




押し出しプロセスの世界は、野心的で驚くべきものです。製造業では、さまざまな方法の複雑さと違いを把握する必要があります。この記事では、重要でありながらほとんど未開拓の領域について見ていきます。 熱間および冷間押出プロセス 最も強力な金属成形形態の 1 つとして、機械工学システムと押出成形が挙げられます。理解を深めたいと考えている実務家でも、この製造の驚異の複雑さについて学びたい好奇心旺盛な個人でも、ここは最適な場所です。私たちと一緒に、熱間押し出しと冷間押し出しの違いの詳細について話し合い、それぞれがどのように機能するか、利点、欠点、用途などの詳細に踏み込んでください。さまざまな製造キャンペーンで押出成形方法が選択される理由を理解するために、押出成形法の技術的な理解を深めましょう。私たちと一緒に、潜在的なテクノ機械工学システムと押出成形プロセスの例の世界を広げましょう。ここで提供する学習を通じて、生産技術の世界があなたの手の中に入ります。
何ですか 冷間押出 そしてそれはどのように機能しますか?

冷間押し出しは、金属やその他の材料を室温で製造する成形プロセスです。材料を加熱する熱間押し出しのように材料を高温にするのではなく、冷間押し出しでは機械的な力を使用して目的の形状に影響を与えます。通常、このプロセスでは、材料をダイ内の特定のキャビティに配置し、パンチまたはプレスを使用して力を加え、材料を流してダイキャビティに充填します。冷間押し出しは、厳密な公差、高強度、優れた表面仕上げを必要とする部品を製造するために広く使用されています。材料特性の改善、経済性、エネルギー使用量の削減、生産性の向上などの利点があります。また、冷間押し出しには、加熱する必要がないという利点もあり、熱による歪みが軽減され、熱に敏感な材料を処理できます。そのため、冷間押し出しは、自動車産業、航空機、電子機器など、さまざまな分野で使用できるシンプルで安価な方法であると言えます。
の重要な要素 冷間押出プロセス
冷間押し出しは、常温の材料を成形し、高圧で内部構造を変える金属加工プロセスです。ダイとパンチを使用して材料に力を加え、特定の形状にします。以下は、冷間押し出しプロセスに含まれる手順です。
- 材料の選択: 冷間押し出し中の破損を防ぐために、柔軟性や変形性などの金属特性を備えている必要があります。銅、アルミニウム、鋼が最もよく使用されます。
- 金型構造: このプロセスで使用される金型はステンレス鋼で作られており、最終製品の型を作ります。型は、必要なサイズの空洞があり、金属を流動によって成形できる、特別に作られた冷間押し出し金型を使用して作成できます。
- パンチング工程:パンチは材料に高い圧力をかけ、材料はダイの端のキャビティから出て、ダイのキャビティ構造を通過させられます。その結果、材料は塑性変形状態に保たれ、ダイの設計の形状をとることができます。
- 冷却と仕上げ: 冷却された金属押し出し品は、切断、トリミング、その他の処理の後に、希望の表面と寸法を達成するための何らかの仕上げを受けます。さらに、端部加工、表面コーティング、熱処理が必要な場合もあります。
冷間押し出しプロセスには、材料の特性の向上、エネルギー要件の削減、効率の向上など、いくつかの利点があります。これは、ワークピースを加熱する必要がないため、熱による歪みが減少するため、熱に敏感な材料に特に有利です。冷間押し出しは、自動車、航空宇宙、電子機器など、金属部品の厳密な許容差と正確な成形が求められる多くの業界で採用されています。
のメリット 冷間押出 製造業
冷間押し出し法は工業生産部門においていくつかの利点があり、金属の成形や成型に好まれる手法となっています。これらの利点のいくつかは次のとおりです。
- 強化された微細構造特性: 冷間押し出しプロセスは通常、引張強度や柔軟性など、材料の他の機械的特性も向上させます。このプロセスは、粒子構造に良い影響を与え、材料の完全性を高め、最終的に部品の性能を向上させるようです。
- 加熱要件の低減: 非常に高いレベルで人員を加熱する必要がある熱間押し出しとは異なり、冷間押し出しは材料を加熱する必要がないため実用的です。これにより、加熱消費率も低下し、熱変形も減少し、よりエネルギー効率の高い方法になります。
