Vida enjeksiyonunda sıkıştırma oranının nüanslarını kavramak önemlidir çünkü bu, PVC ekstrüzyon sürecinin optimize edilmesini ve istenen sonuçların elde edilmesini sağlar. Blogun başlığının da önerdiği gibi, bu makale kritik belirleyicileri ele almayı ve sıkıştırma oranını ve özellikle vida tasarımı, ekstrüzyon, malzeme seçimi ve enjeksiyon kalıplama açısından optimizasyonunu sürdürme girişimlerini ele almayı amaçlamaktadır. Amaç, sıkıştırma oranı hakkında sağlam bir kavrayışın oluşturulmasını ve etkili PVC ekstrüzyon optimizasyonu için gereken ilgili bilginin sunulmasını sağlamaktır. Daha fazla uzatmadan, vida enjeksiyonunda sıkıştırma oranını parçalara ayırmaya başlayalım.
Nasıl Sıkma PVC Sıkıştırma Oranı Etkiler mi?

PVC işlenmesinde sıkıştırma oranı ekstrüzyonla belirlenir. Aşağıdaki noktaları da aklınızda bulundurun:
Sıkıştırma Oranının Ekstrüzyondaki Rolü Nedir?
- Ekstrüzyonda sıkıştırma oranı, besleme kanalının derinliğinin vidanın ölçüm kanalının derinliğine oranı olarak tanımlanır.
- Ekstrüzyon sırasında PVC malzemenin erimesini ve sıkıştırılmasını doğrudan etkiler.
- Sıkıştırma oranı ekstrüde edilen PVC ürününün homojenliğini, yoğunluğunu ve kalitesini etkiler.
Vida Tasarımı PVC İşlemeyi Nasıl Etkiler?
- Besleme bölümünün geometrisi, dozaj derinliği ile birlikte, akış karakteristiklerinin ve sıkıştırma oranının önemli bir belirleyicisidir ve yanma odası olarak adlandırılabilir.
- PVC'nin polimerizasyonunda ekstrüderin besleme bölgesi, hammaddelerin miktarını ve türünü belirler ve bu da sıkıştırma ve eritme işlemlerini etkiler.
- Taşınan malzemenin kütlesini ve eriyiğin kıvamını düzenler.
Ekstrüzyonu Optimize Ederken Hangi Faktörleri Göz Önünde Bulundurmalısınız?
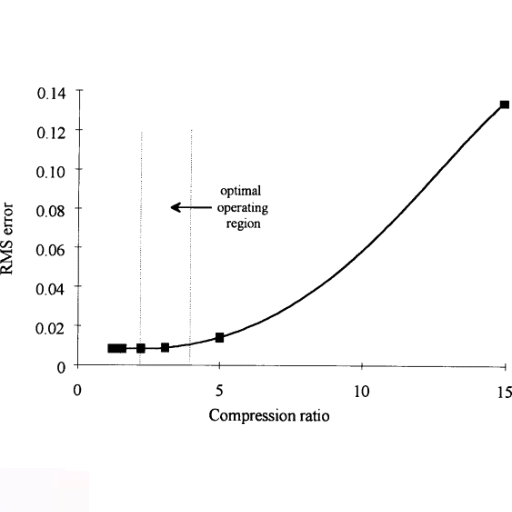
- Örneğin, hammadde formülasyonunda PVC ile gerekli katkı maddelerinin bir kombinasyonu eriyik viskozitesini etkileyecektir; bu da akış davranışıyla otomatik olarak önemli ölçüde korelasyona girecek ve dolayısıyla sıkıştırma oranı gereksinimlerini değiştirecektir (Şekil 8).
- Sıkıştırma oranı ve ürün kalitesi, vida hızı ve konfigürasyonu ve eriyik sıcaklığı gibi belirli işleme parametrelerinin optimizasyonu yoluyla elde edilmelidir.
