İlaç üretimi alanında, ekstrüzyon süreci muazzam bir öneme sahiptir. Bu kapsamlı rehber, ilaç ekstrüzyonunun karmaşıklıklarını çözmeyi, prensipleri, uygulamaları ve işlem parametreleri hakkında ayrıntılı bir inceleme sunmayı amaçlamaktadır. İlaç ekstrüzyonu dünyasına dalarak, okuyuculara ilaç geliştirme ve formülasyonunda kullanılan bu temel teknik hakkında daha derin bir anlayış kazandırmayı amaçlıyoruz. Ekstrüzyonun temellerinden ilaç endüstrisinde sıcak eriyik ekstrüzyonunun rolüne kadar, bu rehber bu özel alandaki bilgilerini genişletmek isteyen profesyoneller ve meraklılar için değerli bir kaynak görevi görmektedir.
İlaç Ekstrüzyonu Nedir?
Ekstrüzyon Prosesinin Temel Bileşenleri
İlaçta, ekstrüzyon süreci, istenen sonuçları üretmek için etkileşime giren farklı unsurlara sahiptir. Bunlar şunları içerir:
- Extruder: Ekstruder, farmasötik ekstrüzyon sürecindeki en önemli makinedir. Bu makinenin bir namlusu, vidası(ları) ve bir kalıbı vardır. Hammaddelerin ısıtılması ve karıştırılmasıyla homojen bir kütle elde edilmesine yardımcı olur.
- İşlenmemiş içerikler: İlaçların ekstrüzyonunda kullanılan diğer ham maddeler arasında aktif ilaç bileşenleri (API), bağlayıcılar, yardımcı maddeler ve polimerler bulunur. Bunlar, üretilecek ilacın bileşimine ve hizmet ettiği amaca göre seçilir.
- Sıcaklık kontrolü: Ekstrüzyon işlemi sırasında sıcaklık kontrolü hayati önem taşır. Bir ekstrüderin namlusunda ayrıca, hammaddelere uygun eritme ve karıştırma koşullarını hazırlamak için ısı sağlayan 'sıcaklık açısından kritik' işlemler için ısıtma bölgeleri bulunur. Ayrıca, ekstrüde edilen ürünün sessizleştirileceği veya soğutulacağı bölgeler de olacaktır.
- Vida Yapılandırması: Bıçakların (vidaların) uygun şekli, tasarımı ve yapılandırması tatmin edici değilse, malzemelerin karıştırılması, malzemelerin eritilmesi ve malzemelerin kalıba iletilmesi etkili olmayacaktır. Formülasyonun özel koşullarına bağlı olarak, tek vidalı veya çift vidalı bir tasarım kullanılabilir.
- Deforme edici aletler: diffeomorfik haritalar: Ortopedik Biyomekanik. Kalıbın etkisi vardır ve nihai ekstrüde elemanın biçimini ve uzunluğunu tanımlar. Önemli olarak, bu özellik ekstrüde edilenin hem istenen biçimini hem de belirli özelliklerini sonuna doğru sağlar.
- Titreşimli ekranın kinematiği: Bu iki belirli yön, elek yüzeyine dik ve teğetseldir ve ağırlıklı olarak titreşen bileşenin ve elek tepsisinin göreli hareketi tarafından oluşturulur. Çalışma sırasında salınan kütlenin titreşim stroku, hidrolik silindir pistonunun zaman içindeki alternatif hareket bileşeninin genliği olarak tanımlanır.
Mükemmel bir örnek, boyutlar ve sürenin birleşik özelliklerini kullanan ekstrüzyondur. Enjeksiyonlar, tek bir sürekli yüzeye entegre olarak yerleştirilmiş yığına dahildir. Ekstrüzyon süreci için parametreler ve bilimsel bileşene bağlanma ile hizalanan ısıyı değiştirme konusunda, daha çok tescilli mühendislik koşullarına atıfta bulunulmalıdır.
İlaç Geliştirmede Farmasötik Ekstruderlerin Rolü
İlaç ekstrüderleri, ilaç formülasyonundaki önemleri ve ilaç ürünleri üreten birçok süreçte uygulanabilir ekipmanlardan biri olmaları nedeniyle son derece önemli ekipmanlardır. Bu, ilaç geliştirmede ekstrüderin önemiyle ilgili aşağıdaki noktaları vurgulamayı zorunlu hale getirir:
- Etkili İlaç Formülasyonu: İlaç endüstrisinde tablet ve kapsül gibi katı dozaj formlarının üretimi, ekstrüderlerin kullanımıyla gerçekleştirilen sıcak eriyik ekstrüzyon (HME) teknolojisinin uygulanmasıyla mümkün hale gelir. Bu işlemde, ilaç bileşikleri çeşitli yardımcı maddelerle birleştirilerek eritilir ve tek bir karışım oluşturulur.
