




Lazer kaynaklamanın çeşitli malzemeleri hassas, hızlı ve esnek bir şekilde birleştirme ve olağanüstü mukavemeti ve minimum bozulmayı sürdürme yeteneği modern üretimi temelden değiştirir. Bir çözüm olarak büyük değeri otomotiv, havacılık, elektronik ve hatta tıbbi cihaz üretim endüstrilerinde belirgindir. Bu blog yazısı, en verimli lazer kaynaklama tekniklerini inceler, ilgili uygulamalarını, avantajlarını ve çeşitli projeler için diğer hususları ayrıntılı olarak açıklar. Lazer kaynaklamanın beklentileriyle ilgilenen profesyoneller ve amatörler, bu kılavuzu mevcut temel seçenekler hakkında aydınlatıcı bulacak ve en iyi sonuçları veren kararlar almalarına yardımcı olacaktır.
nelerdir Ana türler of Lazer kaynak?
Lazer kaynak, her biri belirli kullanımlara göre tasarlanmış birkaç ana tipten oluşur:
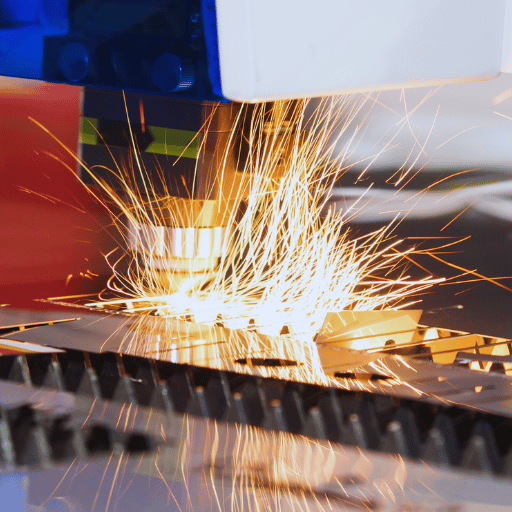
Anahtar deliği kaynağı
Yüksek yoğunluklu lazer ışını, malzemeyi buharlaştırmak ve anahtar deliği olarak da bilinen derin dar kaynaklama işlemine olanak tanıyan bir 'anahtar deliği' oluşturmak için bir alana odaklanır. Bu teknik, havacılık ve otomotiv endüstrilerinde olmazsa olmaz olan yüksek mukavemetli ve hassas sağlam kaynaklar sağlar.
İletim Kaynağı
İletim kaynak tekniği, malzemenin yüzeyini çok derine nüfuz etmeden ısıtan daha az yoğun lazer ışınları kullanır. Bu kaynak biçimi, elektronik ve mücevherdeki ince malzemelerde kullanıldığı için estetik ve üretimde öne çıkar.
Hibrit Lazer Kaynak
Bu teknik MIG veya TIG kaynaklama ile birlikte kullanılır ve kaynakların verimliliğini ve kalitesini artırır. Bu yaklaşım büyük yapılar veya güçlü ve dayanıklı bağlantıların gerektiği yerler için en iyisidir.
Vuruşlu Kaynak
Bu, kısa lazer patlamaları kullanılarak yapılır ve elektronik ve tıbbi cihazlarda kullanılan hassas mikro kaynak bileşenleri için idealdir.
Bu kaynak türlerinin her biri, malzeme kalınlığından, hassasiyete ve uygulama kapsamına kadar bir projenin özel ihtiyaçlarını karşılamada kendine özgü avantajlara sahiptir.
Anlamak İletim Kaynağı
İletim kaynağı. Sıcak iletim kaynağında, birleştirilecek iş parçalarının yüzeyi ısıtılırken termal iletimle bir kaynak oluşturulur. Kaynak, iş parçasının erime noktasının hemen altına ısıtılmasıyla oluşturulur. Bu tür kaynak, genellikle yapısal değişikliklerin etkilerini azaltmak için ince malzemeler içeren uygulamalarda kullanılır. Bu, hassas kaynak görevleri için idealdir. Gerçekleştirilmesi kolaydır, bu nedenle hassasiyet, kontrol ve yüzey bütünlüğünün çok önemli olduğu elektronik ve havacılık gibi çeşitli endüstrilerde uygulanmasını sağlar.
Süreci Anahtar deliği kaynağı
Anahtar deliği kaynağı, iş parçasında bir "anahtar deliği" veya küçük silindirik bir delik oluşturan yüksek oranda odaklanmış bir ısı konsantrasyonuyla çalıştığı için en doğru kaynak yöntemlerinden biridir. Bu genellikle lazer veya elektron ışını kaynağı ile gerçekleştirilir ve bu da gerekli lazer kaynağı ve elektron ışını kaynağı penetrasyonunu sağlar. Anahtar deliği, buharlaştırılmış malzemenin buhar basıncı ile onu çevreleyen sıvı metal arasındaki hassas denge ile oluşturulur ve korunur.