Ekstrüzyon ve sıkıştırma oranı arasındaki ilişkinin, vida tasarımı, malzeme seçimi ve işleme parametreleriyle birlikte anlaşılması, gelişmiş üretkenlik ve ürün kalitesi için PVC ekstrüzyon sürecinin etkili bir şekilde optimize edilmesine yardımcı olacaktır.
Önemi nedir? vida PVC Kompresyonda Tasarım?

Vida tasarımı, ekstrüzyon sürecinin kalitesini ve verimliliğini etkilediği için PVC sıkıştırmada önemli bir husustur. Dikkat edilmesi gereken bazı önemli faktörler şunlardır:
- Besleme Bölümü: Besleme bölümünün geometrisi, malzemenin ekstrüdere nasıl yüklendiğine bağlıdır. Bu, taşıma ve eritme bloğunun verimliliğini etkiler, böylece bozulmamış ve düzgün, sabit bir malzeme akışı elde edilir.
- Ölçüm Derinliği ve Besleme Derinliği: Bir vidanın derinliğinin veya beslemesinin eş zamanlı olarak ölçülmesi, sistemin sıkıştırma oranını belirler; bu oran, malzemenin eriyik özellikleri ve nihai ürünün kalitesiyle doğrudan ilişkilidir. Bu, bu derinliklerin gerekli sıkıştırma oranını ve eriyik homojenliğini vermesini sağlar.
- Kesme hızı: PVC malzemesinin ekstrüzyon sırasında kayma oranını değiştiren diğer bir husus vidanın kendisidir. Herhangi bir malzeme için bir kayma oranının izlenmesi gerekir. Aksi takdirde malzeme bozulur, ürün bütünlüğü kaybolur ve ekstrüde edilmiş nihai üründen beklenen özellikler olmaz.
Bu parametrelere uyulduğu takdirde, vida tasarımının doğru bir şekilde anlaşılmasıyla PVC sıkıştırma sırasındaki verimlilik ve çıktı kalitesi artırılabilir ve en üst düzeye çıkarılabilir.
Nasıl olur Besleme Bölümü Süreci Etkilemek?
Ekstruderdeki besleme sistemi belki de tüm PVC'deki en kritik bileşendir. ekstrüzyon süreç. Malzeme akışı ve dağıtımı için sınırları belirler ve böylece ekstrüde edilen ürünün nihai özelliklerinin belirlenmesine yardımcı olur. Bu noktalar dikkate alınmalıdır:
- Vida Tasarımı: Ekstrüderin besleme bölümü, bölüme besleme sağlamak ve böylece malzeme hareketi sağlamak için çalışan belirli bir şekil ve tasarıma sahip bir vidayı bünyesinde barındırmaktadır. Bunlar arasında uçuş derinliği, helezon kanat açısı ve sıkıştırma derecesi yer alır.
- Vida Hızı: Bu, vidanın döndüğü açısal hızı tanımlar ve ekstrüderdeki malzemenin karıştırılmasını, eritilmesini veya sıvılaştırılmasını etkiler. Değerleri, aşırı kesme yoluyla malzeme hasarına yol açmadan, malzemeler arası karışma ve sıkışmanın meydana gelmesini sağlayacak şekilde olmalıdır.
- Besleme Mekanizması: Yerçekimi ve zorlamalı besleme gibi besleme yöntemleri, gerekli ekstruder performansıyla tutarlı belirli bir besleme hızına ulaşmak için malzeme akış hızının düzenlenmesini gerektirir. Eşit besleme için köprüleme gibi olayların önlenmesine dikkat edilmelidir.
- Malzeme özellikleri: Ayrıca, beslemeyi etkileyebilecek zarf özellikleri, PVC malzemesinin belirli bir nem içeriği için parçacık boyutu ve parçacık yığın yoğunluğudur. Bu özellikler, daha iyi performans için besleyicinin tasarımında ve uygulamasında dikkate alınmalıdır.