- 生産量の増加: この方法の作業量は、主に他の方法よりもはるかに速く、頑丈で複雑な形状を生産できるため、優れています。つまり、メーカーは厳しい納期を満たすために、より速い生産速度で作業できるということです。
- 再加熱耐性材料との関連性: 冷間押し出しによる損失は膨張時に大きくなるため、加熱は不要であり、これが手順に役立ちます。熱間押し出しにおける熱の問題は、イメージを損なったり、コンポーネントを破損したりする可能性がありましたが、この手順では問題にならず、コンポーネントは完成時に優れた位置定義を維持できました。
このように、 製造業者は生産プロセスを改善できる高品質の詳細を取得し、自動車、航空機、電子機器製造などのさまざまな分野の厳しい要件を満たします。
スタンダード 押し出し方法 冷間押し出しに使用される
冷間押し出しは、材料を加熱せずに室温で成形できる製造工程です。部品の完全性と精度が向上し、ヒーターが不要になるためコストも削減できるため、特に有利です。冷間押し出しには、次のような標準的な方法がいくつかあります。
- 前方押し出し: この技術は、延長バレルを必要とする押し出しに広く使用されており、チューブ押し出しとも呼ばれます。このプロセスでは、上記のヘッダー チューブをダイに押し込む必要があります。ロッド、ワイヤ、チューブの押し出しを伴う有料産業で最も広く使用されています。
- 後方押し出し: ほとんどの人は、おそらくこの従来のパンチング方法を思い浮かべるでしょう。この方法では、パンチがチューブ材料を前方に押し、後方に移動して目的のチューブ形状を形成します。この方法は、確定した部品の押し出しが必要な場合に使用されます。
- 複合押し出し: この方法は、中心の材料コアを保持したり、プロセス中に 2 つ以上の材料を回転させたり、単一のコア材料に液体を注入したりすることで、ダイ形状のコンポーネントを形成するのに役立ちます。したがって、カスタム押し出しが可能になり、品質と精度の両方を実現できると言われています。
- 静水圧押し出し: パイプをしっかりと押し出すことができます。これにより、溶接圧力が増すため、粒子の流れがネックになったり変形したりします。その結果、物理的特性と機械的均質性が向上します。
これらの技術により、単純なものから複雑なものまで、さまざまな形状やサイズの部品を幅広く作成できます。そのため、メーカーにとって有益です。同時に、適切な冷間押し出し方法を選択することで、メーカーはコストを最小限に抑えながら高品質の部品を提供することができます。
探る 熱間押出: プロセスとその応用
認定条件 熱間押し出しには加熱が含まれる 素材
熱間押し出しは、材料を再結晶温度以上に加熱し、金型に押し込んで希望の形状に加工する固体金属加工プロセスです。熱を加えると、硬い金属物質が柔らかくなり、さまざまな形状に加工しやすくなります。この高温により、塑性変形に対する摩擦が減り、成形プロセスをより適切に制御できるようになります。
熱間押し出しは、ビレットと呼ばれる適合した容器内の加熱された材料から始まります。次に、容器は伝導手段またはその他の加熱方法によって高温に誘導されたチャンバーに移されます。複合材料が許容範囲内になると、ラムまたは油圧プレスによって押し出しプレスを介して押し出されます。結果として得られる材料はダイの特性を獲得し、押し出された要素の形状を決定します。
熱間押し出しにおける材料の加熱には利点があります。材料を変形させるのに必要な労力が軽減され、複雑で正確な形状の金型を作成できます。高温により、流量などの材料特性が向上し、押し出された要素の表面仕上げがより細かくなり、機械的特性が向上します。
熱間押し出しプロセスは、自動車、航空宇宙、建設などのさまざまな業界で導入できます。このような技術は、ロッド、チューブ、プロファイル、構造部品など、さまざまな部品の製造によく使用されます。さまざまな材料からさまざまなサイズ、形状、構造を作ることができるため、メーカーはより幅広い生産範囲を実現できます。