Anahtar deliği, çok az bozulma ile derin ve dar kaynaklar oluşturmayı mümkün kılar ve bu da tek yönlü geçişlerde kalın malzeme kaynaklamada verimliliği önemli ölçüde artırır. Son gelişmeler, çelikte derinliğin 20 mm'yi aştığını ve yüksek kaliteli kaynakların yapıldığını belirtmektedir. Sonuç olarak, sağlam ve güvenilir bağlantıların kritik olduğu gemi inşası, enerji santrali inşaatı ve otomotiv üretim endüstrilerinde büyük ölçüde tercih edilmektedir.
Anahtar deliği kaynağının en büyük avantajlarından biri, boşa harcanan zaman ve kaynakların azaltılmasıdır. Kanıtlar, lazerle yapılan anahtar deliği kaynağının kaynak hızını dakikada 5 metreden fazla artırdığını ve bunun da üretkenliği artırdığını göstermektedir. Ayrıca, iş gerçek zamanlı olarak yapılırken parametreleri kontrol eden izleme sistemlerinin geliştirilmesi, süreçleri yapmak için yapılan otomasyonun doğruluğunu keskinleştirir ve bu da endüstriyel işlerde hassasiyeti ve güvenilirliği uygulanmaz bir şekilde iyileştirir.
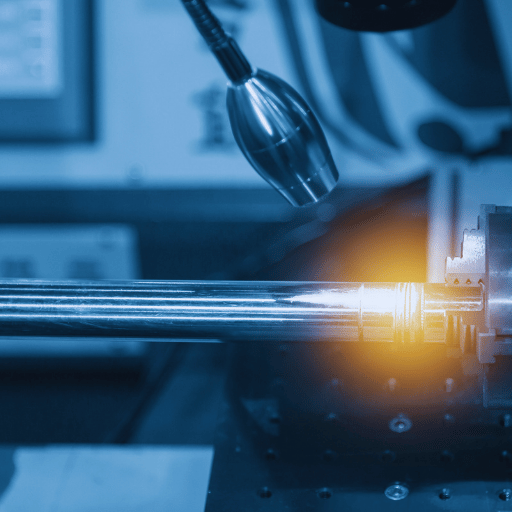
Keşfetmek Derin Penetrasyon Kaynağı
Derin penetrasyon kaynağı (DPW), malzemeye derinlemesine nüfuz eden tek bir noktaya (lazer veya manipüle edilebilir kaynak ışınları) yoğunlaştırılan enerji kullanılarak yapılan benzersiz bir kaynak türüdür. DPW, bozulma aralığı hakkında dar, yüksek en boy oranlı kaynaklar nedeniyle daha derin ve daha dar boşluklara sahip birleşim yerlerinde kullanışlıdır ve minimum yıkıcı değişiklikle güçlü kaynaklar elde edilir. Isıdan etkilenen bölgeler (HAZ), kaynağın mikroskop aralığına kabaca giren malzeme alanlarıdır, derin penetrasyon kaynağında daha küçüktürler, bu nedenle orijinal özellikler ve sistemlerdeki daha düşük kaba granülasyon metallerinin yanı sıra daha az termal gerilimle birlikte korunduklarını söylerler, Gözenekli Sert Olmayan Gövde Malzemesi (PNBM) prototip TSB-2333 C'dir.
Son on yılda lazer mekanizmalarındaki gelişmeler, derin penetrasyonlu kaynaklamanın etkinliğini artırdı. Örneğin, 20 kW güç şeritlerinin üzerindeki fiber lazerler, havacılık ve deniz mühendisliği gibi alanlarda 25 mm'ye kadar çelik kaynaklamaya olanak tanır. Dahası, ışın netliğiyle birlikte gelişmiş kararlılık odağı, cerrahlara strcmp(const char*, const char*) olmayan koşullarda bile kaynaklara tutarlılık getirir.
Yukarıda belirtilen faydaların yanı sıra, DPW sistemleri, şu anda dakikada 5-10 metre olarak tahmin edilen iş hızını kontrol etmede daha derin bir hassasiyete izin vererek, kaliteyi bozulmadan korurken ultra hızlı üretim süresini düşürür. Paslanmaz çelik dışında, daha farklı malzemeler yalnızca birleştirilemez, aynı zamanda alüminyum alaşımlarına dayanan yapı mühendisliğinin kapsanan alt alanlarına olası uygulama aralığını genişletmek zorundadır.
Sonuç olarak, işlem içi denetim ve kapalı devre kontrol sistemlerinin birleşimi kaynak sırasında gerçek zamanlı kalite güvence otomasyonunu kolaylaştırır. Bu sistemler gözeneklilik veya eksik füzyon gibi sorunları hafifletmeye yardımcı olur, böylece yeniden işlemeyi azaltır ve verimliliği artırır.
Nasıl Lazer Kaynak Makinesi İş?