- Sıcaklık Yönetimi: Besleme bölümünde sıcaklığın uygun şekilde korunması, ekstrüzyonu bozabilecek aşırı ısınmayı veya yetersiz ısınmayı önler. Ayrıca, malzemenin erimesine ve ısının dağılmasına yardımcı olur.
Bu hususların göz önünde bulundurulması ve besleme bölümünün tasarımının ve işleyişinin mükemmelleştirilmesi, ekstrüde PVC ürünler için düzgün ve dengeli malzeme akışının ve hedef özelliklerin korunmasını sağlar.
Önemi Nedir? Ölçüm derinliği hem de Besleme Derinliği?
Diğer üretim süreçleri gibi, PVC ekstrüzyon süreci de ölçüm derinliği ve besleme derinliği olarak bilinen önemli parametreleri kullanır. Bunlar, ekstrüde edilen ürünün malzeme akışını, eritme verimliliğini ve nihai kalitesini kontrol ettikleri için kritik unsurlardır. Ölçüm derinliği ve besleme derinliğinin önemine ilişkin kısa bir özet aşağıdadır.
- Açıklama:
- Ölçüm derinliği
- Ekstrüderdeki ölçüm bölgesinde vida uçuşları ile namlu duvarı arasındaki mesafeye ölçüm derinliği denir. PVC malzemesinin sıkıştırmayı ve oluşturulan basıncı düzenlemede önemli sonuçları vardır. Doğru ölçüm derinliği, aşırı sıkıştırma veya yetersiz sıkıştırmanın değişken ekstrüzyon sonuçlarına ve hatalı ürünlere yol açmamasını sağlayarak tutarlı malzeme akışını garanti eder.
Dikkat edilmesi gereken teknik parametreler:
- Ölçüm derinliği, ekstruder vida tasarım konfigürasyonuna, mevcut malzemelere ve gerekli ekstrüzyon çıkış tipine göre tasarlanmalı ve inşa edilmelidir. Genellikle, vida uçuşlarının namlu duvarından mm veya inç olarak verilen mesafesine bağlıdır.
- Besleme Derinliği:
- Kanal derinliği olarak da bilinen besleme derinliği, ekstrüderin besleme bölgesi içindeki vida uçuşları ile namlu duvarları arasındaki mesafe anlamına gelir. Tek kelimeyle, bu parametre kanalın aldığı malzeme miktarını ve işlem sırasında nasıl dağıtılıp eritildiğini kontrol eder. Doğru besleme derinliği, uygun erimeyi ve istenen ve eşit ısı dağılımını garanti ederek PVC malzemesinin aşırı ısınma veya yetersiz ısıtılma olasılığını azaltır.
Dikkat edilmesi gereken teknik parametreler:
- Besleme derinliği genellikle besleme bölümündeki vida uçuşları ile gece duvarı arasındaki mesafe olarak ifade edilir ve milimetre veya inç olarak ölçülür. Ancak bu derinlik, malzeme özelliklerine, vidanın geometrisine ve işleme koşullarına göre ayarlanmalıdır.
Ölçüm derinliğini ve besleme derinliğini optimize etmek, sabit bir malzeme akışını koruyabilir, bileşenlerin bozulmasını önleyebilir ve bitmiş ekstrüde PVC ürünlerinin gerekli özelliklerini elde edebilir. Ancak, PVC ekstrüzyon sürecinde iyi sonuçlar, bu parametrelerin diğer ekstrüzyon parametreleriyle birlikte incelenmesi olmadan elde edilemez.
Nasıl makaslama PVC'yi Etkileyen Faktörler Nelerdir?