説明したように、熱間押し出しは材料を加熱することによって形成されます。このようなプロセスにより、適切なコンポーネントを製造できると同時に、生産コストも抑えられるため、製造業者にとってこれは重要な情報です。ただし、熱間押し出しの成功と、得られた押し出し製品の期待される特性は、温度制御、ダイの設計、および材料の選択に依存します。
の用途と利点 熱間押出
熱間押し出しは、さまざまな分野に適用される製造方法です。材料を非常に高温に加熱することで、部品の正確な成形と形成が可能になります。熱間押し出しの用途と利点には、次のようなものがあります。
- 自動車産業: 熱間押し出しにより、エンジン部品、トランスミッション部品、その他の構造部品など、複雑な形状や自動車構造部品の製造コストが削減されます。高強度、AA、優れた表面仕上げが保証されます。
- 航空宇宙産業: 航空宇宙産業の製造では、飛行機の着陸装置やタービンブレードなど、航空機の構造レベルで不可欠な部品を製造するために熱間押し出しが使用されます。この方法により、軽量で強度の高い部品が形成されます。
- 建設業界: 建設業界では、熱間押し出しプロセスが建築用プロファイル、窓枠、ドア枠、その他の構造部品の製造に統合されています。このプロセスの形状により、寸法が安定し、耐腐食性が確保されます。
- エネルギー分野: エネルギー業界では、熱交換器、ガスタービン、ボイラー部品の製造に熱間押し出しが必要です。この技術により、優れた機械的特性を持つ複雑な形状の形成が可能になります。
- 医療業界: 熱間押し出しは、医療分野で外科用インプラント、外科用器具、医療機器の部品の製造に使用されています。この手順により、生体適合性と寸法精度の高い精度が保証されます。
- 消費財: 熱間押し出しにより、アルミ缶、アルミチューブ、キッチン家電が製造されます。このプロセスは、より安価な大規模生産、優れた表面仕上げ、および多用途なデザインに適しています。
これは、熱間押し出しの幅広い用途のほんの一部にすぎません。この手順により、メーカーは最小限の成形、より大きな構造剛性、最適化された生産速度を必要とする高品質の部品を製造できます。
における課題 熱間押出プロセス
熱間押し出しプロセスにはいくつかの利点がありますが、メーカーが望ましい結果を得るために対処しなければならない欠点もあります。これらの潜在的な問題と、それが熱間押し出しプロセスに及ぼす影響については、文献や専門家の経験から情報を収集することで理解できます。
- 温度制御: 押し出し製造プロセスでは、すべての手順段階で十分な温度制御を遵守する必要があります。設定されたしきい値を超えて温度を上げたり下げたりすると、流れを伴う製品の寸法に影響し、材料の流れも変化します。
- ダイの設計と摩耗: 押し出しダイの表面の形状と状態は、押し出し中の材料の流れと材料の流れの欠陥に影響を与える重要な要素です。適切な押し出しダイの形状と効果的なダイ冷却機構を組み合わせることで、ダイの固着問題、ダイライン問題、ダイの摩耗問題を解決するのに役立ちます。
- 冶金学的考慮: 高温および高応力下での押し出しは、材料の微細構造を変化させ、選択した材料に他の変更を引き起こす可能性があります。選択した材料が軟化および制御された結晶粒成長に耐え、生産時に事前に設定された機械的特性を実現できることが重要です。
- ツールと潤滑: 適切なツールと潤滑システムは、摩擦の低減 (Callaghan, OC (2005))、材料の流れの挙動の緩和、関連する表面欠陥の形成の回避に非常に効果的です。適切な潤滑剤を効果的に塗布することは、ツールの摩耗を最小限に抑えながら押し出し品質を向上させるために非常に重要です。
- プロセスの最適化: 押し出し中にプロセス パラメータと条件の最適な組み合わせを見つけるには、十分な注意と多数の試行が必要です。時間、ラム速度、ビレット温度、押し出し比を適切に制御すると、廃棄物とエネルギー消費を削減しながら、望ましい製品特性を実現できます。
これらおよびその他の利点を実現するには、特定された問題に取り組み、熱間押し出しによって提供される可能性、特に高精度、エネルギー効率が高く、低コストの部品加工の可能性を拡大することが必要です。
その 熱と冷の違い 押出プロセス
比較 変形 メカニズム
