Tel çekme ve ekstrüzyon, büyük önem taşıyan ve farklı hedefleri ve sonuçları olan metal işleme süreçleridir. Bu yazıda bu süreçlerden ikisi ele alınmaktadır: tel çekme ve ekstrüzyon ve süreçle ilgili önemleri, en yaygın uygulama ve diğer yöntemlerle karşılaştırma. Tel çekme ve ekstrüzyonu anlayan okuyucu, bu iki yöntemin birbirinden nasıl farklı olduğunu, bunların avantajlarının ne olduğunu ve bu yöntemlerin pratik kullanımında hangi zorluklarla karşılaşıldığını anlayacaktır. Bu makalede, çok fazla ilgi çeken ancak metal işlemede ne yaptıklarına, ayrıca bu süreçlerin ihtiyaç duyulduğu farklı alanlara ve sahip olmaları gereken doğruluk ve güvenilirliğe çok az vurgu yapılan tel çekme ve ekstrüzyon süreçlerini inceleyeceğiz.
Tel Çekme Nedir?

Tel çekme, çapını azaltmak ve uzunluğunu artırmak için bir dizi kalıptan metal bir telin çekildiği bir metal işleme işlemidir. Bu, elektrik uygulamaları için tel yapmak, otomobiller için bileşenler yapmak ve inşaat dahil olmak üzere çeşitli endüstrilerde yaygın olarak kullanılan bir işlemdir. Tel çekme, tel boyutlarının ve mekanik özelliklerinin hassas bir şekilde kontrol edilmesini sağlayarak daha fazla mukavemete, gelişmiş esnekliğe ve iyileştirilmiş iletkenliğe sahip teller üretir. Telin kontrollü deformasyonu, teldeki kirliliklerin ve yüzey kusurlarının kolayca giderilmesini sağlayarak parlak ve eşit bir yüzey kalitesi elde edilmesini sağlar. Bu şekilde, tel üreticileri farklı uygulamaların gereksinimlerine göre çeşitli kalınlıklarda ve uzunluklarda teller oluşturabilirler.
Tel Çekme İşlemi Açıklandı
Tel çekme, daha güçlü, daha esnek ve daha iletken olan farklı uzunluk ve kalınlıktaki tellerin yapımında kullanılan bir metal işleme sürecidir. Telin yüzeyini temizlerken ve pürüzsüzleştirirken telin belirli sınırlara kadar gerilmesini içerir. Tel çekmenin önemi, elektrik kablolama, inşaat ve üretim endüstrilerinde ihtiyaç duyulan bir telin çapını, uzunluğunu ve diğer birçok mekanik özelliğini hassas bir şekilde kontrol etme olanakları sunmasından kaynaklanmaktadır.
Tel çekme, bir telin bir kalıptan geçirilmesi ve ardından tel kesitinin uzatılması ve kademeli olarak azaltılması işlemi olarak tanımlanabilir. Kalıbın, tel içinden eğildiğinde gerilmiş bir formda tutulan bir açıklığı vardır. Kalıptaki açıklık, telin uzunluğu boyunca kendisine çekilen gerilimin gerilmesine neden olmasıyla teli daraltır. Bu gerilim sertleştirmesi genel olarak telin uzunluğunu artırır. Bu çok adımlı işlemde, öngörülen geometri ve özelliklere sahip tel telleri oluşturmak için farklı gerilimler kullanılır.
Tel çekme, en çok tel boyutlarını ve elektriksel işlevsel özelliklerini kopyalama yeteneğinin gerekli olduğu elektrik tellerinde görülür. Birçok endüstriye yayılan çok sayıda uygulama, otomotiv parçaları, yaylar ve bağlantı elemanları gibi birkaçını saymak gerekirse, telin mukavemeti ve çeşitliliği ile bileşenlerin ve ürünlerin üretiminde bulunur.
Hem tel çekmenin hem de ekstrüzyon işlemleridir metalin şeklinin değiştirilmesini içeren. Tel çekme, çapını azaltarak ve uzunluğunu artırarak teli çekmeyi hedeflerken, ekstrüzyonda metal, karmaşık formlar ve profiller üretmek için bir kalıptan pompalanır veya zorlanır. Her iki işlemin de kendi önemi ve uygulamaları vardır ancak her ikisi de metal işleme endüstrilerinde vazgeçilmez işlemlerdir ve çeşitli endüstrilerde yüksek kaliteli ürünlerin üretilmesine olanak tanır.
Elektrik Kablolamada Uygulamalar
Elektrik kablolaması söz konusu olduğunda, tel çekme ve ekstrüzyon, ideal elektrik bileşenlerinin üretimini garanti eden en önemli süreçler arasındadır. Özellikle, tellerin uzamasına vurgu yaparken çapın boyutunu azaltan tel çekme, karmaşık elektrik devrelerinde kullanılan çok ince kalibreli tellerin geniş bir ağının oluşturulmasında çok faydalıdır. Ancak ekstrüzyon, konektörler, bağlantı kutuları veya kablo yalıtımı için gereken karmaşık şekillerin ve profillerin oluşturulmasına izin verir. Bu teknik kombinasyonu sayesinde, üreticiler ekonominin elektrik segmentinin dayattığı birçok katı standarda uyabilir ve güvenilir ve etkili elektrik sistemleri sunabilir.