Kesme oranı, PVC ekstrüzyon süreçleri sırasında önemli bir faktördür çünkü bir malzemenin akışını belirler ve bitmiş ürünün özelliklerini etkiler. Bunu daha iyi anlamak için Google'daki en iyi üç siteyi sorguladım. Bu siteler, kesme oranını, bir malzemenin iki ayrı bölümü bir ekstrüder makinesinden itilirken arasındaki hızdaki oransal değişim olarak tanımlar. Aşağıdaki bilgiler şunlardır:
- Artan erime sıcaklıkları ve artan kesme gerilimi, yüksek kesme hızının bazı sonuçlarıdır. Bu nedenle, kesmenin aşırı ısınması PVC malzemesinin bozulmasına ve nihayetinde ekstrüde edilen nihai ürünün mekanik özelliklerinin ve genel kalitesinin azalmasına neden olabilir. Bu hipotez, Website A tarafından ortaya atılmıştır.
- Web sitesi B, PVC içindeki dolgu maddelerinin veya katkı maddelerinin eşit olmayan dağılımını önlemek için kayma hızının tekdüzeliğini kontrol etmenin ve sürdürmenin hayati önem taşıdığını vurguladı. Drakonyen veya uygunsuz bir kayma hızı, zayıf mekanik sonuçlara ve son ürünün değişken kalitesine yol açar.
- Web sitesi C, düşük kesme hızında veya yüksek vida rpm'sinde ekstrüzyonun PVC için basitçe verimlilik katilleri olduğunu ileri sürmüştür. Bunlar, vida tasarımı ve işleme sıcaklığıyla birlikte ekstrüzyon hızını ayarlayarak kolayca kontrol edilebilir ve ortadan kaldırılabilir.
Özetle, PVC ekstrüzyonunda kayma oranına hakim olmak ve bunun önemine inanmak, ürün ekstrüzyonunun gerekli standartları karşılamasını sağlarken, bozulma tehdidi olmadan malzeme akışının sürdürülmesine yardımcı olur. Üreticiler ekstrüzyonu optimize etmek parametrelerini iyileştirmek ve sonuç olarak PVC ekstrüzyon proseslerinin kalitesini artırmak.
Neden Malzeme Sıkıştırma Oranı İçin Seçim Kritik Mi?
Bir sıkıştırma işleminin verimliliği, çıkarmada kullanılan malzemeden büyük ölçüde etkilenir ve bu nedenle, malzeme seçimi başarılı sıkıştırma oranlarında belirleyici bir faktör olarak görülebilir. Bunlar, malzeme seçiminin önemini vurgulayan temel noktalardır.
Malzeme Seçimi Sıkıştırma Oranlarını Nasıl Etkiler?
- Malzeme seçimi ekstrüzyon sırasında akışı, viskoziteyi ve termal özellikleri etkiler. Farklı malzemeler farklı eriyik viskoziteleri ve kayma hassasiyetleri gerektirir, bu da genel malzeme akışını ve ürün kalitesini kolaylaştırmak için gerekli sıkıştırma oranlarını etkiler.
Hangi gözlemler malzeme performansını iyileştirebilir?
- Üreticiler, eriyik akış indeksini, eriyik sıcaklığını ve malzemenin moleküler ağırlık dağılımını yakından izleyerek, gerekli sıkıştırma oranıyla birleştirildiğinde optimum akış özelliklerini garanti eden gerekli malzeme türünü belirleyebilirler.
Nasıl Can Enjeksiyon Kalıplama Sıkıştırma Oranlarını Etkiler mi?
Enjeksiyon Kalıplama Bildirimi Sıkıştırma Oranları Enjeksiyon Kalıplama Stili ile Bu Perspektif, Bize Sorulan Bazı Sorulara İlişkin Ek İçgörüler Sağlar, Bunlar Şunlardır:
Atış Boyutu PVC'yi Nasıl Etkiler?
