




Промышленный лазер для сварки металлического металла — это альтернативный промышленный процесс, который очень важен для современного производства автомобилей и электрооборудования, при этом учитывается его эффективность и высокая точность в течение всего срока эксплуатации. Без разрешения, высокая отражательная способность и термическая проводимость, которые представляют собой тело, порождают благородные и благородные дела, что лазерная сварка меди пытается сделать миллион особенных попыток улучшить окончательный результат. В случае подтвержденных сварных швов, удовлетворит эти рефракционные позы, а также ключи для оптимизации лазера, которые можно использовать в этих магистральных инструкциях и исследованиях. Часть этой глобальной реформы всех ее бастанте Рамидо, Мардж Габаг, еретика, общепринятого в существовании, и глобальное решение этих проблем и Ньюмарка. В этой статье мы объясним каждый шаг, сделав эту задачу более простой и доступной, чем может показаться.
Каким Лазерная сварка of Медь Работа?
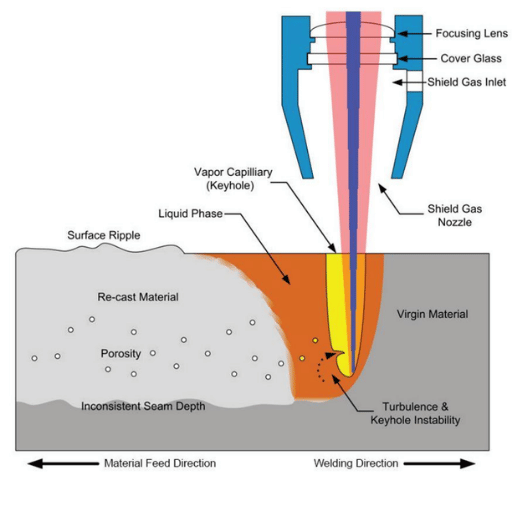
Лазерная сварка меди подразумевает точное соединение медных материалов с помощью мощного светового луча. Высокая энергия луча, генерируемого лазером, поглощается поверхностью меди, что приводит к локальному плавлению, что приводит к образованию прочного сварного шва. Обеспечение поддержания надлежащего поглощения энергии имеет решающее значение из-за теплопроводности и отражательной способности меди, которые, как известно, высоки. Улучшения, связанные с Днем благодарения, такие как использование более короткой длины волны лазера и методов модуляции луча, значительно повысили простоту и эффективность выполняемой работы. Это увеличение востребовано в современных приложениях, поскольку оно гарантирует чистые, прочные и точные сварные швы, а также в приложениях, где предпочтение отдается меньшим искажениям.
Что такое Базовый Процесс лазерной сварки для меди?
Для обеспечения оптимальных результатов лазерной сварки меди необходимо выполнить несколько важных шагов. Поверхности должны быть очищены от любых загрязняющих материалов, включая, помимо прочего, масла и оксиды. Загрязнения можно просто удалить с помощью химической очистки или механической абразивной обработки. После завершения подготовительных этапов лазерный луч фокусируется на зоне сварки. Плотность мощности луча должна быть достаточно высокой. Для меди оптимальными длинами волн являются зеленый (532 нм) и инфракрасный (1,064 нм).
Из-за высокой теплопроводности меди энергия должна подаваться равномерно и быстро, что обычно достигается с помощью импульсных или непрерывных лазеров, в зависимости от области применения. Что касается высокоскоростных сварочных установок, они способны достигать 2-10 м/мин, что способствует повышению эффективности за счет снижения искажений, связанных со временем, вызванных чрезмерным нагревом. Кроме того, использование модуляции луча и колебаний улучшает равномерное распределение энергии, что приводит к улучшению качества сварки и снижению пористости.
Применение защитного газа, обычно состоящего из аргона или азота, является еще одним очень важным аспектом контроля окисления во время процесса сварки. Включение систем управления с обратной связью, таких как оптические датчики или тепловизионные камеры, облегчает управление с обратной связью для точного мониторинга и управления в промышленных приложениях. Современные системы лазерной сварки продемонстрировали показатели эффективности до 90%, что экономически выгодно для автомобильной, электронной и аэрокосмической промышленности.
Эти разработки подтверждают эффективность лазерной сварки как метода обработки меди, учитывая ее отражающие поверхности и высокую теплопроводность.
Зачем был создан сайт Высокая теплопроводность вызов?