Tel Çekme Nasıl Bir Metal İşleme İşlemidir
Çekme, telin uzunluğunu kısaltmadan daha küçük yoğunluklarda tel oluşturmayı içeren bir işlemdir. Tel çekme, esasen bir dizi kalıptan çekerek bir tel oluşturma eylemi olarak tanımlanır. Önemli uzunluktaki dar tel, tel devreleri ve gerekirse diğer birçok elektronik bağlantı gibi uygulamalar için kullanılan çekme yoluyla yapılır. Her tel çekme işlemi, telin mukavemetini ve mekanik ve elektriksel bütünlüğünü artırır ve telin yüzey gerilimini iyileştirir.
Tel çekme işlemi sırasında gerçekleştirilen en önemli işlem telin deformasyonudur. Tel, belirli bir gerilimle kalıplardan çekilir ve çekme işlemi sırasında metalin plastik deformasyonu meydana gelir ve çap küçülür. Tellerin çekilmesi sırasında, telin yüzeyi, yüzeydeki teması ve hasarı azaltmak için bir yağlayıcı ile kaplanır. Tel çekme parametreleri şunları içerir:
Tel çapı: İlk veya ön çekme tel kalınlığına tel çapı denir.
Kalıp boyutu: Çizim açısından, kalıpların istenilen boyutlarında tel daha hızlı tamamlanır
Azaltma oranı: Başlangıç tel çapının uç tel çapına bölünmesiyle ifade edilir ve değişimin bir tahminini verir.
Çekme hızı: Tel çekme işleminde kullanılan her kalıp için, telin çekildiği bir kalıp vardır. Tel çekme hızı, tel çekmenin hem etkinliğini hem de kalitesini doğrudan etkiler.
Yağlama: Çekme esnasında direnci en aza indirmek için yönlendirme esnasında uygulanan ve çekme işleminde kullanılan yağlayıcıdır.
Tel çekme, elektrik telleri ve kablolarının üretimi için uzmanlaşmış ve olmazsa olmazdır ve otomotiv, havacılık ve telekomünikasyon endüstrilerinde çok sayıda kullanıma sahiptir. Elektrik sistemlerinde kullanıldığında yararlı ve etkili olacak kontrollü boyutlara ve mekanik özelliklere sahip teller üretmeyi mümkün kılar.
Ekstrüzyon İşlemini Keşfetmek
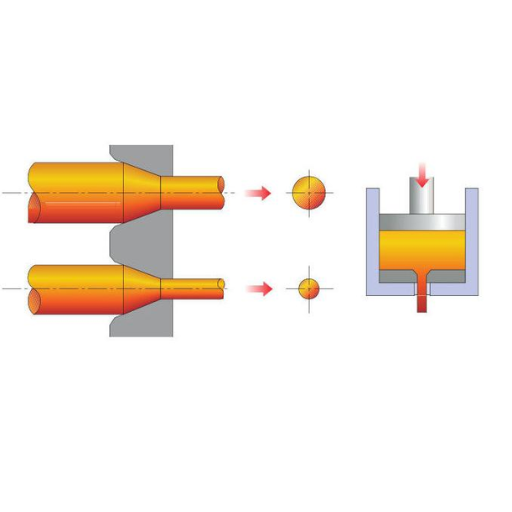
Ekstrüzyon işlemi, karmaşık silüetlere ve belirli mukavemet özelliklerine sahip parçaları üretmek için kullanılan metal işlemede temel bir yöntemdir. Genellikle metalik veya plastik olan bir veya daha fazla malzemeye yüksek basınç uygulanmasından oluşur ve malzemeyi istenen geometri ve özelliklere sahip bir kalıptan geçirmeye zorlar. Ekstrüzyon işleminin özellikleri hakkında bu bilgiyle, üreticiler bunu farklı şekil, boyut, mekanik özellikler ve yüzey iyileştirmeleri içeren bileşenlerin üretiminde kullanabilirler.
Ekstrüzyon Çeşitleri: Doğrudan ve Dolaylı
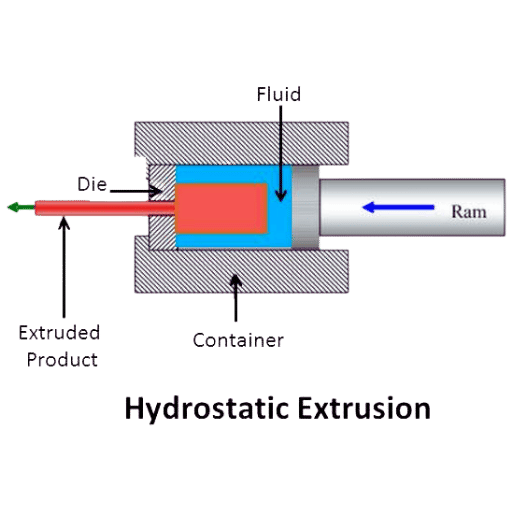
Ekstrüzyon hakkında iki temel ayrım yapılabilir: doğrudan ve dolaylı ekstrüzyon. Doğrudan ekstrüzyon, koçun malzemeyi kalıptan itmesidir. Daha düşük ekstrüzyon kuvvetlerine ve ekstrüde edilmesi kolay kesitlere sahip malzemeler için kullanılır. Buna karşılık, dolaylı ekstrüzyon, kalıbın malzemeye doğru hareket ettirilmesi ve böylece kalıbın içinden itilmesiyle tam tersidir. Bu teknik, daha yüksek ekstrüzyon kuvvetlerine veya daha karmaşık kesit şekillerine sahip malzemelerde kullanılır. Formülasyonun hem doğrudan hem de dolaylı ekstrüzyonunun kendine özgü avantajları vardır ve çeşitli alanlarda metal ve plastiklerin imalatında eşit derecede kabul görürler. Bu ekstrüzyon türlerini daha iyi anlamak için en iyi yaklaşım, şu anda Google.com'da bu konularla ilgili en iyi 3 web sitesini ziyaret etmek olacaktır.