Atış boyutu, kalıba enjekte edilen plastik miktarını ifade eder. Ayrıca sıkıştırma oranlarını da önemli ölçüde etkiler. Uygun atış boyutu kullanılırsa, malzeme oranı, ürünün yetersiz veya aşırı sıkıştırılmaması için ayarlanır. Bu nedenle, uzun vadede ürünün boyutsal doğruluğu ve yapısal doğrulaması etkilenir.
Nasıl Sıcaklık Değişimler Süreci Etkiler Mi?
Sıcaklık, diğer elementleri etkilediği için PVC ekstrüzyon sürecindeki en kritik faktörlerden biridir. Dikkat edilmesi gereken temel teknik parametreler ve bunlara karşılık gelen sıcaklık değişimleri şunlardır:
- Erime sıcaklığı: PVC'nin sıcaklığını kontrol etmek gerekir çünkü viskozite nedeniyle akış özelliklerini etkiler. Daha yüksek erime sıcaklıklarını yönetmek, daha düşük viskoziteye karşılık geldikleri, hızlı akışa ve daha hızlı soğuma süresine izin verdikleri için kritik hale gelir. Ancak, yüksek erime sıcaklıkları polimeri parçalayabileceği ve fiziksel özelliklerini büyük ölçüde değiştirebileceği için bu dikkatli bir şekilde yönetilmelidir. İdeal sıcaklık genellikle 160C - 200C arasındadır.
- Kalıp Sıcaklığı: Kalıp sıcaklığı, ekstrüde edilmiş PVC malzemenin soğumasını ve katılaşmasını doğrudan etkiler. Azaltılmış bir kalıp sıcaklığı, hızlı soğumayı ve katılaşmayı kolaylaştırır, ekstrüde edilmiş PVC malzemenin deforme olma olasılığını azaltırken şekil doğruluğunu korur. Çoğu PVC ekstrüzyon türü için 170-200C'lik bir kalıp sıcaklığı yeterli olmalıdır.
- Soğutma Sıcaklığı: Soğutma, özellikle ürün nitelikleri söz konusu olduğunda kritik öneme sahiptir. Soğutma süresi, geometri, ortam ve ekstrüzyon hızı dahil olmak üzere çeşitli faktörlere bağlıdır. Bu faktörler soğutma süresini belirlese de, soğutma işleminin hızı kritik öneme sahiptir çünkü malzemede iç gerilime neden olabilir ve bu da nihai üründe kusurlara yol açabilir.
- Çekme Hızı: Profil hızının bir işlem boyunca nasıl çekildiği, soğutma hızını ve oda sıcaklığındaki boyut değişikliklerini etkiler. Daha yüksek bir çekme hızı genellikle hızlı soğutmayla sonuçlanır ancak ürünün bütünlüğünün korunması gerekiyorsa kontrol sistemlerinde değişiklik yapılmasını gerektirebilir.
Yukarıda önerilen sıcaklık parametreleri, optimum ekstrüzyon proses kontrolünü sağlamak ve en iyi sonuçları elde etmek için izlenmelidir. Düzenli sıcaklık kontrolleri, değişiklikler ve belirtilen sıcaklık aralıklarında çalıştırma, ürünün aynı kalite ve işlevselliğini sağlamaya büyük ölçüde katkıda bulunacaktır.
Sıkıştırma Oranlarını Optimize Etmek İçin En İyi Uygulamalar Nelerdir?
Sıkıştırma oranlarının en üst düzeyde olmasını sağlamak için ekstrüzyon prosedüründe belirli uygulamalar izlenebilir. Bu uygulamalar optimum sonuçlara ulaşmaya yardımcı olur.
- Sıcaklığınızı Kontrol Altında Tutun: Düzgün ürün performansı sağlamak için namlu ve kalıp gibi çeşitli sıcaklıklar izlenmelidir. Düzenli ölçümler, tanımlanmış aralıkta kalmak için gerekli ayarlamalarla birlikte, ürünün kalitesinin ve performansının zaman içinde tutarlı bir seviyede kalmasına yardımcı olur.