熱間押し出しと冷間押し出しのプロセスを比較する場合、変形メカニズムの基本的な原理を理解することが重要です。熱間押し出しでは、加工材料を特定の温度、つまり加熱温度よりもいくらか高い温度に予熱して材料を柔軟にし、加工プロセスに必要な力を少なくします。このような温度が維持されるため、材料の変形速度と柔軟性が向上し、材料を簡単に変形および再形成するのに役立ちます。
それに比べて、冷間押し出しでは、室温または室温に近い温度で材料を成形します。ただし、熱間押し出しとは異なり、材料が温間状態で軟化することはない。そのため、材料を塑性変形させるには、より大きな力が必要になる。ただし、冷間押し出しには、寸法公差、表面品質、ひずみ硬化による機械的特性など、温間押し出しよりも優れた利点がある。
熱間押し出しと冷間押し出しの選択は恣意的ではありません。各技術には長所と短所があり、材料の種類、最終コンポーネントの特徴などのさまざまなパラメータと比較検討する必要があります。したがって、メーカーはこれらの要素を慎重に考慮し、プロジェクトに適切な押し出しプロセスを使用する必要があります。
この問題について議論し、熱間および冷間押し出しの新しい傾向を明らかにするには、この分野の最新情報を探し、専門家と連絡を取り、このトピックに関する知識と理解を深めることが役立ちます。
への影響 機械的性質 表面仕上げ
押し出し工程では、温度とそれが部品に与える影響に重点が置かれます。熱間押し出しは再結晶温度以上で行われ、材料の延性が向上します。これもまた、押し出しが多くの製品の製造に好まれる理由を反映しています。しかし、冷間押し出しの温度が再結晶点以下になると、部品の仕上がりが良くなり、強度が向上します。冷間押し出しは、アルミニウムと銅の合金を使用する場合にも、好まれる温度が低くなるため好まれます。
冷間または熱間押し出しが強度と表面仕上げの点で部品に与える影響を監視するには、材料の特性、プロセスのパラメータ、部品の要件など、他の要因も調査する必要があります。これらのランドマークを徹底的にチェックすることで、メーカーはプロジェクトに最適な方法を選択できます。また、押し出し分野の同業コンサルタントに相談したり、熱間および冷間押し出しの最新の最先端のイノベーションに注目したりすることも有益です。さらに、この調査により、手作業のパフォーマンスと部品の品質が最適化されます。
に関する考慮事項 寸法精度 (NAIST) と ツール 着る
押し出し加工に関しては、寸法管理と工具の摩耗の問題を念頭に置くことが重要な問題です。注意すべき基本的な側面は次のとおりです。
- 材料特性: 寸法精度は主に材料の選択によって達成されます。材料によって溶融流動特性、熱膨張係数、収縮係数が異なり、これらはすべて押し出し部品の最終サイズに影響します。
- ダイとツール: ダイとツールの適切かつ効果的な設計は、寸法制御を実現する上で重要な役割を果たします。また、歪みの可能性を減らし、押し出し製品の形状を解決するには、ダイの形状、ランドの長さ、テーパー角度も考慮する必要があります。
- プロセス制御と監視: 一定の温度と速度での押し出しなど、適切なプロセス制御を実施することで、寸法要件の達成が促進されます。溶融温度と押し出し圧力のパラメータを追跡して、不一致をタイムリーに認識し、問題を修正できるようにすることが一般的な方法です。
- ツールのメンテナンスと交換: ツールの摩耗と寸法精度は、頻繁かつ定期的な作業である検査とメンテナンスの不足または不十分によって影響を受けます。押し出し部品の品質管理は、古くて損傷したツールを効果的なツールに交換することで、部品の正確なターンアラウンドを実現することによってのみ実現できます。
- 品質保証テスト: 押し出されたコンポーネントの寸法検査や許容範囲チェックなど、最低限実行する必要がある基本的な品質保証チェックです。これにより、押し出しプロセスに影響を及ぼす不一致を修正する必要があるかどうかを判断するのに役立ちます。
これらの問題に注意し、適切な対策を講じることで、製造業者は寸法管理を改善し、工具の摩耗を減らし、押し出し部品の品質を保証することができます。