Metal İşlemede Ekstrüzyonun Rolü
Ekstrüzyon, metal parçaları verimli ve doğru bir şekilde oluşturmak için kullanıldığı için metal işlemede çok önemli bir işleve sahiptir. Bir deformasyon işlemi olarak ekstrüzyon, metallerde daha karmaşık kesit şekillerinin dahili olarak tutarlı yapılarını yakalamaya yardımcı olur. Tel çekme ve ekstrüzyonu karşılaştırırken, artık ortak bir metal işleme faaliyeti olduğu, ancak teknoloji ve işlevsel amacın temelde farklı olduğu belirtilmelidir. Tel çekme, elektrik ve yapısal uygulamalar için kullanılacak tellerin üretimini ele alırken, ekstrüzyon plastik ve metal endüstrilerinde yaygın olarak kullanılır. Bu işlemlerin ayrıca daha iyi yüzey kalitesi ve büyük ekstrüzyon kuvvetleri gerektiren çekilmiş malzemelerde çalışma yeteneği gibi başka avantajları da vardır. Ancak, metal çekme veya Ekstrüzyon ve metal çekme konusunda uzmanlaşma ile ilişkili bazı sorunlar vardır - deformasyonun dezavantajını ele alır. Bir kez ekstrüzyon süreci anlaşılırsa, üreticiler kaliteli metal ürünler sunabileceklerdir.
Ekstrüzyon Neden Bir Deformasyon İşlemidir
Ekstrüzyon, çeşitli şekiller oluşturmak isteyen üreticiler için deformasyon kolaylığı sağlayan çok verimli bir metal işleme sürecidir. Bu süreç, bir kalıba uyacak şekilde şekillendirilmiş bir malzemeye itme veya çekme hareketiyle büyük miktarda kuvvet uygulanmasından oluşur ve bu sayede süreçte kesit alanı ve boyutları değişir. Aşağıdaki noktalar, ekstrüzyonun deformasyon için tercih edilen bir yöntem olmasının nedenlerini vurgular:
Boyut ve Formda Verimlilik: Ekstrüzyonun kullanımı, üreticiler için faydalıdır çünkü süreçteki deformasyonu düzenleyerek tekdüze boyutlar ve şekil garanti edebilirler. Metallerin ekstrüzyonunun önceki aşamalarında dikkate alınması gereken parametrelerden bazıları sıcaklık, ekstrüzyon hızı ve kalıp geometrisidir.
Gelişmiş İç Yapı: Ekstrüzyon teknolojisi, üzerinde çalışılan malzemelerin özelliklerini önemli ölçüde düzeltebilir. Tane yapısını iyileştireceğim, malzemeyi güçlendireceğim ve hatta tüm malzemenin mekanik özelliklerini zenginleştireceğim. Bir malzemenin beklenen özelliklerini elde etmek için ekstrüzyon sırasında optimum sıcaklıklara ve uygun alaşım bileşimlerine uyulması gerekir.
Karmaşık Şekillerin Oluşturulması: Ekstrüzyon karmaşık şekillerin üretilmesini gerektirdiğinden, bunları geleneksel teknikler kullanarak üretmek zor olabilir. Uygun kalıp yapılandırmalarını kullanarak, üreticiler, ister profiller, ister borular, çubuklar veya başka herhangi bir şekil olsun, malzemeleri benzersiz olacak şekilde tasarlanmış bölümlere ekstrüde etme görevini başarabilirler.
Maliyet Etkinliği ve Malzeme Verimliliği: Uzantı, üretim süreci söz konusu olduğunda maliyet minimizasyonu kavramıyla birlikte gelen parametrelere izin verir. Atıkların azlığı ve üretim sırasında çöp veya geri dönüştürülmüş malzeme artıklarını kullanma olanağı, seri üretime bağlı maliyeti de en aza indirir, bu nedenle uzantıyı maliyet etkin bir süreç haline getirir.
Çok Yönlülük ve Geniş Uygulama Yelpazesi: Dahil olan çeşitli süreçler nedeniyle, otomotiv, havacılık, inşaat ve tüketim malları üretimi gibi çok sayıda endüstri seri üretimde uzantılar benimsemiştir. Alüminyum, çelik, bakır ve plastikler dahil olmak üzere çok çeşitli malzemeler ekstrüzyon sürecinde kullanılabilir ve böylece deformasyon süreçlerindeki kabiliyeti artırılabilir.
Ekstrüzyonun kullanımıyla üreticiler, deformasyonun getirdiği sınırlamaları ortadan kaldırabilir, ürünü hassas bir şekilde şekillendirebilir ve boyut ve özellik doğruluğu gibi üstün niteliklere sahip metal elemanlar üretebilirler.