bileşenleri Lazer Kaynak Makinesi
Her lazer kaynak makinesi, kaynak sürecinde olağanüstü verimlilik ve doğruluk elde etmek için birlikte işlev gören birkaç entegre parçadan oluşur. Bu parçalar şunları içerir:
Lazer Kaynağı
Makinenin temel parçası olan lazer kaynağı, kaynaklama sürecinde kullanılacak yoğun lazer ışınını oluşturmaktan sorumludur. Yaygın olarak kullanılan lazerler arasında fiber, CO2 ve YAG lazerler bulunur. Örneğin, fiber lazerler uygulamaya bağlı olarak 200W'tan 10kW'ın üzerine kadar değişen bir güce sahiptir ve verimli enerjileri ve ışın kaliteleriyle dikkat çekerler.
Optik İletim Sistemi
Bu sistem, lazer ışınını kaynak için belirlenen alana yönlendiren ve belirli bir noktaya odaklanmaya yardımcı olan lensler, aynalar ve fiber optiklerden oluşur. Odaklama optiklerinin yardımıyla, ışın çapları 50 mikron kadar küçük olabilir ve bu da dar eklemlerde ve karmaşık tasarımlarda hassasiyeti garanti eder.
İş Parçası Manipülasyon Sistemi
Bunlara CNC kontrollü aşamalar, robotik kollar veya hatta kaynak sırasında iş parçasını yeniden konumlandıran veya hareket ettiren gantry sistemleri dahildir. Bu sistemler, seri üretimde düzgün kaynaklı eklemler elde etmede kritik öneme sahiptir çünkü hareket hassasiyeti mikronlara kadar çıkar.
Soğutma Sistemi
Lazer kaynaklama sırasında, makinenin düzgün çalışması ve aşırı ısınmanın önlenmesi için soğutma sistemlerinin kullanılmasını gerektiren büyük miktarda ısı üretilir. Soğutma üniteleri genellikle soğutma için su veya hava kullanır, ancak yüksek güçle çalışan sistemler soğutma için kapalı devre soğutucular kullanma eğilimindedir.
Kontrol ünitesi
Kontrol ünitesi, lazer gücü, darbe uzunluğu ve makinenin odak noktası konumu hakkında makine modüllerinin çalıştırılmasıyla ilgilenir. Daha sofistike sistemler, parametreleri ayarlamak için programlanabilir mantık denetleyicileri (PLC'ler) kullanır ve bilgileri gerçek zamanlı olarak görüntülemek için arayüzler sunar.
Gaz Besleme Sistemi
Lazer kaynak işlemi çeşitli koruyucu gazlar kullanır
Kalkanlar, kaynak alanının oksidasyonunu ve kirlenmesini durdurmak için bu gazları kullanır. Kullanılan koruyucu gaz türü, kaynak yapılan malzemeye olumsuz olarak bağlıdır, ancak aynı zamanda kaynağın mukavemetini ve görünümünü de etkiler.
Işın İletim Nozulu: Lazer kesim ve kaynak işlemlerinin olmazsa olmaz bileşenlerinden biridir.
Nozul, lazeri ve koruyucu gazı doğru konuma yerleştirir, böylece kaynak yapılması gereken alana odaklanabilirler. Farklı geometriler veya uygulamalar, kaynak işleminin verimliliğini artırmak için nozullar için özel tasarımlara sahiptir.
İzleme ve Kalite Kontrol Sistemleri
Çatlaklar ve sıçramalar, kaynak işlemini izleyen gelişmiş sensörler aracılığıyla entegre edilebilen ve değerlendirilebilen gerçek zamanlı kusurlardır. Daha yüksek seviyeli yapılandırmalarda, hataları olağanüstü bir dereceye kadar en aza indirmek için kaynak parametrelerinin otomatik olarak ayarlanmasına izin veren geri bildirim döngüleri kullanılır.
Bu makinelerin tüm yönleri, endüstriyel ortamlarda çalışan lazer kaynak makinelerinin hassasiyet, verimlilik ve güvenilirlik açısından optimum performansı garanti eder. Bu makineler, otomotiv üretiminden tıbbi cihaz imalatına kadar sorunları çözen lazer teknolojisindeki yeni gelişmelere yönelik endişeyle sürekli olarak geliştirilmektedir.
MKS Lazer ışını eylemde
Lazer kaynak teknolojisinin kalbinde, endüstriyel uygulamalarla birleştirildiğinde rakipsiz kontrol sağlayan hassas tanımlamalı lazer ışını yer alır. Temel özelliği, yüksek yoğunluklu ışığın, malzemeleri belirli noktalarda eritebilen ve birleştirebilen dar, tutarlı bir ışına odaklanmasıdır. Lazer ışınlarının güç yoğunluğu genellikle 10^6 W/cm²'den büyüktür ve bu nedenle komşu alanlarda minimum termal bozulma ile malzemeleri hızla ısıtabilir.
Daha ileri modern gelişmeler lazer ışınlarının yeteneklerini artırmıştır. Örneğin, sürekli dalga lazerler derin penetrasyonlu kaynak için optimize edilmiştir ve tek geçişte 10 mm'den daha büyük derinliklere ulaşabilirken, darbeli mikroskobik olarak ölçülen lazerler hassas mikro kaynak görevlerinde mükemmeldir. Dalga boyu varyasyonlarına sahip fiber lazerler ayrıca yüksek mukavemetli çelikler, alüminyum alaşımları ve hatta polimerler gibi çok çeşitli malzemeleri kesebilir.
