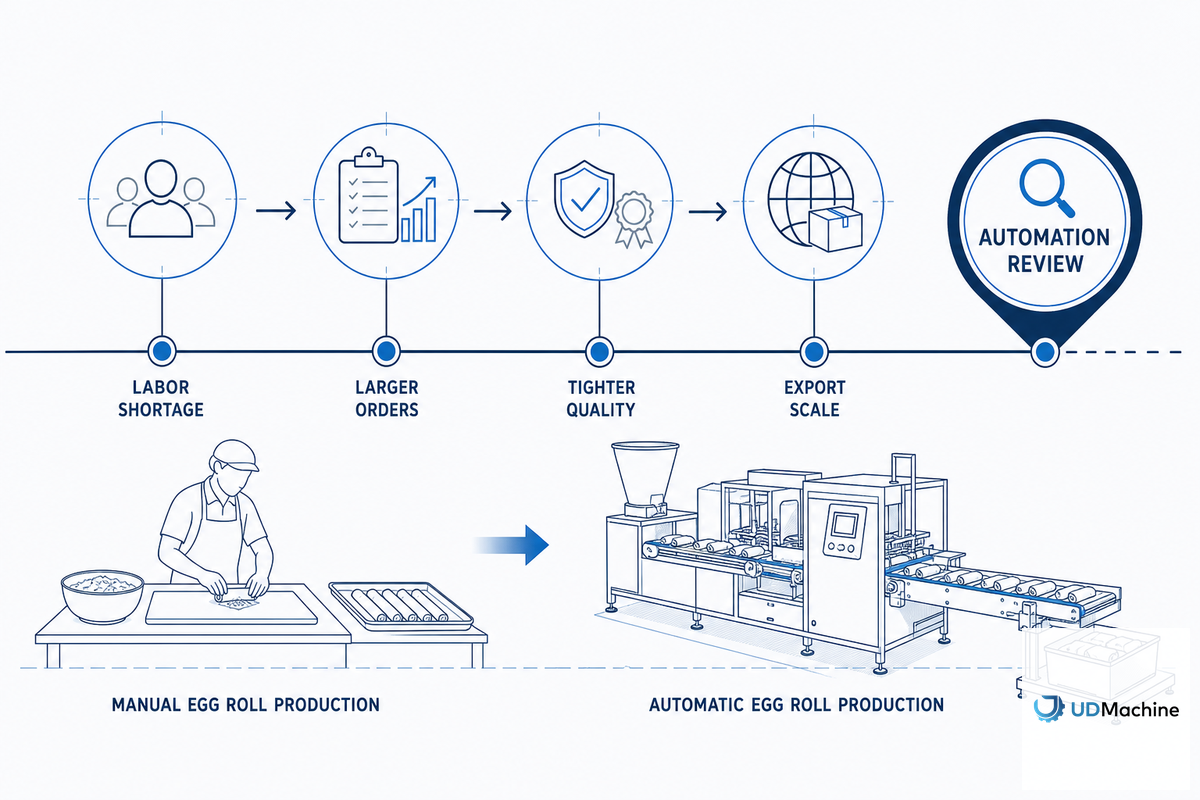
自動化機械への移行が早まった要因は明らかです。労働力不足、食品安全性の検証に対する要求の高まり、そして新たな機械規制の導入などが挙げられます。地域によっては、規制市場や輸出市場に製品を供給するバイヤーは、より優れた生産実績、よりクリーンな設計、そしてより強固な安全対策を示すよう圧力を受けています。
食品接触材料に関するFDAガイダンス文書およびパート117を使用して、施設が非公式な生産方法からより正式で規制された生産プロセスに移行しているかどうかを確認してください。欧州の製造業者は、旧機械指令に代わる最新の機械安全法である規則(EU) 2023/1230を遵守する必要があります。この規則は、2026年にすべての人に新しいラインの購入を義務付けているわけではありませんが、輸出に関わるバイヤーは、購入前にサポート、安全対策、文書化などのサービス範囲について話し合う必要があります。
労働計画も、もう一つの重要なインプットとして考慮してください。BLSの報告によると、食品加工機器労働者の2024年の中央値賃金は年間40,050米ドル、時給換算で19.26米ドルであり、2024年から2034年にかけて5%の雇用増加が見込まれています。より広範な食品製造業のプロファイルでは、BLSは2026年5月の暫定的な生産および非管理職の平均時給が24.38米ドル、2025年の単位労働コストの伸びが5.6%であると報告しています。これらの米国の数値は、あなたの工場の賃金率ではありませんが、購入者が手動ステーションと自動ウエハラインを比較する前に、有給労働、離職リスク、シフトカバー率をモデル化する必要がある理由を示しています。
マニュアル車からオートマ車への乗り換え決定概要
需要が不確実で、1人でバッチ処理が可能な場合は、現在の構成を維持してください。繁忙期にラインで複数人の作業員が必要な場合、品質が不安定になってきている場合、または顧客が文書化された食品安全処理を要求する場合は、自動化への移行を検討してください。ウエハースロールの場合、1シフトあたりの生産量が数トレイではなく数百キログラム単位になる場合は、UD05ラインクラスが検討対象となります。
FAQ
自動エッグロール製造機は、手作業で製造するのと比べて、費用対効果が高いのだろうか?
回答を見る
手動式と自動式のエッグロール製造機の主な違いは何ですか?
回答を見る
自動機械は1時間に何個のエッグロールを作ることができますか?
回答を見る