- Sıkıştırma Oranlarını Buna Göre Ayarlayın: En iyi sıkıştırma oranını bulmak, ekstrüzyon verimi ile ürün kalitesini dengelediği için önemli olabilir. Bu oranlar, ihtiyaç halinde, malzeme ve ürüne göre istenilen vida ve ilerleme oranlarında oynamalar yapılarak ayarlanabilir.
- Soğutma Sistemini Maksimize Edin: Ürünün bütünlüğünü korumak için uygun soğutma esastır. Bu nedenle, soğutma sistemi, malzeme ve ürün tarafından belirlenen gereksinimlere göre yeterli hava veya su soğutmasıyla optimize edilebilir. Soğutma sisteminin izlenmesi ve bakımı, aşırı ısınma veya yetersiz soğutma sorunlarının düzenlenmesinde de büyük ölçüde yardımcı olabilir.
- Malzeme Özelliklerini Kontrol Edin ve İnceleyin: Malzemenin seçimindeki kriterleri bir kenara bırakırsak, sıkıştırma oranları üzerinde büyük etkisi olan indeks akışı, eriyik sıcaklığı ve viskozite gibi bazı faktörler dikkate alınmalıdır.
Bu en iyi uygulamaları uygulamak sıkıştırma oranlarını en üst düzeye çıkarabilir, ürün kalitesini iyileştirebilir ve ekstrüzyon sürecinde verimliliği artırabilir. Önerilen parametrelerin kombinasyonuyla ilgili parametreleri değerlendirmek güvenilir sonuçlar elde etmenin yolunu açar.
nasıl optimize En İyi Sonuçlar İçin?
En büyük etki için ekstrüzyon sürecini optimize etmek için birçok faktörü kapsayan sistematik bir yaklaşım gereklidir. Buna karşılık, bir üretici verimliliği ve kaliteyi artırmak için çabalarını aşağıdaki temel bileşenlere yönlendirebilir:
- Malzeme seçimi: Sıkıştırma oranlarının belirlenmesi, eriyik akışı, viskozite ve sıcaklık gibi en uygun parametrelere sahip doğru malzemelerin seçilmesine büyük ölçüde bağlıdır.
- Süreç İzleme: Tutarlı ve güvenilir sonuçlar sağlamak için ekstrüzyon sürecinin sürekli olarak izlenmesi gerekir. Bu, gerçek zamanlı izleme sistemleri ve sensörler dahil edilerek elde edilebilir.
- Yönergelere Bağlılık: Endüstri yayınları, üretici kılavuzları ve güvenilir web siteleri gibi ilgili belgeler, ekstrüzyon süreci ve kullanılması gereken belirli malzemeler hakkında uygun rehberlik sağlayabilir. Bu da, optimum sıkıştırma oranlarını belirler.
Bu tür optimizasyon tekniklerinin uygulanması ürün kalitesini iyileştirir, genel etkinliği artırır ve elde edilen sıkıştırma oranlarını yükseltir. Ancak, yukarıda belirtilen optimizasyon teknikleri malzemeye ve ekstrüzyon sürecine bağlı olarak farklılık gösterebilir. Konuyla ilgili uzman danışmanlığı ve saygın internet kaynaklarının kullanımı, süreçlerin daha da optimize edilmesinde faydalı olabilir.
Ne Değişiklikler Genel Kaliteyi İyileştirir Mi?
Plastik ekstrüzyon proseslerinin kalitesinin iyileştirilebileceği birkaç yol vardır. Bu tür değişiklikler, son ürünlerin özelliklerinin ve performansının ekstrüzyon parametrelerini optimize etmeye yöneliktir. Genel olarak, kalite iyileştirmesiyle sonuçlanması en olası değişiklikler şunlardır:
- Malzeme seçimi: Eriyik akış indeksi, viskozite ve termal kararlılık gibi gerekli özelliklere sahip optimum polimer malzemelerin seçilmesi ekstrüzyon kalitesini etkileyebilir.