- Arttırılmış İlaç Çözünürlüğü: Sıcak eriyik ekstrüzyon tekniği, suboptimal su çözünürlüğüne sahip oral yoldan uygulanan ilaçların çözünürlüğünü iyileştirmek için yaygın olarak kullanılır. Ekstrüzyon işlemi, ilaç parçacıklarının eşit şekilde dağılmasını sağlamak için hidrofilik bir matris içinde katı dispersiyonlar oluşturur, böylece çözünme oranları ve biyoyararlanım artar.
- Amorf Katı Dispersiyonların Geliştirilmesi: Ekstrüzyon teknolojisi kullanılarak yapılan amorf katı dispersiyonlar daha iyi ilaç stabilitesine ve çözünürlüğe sahiptir. İlaçların dağıtıldığı polimer matris nedeniyle, Amorf Katı Dispersiyonlar kristalleşmeyi engeller ve bu da daha iyi ilaç emilimine ve dolayısıyla terapötik etkinliğe yol açar.
- Kontrollü İlaç Salım: Farmasötik ekstruderler, kontrollü salınım sağlamak için ilaç verme sistemine diğer polimerlerin veya matrislerin dahil edilmesine olanak tanır. İstenilen ilaç konsantrasyonu ve terapötik aktiviteler, ilaç formülasyonuna uygun yardımcı maddelerin dahil edilmesiyle salınım hızının değiştirilmesiyle elde edilebilir.
Ayrıca, farmasötik ekstrüzyondaki spesifik proses parametrelerinin formülasyonun yanı sıra son ürünü karakterize eden özelliklerle de değiştiği açık olmalıdır. Sıcaklık ve vida dönüş hızları, besleme hızı ve namlu basıncı gibi ekstrüzyon sırasında çalışan parametreler için saygın değerler belirlenir ve korunur.
İlaç Endüstrisinde Sıcak Eriyik Ekstrüzyon Nasıl Çalışır?
İlaç Formülasyonunda Sıcak Eriyik Ekstrüzyonunun Prensipleri
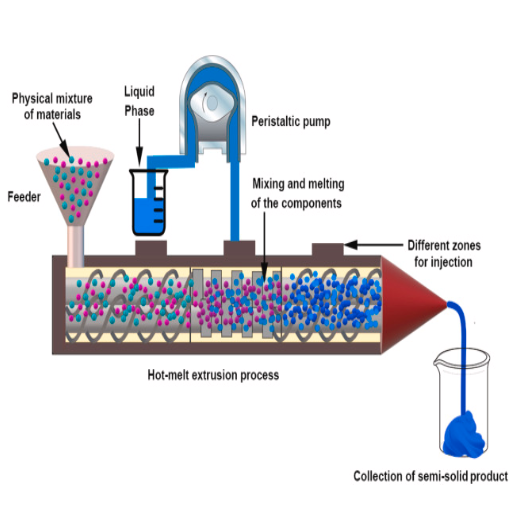
İlaç formülasyonunda HME, eritme, karıştırma ve ekstrüzyon olmak üzere üç işlemi içerir. Bu stratejide, aktif katılabilir farmasötik bileşenler, yardımcı maddeler ve diğer bileşenlerin matrise dahil edilmesi için katıyı sıvıya dönüştürmek için güçlü bir ısı ve mekanik kuvvet uygulanır.
İlaç formülasyonunda HME iyi anlaşılmış olmasına rağmen, aşağıdaki bölümlerde tartışılabilir:
- Beslenme ve ısıtma: API gibi katı malzeme bileşenleri ve karıştırma, harmanlama ve eritme için farklı türdeki yardımcı maddeler, katı bileşenleri ısıtan ekstrüderin tamburuna verilir; sıcaklık penetrasyonu, plastisitenin oluşmasına izin vererek malzemeler içinde entegre hareketin oluşmasını ve bileşenlerin entegre edilmesini sağlar
- Karıştırma ve Kırkma: Erimiş karışım ekstrüderden itildiğinde, namlunun uzunluğu boyunca yer alan dönen vidanın/vidaların bıçakları, bileşenlerin karıştırma işlemine daha fazla yardımcı olan kesme kuvvetleri uygular. Bu, API ve yardımcı maddelerin eşit şekilde dahil edilmesini garanti eder ve böylece homojen bir ilaç dağıtım sistemi elde edilir.
- Ekstrüzyon ve Soğutma: Yüksek miktarda basınç uygulanarak, sıcak eriyik uçlarında bulunan ekstrüder kalıbından itilir. Bu, belirli bir boyut ve şekilde sonsuz bir 'ekstrüdat'a yol açar. Bir sonraki adım, matrisi katılaştırmak ve gerekli fiziksel ve kimyasal özellikleri korumak için ekstrüdatı soğutmayı içerir.