Çalışmalar, endüstriyel kurulumlarda lazer ışınlarının etkinliğini göstermiştir; otomatik lazer kaynak sistemleri üretim hızında %40'a kadar iyileştirme ve malzeme israfı ve işlem sonrası işçilikte azalma sağlamıştır. Bu nedenle, lazer ışınları otomotiv şasi montajının ayrılmaz bir parçası haline gelmiştir, çünkü minimum ısıdan etkilenen bölgeler ve üstün bağlantı kalitesi güvenlik standartlarını ve performans standartlarını büyük ölçüde etkilemektedir.
otomasyon ve Kaynak İşlemi
Otomasyon teknolojisinin gelişimi, hassasiyet ve verimlilik açısından endüstriyel kaynakta yeni kilometre taşlarına işaret etti. Karmaşık kaynak faaliyetleri artık düşük insan girdisi gerektiren sensörler, robotik ve yazılım algoritmaları ile gerçekleştirilebilir. Örneğin, robotik kaynak ünitelerinin gerçek zamanlı olarak izlenmesi, ± 0.02 mm yapışma hassasiyeti seviyelerine ulaşır. Bu nedenle, tüm tasarım özellikleri buna göre karşılanır.
Otomatik kaynaklamanın sağladığı en önemli faktörlerden biri genel iş akışı verimliliğidir. Tesisler, robotik kaynaklama çözümlerini kullanırken üretim döngülerini tamamlamak için %25-%30 daha az zaman harcadıklarını bildirdi ve bazı operasyonlar manuel yöntemlere kıyasla çıktıda altı kat iyileşme olduğunu bile övündü. Dahası, otomasyonun iş yerinde dahil edilmesi, operatörlerin zehirli dumanlara, alev alev yangınlara ve UV radyasyonuna maruz kalmasını önleyerek riskleri azaltmaya yardımcı olur ve böylece iş yerini daha güvenli hale getirir.
Havacılık, gemi inşası ve otomotiv gibi endüstriler, sıkı güvenlik ve kalite gerekliliklerini yerine getirmek için otomasyonu entegre etti. Otomotiv endüstrisi, araç gövdelerini bir araya getirirken robotik kaynakçıları kullandıkları için mükemmel bir örnektir, böylece minimum hatayla yüksek mukavemetli kaynaklar üretebilirler. Gelişmiş sensörlerin ve yapay zeka sistemlerinin kullanımı, öngörücü bakımı dahil ederek hassasiyeti artırır, sorunları büyük sorunlara dönüşmeden önce belirler ve böylece duruş süresini azaltır.
Makine öğrenimi ve analitiğin kullanımıyla, otomatik kaynak sistemleri sürekli olarak optimize ediliyor. Bu sistemler, malzeme kalınlığındaki ve bileşimindeki değişimlere ve bileşim ortamındaki değişikliklere sorunsuz bir şekilde uyum sağlama yeteneğine sahip olup, otomatik kaynak süreçlerini zorlu üretim koşullarındaki şoklardan izole ediyor. Otomatik kaynaklamanın, daha fazla uygulama yüksek hızlarda kapsamlı yeniden üretim gerektirirken kalite güvencesine dikkat edilmesi gerektiğinden, endüstriler genelinde üretimi ölçeklendirmede kritik öneme sahip olması bekleniyor.
Hangi Lazer Kaynak Yöntemi Farklı Metaller İçin Uygun Mudur?

kullanma fiber Lazer Hassasiyet için
Ayrıntılı karmaşık iş parçaları için gereken yüksek hassasiyet nedeniyle, fiber lazer kaynak, metal birleştirmenin gelişmiş bir yöntemi olarak kabul edilmiştir. Teknoloji, optik bir fiber üzerinden taşınan bir ışık huzmesi olan fiber lazeri kullanır ve enerji dağılımı ve ısı girişi üzerinde aşırı kontrol sağlar. Lazer kaynak süreçlerinin ilerlemesi nedeniyle, minimum termal bozulmaya maruz kalırken paslanmaz çelik, alüminyum ve titanyumu hızla kaynaklayabilir.
Geleneksel lazer sistemlerine kıyasla, fiber lazerler %30'u aşan enerji dönüşüm verimliliğine sahip oldukları bildirildiği için daha verimli kabul edilir. Teknoloji ayrıca ince malzemelerin kaynaklarının genellikle dakikada 10 metreyi aşan yüksek hızlarda işlenmesini sağlar. Bu nedenle fiber lazerler, kullanılan malzemelerin yüksek yapısal bütünlük ve kaynak hassasiyeti gerektirdiği otomotiv, havacılık ve tıp endüstrilerinde oldukça avantajlıdır.