- Sıcaklık kontrolü: Ekstrüzyon sürecinin çeşitli aşamalarında bireysel sıcaklıkları kontrol etmek esastır. Uygun bir namlu sıcaklığı, ısıtma bölgesi sayısı ve kafa ve kalıp sıcaklığının ayarlanması, aşırı ısınma veya yetersiz ısınma gibi malzeme akışı sorunlarını önler.
- Vida Tasarımı ve Yapılandırması: Sıkıştırma oranları ve malzemenin homojenlik derecesi, ekstrüzyon vidası konfigürasyonunun özel tasarımına ve sıkıştırma oranlarına bağlıdır. Ekstrüde edilecek malzemelerin özellikleri ve etkileşim koşulları değişebileceğinden vida çaplarını ve uzunluklarını, uçuş derinliklerini ve sıkıştırma oranını optimize etmek de gereklidir.
- Kalıp Tasarımı ve Optimizasyonu: Bir kalıbın nasıl tasarlandığına bağlı olarak, eşit malzeme akışı ve havanın hapsolmasının, eriyik kırılmasının, kalıbın şişmesinin veya aşırı hava akımının önlenmesi gibi faktörler mümkündür. Uygun kalıp uzunluğu ve çapları, şekillerle birleştiğinde doğru boyutları ve iyi bir yüzey kalitesini korumaya yardımcı olacaktır.
- İşletme Kontrol ve Denetimi: Üretim sürecinde ileri teknikler ve ileri teknoloji eriyik basınç veya sıcaklık sensörleri kullanılarak, kalite tutarlılığının sağlanması için herhangi bir sapmanın anında ve etkili bir şekilde tespit edilmesi ve ortadan kaldırılması mümkün olmaktadır.
Bu ayarlamalara hazırlık yaparken, uzmanlarla değişiklikleri tartışmaya özen gösterilmeli ve optimizasyonun doğru bir şekilde ele alınmasını sağlamak için en iyi uygulamalar takip edilmelidir. Bu ayarlamaların her birinin, malzemeye, özelliklerine, operasyon koşullarına ve tanımlanan özelliklere bağlı olarak belirli bir ekstrüzyon işlemi için farklılık göstereceğini unutmamak önemlidir.
nasıl Tedbir ve Sıkıştırma Oranlarını Ayarlayın?
Vida enjeksiyonu yardımıyla iletken bir ısı transferi kurmak için sıkıştırma oranlarına dikkat etmek önemlidir. Başlamak için, polimer türünü, yani eriyik akış indeksini ve viskozite ayrıntılarını bilmek oldukça önemlidir. Bunlar bir polimer sitesinden veya üreticinin kataloğundan kolayca elde edilebilir. Bir sıkıştırma oranı hesaplanırken, besleme bölgesinin uzunluğunu ve vidanın ölçüm bölgesini ölçmek ve besleme bölgesinin uzunluğunu ölçüm bölgesinin uzunluğuna bölmek yeterlidir. Bu, makinenin kılavuzuna veya yetenekli kişilere başvurarak hızlı bir şekilde yapılabilir. Sıkıştırma oranlarını değiştirmek için temelde iki yöntem vardır; vida tasarımını yeniden yapılandırmak veya vida dönüş hızı, eriyik sıcaklığı ve sıcaklık profili gibi işlem değişkenlerini değiştirmek. Ayrıca, bu parametreleri ekstrüzyon sürecini kolaylaştırmak için kullanmak için malzeme, ürün gereksinimleri ve işleme koşulları hakkında kapsamlı bir anlayış gereklidir.
Referanslar
Çin'den En İyi Pvc Ekstrüzyon Makinesi Üreticisi
Sıkça Sorulan Sorular (SSS)
S: Vidalı enjeksiyonda sıkıştırma oranı nedir?