適切な種類の選択 押出加工 あなたのプロジェクトのために
影響を与える要因 押し出し方法の選択
最も適切な押し出しプロセスを選択する場合、プロジェクトにはいくつかの重要な考慮事項があります。これには以下が含まれます。
- 材料特性: 押し出された材料の温度感度、粘度、および流動挙動は、押し出しプロセスを選択する際に重要な要因となります。
- 高度な形状: 押し出しセクションの選択された形状と形状は、採用される押し出し方法にも影響します。一部の方法は複雑なデザインには適していないためです。
- 生産量: 予測される量によって、最も効果的な押し出し方法が決まります。たとえば、大量生産の場合は連続押し出しプロセスの方が適しています。
- コスト要因: 機器の購入、保守、材料の廃棄などのコスト要因も、押し出しプロセスに影響します。プロセスによっては多額の資本投資が必要になる場合もありますが、時間の経過とともに効率性が高まるため、必要な資本は少なくなります。
- 材料の制限: 押し出しプロセスでは、材料が著しく制限される可能性があります。押し出しが確実に成功するためには、熱感度、溶融温度範囲、材料情報の劣化などの側面を考慮する必要があります。
- 仕様条項: 寸法公差を指定するコンポーネントのカテゴリは、押し出し成形での選択方法に影響します。精密押し出しなどの一部の方法は、厳しい公差仕様のアプリケーションに適している場合があります。
これらの要素を考慮すると、プロジェクトに最も適した押し出し技術、発生するコスト、および期待される品質を選択しやすくなります。
さまざまなコストと効率 押出プロセス
コストと経済効率は、潜在的な可能性を評価する際に考慮すべき事項です。 製造業における押出成形プロセスとはいえ、業界の専門家として、私はこれら 2 つの要素が重要な役割を果たしていることに気づきました。各プロジェクトのニーズに応じて、メーカーは、効率とコストを最大化できる最適な押し出し技術に目を向けます。これらすべての側面の中で、構造には、材料、形状の複雑さ、押し出し速度、材料の特徴、許容範囲が含まれます。このような徹底的な分析により、メーカーは合理的な選択を行うことができ、生産性が向上し、費用が削減され、押し出し製品の品質が向上します。
評価する 希望の形状 および材料の適合性
押し出しの形状と必要な特性を検討する際、特定のプロセスが生産的に使用できるような方法でプロジェクトの要件を評価することが非常に重要であると私は考えています。これには、使用する材料、目指す形状の複雑さ、押し出し速度、材料の適合性、許容限界などの側面が含まれます。これらの項目に細心の注意を払うことで、メーカーはコストと効率が最適な最も適切な押し出し方法を選択できます。この評価全体が積極的な意思決定につながり、生産性が向上し、コストが下がり、製品の品質が向上します。この分野の専門家として、私はその代替決定が製品に非常に顕著な影響を与えることを見てきました。 押し出し成形品の製造工程 部品の供給が可能になり、製造業のメーカーに利益をもたらします。
からの洞察 押出加工 専門家
最新のイノベーション 熱間および冷間押し出し
押し出しの専門家として、私は熱間押し出しと冷間押し出しの大幅な改善を目の当たりにしてきました。熱間押し出しでは、温度制御システムに重点を置いた技術革新が行われており、これによりプロセスの精度と効率が向上し、メーカーは厳しい公差で複雑な形状を実現できます。さらに、金型設計と潤滑方法の進歩により、熱間押し出し技術の優位性も高まり、表面仕上げが向上し、材料の無駄が減りました。逆に、冷間押し出しは、より堅牢で複雑な製品を製造するためのツール材料と設計の進歩によって強化されました。コンピューターシミュレーションとプロセス監視システムを組み込むことで、冷間押し出し技術の進歩にも貢献し、生産性が向上し、製造コストが削減されました。熱間押し出しと冷間押し出し技術のこれらの技術革新により、製造部門が変革し、メーカーは最高品質の部品をより低コストで高効率に製造できるようになりました。
専門家の意見:の将来 押し出しは製造プロセスです