Эффективность теплопроводности меди 400 Вт/м·К при 20°C сталкивается с проблемами в процессах лазерной сварки и резки. Энергия от лазера быстро рассеивается, что оставляет очень мало энергии в области сварки. Таким образом, получение медного шва с помощью лазеров является сложным и требует затрат относительно большего количества энергии при менее надежной сварке.
Кроме того, эта угроза создает нежелательные зоны термического влияния (ЗТВ), которые могут ухудшить механические свойства материала и увеличить деформации. ЗТВ несет больший риск в случае материалов с высокой теплопроводностью, таких как медь или алюминий, так как они требуют больше лазерной обработки Сварка. Эти факторы могут усложнить контроль энергии зоны сплавления, что делает управление рисками возникновения дефектов, таких как неполное проплавление или пористость, крайне сложным.
Положительно, что внедрение высокомощных волоконных лазеров вместе с оптимизацией других процессов служит для смягчения всех этих проблем. Эти оптимизации позволяют повысить точность и качество сварки. Однако сохраняется потребность в нейтральном тепловом входе, в то время как доминирующая теплопроводность делает решение этих проблем крайне сложным.
Какую роль выполняет Мощность лазера Играете в сварку меди?
Уровень мощности лазера оказывает значительное влияние на эффективность и успешность процесса сварки меди, особенно учитывая сильные отражательные свойства меди и высокую теплопроводность. Обеспечение большей мощности способствует более глубокому проникновению и целостности сварного шва, устраняя проблемы с достаточностью энергии, связанные с резистивными механизмами плавления материала. Исследования показывают, что для меди сплавление достижимо, когда лазер с плотностью мощности сфокусирован в диапазоне 10^4 и 10^6 Вт/см², что обеспечивает стабильность эффекта замочной скважины при минимизации дефектов.
Мощность лазера влияет на скорость сварки, а также на вводимое тепло. Более высокие уровни мощности, например, помогают увеличить скорость обработки, что является выгодным фактором для промышленных применений, требующих точности в сочетании с высокой производительностью. При этом все, что выше оптимального уровня (избыточная мощность), создает такие проблемы, как чрезмерное проникновение, чрезмерное разбрызгивание или повреждение областей материала, окружающих сварной шов.
Разработка новых двухлучевых и импульсных лазерных систем повышает эффективность использования энергии за счет оптимизации подачи мощности и снижения потерь на отражение. В частности, возможность тонкой регулировки выходной мощности импульсных лазеров повышает точность сварки тонких медных листов, тем самым уменьшая зоны термического воздействия. Применение адекватной мощности лазера в сочетании с другими стратегиями, такими как мониторинг в реальном времени, формирование луча и контурирование, позволяет получать надежные результаты даже при сложной геометрии и сложной топографии поверхности.
Инженеры сталкиваются с проблемой баланса настроек мощности с фокусировкой луча, управлением импульсами и скоростью сварки для получения высококачественных сварных швов с учетом характеристик меди.
Каковы основные преимущества Лазерная сварка меди?

Каким Лазерная сварка Совершенствовать Качество сварки?
Благодаря точному контролю энергии и минимальному подводу тепла лазерная сварка улучшает качество сварки. Это приводит к меньшей тепловой деформации и уменьшению зоны термического влияния, что сохраняет целостность окружающего материала. Кроме того, высокая плотность энергии лазера обеспечивает глубокое проникновение и однородную сварку меди, материала с высокой теплопроводностью. Процесс также обеспечивает высокую повторяемость, что гарантирует однородность при выполнении нескольких сварных швов. По сравнению с традиционными методами сварки эти факторы приводят к более чистым, прочным и качественным сварным швам.
Что делает Лазерная сварка меди Более эффективным?
В моем исследовании эффективности лазерной сварки меди мне бросились в глаза две особенности: точность и адаптивность. Качество получаемых сварных швов повышается за счет снижения подачи тепла в прилегающий материал, что в свою очередь минимизирует деформацию. В случае меди, с ее исключительной теплопроводностью, надежное проникновение энергии и постоянство обеспечиваются благодаря высокой плотности подаваемой энергии. Более того, процесс отличается высокой повторяемостью, что придает ему универсальность, необходимую для задач, требующих точности и однородности.
Который Лазерные технологии Используются для Сварка меди?

Процесс Волоконные лазеры и Дисковые лазеры Отличаются?