Tel Çekme ve Ekstrüzyonun Karşılaştırılması
Tel çekme ve ekstrüzyon işlemlerini karşılaştırırken, tel çekme faktörleri dikkate alınmalıdır. İki yöntemin ve uygulamalarının avantajlarını daha iyi anlamak için, özellikle kesit değişiklikleri ve yüzey kalitesiyle ilgili farklılıkları inceleyelim. Tel çekme ve ekstrüzyon arasındaki ayrım, üreticiler için önemlidir çünkü verilen üretim gereksinimleri ve nihai hedefler için en uygun tekniğin seçilmesine yardımcı olur.
Çizim ve Ekstrüzyon Teknikleri Arasındaki Farklar
Tel çekme ve ekstrüzyon yöntemlerini ele alırken ve yöntemleri karşılaştırırken, her bir yöntemin yeteneğini ve verimliliğini belirleyen çeşitli parametreleri dahil etmek gerekir. Bu kesit alanı değişiklikleri ile özellikle yüzey kaplaması arasındaki farkları bize bildirin, böylece farklı yöntemlerin avantajları ve kullanımları hakkında daha fazla bilgi edinebiliriz. Size bu tür teknikler hakkında iyi bir genel bakış sağlamak için google.com'daki ilk 3 site gibi internetteki uygun kaynaklara başvurabilirim.
Tel çekme, bir telin çapını, ısıyla büzülmeyle deforme edilmiş daha küçük bir kesite sahip bir kalıptan çekerek küçülten bir işlemdir. Mekanik özellikler ve toleranslar gerektiren elektrik ve yapısal uygulamalar için çok sık kullanılır.
Diğer yöntem ise ekstrüzyon olarak bilinir ve bir metali veya plastiği, istenen kesite sahip bir kalıptan itmeyi ifade eder. Bir malzemeyi bir kalıptan istenen kesit şekline getirme işlemidir. Plastik ve metal endüstrilerinin belirli şekil ve alanlara sahip profiller, çubuklar ve borular üretmesine olanak tanıdığı için endüstride kullanılabilir hale gelmiştir.
Tel çekme ve ekstrüzyon teknikleri arasındaki belirgin farklar arasında şunlara dikkat edilmelidir:
Kesitsel Kusurlar: Tel çekme teknolojisi yalnızca telin kesit alanının azaltılması için verimli bir şekilde çalışır ancak şekli korur ve işlem sırasında teli gerer. Öte yandan, ekstrüzyon konik ve içi boş kesitlerle birlikte tırtıklı kesit şekillerinin oluşturulmasını sağlar.
Yüzey İşlemi: Gözlemci, tel çekme işleminin, tellerin çekilmesinden sonra telin büyük parçalarının çekilmesi sırasında gerilme ve sıkıştırmaya maruz kalması nedeniyle birçok pürüzlü yüzeye çarptığını fark edecektir. Öte yandan ekstrüzyon işlemleri, kalıbın üzerine çok fazla aktif malzeme sürtülmesi nedeniyle çok pürüzsüz olmayan bir yüzey kalitesine yol açabilir.
Üreticiler, üretim özellikleri veya hedefleri açısından her iki tekniğin avantajları ve sınırlamalarının dikkatli bir şekilde analiz edilmesine dayanarak tel çekme ve ekstrüzyon teknikleri arasında ayrım yapacaktır. Diğerleri için ise, bu karmaşık konuyu iyice anlamalı ve tüm kritik bilgileri güvenilir ve itibarlı kaynaklardan ve uzmanların rehberliğinden edinmelidirler.
Kesitsel Değişikliklerin Analizi
Tel çekme veya ekstrüzyon süreçlerini incelerken, teknik parametrelerinin yanı sıra sahip oldukları etkilerin de analiz edilmesi gerekir. Bu tür önemli faktörlere odaklanalım:
Malzeme Akışı ve Deformasyon: Tel çekmede, telin kesit alanı, telin bir kalıptan çekilmesiyle azaltılır. Bu şekilde uzunluk daha uzun yapılırken çap daha küçük yapılır ve bu da tane yapısında, mikro yapıda ve malzemenin mekanik özelliklerinde değişikliklere neden olur. Öte yandan, ekstrüzyonda, malzeme bir kalıptan zorlanarak istenen kesite şekillendirilir ve bu da plastik deformasyona ve kesit şeklinin değişmesine neden olur.
Yüzey Pürüzlülüğü: Tel ve kalıp arasındaki sürtünme kuvvetlerinin bir sonucu olarak, tel çekme daha düşük yüzey kusurlarına sahiptir. Ekstrüzyonda ise, malzeme-kalıp etkileşimi nedeniyle üretilen yüzey pürüzlülüğü değerleri biraz daha yüksektir.
Parametreler ve Hususlar: Kesitsel değişikliklerin anlaşılmasında aşağıdakiler dahil olmak üzere çeşitli teknik parametreler yer alır: Kalıp konfigürasyonu ve geometrisi Yağlama ve soğutma teknikleri Mukavemet ve süneklik gibi malzemenin mekanik özellikleri Banyo veya ekstrüzyon hızları İndirgeme oranı Kütük veya tel sıcaklıkları Kalıbın malzemesi ve yüzey pürüzlülüğü Teknografik parametrelerin bilinmesi ve iyileştirilmesi, tel çekme ve ekstrüzyon işlemleri sırasında kabul edilebilir çıktıların yanı sıra ürün kalitesinin desteklenmesine odaklanır. Bu nedenle üreticilerin güvenilir kaynaklara başvurmaları, uzman yardımı almaları ve üretim ihtiyaçları için en uygun teknik parametreleri bulmak amacıyla süreçleri daha yoğun bir şekilde test etmeleri önemlidir.