しかし、この材料を彫刻することを可能にする特定のイノベーションに踏み込む前に、まずは押し出しプロセスを取り巻く一般的な傾向を理解しましょう。なぜなら、いくつかの傾向は境界を越えて一貫しているはずだからです。このような変化は、業界の専門家による研究と分析に基づく戦略的予測を通じて明らかになります。押し出しの将来に関するこの分野の専門家の意見に注目してみましょう。
- 材料科学の拡大: この分野の専門家によると、押し出し用の新しい合金や複合材料が開発されるにつれて、材料科学のさらなる発展が期待されています。これらの材料は、強度、耐熱性、耐腐食性が向上し、より多くの業界で押し出しにより複雑な部品を作成できるようになります。
- インダストリー 4.0 テクノロジの実装: 押出成形開発の次の段階では、自動化、ロボット工学、データ、AI を含むインダストリー 4.0 テクノロジを単一の総合ユニットとして導入する必要があります。これらの統合により、押出成形パラメータをリアルタイムで監視し、故障が発生する前に機器をメンテナンスし、生産プロセスの効率を高めることができます。さらに、デジタル ツインとシミュレーション機器をパッケージに統合すると、より効率的な生産プロセスが可能になり、メーカーは生産ラインの押出成形ツールと設定を再最適化する必要に迫られます。
- 循環型経済と持続可能性志向: 気候への懸念から、専門家は押出成形プロセスにおける持続可能性への重点がさらに高まると予想しています。これは、環境に優しい材料の確保、廃棄物の削減、生産時のエネルギー消費量の削減を意味します。閉ループリサイクルシステムを導入することで、消費後および産業廃棄物の利用が可能になり、循環型経済への参加が促進され、自然が保護されます。
- パーソナライゼーションと大量オーダーメイド生産: 今後 10 年間で、押し出し成形はパーソナライゼーションとオンデマンド製造に重点を置く傾向に変化する可能性が非常に高くなります。デジタル設計や積層造形などの技術が発達するにつれて、製造者はこれまで以上に複雑で個性的な製品を、かなり短い期間で生産できるようになります。これは、消費者がよりパーソナライズされた製品を求める傾向と、ジャストインタイム製造への移行と一致しています。
- 品質と信頼性は今後も重要な要素: 技術の進歩により、世界中の回転式スキニングの専門家が回転式押し出し機で利用できる技術の範囲が広がります。しかし、彼らは、品質と信頼性が押し出しプロセスにとって今後も非常に重要であると、敬意を欠いた発言をしています。これは、押し出し部品の有効性と均一性を維持する非破壊検査方法やリアルタイム監視システムなど、効果的な品質管理プロセスに投資することを意味します。
専門家の意見は、製造プロセスとしての押し出しの将来を予測するのに役立ちます。これらのトレンドに従い、新しいテクノロジーを採用すれば、メーカーは急速に変化する環境で成功できるようになります。
よくある質問(FAQ)
Q: 押し出しとは何ですか? また、どのように機能しますか?
A: 押し出しは、定義された断面プロファイルを持つ物体を金型に押し込んで成形する製造プロセスです。この技術は、金属成形、プラスチック、食品製造で広く使用されています。結果と材料に応じて、このプロセスは高温 (熱間押し出し) または低温 (冷間押し出し) で実行できます。
Q: 熱間押し出しと冷間押し出しの違いは何ですか?
A: 熱間押し出しと冷間押し出しは同じではなく、異なります。熱間押し出しは、金属がより展性があるため、再結晶温度以上であれば適切なプロセスです。冷間押し出しは、主に室温またはわずかに高い温度上昇で、再結晶温度以下で行われます。熱間押し出しは主に柔らかい金属に対して行われますが、冷間押し出しは、より硬い部品で高い許容差を実現する必要がある場合に効果的です。
Q: 冷間押し出しできる材料は何ですか?
A: アルミニウム、銅、鉛、一部の鋼鉄などの軟質金属を含む常温延性材料は、冷間押し出しに最適です。この技術は、さまざまなプラスチックの成形や、パスタやシリアルなどの食品の加工にも役立ちます。
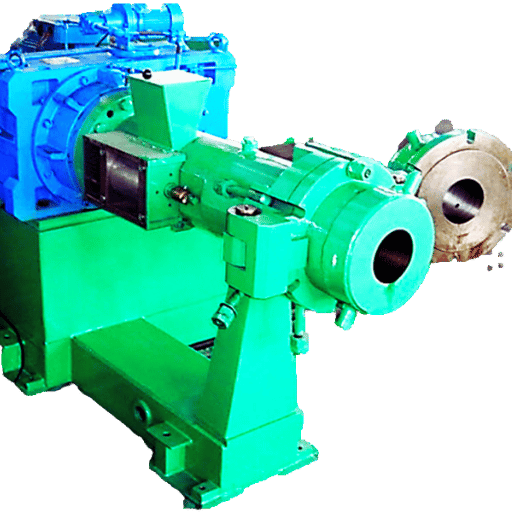
Q: 押し出しプロセス中に押し出し機はどのような機能を果たしますか?