Ek olarak, ışın şekillendirmedeki gelişmeler, fiber lazerlerin farklı metal kalınlıklarına ve karmaşık şekillere daha uyumlu olmasını mümkün kılar. Örneğin, otomotiv endüstrisinde, fiber lazer kaynağı elektrikli araç akü paketinin montajı için yaygın olarak uygulanır ve önemli bileşenlerin birleştirilmesinde olağanüstü hassasiyet sağlar. Bu tür uyarlanabilirlik ve hassasiyet, fiber lazer teknolojisi Çeşitli endüstriyel uygulamalarda inovasyonu teşvik etmede.
Görevi Darbeli Lazer Kaynakta
Darbeli lazerlerle kaynak yapmak artık gelişmiş üretim sistemlerinde uygulanmaktadır çünkü ısıyla ilgili hasarların en aza indirilmesi için aşırı hassasiyet gerektirir. Mahmuzlu lazerler, bu darbeler operatörleri malzeme üzerinde kullanılan enerjiyi düzenlemeye yönlendirdiğinden kaynak işlemlerinin daha eklemli olmasını sağlar. Hassas ve ince yapıları nedeniyle özellikle tıbbi cihazlar, kaliteli mücevherler ve elektronik cihazların diğer parçaları için faydalıdır.
Ayrıca, kaynak darbeli lazerlerinin en kullanışlı uygulamalarından biri, mikro bağlantı kapaklarına çökertme ışınlarıdır, böylece cihazı tahrip edebilecek herhangi bir yabancı maddenin minimum genleşme stresi veya termal etkisi sağlanır. Bu ilke, ısıya duyarlı malzemelerin veya mikro parçaların kullanıldığı üretim endüstrisinde oldukça gereklidir. Ayrıca, darbeli lazerlerle gerçekleştirilebilen kaynakların derinliği için mikrometreden birkaç milimetreye kadar olan aralık, çok sayıda uygulamanın bu araçların sahip olduğu büyük uyum derecesinden faydalanmasını sağlar.
Darbeli lazer sistemleri, ışının kalitesi olağanüstü kalırken güç kontrolünün yüzlerce watt'a ölçeklenebilmesiyle oyunu değiştiriyor. Diğer son gelişmeler arasında kullanılan enerji aralığının daha kısa olması ve bu süreçlerin gerçekleştiği daha iyi tempo yer alıyor. Bu değişiklikler, ayarlanabilir yapıların kaynaklanmasında görev verimliliğinin belirli endüstriyel alanlarda %70 daha fazla olması ayarlandıktan sonra gerçekleşti.
Ayrıca, otomotiv ve havacılık endüstrilerinde, darbeli lazerlerin doğru, tekrarlanabilir nokta kaynakları yapma yeteneği özellikle yararlıdır. Örneğin, malzemelerin dikkate değer kontrolü ve deformasyonu asgari düzeydedir ve lityum iyon pil hücrelerindeki bileşenlerin birleştirilmesini ve türbin kanatlarının kaynaklanmasını mümkün kılar. Bu tür yetenekler, lazer kesim ve kaynakta gelişmiş modern doğruluk ve verimlilik gereksinimlerini karşılamak için kritik olan üretim sistemlerini temelden dönüştürdü.
Avantajları Nelerdir? Lazer kaynak üzerinde Geleneksel Kaynak Yöntemler?

İle karşılaştırıldığında Ark kaynağı
Lazer ve ark kaynağı arasındaki karşılaştırmada, birincisinin benzersiz avantajlara sahip olduğunu görüyorum. Birincisi, enerji iletimi nedeniyle olağanüstü bir doğruluğa sahiptir, çünkü hassas kaynak daha dar kaynak dikişleri ile sonuçlanır ve malzemenin bozulmasını azaltır. Ayrıca, lazer kaynak daha hızlı işleme hızlarına izin vererek üretim iş akışlarında üretkenliği artırır. Ark kaynağının aksine, farklı malzemeler lazer kaynakla daha kolay birleştirilebilir, böylece farklı endüstrilerdeki kapsamı genişler. Son olarak, lazer kaynağının temassız yapısı, takım aşınmasını ve kirlenmeyi azaltarak sürekli olarak yüksek kaliteli kaynaklara olanak tanır.
Faydaları Lazer Işını Kaynağı
- Yüksek Hassasiyet. Lazer ışın kaynağı, işlem sırasında verilen enerjinin dikkatli bir şekilde kontrol edilmesi nedeniyle minimum bozulma ile belirgin ve doğru kaynaklar oluşturur.
- Hız ve Verimlilik. Geleneksel yöntemlerle karşılaştırıldığında, sürecin daha hızlı kaynak hızlarıyla verimliliği artırdığı gösterilmiştir.
- Malzeme Çok Yönlülüğü. Bu yöntem, benzerlerine kıyasla, çeşitli metalleri ve farklı malzemeleri kaynaklama yeteneğine sahip olduğundan kullanışlılığı artırır.
- Kalite Tutarlılığı. Temassız prensip, düşük kontaminasyon riskli tesislerde kaynak işlemlerini açıklar ve tutarlı kaynak kalitesini korur.