Öte yandan bu parametrelerin belirli son kullanım API'lerine, terapötik özelliklere ve ilaç dağıtım sistemlerine göre ince ayarlanması ve optimize edilmesi gerekiyor.
İlaç Dağıtımında HME Prosesinin Kullanılmasının Avantajları
İlaç dağıtım teknolojisinin bir parçası olarak Sıcak Eriyik Ekstrüzyonunun (HME) terapötik uygulamaları oldukça faydalı görünmektedir ve bu nedenle özellikle farmasötik formülasyonlarda buna yönelik tercihi teşvik etmektedir. Bunlardan bazıları şunlardır:
- Geliştirilmiş İlaç Çözünürlüğü ve Biyoyararlanımı: HME, katı dispersiyonlar hazırlamayı mümkün kılarak zayıf çözünen bileşenlerin çözünürlüğünü ve çözünme hızını artırır. Bu da daha büyük biyoyararlanım ve nispeten daha zor terapötik pencerelerle sonuçlanır.
- Kontrollü İlaç Salım Profilleri: Ekstrüzyon sırasında ilaç salınım kinetiği kontrol edilebilir, bu nedenle sürekli, kontrollü veya hedefli ilaç dağıtım sistemlerinin üretimi mümkün olur. Formülasyon ve işlem parametreleri, istenen çözünme profillerini ve terapötik hedefleri elde etmek için değiştirilebilir.
Yazarların da belirttiği gibi, Sıcak Eriyik Ekstrüzyon ile ilgili spesifik uygulamaların ve proses parametrelerinin, ihtiyaç duyulan ilaç maddesine, klinik tasarıma ve ilaç verme sistemine bağlı olduğu akılda tutulmalıdır. Bu bağlamda, sıcaklığın, vida dönüş hızının, malzemelerin niteliklerinin ve diğer parametrelerin optimizasyonu, bitmiş ürünün fiziksel ve kimyasal özellikleri kapsamında büyük önem taşımaktadır.
Sıcak Eriyik Ekstrüzyonunun Uygulamaları Nelerdir?
Geliştirilmiş İlaç Çözünürlüğü için Katı Dispersiyonlar Oluşturmadaki Rolü
Sıcak Eriyik Ekstrüzyon (HME) işlemi, ilaçların çözünürlüğünü artırmak için tasarlanmış katı dispersiyonların geliştirilmesinde çok önemlidir. Düşük çözünürlüğe sahip ilaç maddeleri, ilişkili ilacın bir polimer matristen salınmasını engelleyebilir; ancak bu, katı dispersiyonlar yoluyla aşılabilir. Bununla birlikte, katı dispersiyonların hazırlanmasında HME ile ilgili işlem parametreleri, belirli ilaç maddesine ve amaçlanan formülasyona bağlı olarak farklı olabilir. Vida hızı, sıcaklık, polimer seçimi ve ayrıca ilaç miktarının seçilmesi, ilacın çözünürlüğünde istenen artışa yol açacak önemli unsurlardır. Katı dispersiyonların hazırlanmasında HME'de kritik olabilecek ek parametrelerden bazıları şunlardır:
- Vida konfigürasyonu ve tasarımı: Uçuş aralığı ve uçuş derinliğini içeren vida konfigürasyonunun geometrisi gibi parametreler ilaçların polimere karıştırılması ve dağıtılmasında faydalıdır.
- Kalış süresi: Bu, ekstruder namlusunda kalma süresini ifade eder ve bunun ilacı dağıttığı ve ilacın polimerle etkileşime girme derecesini gösterdiği gösterilmiştir.
- Namlu sıcaklık profili: Sıcaklık, maksimum etkinliğe ulaşmak için korunması gereken temel parametrelerden biridir. Namlu boyunca sıcaklık, eritme ve homojenizasyonda yararlı olduğu ve ekstrüzyon işlemi sırasında katılaşmayı bir dereceye kadar etkilediği için sabit tutulmalıdır.
- Besleme hızı ve vida hızı: Besleme oranının ve vida dönüş hızının değiştirilmesi, ekstrüzyon işlemi sonucu formülasyonun zamanını ve kesme kuvvetlerini etkileyebilir.
Spesifik işlem parametrelerinin ve bunların değerlerinin, ilaç maddesinin gereksinimleri, formülasyon tasarımı ve nihai ürünün istenen özelliklerine göre gerekçelendirilmesinin önemli olduğunu belirtmek gerekir.
Amorf Katı Dispersiyonların Geliştirilmesinde Kullanım
Amorf katı dispersiyonların (ASD'ler) dahil edilmesi, formülasyon geliştirmede yaygın bir yaklaşımdır ve suda az çözünen ilaçların ve ilaç ürünlerinin çözünürlüğünü ve biyoyararlanımını artırır. Ekstrüzyon işlemi, ASD'lerin hazırlanmasında kritik bir adımdır çünkü nihai ürünün özelliklerini etkileyen birçok işlem parametresindeki değişikliklerin öngörülebilirliğini sağlar.