A: 押し出し機は、押し出しプロセスを実行する機械と定義できます。押し出し機は、バレル、スクリューまたはラム、ダイというコンポーネントで構成されています。金属押し出しのビレットと呼ばれる材料は、バレル内に配置され、スクリューまたはラムによって押し出されます。ダイの寸法によって、ダイから出てくる材料の形状が決まります。押し出し機には、プロセス中に高温で押し出す場合に備えて、加熱用の部品も含まれています。
Q: あなたの経験に基づくと、熱間押し出しと冷間押し出しの一般的な用途は何ですか?
A: アルミニウム プロファイルは、ほとんどの建築業、自動車部品、ヒートシンクに使用されます。熱間押し出しは、建設業向けのアルミニウム プロファイルに使用されます。冷間押し出しは、成形機や、ギアやボルト、その他の小型電子部品などの小型で精密な部品の製造に使用されます。パスタやペットフードは今でもこの方法で作られているため、冷間押し出しで作られ、シリアルやスナック食品には熱間押し出しが使用されています。
Q: 熱間押し出しと冷間押し出しのどちらを使用するかの決定によって、製品の品質と許容範囲にどのような影響がありますか?
A: 冷間押し出しは、寸法精度と表面の滑らかさが向上する傾向があるため、公差が厳密に守られている部品に適しています。熱間押し出しはそれほど正確ではありませんが、より複雑な形状を持つ重要な部品に使用できます。2 つのプロセスは互換性がありますが、材料特性、形状、公差の程度など、最終製品の要件によって、どちらの組み合わせを使用するかが決まります。
Q: ハイブリッドまたは特殊な押し出しプロセスはありますか?
A: はい、いくつかの特殊な押し出しプロセスがあります。これには、熱間押し出しと冷間押し出しの間の温度で動作する温間押し出し、流体媒体を使用して圧力をかける静水圧押し出し、および高速成形を伴う衝撃押し出しが含まれます。各プロセスには特定の利点があり、特定の産業用途に使用されます。
参照ソース
1. 「冷間および熱間押出しエンドウ豆タンパク質分離物の比機械的エネルギー、比熱エネルギー、および機能特性の比較分析」ハリソン・ヘルミック他 (2023)(ヘルミック他、2023、p.113603):
- 主な調査結果: この研究では、エンドウ豆タンパク質分離物を高温および低温の押し出しプロセスにかけたときの特定の機械的エネルギー、熱エネルギー、および機能特性を比較しています。このような研究は、エネルギー消費とそれが押し出し製品の機能特性に与える影響に注目しています。
- 方法論: この研究では、熱間および冷間押し出しプロセスを使用してエンドウ豆タンパク質分離物を押し出す実験的方法を使用します。実験中、研究者は各プロセスの機械的および熱的エネルギー要件と、生成された押し出し物の機能特性を記録します。
2. 「ピンバレル冷間フィード押し出しにおけるピンによる伸長変形:調査」Zhilin Wang他(2022)(Wangら、2022):
- 主な調査結果: この論文の焦点は、押出機のピンによって引き起こされる変形にあります。スクリューの直径などの特定のパラメータを考慮して、変形の定量的な値と、それを定量的に決定する方法を決定します。
- 方法論: 本研究では、数学的モデリングと有限要素法の適用を取り上げ、コールドフィード押出機の流入と伸長変形をシミュレートします。理論的な結果を使用して、確立されたモデルを比較し、検証します。
3. HO Tugrul 他「冷間圧延と時効処理による Ni50.3Ti29.7Hf20 高温形状記憶合金の変態挙動の比較分析」 (2019)(トゥグルル他、2019).
- 主な調査結果: この論文では、NiTiHf 高温形状記憶合金用に開発された 2 つのプロセス (時効処理を伴う熱間押し出しと時効処理を伴う冷間圧延) の変形挙動を比較しています。2 つの方法は、作動ひずみと寸法安定性が異なるようで、各タイプの押し出し処理の固有の特性が強調されています。
- 方法論: 合金は冷間圧延と熱間押し出しの組み合わせにかけられ、その後時効処理されます。示差走査熱量測定と加熱冷却試験により、変態温度といくつかの機械的特性が判定されます。






