Trefilarea și extrudarea sunt procese de prelucrare a metalelor care au o mare relevanță și au obiective și rezultate diferite. Două dintre aceste procese sunt luate în considerare în acest post: trefilarea și extrudarea și relevanța lor în ceea ce privește procesul, cea mai comună aplicație și comparația cu alte metode. Înțelegând trefilarea și extrudarea, cititorul va recunoaște modul în care aceste două metode sunt diferite una de cealaltă, care sunt meritele lor și ce dificultăți sunt întâmpinate în utilizarea practică a acestor metode. În acest articol, vom explora cele două procese de trefilare și extrudare care au atras multă atenție, dar puțin accent asupra a ceea ce fac în prelucrarea metalelor, precum și diferitele domenii în care aceste procese sunt necesare, precum și acuratețea și fiabilitatea pe care ar trebui să le aibă. au.
Ce este sârmă?

Trefilarea este un proces în prelucrarea metalelor în care un fir metalic este tras printr-o serie de matrițe pentru a-și reduce diametrul și a crește lungimea. Acesta este un proces utilizat în mod obișnuit în mai multe industrii, inclusiv fabricarea de fire pentru aplicații electrice, fabricarea de componente pentru automobile și în construcții. Trefilarea permite controlul precis al dimensiunilor firului și al proprietăților sale mecanice, producând astfel fire cu o rezistență mai mare, o flexibilitate sporită și o conductivitate îmbunătățită. Deformarea controlată a sârmei permite îndepărtarea ușoară a impurităților și a defectelor de suprafață din sârmă, obținând un finisaj luminos și uniform al suprafeței. În acest mod, producătorii de sârmă pot crea fire de diferite grosimi și lungimi, în funcție de cerințele diferitelor aplicații.
Procesul de trefilare explicat
Trefilarea sârmei este un proces de prelucrare a metalelor folosit la fabricarea sârmelor cu lungimi și grosimi diferite, care sunt mai rezistente, mai flexibile și mai conductoare. Implică încordarea firului până la anumite limite în timp ce curățați și netezește suprafața firului. Importanța trefilării sârmei provine din faptul că oferă posibilități de a controla cu precizie diametrul, lungimea unui fir și multe alte caracteristici mecanice necesare în industria cablajelor electrice, a construcțiilor și a producției.
Trefilarea poate fi definită ca un proces în care un fir este făcut să treacă printr-o matriță, urmat de alungirea și reducerea treptată a secțiunii transversale a firului. Matrița are o deschidere care este reținută într-o formă întinsă pe măsură ce firul este înclinat prin ea. Deschiderea prin matriță strânge firul, deoarece tensiunea atrasă de el de-a lungul lungimii sale îl face să se întindă. Această întărire în general crește lungimea firului. În acest proces în mai multe etape sunt utilizate diferite tensiuni pentru a crea fire de sârmă cu geometria și caracteristicile prescrise.
Trefilarea este cel mai frecvent prezentată în firele electrice, unde este necesară capacitatea de a reproduce dimensiunile firului și proprietățile funcționale electrice ale acestora. Un număr mare de aplicații care se extind în multe industrii se găsesc în fabricarea de componente și produse, cum ar fi piese de automobile, arcuri și elemente de fixare, pentru a menționa câteva cu vopseaua sau rezistența și variația firului.
Este esențial să înțelegem că atât trefilarea cât și extrudarea sunt procese care implică schimbarea formei unui metal. În timp ce scopul de trefilare este scoaterea firului prin reducerea diametrului și creșterea lungimii acestuia, în extrudare, metalul este pompat sau forțat printr-o matriță pentru a produce forme și profile complicate. Ambele procese au semnificația și aplicațiile lor, dar ambele sunt procese indispensabile în industriile de prelucrare a metalelor, care permit fabricarea produselor de înaltă calitate într-o serie de industrii.