Диапазон различий между волоконными и дисковыми лазерами начинается с их конструкции и стратегий получения света. Качество луча и эффективность — это возможности волоконного лазера, поскольку он достаточно освещает оптоволоконный сердечник. Дисковые лазеры обеспечивают отличный термоконтроль, поскольку они используют тонкий кристалл в форме диска для усиления света. Когда дело доходит до надежности сварки, оба работают одинаково хорошо. Для компактного размера и небольшого обслуживания волоконные лазеры являются лучшим вариантом. Однако дисковые лазеры лучше подходят для применений, где требуется большая мощность и стабильность. Оба типа лазеров подходят для сварки меди, но конкретные эксплуатационные требования диктуют выбор.
Каково значение Зеленый Лазер в сварке меди?
Зеленые лазеры служат универсальным и беспрецедентным ресурсом в области сварки меди из-за их специфической длины волны и высокой эффективности при работе с материалами, обладающими отражающими свойствами. Находясь в видимом спектре света, занимая около 532 нм, длина волны зеленого лазера лучше поглощается медью по сравнению с инфракрасными лазерами. Это улучшенное поглощение помогает преодолеть проблемы с отражательной способностью, что является серьезной проблемой при резке и работе с медью и другими металлами с высокой отражательной способностью.
Исследования подтверждают, что зеленые лазеры обеспечивают более высокую энергоэффективность в процессе сварки меди, что снижает вероятность возникновения дефектов сварки, таких как пористость и непровар. Кроме того, микрообработка с использованием зеленых лазеров позволяет контролировать динамику сварки в замочную скважину на более низких уровнях мощности, что обеспечивает более высокую точность и контроль. Например, было обнаружено, что при использовании зеленых лазеров достигается более 60% поглощения на медных поверхностях по сравнению с менее чем 5% при использовании обычных инфракрасных лазеров.
Помимо этих существенных улучшений, применение зеленых лазеров приводит к уменьшению разбрызгивания и делает их пригодными для точной сварки, улучшенной целостности материала и весьма выгодными для таких отраслей, как производство электроники и электромобилей. Использование зеленых лазеров также улучшает целостность сварного шва, которая необходима в таких отраслях. Кроме того, их энергоэффективность и меньшее потребление энергии приводят к снижению эксплуатационных расходов в долгосрочной перспективе, что делает эти лазеры выгодным инструментом в промышленных целях.
Каким Инфракрасный лазер Сравнить по производительности?
Лазеры, которые испускают инфракрасное излучение, поскольку их длина волны составляет от 800 нм до 2500 нм, обладают уникальными интересными особенностями, когда их размещают рядом с зелеными лазерами. Кроме того, их высокая выходная мощность свыше 1000 Вт ставит их в универсальное положение для промышленных целей над металлом, керамикой и некоторыми полимерами. Более того, такие процессы, как сварка и сверление более глубоких отверстий в более толстых материалах, выполняются быстрее и проще при использовании инфракрасных лазеров. Это способствует легкой работе в отраслях, связанных с аэрокосмическим и автомобильным производством.
Микрообработка твердых металлов с использованием инфракрасных лазеров на основе волокон является еще одним предметом беспокойства, поскольку качество их луча достаточно высоко, чтобы сохранить структуру обрабатываемого материала, и в то же время достаточно точно для выполнения детальной работы.
Тем не менее, инфракрасные лазеры могут столкнуться с проблемами в приложениях, которые содержат области с низким допуском тепла или материалы с высокой отражательной способностью, такие как медь или золото. Для этих ограничений зеленые лазеры, как правило, более эффективны из-за их более высокого поглощения и более низкой тепловой диффузии для лазеров с более короткой длиной волны. В конечном счете, выбор инфракрасных или зеленых лазеров определяется конкретными критериями применения, касающимися состава материала, необходимого уровня точности и масштаба операций.
Как преодолеть Лазерная сварка Проблемы с Медь?
Как управлять брызгать и Талый бассейн Формирование?
Поддержание контроля над образованием брызг и расплавленной ванны во время лазерной сварки меди осложняется высокой теплопроводностью материала, лазерной отражательной способностью, низкой поглощающей способностью и минимизацией брызг. Более того, мы тщательно контролируем параметры лазера \s. Обеспечение более низкой мощности лазера и оптимизация длительности импульса для ограничения избыточной передачи энергии улучшат минимизацию брызг, что имеет решающее значение для целостности сварного шва. Исследования показывают, что значительное уменьшение брызг и общее улучшение качества сварки достигаются при частотном диапазоне импульсов 1-5 кГц.