Metal Ürünlerdeki Yüzey Kaplama Farklılıkları
Metal çizim ve ekstrüzyon uzmanı olduğum için, metal ürünlerin yüzey kaplama özellikleri benim yetkin olduğum bir konudur. Ayrıca, yüzey kaplaması, metal bileşenlerin görünümünde, etkinliğinde ve kullanımında belirleyici bir faktör olduğu için önemsiz bir bölümdür. Her durumda, beklenen yüzey kaplaması özellikleri çeşitli gereklilikler ve operasyonel sınırlar aracılığıyla karşılanmalıdır. İlgili konuyla ilgili en iyi üç Google aramasına baktığımda, aşağıdaki sonuçları çıkarabilirim:
Yüzey Son İşlem Parametreleri: Metal ürünlerdeki yüzey son işlemi, aşağıdaki gibi farklı parametrelerin bir fonksiyonu olabilir:
Yağlama ve soğutma yöntemleri: Kusurların ve yüzey iyileştirmelerinin önemli ölçüde kullanılması, daha iyi bir yüzey elde edilmesine yardımcı olur.
Kalıbın türü ve yüzey kalitesi: Kalıp malzemelerinin kullanımı ve yüzey özellikleri, nihai ürünün pürüzlülüğünü ve kalitesini belirler.
Çekme veya ekstrüzyon hızı: Tutarlılığı sağlamak ve yüzey kusurlarının sayısını azaltmak için işlemin hızını kontrol etmek çok önemlidir.
Malzeme özellikleri: Metalin mukavemeti ve sünekliği gibi içsel özellikleri, elde edilecek yüzey kalitesini belirler.
Optimizasyonun Önemi: Üreticilerin, optimum yüzey kalitesi için tasarım yaparken ilgili ürün ve süreçlerin gereksinimlerini akıllarında tutmaları gerekir. İlgili literatürü ve uzmanların görüşlerini göz önünde bulundurmalı ve kendi özel üretim gereksinimleri için uygun parametrelere ulaşmak için uygun kıyaslama yapmalıdırlar. Bu, istenen hedeflere ulaşılmasına ve tel çekme ve ekstrüzyon süreçlerinde yüzey kalitesinin sağlanmasına katkıda bulunur.
Bu parametrelerin tasarım optimizasyonu yoluyla enjekte edilmesi ve iyileştirilmesi, üreticilerin bitmiş metal ürünlerinin yüzeyini yönetmelerine ve optimize etmelerine olanak tanır, böylece estetik ve işlevsel beklentiler yeterince karşılanır.
Tel Çekme ve Ekstrüzyonun Yaygın Uygulamaları

Tel Çekme:
Elektrik Kablolaması: Tel çekme işlemi, öncelikle konut, ticari ve endüstriyel sistemler gibi elektrik kablolarının üretiminde kullanılan gelişmiş bir soğuk çekme tekniği biçimidir. İşlemin parametreleri, profilde tekdüze ve pürüzsüz olan ve maksimum elektrik iletkenliğine ve tel yalıtımına sahip tellerin üretimini garanti eder.
Yapısal Bileşenler: Tel çekme, inşaat, otomotiv ve havacılık endüstrileri gibi endüstrilerde yapısal bileşenlerin üretiminde de kullanılır. Mukavemet gereksinimleri olan gerekli uygulamalarda kullanılmak üzere gerekli boyutlarda ve mekanik özelliklerde tellerin üretilmesine yardımcı olur.
ekstrüzyon:
Plastik Üretimi: Ekstrüzyon, plastik dosya üretim alanındaki en temel çalışma süreçlerinden biridir. Ayrıca, erimiş haldeyken borulara ve tüpler, levhalar ve profiller gibi diğer formlara dönüştürülebilen plastikleri kalıplamak için de kullanılır. Sabit boyutlar ve yüzey kaplamasıyla daha karmaşık şekiller oluşturmayı mümkün kılar.
Metal Üretimi: Metal üretimiyle ilgili olarak ekstrüzyon, öncelikle profil, çubuk ve tüp üretiminde kullanılır. İnşaat, otomotiv ve havacılık endüstrileri gibi farklı endüstrilerde ihtiyaç duyulan belirli şekillere ve fiziksel özelliklere sahip metalik parçaların üretimini kolaylaştırır.
Üreticiler, farklı alanların gereksinimlerini karşılamak ve önceden belirlenmiş boyut, mukavemet ve yüzey kaplamasına sahip parçalar üretmek için tel çekme ve ekstrüzyon işlemlerini kullanabilirler. Bu tür işlemler esneklik ve kontrol sağladığı için, farklı endüstrilerde çok çeşitli uygulamalarda önemli hale gelirler.
Elektrik ve Yapısal Kullanımlar İçin Tel Çekme
Tel çekme, yapısal ve güç kaynağı ile ilgili elemanlarda uygulanan birincil bir işlemdir. Bir metal telin kesitini küçültmek ve özelliklerini geliştirmek için bir kalıptan geçirilmesi işlemidir. Tel çekmeyi operasyonlarda iş yapmanın bir yolu olarak görüyorum ve bunu telekomünikasyon, elektrik ve inşaat endüstrileri için söylüyorum. Bu, belirli kesit, çekme mukavemeti ve yüzey işlemine sahip tellerin geliştirilmesine olanak tanır. Üreticiler, çekme parametrelerini hassas bir şekilde ayarlayarak, bu endüstrilerin kritik ihtiyaçlarına yanıt veren ve her türlü uygulamada tatmin edici performans sağlayan teller üretebilirler.