1台の機械で、ウエハース入りの卵巻きと、おかず入りの卵巻きの両方を作ることはできますか?
回答を見る
手作業による生産工程を置き換える前に、何をチェックすべきでしょうか?
回答を見る
小規模なパン屋にとって、空気圧式エッグロール製造機は十分でしょうか?
回答を見る
ウエハースを使ったエッグロール製造ラインが必要だと分かっている場合、次にどこへ行けば良いでしょうか?
回答を見る
関連記事
- エッグロール製造機ガイド – ウエハース、セイボリー、および関連機器の完全なタイプ別内訳。
- エッグロール製造機の生産能力計画 ―シフト規模の決定とOEE(総合設備効率)に基づく計画策定。
- 業務用エッグロール製造機の価格 – 着地コストと投資回収期間の入力値。
- ウエハースロールと春巻き製造機の比較 – 製品ファミリーカテゴリの確認。
この分析について
モデルの選択を容易にするため、ウエハースエッグロールマシン、セイボリーエッグロールマシン、家庭用マシンを分けていますが、検索結果にはすべて同じものが表示される可能性があります。UDTECHのUD05マシンに関するすべてのデータは、製品ページの公開仕様から取得されています。外部メソッドのサポートは、OEEスタイルの機器測定についてはNIST MEP、スクラップと再加工の品質コスト処理についてはASQ、労働と生産性のコンテキストについてはBLS、安全性と食品接触コンプライアンスについてはOSHA、eCFR、FDA、およびEUR-Lexから得られています。技術レビューはUDTECHのスタッフによって実施されました。
現在の手動出力とウェハーラインの出力を比較する必要がありますか?
現在使用している1時間当たりの生産量、1シフト当たりの生産量(kg)、製品サイズ、および稼働状況をお知らせください。次のステップは、一般的なカタログ見積もりではなく、生産量と投資回収期間を比較検討するものです。
参考文献と情報源
- 29 CFR 1910.212 – すべての機械に関する一般要件 – 労働安全衛生局
- 21 CFR Part 117 – ヒト用食品のCGMP、危害分析、および予防管理 – eCFR
- 包装および食品接触物質(FCS) – FDA
- 機械に関する規則(EU)2023/1230 – EUR-Lex
- KEATS – 油圧プレスOEEシステム – NIST製造業支援パートナーシップ
- 品質コスト(COQ) – ASQ
- 2025年5月時点の職業プロファイル – 米国労働統計局
- 食品加工機器作業員 – 米国労働統計局
- 食品製造業:NAICS 311 – 米国労働統計局