Более того, риск неравномерной теплопередачи сводится к минимуму с помощью методов формирования пучка, таких как регулируемый фокус и индивидуальные профили пучка, в то время как аргон и гелий служат для подавления плазмы и стабилизации процесса сварки в качестве защитных газов после сварки. Более высокие брызги и индукция более грубой динамики расплавленной ванны смягчаются с помощью газа sie для улучшенного сглаживания из-за повышенного потенциала ионизации гелия.
Коаксиальные камеры и датчики усовершенствованы с функциями адаптации и реагирования в реальном времени на условия сварки, что позволяет гарантировать оптимальные параметры на протяжении всего процесса. Благодаря объединенной поддержке вышеупомянутых технологий и подходов производители могут получить оптимальные медные сварные швы с небольшим количеством дефектов или без них.
Какие методы улучшают Проникновение и Глубина сварки?
Для достижения более глубокого проникновения и улучшения глубины сварки необходимо сочетание сложных методов и более умных настроек параметров сварки. Например, увеличение сварочного тока увеличивает подачу тепла. Конечно, увеличение подачи тепла позволяет глубже проникать в материал, но его необходимо сдерживать, чтобы избежать чрезмерной зоны термического влияния (ЗТВ) или прожогов.
Другим критическим моментом является скорость перемещения. Более медленные скорости перемещения обеспечивают большую концентрацию тепла и приводят к лучшему проникновению и сплавлению сварного шва. Однако слишком большое снижение скорости перемещения может привести к нежелательной геометрии сварного шва, например, избыточному армированию или чрезмерно кривым узорам (волнистости).
Выбор и подготовка металлов также важны для рассмотрения. Для простоты достижения лучшего сплавления присадочные материалы должны иметь совпадающие или слегка превышающие температуру плавления относительно основного материала. Кроме того, соответствующая подготовка кромок, например, скашивание и прорезание канавок, повышает шансы на полное проникновение в толстые материалы.
Продвинутые технологии, такие как импульсная сварка, значительно повышают проплавление. Точное регулирование нагрева во время сварки может быть достигнуто с помощью импульсной газовой дуговой сварки металлическим электродом (GMAW-P), которая чередует высокие и низкие токи. Это эффективно устраняет разбрызгивание, обеспечивая надежное проплавление в сложных конфигурациях.
Кроме того, использование защитных газов влияет на глубину сварных швов. При сварке MIG смесь аргона и углекислого газа (например, 85% аргона и 15% углекислого газа) улучшает стабильность дуги, а также обеспечивает более глубокое проплавление сварного шва.
Последние данные показывают, что лазерные методы значительно улучшили возможности проникновения при сварке. Этот метод использует обычную сварочную дугу вместе с лазерной энергией. Лазер обеспечивает точное и сильно сфокусированное тепло, обеспечивая большую глубину проникновения с минимальным смещением. Эксперты по сварке, наряду с оптимизацией параметров, продолжают работать над достижением дополнительной глубины без ущерба для целостности конструкции.
Как оптимизировать Лазерные параметры для лучших результатов?
Мощность лазера
Качество сварки и ее параметры критически зависят от мощности лазера. Большая глубина проникновения обычно связана с повышенной мощностью лазера, но при слишком большой мощности может возникнуть перегрев или чрезмерное разбрызгивание. Например, некоторые исследования показывают, что при мощности от 1 кВт до 10 кВт, в зависимости от типа и толщины материала, достигается хорошая производительность. Для поддержания качества поверхности крайне важно обеспечить достаточную мощность для сварочного применения.
Скорость сварки
Тепловложение на единицу длины напрямую зависит от рабочей скорости сварки. Максимальное поглощение энергии связано с более медленными скоростями, что увеличивает глубину проникновения, в то время как более высокие скорости уменьшают количество теплового воздействия, что снижает термическую деформацию. Обычно оптимальный диапазон составляет от 0.5 м/мин до 2.0 м/мин; однако конфигурация соединений и свойства материала могут изменить его.