- Azaltılmış Son İşleme. Du
Nasıl Seçilir Sağ Lazer Kaynak Makinesi?

Dikkat Edilmesi Gereken Faktörler Kaynak makinesi
- Güç çıkışı: Yapmayı planladığınız kaynak kalınlığı ve türü için gereken güç seviyesine uygun bir makine seçin. Güç Çıkışı genellikle daha sert veya daha kalın malzemeler için daha yüksektir.
- Hassasiyet ve Kontrol: Daha yüksek hassasiyete olanak tanıyan, ışın yoğunluğu ve konumlandırma gibi daha ince ayrıntıların değiştirilebildiği kontrollere sahip bir makine seçin.
- Malzeme Uyumluluğu: Makinenin, üzerinde çalışmayı düşündüğünüz özel malzemeler veya alaşımlar için kullanılıp kullanılamayacağını kontrol edin.
- Taşıma Kolaylığı: Lazer kesim ve kaynak için makinenin kullanılacağı her yerde taşınabilirlik dikkate alınmalıdır. Makinenin çalışma alanına göre boyutunu aklınızda bulundurun.
- Kullanıcı Dostu Tasarım: Anlaşılması daha kolay arayüzler ve kullanımı kolaylaştıran otomasyonlar, makineyi daha kullanıcı dostu hale getirir ve kullanmayı öğrenmek için gereken süreyi azaltır.
- Bakım: Makinenin ne kadar bakım gerektirdiğini, hangi parça ve aletlerin çıkarılıp değiştirilebileceğinin zorluğunu ve düzenli bakıma ihtiyaç olup olmadığını kontrol edin.
- Genel Verimlilik: Verimlilik, ilk satın alma fiyatından, işletme giderlerinden ve zaman içinde oluşan maliyetlerden değerlendirilebilir.
Anlamak Lazer Kaynak Teknikleri
Lazer kaynak, metalleri veya termoplastikleri yüksek doğrulukla kesmek ve birleştirmek için odaklanmış bir ışık huzmesi kullanır. Çoğunlukla aşağıdaki iki teknik kullanılarak uygulanır:
- İletim Kaynağı: Bu, ince malzemeler ve minimum penetrasyon gerektiren uygulamalar için idealdir. Bu çalışma incelik gerektirir ve iş parçasının yüzeyi bir bağ oluşturmak için erime noktasına kadar ısıtılır.
- Anahtar Deliği Kaynak: Bu yöntem, daha kalın malzemeler ve yüksek mukavemetli uygulamalar için uygundur ve iş parçasındaki küçük bir boşluğu veya "anahtar deliğini" buharlaştırarak derin kaynaklar oluşturur.
Mevcut çeşitli alternatifler arasından uygun tekniklerin seçilmesi, malzeme özellikleri, kalınlık ve kaynak derinliği gibi parametrelerin dengelenmesiyle istenilen özelliklerin elde edilmesini sağlar.
Değerlendirme Kaynak Teklifleri
Kaynak tekliflerini seçerken, söz konusu hizmetlerin ve ekipmanın kalitesini, maliyetini ve uygunluğunu etkileyen kritik faktörleri anlamalısınız. İşte dikkate alınması gereken temel faktörler:
- Ekipman Özellikleri: Kaynak ekipmanı nitelikleri, çalıştığınız malzemelerle ilgili olarak endüstri ölçütleriyle uyumlu olmalı ve bunların altında olmamalıdır. Örneğin, modern lazer kaynak makineleri, performansı ve güvenilirliği büyük ölçüde artıran hassas güç kontrol özellikleri, üstün ışın kararlılığı ve daha verimli soğutma sistemleriyle donatılmıştır.
- Teknoloji Entegrasyonu: Programlanmış otomatik kontroller, gelişmiş gerçek zamanlı izleme sistemleri veya yapay zeka tabanlı hata tespit sistemleri gibi zenginleştirilmiş teknolojilerle gelen teklifler, hata olasılığını veya oranını en aza indirirken üretkenliği artırma kabiliyetleri nedeniyle değerlendirilmelidir.
- Malzeme Uyumluluğu: Endüstride bulunan metallerin ve termoplastiklerin dinamik yapısı göz önüne alındığında, kaynak ekipmanı veya hizmetinin ihtiyaç duyduğunuz belirli sınıf ve kalınlığı karşılayabileceğinden emin olun. Karmaşık desenlerde olan yüksek mukavemetli alaşımları kaynaklayabilen sistemler, gelişmiş çok yönlülük sunar.
- Enerji verimliliği: Geleneksel tekniklerle karşılaştırıldığında, modern lazer kaynak sistemleri daha az enerji tüketme eğilimindedir. Verimli ışın iletimi ve atık ısı geri kazanımı kullanılarak zaman içinde elde edilebilecek enerji tasarruflarına bakmak en iyisidir.