Plastik ve Metal Üretiminde Ekstrüzyon
Ekstrüzyon, hem plastik hem de metal üretiminde yaygın bir yöntemdir. Bu işlem, gerekli şekil ve boyutlarda ürünler oluşturmak için malzemeyi bir kalıptan zorlamaktan oluşur. Plastik ekstrüzyonu durumunda, bu işlem boru, boru hattı, tüp ve sac üretimi için yararlı olarak ortaya çıkar. Metal üretiminde, bu işlem çubuk, çubuk ve profillerin oluşturulmasında kullanılır.
Ekstrüzyon yöntemi kullanıldığında üretim sürecinin verimliliğine yönelik çok sayıda fayda vardır. Oldukça karmaşık olabilen sürekli ve tutarlı bir kesit üretmeye olanak tanır. Süreç, seri üretim ürünlerinde uygulamaya olanak tanıyan yüksek üretim oranları ve verimliliği ile ilişkilidir. Ek olarak, ekstrüde plastik ve metal parçaların sertlik gibi daha iyi niteliklere sahip olma eğiliminde olduğu da belirtilmektedir.
Ancak ekstrüzyonun gerçekleştirilmesi sırasında bazı komplikasyonlar meydana gelebilir. Deformasyon, çekme ve malzeme dağılımı gibi bazı komplikasyonlar meydana gelebilir ve bu da özelliklerde kusurlara yol açabilir. Kütüğün çapı ve kesit toleransları, ürün tutarlılığını sağlayan iki faktördür. Son olarak, ekstrüzyon işlemi bazı pürüzlü ve düzensiz yüzeylere yol açabileceğinden beklenen yüzey kalitesine ulaşmak zor olabilir.
Bu zorluklarla başa çıkmak için üreticiler çeşitli teknolojiler ve teknikler kullanır. Sofistike kalıp tasarımlarının kullanımı ve ekstrüzyon proses parametrelerinin dikkatli seçimi bozulmayı büyük ölçüde azaltır ve çekme özelliklerini geliştirir. Proses kontrolü ayrıca kütüğün yüksekliği ve kalınlığı ile kesitinde tutarlılık sağlar. Ekstrüde edilen ürünlerin yüzey kalitesini geliştirmek için cilalama ve biraz kenar düzeltme de kullanılabilir.
Üreticiler plastik ve metal endüstrilerinde ekstrüzyonun temel özelliklerini öğrendikçe, bu sürecin getirdiği fırsatlar tam olarak değerlendirilirken bazı zorlukların üstesinden gelinir. Ayrıca çeşitli ürünlerin üretimi ve farklı sektörlerin gelişimi için de önemlidir.
Soğuk Çekilmiş ve Ekstrüde Metallerin Faydaları
Çalışmam sırasında, metal çekme ve ekstrüzyon işlemlerini açıkça savunmak istiyorum çünkü bunların sırasıyla metali soğuk çekme ve/veya ekstrüde etme işlemleri olduğu bilinmektedir. Bu işlemlerle çekilen veya ekstrüde edilen metaller, metalurjik özelliklerini ve hassasiyetlerini artıran bir şekilde deforme edilir. Soğuk çekilmiş metallerin, yüksek tolerans gerektiren uygulamalarda kullanılabilen çekme mukavemeti, boyutsal doğruluk ve yüzey kalitesi gibi mükemmel özelliklere sahip olduğu ortaya çıkar. Ekstrüde metaller ise çeşitli şekillerde, boyutlarda ve tasarımlarda üretilme kapasitesine ve esnekliğine sahiptir ve bu da üreticilere büyük bir tasarım özgürlüğü sunacaktır. Böylece havacılık endüstrisindeki yapısal parçalar, karmaşık otomotiv parçaları ve tüketici elektrikli cihazları dahil ancak bunlarla sınırlı olmamak üzere çeşitli ürünlerin üretilmesi mümkün hale gelir. Genel olarak, soğuk çekilmiş metaller, metallerin ve metal parçaların mekanik özelliklerinin, metalik maddelerin boyutsal doğruluğunun ve yüzey kalitelerinin yanı sıra tasarım fırsatlarının iyileştirilmesini amaçlamaktadır. Tüm bu yönler, bu metalleri günümüz endüstrilerinde hayati hale getirir.
Metal Çekme ve Ekstrüzyonda Karşılaşılan Zorluklar

Metal ürünleri çekme ve ekstrüde etme süreçleri, nihai ürünlerin maksimum etkinliğini ve maksimum kalitesini elde etmek için uygun şekilde ele alınması gereken kendi özel sorunlarıyla birlikte gelir. Yukarıdaki sorunların üstesinden gelmek, malzeme özellikleri, işlem rejimleri ve gelişmiş üretim teknolojileri hakkında kapsamlı bilgi gerektirir. Bu tür zorluklar çözülebilir ve uygun teknikler ve araçların yardımıyla üreticiler en yüksek kalitede iyi tasarlanmış metal parçalar ve ürünler üretebilirler.