Aplicații în cablarea electrică
În ceea ce privește cablarea electrică, trefilarea și extrudarea sunt printre cele mai importante procese care asigură producerea componentelor electrice ideale. În special, trefilarea sârmei, care pune accent pe prelungirea firelor, reducând în același timp dimensiunea diametrului, este foarte benefică în formarea unei rețele extinse de fire de calibru foarte fin care sunt utilizate în circuite electrice sofisticate. Cu toate acestea, extrudarea permite formarea de forme și profile complexe necesare pentru conectori, cutii de joncțiune sau izolarea cablurilor. Datorită acestei combinații de tehnici, producătorii pot respecta multe standarde stricte impuse de segmentul electric al economiei și pot furniza sisteme electrice de încredere și eficiente.
Cum tragerea este un proces de prelucrare a metalelor
Desenarea este un proces care implică crearea de sârmă în densități mai mici fără a scurta lungimea firului. Trefilarea este definită în esență ca acțiunea de a forma un fir prin tragerea printr-o secvență de matrițe. Sârma îngustă de lungime considerabilă este realizată prin tragere, care este utilizată pentru aplicații precum circuite de fire și multe alte conexiuni electronice, dacă este necesar. Fiecare proces de tragere a sârmei crește rezistența sârmei și integritatea sa mecanică și electrică, precum și îmbunătățește tensiunea superficială a sârmei.
Operația majoră implicată în timpul procesului de trefilare este deformarea firului. Sârma este trasă prin matrițe la o anumită tensiune și în timpul procesului de tragere are loc deformarea plastică a metalului și diametrul se reduce. În timpul tragerii firelor, suprafața firului este acoperită cu un lubrifiant pentru a reduce contactul și deteriorarea suprafeței. Parametrii desenului includ:
Diametrul sârmei: o grosime a sârmei inițială sau pre-tragere se numește diametrul sârmei.
Dimensiunea matriței: în ceea ce privește desenul, firul mai rapid este completat la dimensiunile dorite ale matrițelor
Raport de reducere: exprimat ca diametrul inițial al firului împărțit la diametrul final al firului și oferă o estimare a modificării.
Viteza de tragere: Pentru fiecare matriță utilizată în procesul de trefilare, există o matriță prin care este trasă firul. Rata de tragere a sârmei influențează direct atât eficacitatea, cât și calitatea sârmei.
Lubrifiere: Acesta este lubrifiantul care este aplicat în timpul direcției și utilizat în procesul de tragere pentru a minimiza rezistența în timpul tragerii.
Trefilarea este specializată și esențială pentru fabricarea de fire și cabluri electrice și are numeroase utilizări în industria auto, aerospațială și telecomunicații. Face posibilă producerea de fire care au dimensiuni controlate și proprietăți mecanice care vor fi utile și eficiente atunci când sunt utilizate în sistemele electrice.
Explorarea procesului de extrudare
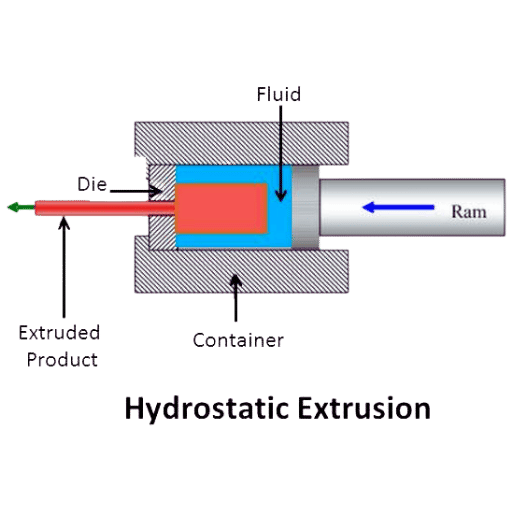
Procesul de extrudare este o metodă esențială în prelucrarea metalelor, care este utilizată pentru a fabrica articole cu siluete complicate și caracteristici de rezistență specificate. Constă în aplicarea unei presiuni mari asupra unuia sau mai multor materiale – de obicei metalice sau plastice – forțând materialul să treacă printr-o formă (o matriță) cu geometria și caracteristicile dorite. Cu aceste cunoștințe despre caracteristicile procesului de extrudare, producătorii îl pot folosi pentru producerea de componente de diferite forme, dimensiuni, trăsături mecanice precum și îmbunătățiri ale suprafeței.