- Maliyet tahminleri: Tüm fiyatlandırma olasılıklarını analiz edin, başlangıçtaki sermaye harcamalarını ve zaman içindeki operasyonel harcamaları hesaba katın. Birkaç yıl boyunca daha yüksek bir satın alma fiyatına sahip olabilen ancak daha düşük bakım ve enerji maliyetlerine sahip olabilen bazı lazer sistemlerine bir örnek verilmiştir.
- İncelemeler ve Test Verileri: Bağımsız kaynaklardan veya seçici üreticilerden gelen müşteri yorumlarını ve performans değerlendirmelerini analiz edin. Ekipmanın gerçekçi durumlardaki performansını ölçmek için kaynak hızı, penetrasyon derinliğinin doğruluğu ve kusur oranı hakkında bilgi arayın.
- Hizmet Sözleşmeleri ve Yardım: Kurulum, eğitim ve bakım paketleri dahil olmak üzere kapsamlı yardım sağlayan satıcıları seçin. Düzenli güncellemeler ve ücretsiz yedek parçalar kaynak makinenizin hizmet ömrünü iyileştirebilir.
Bu odak alanları, alandaki son gelişmelerle birlikte değerlendirildiğinde, şirketler iş gereksinimleriyle uyumlu olacak şekilde kaynak sistemlerini nasıl optimize edeceklerine stratejik olarak karar verebilirler.
Sıkça Sorulan Sorular (SSS)
S: Lazer kaynak nedir ve onu diğer kaynak türlerinden ayıran nedir?
A: Lazer kaynak, malzemeleri birleştirmek için lazer ışını kullanan modern ve gelişmiş bir kaynak yöntemidir. MIG kaynak, TIG kaynak ve çubuk kaynak gibi daha geleneksel yöntemlerle karşılaştırıldığında, lazer kaynak daha hızlı, daha doğrudur ve otomatik olarak gerçekleştirilebilir. Dahası, lazer kaynak karmaşık şekil ve konturlara sahip ince malzemeler için en etkilidir.
S: Lazer kaynakta hangi temel lazer tipleri kullanılır?
A: Kaynakta kullanılan başlıca lazer türleri CO2 lazerler, fiber lazerler ve YAG lazer kaynak sistemleridir. Lazer kategorisindeki her varyasyonun kendine özgü avantajları vardır. Örneğin, CO2 lazerler geniş bir kullanım alanına sahiptir ve nispeten ucuzdur, fiber lazerler ise verimlidir ve yansıtıcı malzemeleri kaynaklayabilir.
S: Lazer kaynakta ısı iletim kaynağı nedir?
A: Isı iletimli kaynak, bir malzemenin üst yüzeyini ısıtmak için lazer ışınlarının kullanımını gerektiren lazer kaynak modlarından biridir. Bu kaynak yöntemi, sonuçların pürüzsüz ve düzgün kaynaklarla minimum bozulmaya sahip olacağı için ince malzemeler için en uygunudur.
S: Derin penetrasyonlu lazer kaynağı nasıl çalışır?
A: Derin penetrasyonlu lazer kaynak veya anahtar deliği kaynak, lazerin malzeme içinde bir boşluk veya 'buhar kabarcığı' yakmasından yararlanan bir işlemdir. İşlem daha derin penetrasyona izin verir ve daha kalın malzemeleri kaynaklamak için kullanılır. Kalın bölümlerde kullanılan en güçlü lazer kaynak yöntemlerinden biridir.
S: Sürekli lazer kaynağının avantajları nelerdir?
A: Sürekli lazer kaynak, tek bir lazer ışığı huzmesinin, büyük hız ve hassasiyetle olağanüstü uzun kesintisiz kaynaklar yapmak için kullanıldığı bir işlemdir. Bu yöntem, sunulan yüksek hız ve tutarlılık nedeniyle robotik kaynak sistemleri için uygundur. Özellikle silindirik parçalara uzun, düz veya dairesel kaynaklar kesmek için faydalıdır ve çeşitli diğer kaynak ihtiyaçlarını karşılayabilir.
S: Lazer kaynak yöntemi ile çubuk kaynak gibi diğer kaynak yöntemleri arasındaki temel farklar nelerdir?
A: Çubuk kaynak gibi diğer geleneksel prosesler arasında lazer kaynak, artan hassasiyet, azaltılmış ısı, artan hız ve azaltılmış bozulma gibi avantajlar sunar. Dahası, lazer kaynak otomasyonu daha kolaydır ve geleneksel yöntemlerin zorlandığı malzemelerin kaynaklanmasını sağlar.
S: Lazer kaynak kullanılarak hangi parçalar veya bileşenler birleştirilebilir?
A: Lazer kaynak, çok çeşitli metaller, alaşımlar ve bazı plastiklerin kombinasyonları üzerinde kullanılabilir. Çelik ve alaşımları, alüminyum, titanyum ve nikel alaşımlarını kaynaklamak için olağanüstü iyidir. Sıradan yöntemlerle birleştirilmesi imkansız olan farklı malzemeler, lazer kaynak işlemi kullanılarak kaynaklanabilir.
S: Lazer kaynağının otomasyon sistemlerindeki rolü nedir?