Deformasyon ve Çekme Sorunlarının Ele Alınması
Deformasyon ve çekme faktörleri, metal çekme ve ekstrüzyonun karşı karşıya olduğu ve esas olarak nihai ürünlerin kalitesini ve bütünlüğünü sorgulatan önemli zorluklar sunar. Bu sorunlara karşı koymak için, üreticiler aşağıdaki temel belirleyici adımları dikkate almalıdır:
İşlem Parametreleri: Deformasyon ve çekme faktörlerini hafifletmek için sıcaklık, gerinim oranı ve yağlama gibi uygun işlem parametreleri belirlenmelidir. Bu parametrelerin malzemenin özelliklerine ve elde edilmesi amaçlanan sonuca göre ayarlanması gerektiğini unutmamak önemlidir.
Kalıp Tasarımı: Malzemenin aşırı deformasyona uğradığı durumlarda, kalıp tasarımı, işlenen malzemenin parçalara akışının kısmen kontrol edilebileceği şekilde optimize edilmelidir. Çekme gerilimlerini en aza indirmek ve istenen boyutsal doğruluğa ulaşmak için uygun ayarlamayı gerektiren faktörlerden bazıları kalıp açısı, arazi uzunluğu ve fileto yarıçapıdır.
Malzeme Seçimi: Bu amaçla, malzemenin mekanik özelliklerinin ve sünekliğinin çekme ve ekstrüzyon sırasında malzeme deformasyonunu ve çekme faktörlerini büyük ölçüde etkilediği sezgiseldir. Malzeme seçimi, mukavemet, uzama ve iş sertleştirme davranışı gibi çeşitli parametreler göz önünde bulundurularak gerçekleştirilebilir.
Isıl İşlem: Bu nedenle, deformasyon miktarını azaltmak ve metalin mekanik özelliklerini iyileştirmek için başka bir teknik önerilmektedir. Örneğin, tavlama veya gerilim giderme işlemleri, kalıntı gerilimleri etkili bir şekilde giderir ve malzeme sünekliğini iyileştirir, bu da deformasyon ve çekme hatası olasılığını azaltır.
Kalıp Bakımı: Kalıpların zamanında ve rutin olarak incelenmesi ve onarılması boyutsal doğruluk ve deformasyon endişelerini sınırlamak için önemlidir. Kalıp yüzeyinde herhangi bir aşınma ve yıpranma veya hasar varsa, üretilen malların kalitesinde tekdüzeliği garantilemek için derhal düzeltilmelidir.
Bu tekniklerin akıllıca değerlendirilmesi ve uygulanmasıyla, üreticiler hem metal bileşenlerin tasarımında hem de üretiminde deformasyon ve çekme sorunlarını metroloji ve geliştirilmiş mekanik özelliklerle etkili bir şekilde çözebilirler.
Billet ve Kesitsel Tekdüzeliğin Yönetimi
Üretimde, bitmiş ürünlerin kalitesini ve işlevsel tutarlılığını korumak, kütük ve kesit düzgünlüğünün etkili bir şekilde yönetilmesini gerektirir. Kişi bu yönde çalışırken birkaç sorun ortaya çıkar. Birincisi, kütük malzemesinin türüyle ilgilidir. Mukavemet, uzama ve sertleşme özellikleri de dahil olmak üzere ihtiyaç duyulan mekanik özelliklere sahip malzemelerin kimyasal bileşimleri kullanılmalıdır. Ayrıca, C şeklindeki cıvata üretim süreçlerinin dökümünde kullanılan sıcaklık ve soğutma hızı, farklı kesit boyutlarını önlemek için kontrol edilmelidir.
Öte yandan, bimetal ve kesitsel tekdüzeliği yönetmek için dikkate alınması gereken teknik parametreler şunları içerebilir:
Metalin bileşimi: Üretilen bimetalin gerekli mekanik özelliklere sahip olduğundan emin olun.
Döküm sıcaklığı: Döküm sırasında döküm radyatörün her yerinde sıcaklığın homojen olduğundan emin olun, böylece kesit alanları arasında termal farklılıklar oluşmasın.
Sistemin soğutulması için gereken süre: Bileşeni yeterince soğutmak ve iç gerilim nedeniyle oluşabilecek hasar/kesit değişikliklerini önlemek için bu süreyi kısaltın.
Kütük ve kuşak. glokom kalınlığı. Uzatma – uzunluk – yatay yığın elemanları, yükseklik: Bu bölüm, optimum profilinin korunmasını sağlamak için bir bimetalin boyutlarını izler ve kontrol eder.
Kontrol önlemleri: Bimetalin boyutsal veya bileşimsel değişikliklerini en aza indirmek için düzeltici ve önleyici önlemler alınmalıdır.
Vurgulanan ve belirtilen faktörler ışığında, üreticiler kütüğün ve kesitin düzgünlüğünü kontrol ederek, boyutları ve mekanik özellikleri yüksek standartlarda olan hassas metalik bileşenler üretebilirler.
Üretimde Yüzey Kaplamasının İyileştirilmesi
Daha iyi bir yüzey kalitesi elde etmek için, nihai yüzey kalitesinin belirleyicileri hakkında bilgi sahibi olmak esastır. Google.com'da görünen ilk 3 web sitesini kullanarak, aşağıdaki en iyi uygulamaları derledim.