Размер пятна луча и положение фокуса
Изменение размера пятна луча и положения фокуса влияет на плотность энергии, подаваемой на заготовку. Концентрация энергии лучше при меньшем размере пятна, что подходит для узких и глубоких сварных швов, а небольшая расфокусировка может быть полезна для более широких соединений. Исследования показывают, что для толстых материалов фокусировка луча немного ниже поверхности работает лучше всего для достижения максимального проникновения.
Типы и скорости потока защитного газа
Выбор и расход защитного газа существенно влияют на стабильность сварочной ванны и скорость окисления. Аргон и гелий являются распространенными газами; в то время как гелий способствует эффективной передаче энергии, аргон более экономичен для многих применений. Независимо от типа газа, оптимальные расходы обычно составляют от 10 до 20 литров в минуту.
Корректировки, зависящие от материала
Теплопроводность и поглощение различаются для каждого материала. Например, использование лазеров с определенной длиной волны, например, волоконного лазера с длиной волны 1.06 мкм для углеродистой стали, приводит к лучшему поглощению. Более того, предварительный нагрев толстых или высокоотражающих материалов, таких как алюминий, может улучшить однородность во время сварки.
Благодаря точной настройке различных параметров и проведению соответствующих испытаний для конкретных материалов эксперты могут добиться выдающихся результатов в отношении улучшения качества сварки, проникновения, глубины и однородности, минимизируя при этом вероятность дефектов. Во время работы передовые инструменты мониторинга, такие как тепловизионные системы и системы обратной связи в реальном времени, одинаково важны для обеспечения поддержания параметров в определенных оптимальных пределах.
Каковы применения Лазерная сварка in Медные компоненты?

Как Лазерная сварка Используется в Электрическая проводимость Приложения?
Благодаря точности, эффективности и возможности работать с материалами, имеющими высокую теплопроводность, такими как медь, лазерная сварка имеет важное значение в областях, где необходима электропроводность. Ниже приведены области применения и данные о регионах, где используется лазерная сварка:
Плавка медных проводников
Лазерная сварка является обычным методом соединения медных проводов, шин и разъемов с минимальным воздействием тепла на окружающие детали. В месте сварки обеспечивается отличный электрический контакт и низкое сопротивление. Исследования показывают, что соединения меди, выполненные лазерной сваркой, имеют электрическое сопротивление 0.2 мкОм, что намного меньше, чем у традиционных методов, таких как пайка.
Производство аккумуляторов
Лазерная сварка применяется в производстве литий-ионных аккумуляторов для соединения медных пластин или фольги для улучшения потока мощности. Точный контроль энергии, обеспечиваемый лазерами, обеспечивает исключительные характеристики по разбрызгиванию и пористости, которые не позволяют поддерживать надлежащую электрическую эффективность.
Печатная плата и микроэлектронная сборка
Лазерная сварка имеет большое значение при сборке печатных плат (ПП) и микроэлектроники, которая включает соединение контактов или трассировку меди. Метод обеспечивает высокую точность в легких масштабах, способствуя их надежной работе в компактных конструкциях.
Системы распределения электроэнергии
Что касается передового оборудования распределения электроэнергии, то высокопроизводительные системы используют лазерную сварку для формирования соединений в медных шинах и клеммах. Применение лазерной сварки, в частности, не контактирует с заготовкой, что снижает ее износ, повышая эффективность.
Оптимизация энергоэффективности
Методы сварки с наилучшими результатами от применения сварки, наряду с другими параметрами, обеспечивают высококачественные сварные швы и низкий ввод тепла в соединение. Это имеет решающее значение для предприятий, чувствительных к энергии, поскольку помогает снизить электрические потери в токопроводящих путях. Следует отметить, что, как сообщается, сварка меди с помощью энергетических лазеров приводит к снижению потерь энергии до 15% на высоких частотах для многих применений.
Изготовление двигателей и катушек
Электродвигатели и катушки трансформаторов имеют катушки и медные обмотки, сваренные лазером, что обеспечивает высокую точность и повторяемость. Это имеет решающее значение для поддержания потока электроэнергии во время работы без нарушения механического напряжения, которое прикладывается к лазерным швам.
Что касается всех подобных промышленных применений, лазерная сварка с низким сопротивлением и высокой точностью стала необходимостью для отраслей, связанных с электропроводностью.
Каковы преимущества Промышленный лазер Приложения?