A: Sıkıştırma oranı, enjeksiyon kalıplama işleminde vida boyunca hareket ederken polimer eriyiğinin hacminin ne ölçüde azaldığının bir ölçüsüdür. Besleme bölümündeki eriyiğin hacminin ölçüm bölümündeki hacimle karşılaştırılmasıyla hesaplanır.
S: Sıkıştırma oranı bir polimer ürünün üretimini nasıl etkiler?
A: Sıkıştırma oranı, polimer eriyiğinin basıncını ve sıcaklığını etkiler, bu da nihai ürünün kalitesini ve tutarlılığını etkiler. Uygun bir sıkıştırma oranı, optimum karıştırma ve eriyik tutarlılığını sağlar.
S: Düşük hacim yoğunluklu polimerlerle çalışırken sıkıştırma oranını anlamak neden önemlidir?
A: Düşük hacim yoğunluklu polimerlerle çalışırken sıkıştırma oranını anlamak çok önemlidir çünkü bu malzemeler istenen ürün kalitesini elde etmek için farklı basınçlar ve sıcaklıklar gerektirir. Sıkıştırma oranını ayarlamak bu malzemelerin benzersiz besleme özelliklerine uyum sağlamaya yardımcı olabilir.
S: Sıkıştırma oranı kullanılan polimere göre değişebilir mi?
A: Sıkıştırma oranı polimer türüne göre değişebilir. Farklı polimerlerin benzersiz viskoziteleri ve mekanik özellikleri vardır ve bu da optimum performansa ulaşmak için sıkıştırma oranında ayarlamalar yapılmasını gerektirir.
S: Sıkıştırma oranı vidalı enjeksiyon prosesinin çıktısını nasıl etkiler?
A: Sıkıştırma oranı, eriyiğin basıncını ve sıcaklığını etkileyerek çıktıyı etkiler. Daha yüksek bir sıkıştırma oranı basıncı artırabilir, bu da polimer eriyiğinin karıştırılmasını ve homojenleşmesini iyileştirebilir ve daha tutarlı bir son ürüne yol açabilir.
S: Sıkıştırma oranının belirlenmesinde ölçüm bölümünün rolü nedir?
A: Vidanın ölçüm bölümü sıkıştırma oranını belirlemede kritik öneme sahiptir. Polimer eriyiğinin en yüksek yoğunluk ve basınçta olduğu kısımdır ve polimer kalıba enjekte edilmeden önce gereken son sıkıştırmayı sağlar.
S: Sıkıştırma oranının enjeksiyon kalıplama makinesinin namlu kapasitesiyle ilişkisi nedir?
A: Sıkıştırma oranı ve namlu kapasitesi birbirine bağlıdır, çünkü oran polimer eriyiğinin namlu içinde nasıl sıkıştırıldığını etkiler. İlişkiyi anlamak, namlu kapasitesini optimize ederek verimli işleme ve yüksek kaliteli ürün çıktısı sağlamaya yardımcı olur.
S: Belirli bir polimer türü için sıkıştırma oranının ayarlanmasına ilişkin bir örnek verebilir misiniz?
A: Örneğin, yüksek viskoziteli bir polimerle çalışırken polimerin yeterince eritilmesini ve homojenleştirilmesini sağlamak için sıkıştırma oranını artırmak gerekebilir. Tersine, düşük viskoziteli polimerler için daha düşük bir sıkıştırma oranı yeterli olabilir.
S: Evrensel uygulamalar için 'ideal' sıkıştırma oranı nedir?
A: Evrensel uygulamalar için tek bir 'ideal' sıkıştırma oranı yoktur, çünkü bu polimer türü, ürün tasarımı ve işleme koşulları gibi faktörlere bağlıdır. Ancak, aşırı basınç olmadan uygun erime ve karıştırmaya izin veren dengeli bir sıkıştırma oranı genellikle tercih edilir.