A: Lazer kaynak, otomatik sistemlerde temel bir unsur haline gelen en otomatik süreçlerden biridir. Bir lazerin kontrol edilebildiği hassasiyet, robotik kaynak sistemlerinde faydalı olan tekrarlanabilir ve konumsal kaynak yapılmasına olanak tanır. Yüksek güçlü lazer ışınları kullanılabilir, bu da otomotiv endüstrisinde önemli olan tutarlı kalitede ürünlerin seri üretimine olanak tanır.
S: Lazer kaynak tekniği seçerken dikkat edilmesi gereken bazı önemli hususlar nelerdir?
A: Lazer kaynak tekniği seçerken değerlendirilmesi gereken faktörler arasında kaynaklanacak malzemeler, kalınlıkları, kaynak için gereken özellikler, üretim hacmi ve otomasyon ihtiyacı yer alır. AMADA WELD TECH gibi şirketler tarafından çeşitli lazer kaynak çözümleri sunulur ve belirli uygulamalar için özelleştirilir. Sistemin elde ettiği sonuçlar büyük ölçüde, başarılması gereken hedeflere göre yapılması gereken doğru lazer tipi ve kaynak modunun seçilmesine bağlıdır.
Referans Kaynakları
1. Darbeli Mod Lazer Kaynağında Yakalanan Seslerde Gürültü Giderme Teknikleri Kullanılarak Kaynak Kusurlarının Belirlenmesi
- Yazarlar: M. Yusof ve diğerleri.
- Dergi: Dünyada Kaynakçılık
- Yayınlandı: 2023-01-16
- Bunu alıntılayın: (Yusof ve diğerleri, 2023, s. 1267–1281)
Bulguların özeti:
- Darbeli mod lazer kaynak sırasında kaynaklardaki kusurları tespit etmek için ses sinyallerinin analiz amacıyla yakalanmasına odaklanılmıştır.
- Kullanılan sensörler, arıza tanımlamasını iyileştirmek için arka plan gürültüsünü azaltan yetenekli bir yöntemle geliştirildi.
metodoloji:
- Kaynak işlemi sırasında toplanan ses sinyalleri üzerinde, gürültü azaltma da dahil olmak üzere sinyal işleme teknikleri uygulandı.
- Kaynak kalitesinin gerçek değerlendirmesi, seçilen gürültü giderme tekniğinin başarısının değerlendirilmesinde karşılaştırma için temel teşkil etti.
2. Grad-MobileNet: Yüzey Kaynak Kusurlarını Sınıflandırmak İçin Gradientleri Kullanan Gözetimsiz Bir Öğrenme Yaklaşımı
- Yazarlar: Sizhe Xiao ve diğerleri.
- Dergi: Sensörler (Basel, İsviçre)
- Yayın tarihi: Mayıs 1, 2023
- atıf: (Xiao ve arkadaşları, 2023)
Önemli bulgular:
- Makalede yazarlar, lazer kaynak yüzey kusurlarını %99 doğrulukla sınıflandıran, gradyan tabanlı gözetimsiz bir öğrenme modeli olan Grad-MobileNet'i önerdiler.
- Bu model, gerçek dünyadaki uygulamalarda sıklıkla karşılaşılan kaynak kusurlarına ilişkin veri kümelerinin dengesiz olduğu durumlarda en iyi performansı göstermektedir.
metodoloji:
- Yazarlar, farklı kaynak kusurlarının görüntülerini ve herhangi bir kusur olmadan normal çalışma sırasında çekilen görüntüleri içeren bir veri seti (RIAM) geliştirdiler.
- Grad-MobileNet modeli, özellik çıkarma işlemine aktif olarak katılarak ve kusurları görüntülenen özellikler içindeki dağılımlarına göre sınıflandırarak yalnızca birkaç normal görüntü ile eğitildi.
3. Demiryolu Taşıtlarının STS301L Yan Yapısında Lazer Kaynağının Kullanımı (II) – Çok Boyutlu Sahte Değişken Regresyon Analizi Kullanılarak Lazer Işınının A-Trac Açısı
- Yazarlar: Hae Ji Kim, Sang-Ho Jung
- Dergi: Mekanik Bilim ve Teknoloji Dergisi
- Yayınlandı: Ağustos 1, 2023
- Atıfta Bulunulan Yer: (Kim ve Jung, 2023, s. 4249–4258)
Özelliği:
- Araştırmada, kaynak bütünlüğünü ve genel yapısal sağlamlığı artırmaya odaklanılarak, demiryolu taşıt yapılarının lazer kaynağı için en iyi olay açısı analiz edilmektedir.
- Kaynak kalitesini en çok etkileyen kaynak parametreleri çoklu regresyon yardımıyla hesaplandı.
metodoloji:
- Tekrarlayan açılarla birlikte değişen ek faktörler arasında kaynak parametreleri de yer aldı.
- Kaynak kalitesi verileri, kaynaklar üzerinde en fazla etkiye sahip olan temel faktörleri belirlemek amacıyla regresyon analizi yoluyla işlendi.