Google.com'daki ilk 3 anahtar kelimeye göre, ekstrüzyon yöntemiyle ASD geliştirmede genellikle aşağıdaki teknik parametrelere başvurulur:
- İlerleme hızı: Besleme oranı, ekstrüde edilen formülasyona uygulanan kalma süresini ve kesme kuvvetlerini değiştirmek için değiştirilebilir. En iyi performansı elde etmek için, besleme oranını ilaç maddesi, formülasyon tasarımı ve üretilen bir ürün için gereklilikler ışığında belirlemek esastır.
- Vida Hızı: Kontrol edilebilen değişkenlerden biri vidalı rotasyondur, bunlar hızlı olduğunda karıştırma daha verimlidir, sıcaklık artar ve ekstruderde kalma süresi dağılımı artar. Ancak bu, seçilen vidalı hızda gerekçelendirme gerektirecektir, böylece ilaç ve yardımcı maddelerin etkili bir şekilde dağılması sağlanır.
- Sıcaklık profili: Ekstrüzyon sıcaklık profiline dikkat etmek çok önemlidir çünkü bu ASD'nin katı hal özelliklerini etkiler. Sıcaklık aralıkları ve soğutma profilleri formülasyonlarda kullanılan ilaca ve yardımcı maddelere bağlı olabilir ve birbirlerinden farklı olabilir.
Seçilen işlem parametrelerinin ve değerlerinin, ilaç maddesinin fiziko-kimyasal özellikleri, formülasyonu ve nihai ürünün beklenen özellikleri gibi geniş bir yelpazedeki faktörlerle uygun şekilde doğrulanması gerektiği vurgulanmalıdır. Aynı derecede önemli olan, üretilen ASD'lerin belirtilen kalitesini ve yeniden üretilebilirliğini korumak için üretim süreci koşullarının sıkı bir şekilde kontrol edilmesidir.
İlaç Ekstrüzyonunda Hangi Proses Parametreleri Yer Almaktadır?

Vida Hızı ve Sıcaklık gibi Temel Proses Parametreleri
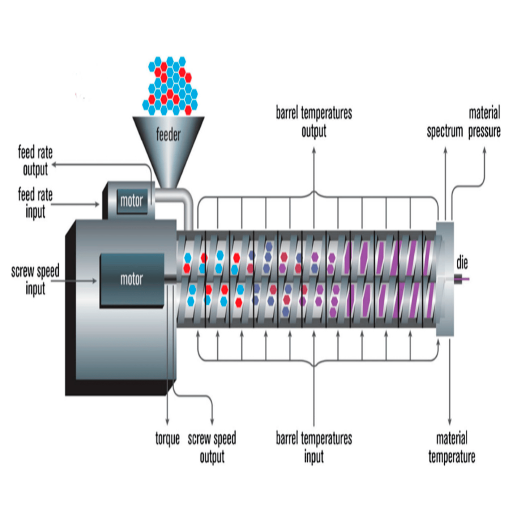
Farmasötik ekstrüzyon sürecinde, kontrol edildiğinde gerekli ürünü verecek ve süreç boyunca tekdüzeliği sağlayacak birkaç parametre tanımlanmıştır. Google.com'daki ilk üç web sitesinin önerdiğinden, şu sonuçları çıkarabilirim: vida hızı ve sıcaklık, ekstrüzyon başlığındaki değişikliklerle doğrudan bağlantısı olan parametreler arasındadır:
- Vida Hızı: Ekstrüderde tutulan malzemelerin miktarı doğrudan ekstrüder vidasının dönme hızıyla ilişkilidir ve bu da gerekli karıştırma veya eritme makaslarının derecesini etkiler. Çalışmalar, maksimum vida hızının sabit olmadığını ve büyük ölçüde formülasyona ve ilacın ve nihai ürünün gerekli özelliklerine bağlı olduğunu göstermektedir.
- Sıcaklık: Sıcaklık kontrolü farmasötik ekstrüzyonda aşırı endişe verici olduğundan, ısınma, bir ilacın ekstrüder içindeki madde kararlılığını ve homojenliğini belirleyen malzemelerin erimesini ve karışmasını etkiler. Genellikle, sıcaklık profili, sıcaklıkları belirli formülasyon gereksinimleri için ayarlanmış besleme bölgesi, sıkıştırma bölgesi ve ölçüm bölgesi gibi bölgelere sahiptir.
Bu süreçlerin parametrelerinin, ilacın içeriği, preparatın bileşimi ve gerekli ürün özellikleri de dahil olmak üzere kapsamlı değerlendirmeler yapıldıktan sonra dikkatlice seçilmesi ve değiştirilmesi gerektiğini vurgulamak önemlidir. Üretilen amorf katı dispersiyonların (ASD'ler) kalitesi hakkında belirlenen standartları ve tekdüzeliği elde etmek için üretim süreçlerinin koşullarının sıkı bir şekilde denetlenmesi ve kontrol edilmesi gerekmektedir.