Öncelikle, üreticilerin En Uygun Üretim Parametrelerini bulması gerekir: Bu, kesme hızları, ilerleme oranları ve takım geometrileri gibi kesme işlemi için optimize edilmiş parametrelere atıfta bulunur. Yüzey kalitesinin ve malzeme çıkarma kalitesinin arasında doğru dengeyi sağlamak esastır.
İkinci olarak, Bazı Uygulanmış Etkili Yağlama: İşlenmiş yüzeydeki yağlama, üretilen ısı ve sürtünme miktarını azaltmak için düzgün bir şekilde yapılmalıdır; böylece işlenmiş yüzeyin pürüzlülüğü önemli ölçüde azaltılır. Kullanılacak yağlayıcı türü düzgün bir şekilde seçilmelidir. Ayrıca, bu tutarlı bir şekilde uygulanmalıdır.
Üçüncüsü, Dişliler ve Aşındırıcılar İyileştirilmelidir: Üstün geometri ve kaplamalara sahip modern aletler ve aşındırıcılar kullanılarak, yüzeyde iyileştirme elde edilebilir. Takımlama teknolojisindeki gelişmelerin takip edilmesi gerekir.
Dördüncüsü, Titreşimler Kontrol Altına Alınmalıdır: Makine titreşimlerini kontrol altına almak için makine elemanlarına uygulanan sertlik, sönümleme ve kararlılık miktarının optimize edilmesiyle, kaliteyi düşürebilecek yüzey kusurları giderilebilir.
Beşincisi, Son İşlem Teknikleri Kullanılmalıdır: Daha ince bir yüzey elde etmek için cilalama, elektro-cilalama ve kimyasal uygulamalar gibi diğer son işlem teknikleri kullanılmalıdır.
Bu anlatılan teknikler, üreticilerin yüzey kalitesini iyileştirmelerine ve dolayısıyla daha iyi görünümlü, daha kaliteli parçalar üretmelerine olanak tanır.
Referanslar
Elektriksel direnç ve iletkenlik
Çin'deki En İyi Tel ve Kablo Ekstruder Üreticisi
Sıkça Sorulan Sorular (SSS)
S: Tel çekme nedir?
A: Tel çekme, teli tek bir kalıptan veya kalıp serisinden çekerek telin kesitini azaltmak için kullanılan bir metal işleme işlemidir. Bu, sabit bir kesit profiline sahip bir tel ile sonuçlanan bir soğuk işleme işlemidir.
S: Ekstrüzyon işlemi çekme işleminden nasıl farklıdır?
A: Ekstrüzyon ve çekme her ikisi de şekillendirme işlemleridir, ancak yöntemleri farklıdır. Ekstrüzyonda, malzeme istenen şekli oluşturmak için bir kalıptan geçirilirken, çekme malzemeyi bir kalıptan çekmeyi içerir. Ekstrüzyon sıcak veya soğuk sıcaklıklarda gerçekleştirilebilirken, çekme genellikle soğuk bir işleme işlemidir.
S: Boru çiziminde mandrelin rolünü açıklayabilir misiniz?
A: Boru çekmede, borunun iç çapını desteklemek ve bir kalıptan çekilirken istenen şekli korumasını sağlamak için bir mandrel kullanılır. Bu, çelik borunun kalınlığında ve düzgünlüğünde hassasiyet elde etmeye yardımcı olur.
S: 'İleri ekstrüzyon' ne anlama geliyor?
A: İleri ekstrüzyon, malzemenin kalıp açılışıyla aynı yönde itildiği bir işlemdir. Malzemenin koç hareketinin ters yönünde aktığı geri ekstrüzyonla tezat oluşturur.
S: Tel çekme neden soğuk işleme işlemi olarak kabul edilir?
A: Tel çekme, oda sıcaklığında veya oda sıcaklığına yakın bir sıcaklıkta gerçekleştirildiği için soğuk işleme işlemi olarak kabul edilir. Bu işlem, metalin ısı uygulanmadan bir kalıptan çekilmesiyle malzemeyi gerilim sertleştirme yoluyla güçlendirir.
S: Ekstrüzyon ve çekme işlemlerinde hangi tip malzemeler kullanılabilir?
A: Ekstrüzyon ve çekme işlemlerinde alüminyum, bakır, çelik ve pirinç gibi çeşitli metaller kullanılabilir. Malzeme seçimi, nihai ürünün istenen özelliklerine ve uygulamalarına bağlıdır.
S: Bir çizim makinesi nasıl çalışır?
A: Bir çekme makinesi, çapını azaltmak ve kesit profilini değiştirmek için bir teli bir kalıptan çekerek çalışır. Makine, tele gerilim uygular ve istenen boyutlara ulaşmak için her biri giderek küçülen bir dizi kalıptan çeker.
S: Sıcak çekmenin önemi nedir?
A: Sıcak çekme, malzemenin bir kalıptan çekilmeden önce ısıtıldığı bir işlemi ifade eder. Bu, malzemeyi şekillendirmek için gereken kuvveti azaltabilir ve sünekliği iyileştirebilir, kırılmadan daha fazla deformasyona izin verebilir.
S: Ekstrüzyon ve soğuk çekme birlikte nasıl kullanılır?
A: Belirli bir şekil ve boyuta ulaşmak için ekstrüzyon ve soğuk çekme sırayla gerçekleştirilebilir. İlk olarak, ekstrüzyon temel bir şekil oluşturmak için kullanılır ve ardından soğuk çekme ürünün boyutlarını ve yüzey kalitesini daha da iyileştirir.