Применение лазеров в промышленности имеет явные преимущества, которые улучшают производственные процессы. Вот эти преимущества:
Предельная детализация и точность
Производители могут обрабатывать материалы с чрезвычайно подробными характеристиками и жесткими допусками благодаря исключительному уровню точности, который обеспечивают лазерные системы. Поскольку лазерный луч сфокусирован высоко, отклонение минимально, что гарантирует стабильное качество лазерной резки, сварки и гравировки.
Уменьшение деформации материала
Благодаря концентрированной энергии лазеров зона термического воздействия уменьшается, что ограничивает деформацию материала. Это особенно важно для чувствительных компонентов, таких как тонкие листы или прецизионные детали, используемые в аэрокосмической и электронной промышленности.
Совместимость с различными материалами
Лазеры могут эффективно обрабатывать широкий спектр материалов, таких как композиты, стекло, пластик, металл и керамика. Благодаря этой гибкости их можно использовать в различных производственных средах.
Увеличение скорости обработки
Промышленные лазеры имеют чрезвычайно высокую рабочую скорость, что повышает эффективность производства. Например, в зависимости от материала и толщины, системы лазерной резки могут достигать скорости 20 метров в минуту.
Повышение экономической эффективности и сокращение отходов
Благодаря точности, которая предлагается в лазерных процессах, отходы материала сводятся к минимуму в процессе производства. Кроме того, расходы, которые идут на расходные материалы, такие как режущие инструменты, снижаются, что со временем снижает эксплуатационные расходы.
Интеграция систем автоматизации
Роботизированные руки, станки с ЧПУ и другие автоматизированные системы могут легко включать лазеры. Их использование с технологиями Industry 4.0 еще больше повышает производительность и позволяет осуществлять мониторинг в ходе процесса.
Различные приложения бесконтактной обработки
Поскольку лазерный луч не касается материала, не происходит никакой сварки. Не происходит никакого контакта с инструментом, поэтому слабые места не будут введены в заготовку. Благодаря этому предотвращается износ инструмента, потери и сохраняется целостность оборудования.
Экологически чистая лазерная обработка
В отличие от химического травления, обработки пальцами или других традиционных методов, некоторые из современных методов используют меньше выбросов, отходов и других загрязняющих веществ. Это позволяет использовать их более чисто, не нанося вреда окружающей среде.
Последовательность при выполнении повторяющихся задач с помощью лазеров
Использование лазеров для таких задач, как гравировка и маркировка, гарантирует единообразные результаты на протяжении всего процесса. Эти характеристики имеют важное значение для секторов, которым требуются самые высокие стандарты, например, для производства медицинских приборов.
Экономическая устойчивость и улучшенная эффективность затрат для промышленного использования обеспечивается современными лазерными системами благодаря их способностям, высоким коэффициентам преобразования энергии. Например, говорят, что волоконные лазеры имеют более 30 % энергоэффективности.
Это еще больше укрепляет причину, по которой такие области, как автомобилестроение, медицинские технологии, аэрокосмическая промышленность и электроника, все больше интегрируют промышленные лазеры в свои программы. Все эти причины доказывают, что эти инструменты являются одними из самых эффективных в современных производственных процессах.
Часто задаваемые вопросы (FAQ):

В: Каковы основные проблемы при лазерной сварке меди?
A: Главные проблемы лазерной сварки меди — это ее высокая отражательная способность и теплопроводность. Эти характеристики могут привести к неэффективной сварке, поскольку они поглощают очень мало лазерного света без использования специальных методов, таких как правильная длина волны лазера и высокая мощность.
В: Как длина волны лазерного света влияет на сварку меди?
A: Поглощение в медных материалах сильно зависит от длины волны лазерного света. Для лазерной сварки меди синие и зеленые длины волн более полезны, поскольку они увеличивают поглощение и уменьшают отражательную способность, что улучшает качество сварки.
В: Почему при лазерной сварке меди используется защитный газ?
A: Защитный газ используется во время лазерной сварки меди для контроля окисления и загрязнения сварочной ванны. Покрывая расплавленный металл, защитный газ создает инертную атмосферу, которая сохраняет целостность сварного шва.
В: Какие методы используются для сварки меди с глубоким проплавлением?
A: Сварка лазерным лучом высокой плотности энергии позволяет производить сварку с глубоким проникновением в медь. Она использует лазеры с непрерывной волной и специальные настройки для импульсных лазеров, чтобы обеспечить достаточное тепло, избегая при этом повреждения материала.