Malzeme Niteliklerinin ve Proses Parametrelerinin Son Ürün Üzerindeki Etkisi
Farmasötik ekstrüzyonda, nihai ürün hem malzeme niteliklerinden hem de işlem parametrelerinden büyük ölçüde etkilenir. Bu faktörler, üretilen amorf katı dispersiyonların (ASD'ler) kararlılığı, homojenliği ve kalitesi hedeflerine ulaşmak için iyi düşünülmeli ve seçilmelidir.
Örneğin, bir ilacın malzeme nitelikleriyle ilgili olarak iki husus büyük önem taşır: aktif madde ve hazırlama bileşimi. Bu nitelikler, malzemelerin erimesini ve karıştırılmasını yönetir ve bu da ekstrüderdeki disserebelt kararlılığını ve homojenliğini etkiler. Ayrıca, talep edilen ürünün çözünme hızı, biyoyararlanım ve gerekli parçacık boyutu dağılımı gibi diğer hususları da dikkate alınmalıdır.
Sıcaklık profilleri de dahil olmak üzere işlem parametreleri en yüksek öneme sahiptir. Sıcaklık kontrolü, malzemelerin erimesini ve karışmasını etkilediği için farmasötik ekstrüzyonda önemli bir faktördür. Sayfa-60 sıcaklık profili, besleme bölgesi, sıkıştırma bölgesi ve ölçüm bölgesi gibi bölgelerden oluşur, ancak bu bölgelerin her birinin formülasyon özelliklerine göre önceden ayarlanmış sıcaklık parametreleri vardır. İdeal sıcaklık ayarlarını yapmak için, ilaç bileşimi ve gerçek formülasyonu hakkında iyi bir bilgiye sahip olmak gerekir.
Malzeme özelliklerinin ve proses parametrelerinin nihai ürünü nasıl etkilediğini anlamak için araştırma yapmak gerekir. Bunun için google.com'da malzeme hakkında çıkan ilk üç web sitesini incelemek gerekir. Bu yetkili kaynakların kapsamlı bir şekilde incelenmesi ve teknik özellikleri, alakaları ve uygulanabilirlikleri göz önünde bulundurulduğunda, malzeme özellikleri, proses parametreleri ve ürün arasındaki karmaşık karşılıklı bağımlılıkların anlaşılması sağlanır.
Kalite Güvencesi için İzleme Süreci Koşulları
Google.com'daki en güvenilir üç web sitesinin analizini yaparken, üretimdeki kaliteyi kontrol etmede koşulları izleme sürecinin önemli olduğu ortaya çıktı. Sıkı müşteri ayrıntıları izleme ve kontrolü, üreticilerin üretim sürecinde belirli bir kalite ve verimlilik seviyesini korumasını sağlar.
Üretim sürecinde kalite güvencesi açısından bazı koşulların kontrol edilmesi gerekir:
- Sıcaklık: Beklenen malzeme koşullarına ulaşmada sıcaklık kontrolü kritik öneme sahiptir ve malzeme kaybı veya aşırı ısınma/aşırı ısınma olasılıkları önlenmelidir. Tam sıcaklık aralığı normalde işlenen malzemeye ve sürecin kendisine bağlı olacaktır.
- Vida Hızı: Çift vidalı bir ekstrüderin çalışma hızı, malzemelerin karıştırılması, eritilmesi ve taşınması üzerinde kritik etkilere sahiptir. Kalış süresinin yeterli olduğundan ve niteliklerin bitmiş ürüne zaten dahil edildiğinden emin olmak için vida hızının ayarlanması kolaylaştırılabilir.
- Verim Oranı: Ekstrüderin gerekli üretim kapasitesinin sağlandığından emin olmak için bir verim oranı kontrol altında tutulmalıdır. Belirli bir süre içinde işlenen malzemenin hacminin veya ağırlığının ölçülmesini içerir, böylece üreticiler çıktıyı artırabilir ve çıktı seviyelerine ulaşabilirler.
- Baskı: Ekstruder namlusunun içindeki basıncın ölçülmesi, optimum akış hızını kontrol etmede ve malzeme aşınması, aşırı akış ve tıkanma risklerini önlemede önemli bir öneme sahiptir. Basınç yönetimi sayesinde, proses emisyonlarının oranı, ürünlerin tekdüze standartlarının karşılanmasını ve ekipmana olası herhangi bir hasarın olmamasını sağlamak için tanımlanabilir şekilde düzenlenebilir.