Tipuri de extrudare: directă și indirectă
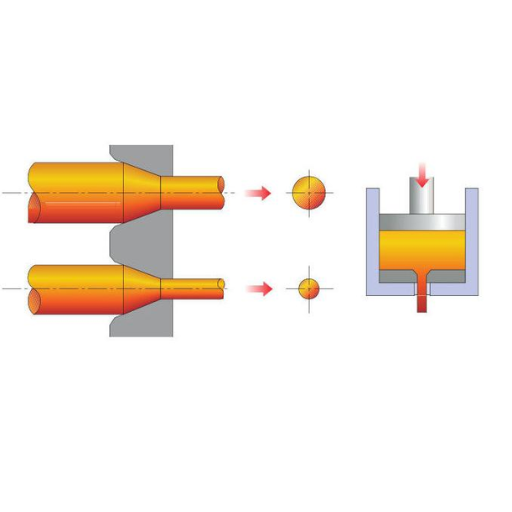
Despre extrudare se pot face două distincții principale: extrudarea directă și cea indirectă. Extrudarea directă este atunci când berbecul împinge materialul prin matriță. Este utilizat pentru materiale care au forțe de extrudare mai mici și secțiuni transversale ușor de extrudat. În contrast, extrudarea indirectă este opusul prin aceea că matrița este deplasată spre material, împingând-o astfel prin matriță. Această tehnică este utilizată pe materiale cu forțe de extrudare mai mari sau cu forme de secțiune transversală mai complicate. Atât extrudarea directă, cât și cea indirectă a formulării au avantajele lor speciale și sunt acceptate în mod egal în fabricarea metalelor și a materialelor plastice în diverse domenii. Pentru o mai bună înțelegere a acestor tipuri de extrudare, cea mai bună abordare ar fi să vizitați primele 3 site-uri web aflate în prezent pe Google.com despre aceste probleme.
Rolul extrudării în prelucrarea metalelor
Extrudarea are o funcție foarte importantă în prelucrarea metalelor, deoarece este utilizată pentru a crea piese metalice în mod eficient și precis. Ca proces de deformare, extrudarea ajută la capturarea structurilor interne consistente cu forme de secțiune transversală mai complicate în metale. Când se contrastează trefilarea și extrudarea, trebuie precizat că acum există o activitate comună de prelucrare a metalelor, dar tehnologia și scopul funcțional sunt fundamental diferite. Trefilarea se adresează producției de fire care vor fi utilizate pentru aplicații electrice și structurale, în timp ce extrudarea este utilizată pe scară largă în industriile materialelor plastice și ale metalelor. Aceste procese au, de asemenea, alte avantaje, cum ar fi o mai bună finisare a suprafeței și capacitatea de a lucra în materiale trase care necesită forțe mari de extrudare. Cu toate acestea, există unele probleme asociate cu trefilarea metalului sau Mastering extrusion și trefilarea metalului - abordând dezavantajul deformării. Odată ce particularitățile proces de extrudare sunt înțelese, producătorii vor putea livra produse metalice de calitate.
De ce extrudarea este un proces de deformare
Extrudarea este un proces de prelucrare a metalelor foarte eficient, menit pentru ușurința deformării pentru producătorii care doresc să creeze un sortiment de forme. Acest proces constă în aplicarea unei cantități mari de forță, fie într-o mișcare de împingere, fie de tragere, asupra unui material care a fost modelat pentru a se potrivi printr-o matriță, modificând astfel aria secțiunii transversale și dimensiunile acestuia în proces. Următoarele puncte evidențiază motivele pentru care extrudarea este o metodă preferată pentru deformare:
Eficiență în dimensiune și formă: Utilizarea extrudarii este benefică pentru producători, deoarece aceștia vor putea regla deformarea în proces, garantând dimensiuni și formă uniforme. Unii dintre parametrii care trebuie luați în considerare în etapele anterioare ale extrudarii metalelor sunt temperatura, viteza de extrudare și geometria matriței.