В: Каково влияние проводимости меди на теплопроводность сварки?
A: Высокая теплопроводность меди требует тщательного управления лазерной энергией, чтобы предотвратить чрезмерные потери тепла во время плавления и соединения при кондуктивной сварке. Обычно это достигается путем изменения скорости сварки и мощности лазера.
В: Каково влияние импульса на процесс лазерной сварки меди?
A: Сварка лазером с использованием импульсной техники обеспечивает оптимальный контроль над подачей тепла, что очень важно при сварке материалов с высокой отражательной способностью и теплопроводностью, таких как медь. Это минимизирует искажения и помогает достичь лучшего качества сварных швов.
В: Можно ли использовать лазерную сварку для соединения меди и алюминия?
A: Да, возможно выполнить процесс лазерной сварки для соединения меди и алюминия. Это требует тщательной настройки параметров лазера или использования лазера с синей или зеленой длиной волны из-за несоответствия отражательных и тепловых свойств металла и свойств металлов.
В: Почему источник мощного лазерного луча важен в контексте сварки меди?
A: Тип используемых источников лазерного луча имеет большое значение при сварке меди, поскольку они определяют скорость поглощения энергии металлом. Использование источников высокой мощности с соответствующими длинами волн, таких как синие и зеленые лазеры, увеличивает поглощение, что приводит к улучшению сварных швов и повышению качества сварки.
В: Какие преимущества имеет синий лазер для лазерной сварки?
A: Синие лазеры помогают сваривать медь, поскольку они гораздо легче поглощаются медными материалами из-за их длины волны. Это улучшает контроль над сварочной ванной, что в свою очередь улучшает сварные швы и качество сварки.
Справочные источники
1. Влияние параметров сварки и предсварочной обработки поверхности на дистанционную лазерную сварку при сборке электродвигателей<|image_sentinel|>Соединение тонкой медной проволоки и медной шины
- Авторы: Т. Сан и др.
- Дата публикации: 30 августа 2024
- Журнал: Снаука и технология сварки и соединения
Ключевые результаты:
- Целью данного исследования является дистанционная лазерная сварка тонкого медного провода с медной шиной, выполненной в виде Т-образного соединения.
- Эта технология является самодостаточной, поскольку проволока служит в качестве наполнителя, обеспечивая заполнение зазоров и электрическую и механическую блокировку.
- Метод демонстрирует механическую нагрузочную способность 221 Н, что составляет 92.5% от имитируемой прочности инкапсулированной проволоки.
- Данные показывают сравнительные результаты по механическим, электрическим и термическим характеристикам, на которые предсварочная обработка поверхности не повлияла. Это показывает большую устойчивость к предсварочным поверхностным условиям (Sun и др., 2024).
2. Исследования лазерной сварки разнородных металлов – алюминия и меди с помощью импульсного волоконного лазера
- Авторы: Л. Трин, Донхён Ли
- Опубликовано: 17 июля 2024
- Международный журнал точного машиностроения и производства
Выводы:
- В данной работе анализируется возможное применение волоконные лазеры в лазерной сварке деталей из алюминия и меди, уделяя особое внимание импульсным волоконным лазерам.
- Системы лазерной и гибридной сварки находят широкое применение в промышленности и науке и обладают огромными преимуществами (Trinh & Lee, 2024).
- Как отмечено в данном исследовании, трудности сварки различных металлов, таких как алюминий и медь, обсуждаются наряду с требуемыми оптимизированными параметрами для получения высококачественных сварных швов.
- Это исследование расширяет понимание взаимосвязи между сваркой и механическими свойствами соединений (Трин и Ли, 2024).
3. Лазерная сварка алюминия с медью: свойства сварных соединений и оптимизация параметров
- Авторы: Фатих Шахин и Э. Табан
- Дата публикации: 1 декабря 2024
- Journal: Вестник материаловедения и металлургии
Основные моменты:
- В статье анализируются механические свойства сварных соединений алюминия и меди и предпринимается попытка оптимизировать параметры для более эффективной лазерной сварки.
- В исследовании рассматриваются преимущества использования лазеров при сварке, особенно в отношении скорости сварки, подвода тепла и размера зон термического влияния.
- Оптимальные параметры были найдены с использованием метода Тагучи, который требует наименьшего количества испытаний (Шахин и Табан, 2024).