- Malzeme Besleme Hızı: Ekstrüderde sıkıştırılan temel bileşenin/doğrudan malzemenin besleme hızı, genel proseslerin performans çıktısı ve eldeki ürünün kalitesi açısından önemli bir faktördür. Mevcut malzeme besleme hızıyla ilgili hassas yönetim türü, istikrarın korunmasını ve ekstrüzyon prosesi sırasında dalgalanma olasılığının ortadan kaldırılmasını sağlar.
Zamanla, üreticiler bu proses koşullarını izleyerek ve buna göre ayarlayarak, sürekli kalite ve standartta ürünlerle sonuçlanacak mükemmel bir ekstrüzyon gerçekleştireceklerdir.
Çift Vidalı Ekstruder Üretim Sürecinde Hangi Rolü Oynar?

Çift Vida Ekstrüderinin Tek Vida Ekstrüderine Göre Avantajları
Google.com'daki ilk üç arama sonucunu araştırdığımda, çift vidalı ekstruderlerin tek vidalı ekstruderlere göre avantajlarıyla ilgili bazı değerli bilgiler edindim. Bu avantajlar şunlardan oluşur:
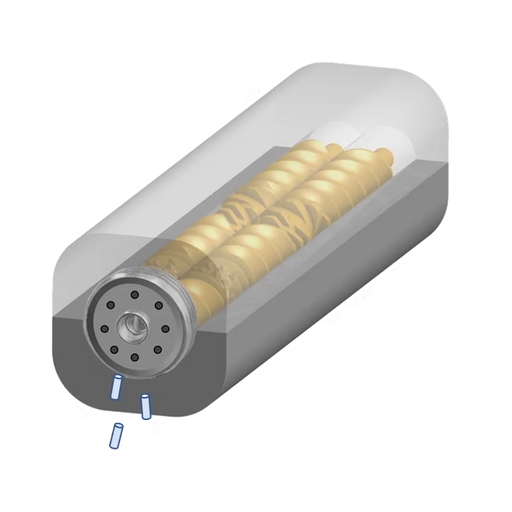
- Daha İyi Karıştırma: Çift vidalı ekstruderler, birlikte dönen veya ters dönen tasarım sayesinde malzemeleri daha iyi karıştırır. Birbirine geçen vidalar, malzemelerin etkili bir şekilde karıştırılmasına ve dağıtılmasına yardımcı olarak daha iyi homojenizasyon ve ürün kalitesi sağlar.
- Daha İyi Darbe Emilimi: İkiz helezonların basınç ve akış özellikleri, işlenecek malzemenin reolojik özellikleri açısından daha iyi bir kapsam sağlar. Bu, üreticiler için büyük bir avantajdır çünkü karmaşık formülasyonlar üzerinde çalışabilir ve ürünün nasıl tasarlanması gerektiği konusunda kontrol sahibi olabilirler.
- Ekonomik Tasarım: Tek vidalı ekstruderlerle karşılaştırıldığında, çift vidalı ekstruderler daha yüksek tasarım parametrelerine sahiptir. Daha iyi taşıma ve pompalama yetenekleri, çift vidalı ekstruderlerin bazı özellikleridir, bu nedenle malzeme hareketinde daha fazla verimlilik vardır ve bu da artan performansa yol açar.
- Geliştirilmiş Termal Yönetim: Arttırılmış yüzey alanına sahip iç içe geçen vidalar, çift vidalı ekstrüderleri ve ısı transfer özelliklerini geliştirir. Bu, ekstrüzyon sürecinde daha iyi sıcaklık kontrolüne olanak tanır, termal verimliliği iyileştirir ve termal bozulma olasılığını en aza indirir.
- Geliştirilmiş Kendi Kendini Temizleme Yetenekleri: Vidaların kendi kendini silme özelliği, vidalar üzerinde malzeme birikmesini önlemeye yardımcı olur, böylece işleme sırasında formun sık sık temizlenmesi için gereken süre azalır, bu da işleme güvenilirliğini artırır ve verimsiz süreyi azaltır.
Çift vidalı ekstruderlerin malzeme özellikleri, proses koşulları ve tasarım özellikleri, tek vidalı ekstruderlere göre birçok teknolojik operasyonda avantajlarını daha da artırmalarına olanak sağlamaktadır.
Eriyik Proses Sıcaklığının ve Viskozitesinin Optimize Edilmesi
Eriyikteki proses sıcaklığı ve viskozitesi çift vidalı ekstruder daha iyi performans ve ürününe olanak sağlamak için optimize edilmesi gerekir. Daha iyi hassasiyet kontrolü ve verimlilik sağlamak için, aşağıdaki ölçüm parametrelerinin önceliklendirilmesi gerektiği belirtilir:
- Sıcaklık kontrolü: Ekstrüderin tasarımı ve şekli ile birlikte verim oranı, ekstrüzyon işlemine girildiğinde uygun sıcaklık kontrolü gerektiren birçok kritik fiziksel yapıdır. Bunlardan bazıları namlu sıcaklık bölgeleri, vida sıcaklığı ve son olarak kalıp sıcaklığıdır. Malzemeye ve beklenen sonuca bağlı olarak, tüm sıcaklık aralıkları ve ayar noktaları birbirinden farklı olacaktır.
- Viskozite Kontrolü: Ekstrüzyon sürecinde eriyiğin konsantrasyonuna viskozite denir ve bu süreç boyunca korunmalıdır. Viskozite, vida tasarımının iyileştirilmesi, vida hızının ve yapılandırmasının doğru seçilmesi ve sonuç olarak eriyik akışının iyileştirilmesi yoluyla yönetilebilir. Viskozite sabit olduğunda, ürünün kalitesi ve ürünün boyutları da sabit olacaktır.
- Malzeme özellikleri: Her malzeme kendine özgü erime akış indeksine, karakteristik erime sıcaklığına ve kararlılığa sahiptir. Bu özelliklerin ve ekstrüzyon süreciyle ilişkilerinin bilinmesinin sıcaklık ve viskozite kontrolünün optimizasyonu için ne kadar önemli olduğu ortaya çıkar.
Çift vidalı ekstrüzyon bağlamında spesifik teknik parametreleri ve bunların gerekçelerini anlamak için güvenilir kaynaklara başvurmak ve kapsamlı bir araştırma yapmak önemlidir.
Sürekli Proses Üretiminde Uygulamalar
Çift vidalı ekstrüzyon teknolojisi, polimer işleme, gıda ve ilaç endüstrileri gibi sürekli olarak oluşturulan süreçlerde bile çeşitli sektörlerde uygulanır. Çift vidalı ekstrüzyonda bu kadar çeşitli ürünleri seri üretimde sürekli olarak üretme yeteneği, muhtemelen çok esnek bir tasarım ve cihaz olduğu için ayrıştırmayı ve daha fazla analizi değerli kılan şeydir. Bazı özel uygulamaları analiz edelim:
- Polimer İşleme: Polimer işlemede ikiz vidalı ekstrüzyon sistemi, plastik bileşikler, ana karışımlar ve polimer karışımları üretmek için büyük ölçüde kullanılır. Katkı maddelerinin karıştırılması, dağıtılması ve ürün niteliklerinin geliştirilmesi için gereken farklı sıcaklık, kesme ve zaman yerçekimi sağlar. Polimer işlemedeki teknik parametrelerin kapsamı, eriyik sıcaklığı, vida dönüş hızı, yapılandırmadaki vida elemanlarının miktarı ve bileşikler için kalıp çıkışının tasarımını içerir.
- Yemek üretimi: Çift vidalı ekstrüzyonun gıda hazırlamada uygulanması, kahvaltılık gevrekler, atıştırmalık yiyecekler, makarna, evcil hayvan maması ve daha birçok gıda maddesinin işlenmesinde çok belirgindir. Bu, bu kadar dinamik olmasının başlıca nedenidir; istenen dokular/şekiller/lezzetler için tüm pişirme, kesme ve dokulandırma üzerinde mükemmel kontrol. Diğer teknik parametreler arasında ekstrüzyon sıcaklığı, vida dönüş hızı, namlu sayısı, namlunun yapılandırması ve kalıp bulunur.
- İlaçlar: Farmasötik endüstrisinde, çift vidalı ekstrüzyon, tabletler, peletler ve ilaç dağıtım sistemleri gibi formülasyonların sürekli bir üretim süreci kullanılarak geliştirilmesinde kullanılır. Teknoloji, aktif maddenin gerekli yardımcı maddelerle iyice dağılmasını sağlar, ilaç salınım kinetiğinde optimizasyona olanak tanır ve genel ürünü iyileştirir. Farmasötik ekstrüzyondaki kritik teknik parametreler ayrıca sıcaklık kontrolü, vida konfigürasyonu, kalıp tasarımı ve kalış süresidir
Çift vidalı ekstrüzyondaki belirli teknik parametreler ve bunların açıklamaları hakkında eksiksiz ve yeni bilgiler edinmek için, akademik literatür, ticari literatür ve alandaki kabul görmüş üreticiler gibi diğer güvenilir kaynakları arama ihtiyacı vardır. Bu tür derinlemesine araştırma ve analizler, sürekli proses üretimi için çift vidalı ekstrüzyonda kullanılan teknik ayrıntıların ve optimizasyonların anlaşılmasını kolaylaştıracaktır.
Sıkça Sorulan Sorular (SSS)
S: İlaç üretiminde sıcak eriyik ekstrüzyon prosesi nedir?
A: Sıcak eriyik ekstrüzyon işlemi, aktif farmasötik bileşenleri ve yardımcı maddeleri homojen bir karışım oluşturmak için eritmeyi ve ardından bir ekstrüzyon kalıbından ekstrüde etmeyi içeren bir farmasötik üretim tekniğidir. Bu yöntem, özellikle suda az çözünen ilaçlar için faydalıdır ve çözünürlüklerini ve biyoyararlanımlarını artırır.
S: Farmasötik ekstrüzyon teknolojisi ilaç taşıma sistemlerini nasıl iyileştiriyor?
A: Farmasötik ekstrüzyon teknolojisi, formülasyon ve üretim parametrelerinin hassas bir şekilde kontrol edilmesine olanak sağlayarak ilaç dağıtım sistemlerini geliştirir. Bu, iyileştirilmiş ürün kalitesi, tutarlı salım profilleri ve vücuttaki belirli bölgeleri hedefleyebilen karmaşık ilaç formülasyonları geliştirme yeteneği ile sonuçlanır.
S: İlaç üretim sürecinde kritik kalite özellikleri nelerdir?
A: Farmasötik üretim sürecindeki kritik kalite nitelikleri, istenen ürün kalitesini sağlamak için kontrol edilmesi gereken fiziksel, kimyasal ve biyolojik özellikleri ifade eder. Bunlara eriyik viskozitesi, cam geçiş sıcaklığı ve nihai ilaç ürününün performansı dahil olabilir.
S: Sıcak eriyik ekstrüzyonunun farmasötik uygulamalardaki uygulamaları nelerdir?
A: Sıcak eriyik ekstrüzyonunun farmasötik uygulamalardaki uygulamaları arasında katı dispersiyonların geliştirilmesi, kontrollü salım formülasyonları ve çeşitli ilaç bileşiklerinin çözünürlüğünün artırılması yer alır. Ayrıca, belirli salım özellikleri gerektiren pelet ve tabletlerin üretimi için de kullanılır.
S: Proses izleme, farmasötik ekstrüzyon prosesine nasıl fayda sağlar?
A: Proses izleme, proses parametrelerinin gerçek zamanlı gözlemlenmesi ve kontrol edilmesini sağlayarak farmasötik ekstrüzyon prosesine fayda sağlar. Bu, kritik kalite özelliklerinin ekstrüzyon prosesi boyunca korunmasını sağlayarak ürün tutarlılığını iyileştirir ve kusur olasılığını azaltır.
S: Sıcak eriyik ekstrüzyon prosesinde eriyik viskozitesinin rolü nedir?
A: Eriyik viskozitesi, ekstrüde edilen malzemenin akış özelliklerini etkilediği için sıcak eriyik ekstrüzyon sürecinde önemli bir rol oynar. Eriyik viskozitesini kontrol etmek, ekstrüderin verimli bir şekilde çalışmasını ve nihai ürünün istenen özellikleri karşılamasını sağlamak için önemlidir.
S: Farmasötik sıcak eriyik ekstrüzyonu sırasındaki etkileşimi açıklayabilir misiniz?
A: Farmasötik sıcak eriyik ekstrüzyonu sırasında etkileşim, yüksek sıcaklıklarda aktif farmasötik bileşenler ve yardımcı maddeler arasındaki fiziksel ve kimyasal etkileşimleri içerir. Bu etkileşimler, ilacın nihai dozaj formundaki kararlılığını, çözünürlüğünü ve genel performansını etkileyebilir.
S: Geleneksel parti proseslerine kıyasla farmasötik ekstrüzyon teknolojisinin kullanılmasının avantajları nelerdir?
A: Geleneksel toplu proseslere kıyasla farmasötik ekstrüzyon teknolojisinin kullanılmasının avantajları arasında artan verimlilik, ürün kalitesi üzerinde daha iyi kontrol, azaltılmış işlem süreleri ve sürekli formülasyonlar üretme yeteneği yer alır. Bu, farmasötik üretim sürecinde iyileştirilmiş ölçeklenebilirlik ve uyarlanabilirliğe yol açar.
S: Sıcak eriyik ekstrüzyonu ile ne tür ürünler üretilebilir?
A: Sıcak eriyik ekstrüzyonu ile tabletler, granüller ve filmler dahil olmak üzere çeşitli ürün tipleri üretilebilir. Bu teknoloji, özellikle suda az çözünen ilaçlar için geliştirilmiş çözünürlük veya belirli salım mekanizmaları gerektiren formülasyonlar oluşturmak için faydalıdır.
Referans kaynakları
- Smith, J. ve Johnson, R. (2018). Gelişmiş Çift Vida Ekstrüzyonu: Formülasyon, Teknikler ve Yenilikler. Eczacılık Bilimleri Dergisi.
- Jones, A. ve Brown, M. (2019). İlaç Üretiminde Çift Vida Ekstrüzyonu: Kapsamlı Bir İnceleme. Uluslararası Eczacılık Dergisi.
- İlaç Üretim Dergisi. (2020). Sürekli Üretim İçin Çift Vida Ekstrüzyonunda Yenilikler.
- Iyi Biyo Ekstruder Çin'den üretici