Structura internă îmbunătățită: Tehnologia de extrudare poate rectifica în mod apreciabil proprietățile materialelor cu care se lucrează. Voi îmbunătăți structura cerealelor, voi întări materialul și chiar voi îmbogăți proprietățile mecanice ale întregului material. Temperaturile optime în timpul extrudării și compozițiile de aliaj adecvate trebuie respectate pentru a obține proprietățile așteptate ale unui material.
Crearea de forme complicate: Deoarece extrudarea necesită producerea de forme complexe, poate fi dificil să le fabricați folosind tehnici tradiționale. Prin utilizarea configurațiilor de matriță adecvate, producătorii pot îndeplini sarcina de a extruda materialele în secțiuni care sunt proiectate pentru a fi unice, fie că este vorba de profile, tuburi, tije sau orice altă formă.
Eficiența costurilor și eficiența materialului: Extensia permite parametrii care sunt însoțiți de conceptul de minimizare a costurilor atunci când vine vorba de procesul de producție. Lipsa deșeurilor și capacitatea de a utiliza resturi de gunoi sau material reciclat în timpul producției, de asemenea, minimizează costurile atașate producției de masă, făcând astfel extinderea un proces rentabil.
Versatilitate și gamă largă de aplicații: Datorită diferitelor procese implicate, numeroase industrii precum cea auto, aerospațială, construcții și producția de bunuri consumabile au adoptat extensii în producția de masă. O mare varietate de materiale, inclusiv aluminiu, oțel, cupru și materiale plastice pot fi utilizate în procesul de extrudare, sporindu-și astfel capacitatea în procesele de deformare.
Prin utilizarea extrudării, producătorii pot elimina limitările impuse de deformare, pot modela cu precizie produsul și pot fabrica elemente metalice cu calități superioare precum precizia dimensiunilor și proprietăților.
Compararea trefilării și extrudarii
În compararea proceselor de trefilare și extrudare, trebuie luați în considerare factorii de trefilare. Să explorăm diferențele, în special în ceea ce privește modificările de secțiune transversală și calitatea suprafeței, pentru a avea o mai bună apreciere a meritelor celor două metode și a aplicațiilor lor. Distincția dintre trefilarea și extrudarea este importantă pentru producători, deoarece ajută la selectarea celei mai potrivite tehnici pentru cerințele de producție și obiectivele finale date.
Diferența dintre tehnicile de desen și extrudare
Când se abordează metodele de trefilare și extrudare și se compară metodele, este necesar să se includă diverși parametri care determină capacitatea și eficiența fiecărei metode particulare. Anunțați-ne diferențele dintre aceste modificări ale suprafeței secțiunii transversale și finisarea suprafeței în special, astfel încât să putem ști mai multe despre avantajele și utilizările diferitelor metode. Pentru a vă oferi o imagine de ansamblu bună asupra unor astfel de tehnici, mă pot referi la sursele adecvate de pe internet, cum ar fi primele 3 site-uri de pe google.com.
Trefilarea este un proces care scade diametrul unui fir prin tragerea acestuia printr-o matriță cu o secțiune transversală mai mică deformată de contracția termică. Este foarte des folosit pentru aplicații electrice și structurale care necesită proprietăți mecanice și toleranțe.
Cealaltă metodă este mai degrabă cunoscută ca extrudare, care implică împingerea unui metal sau plastic printr-o matriță cu o secțiune transversală intenționată. Este procesul de mutare a unui material printr-o matriță la o formă de secțiune transversală dorită. A devenit utilizabil pentru industrie, deoarece poate permite industriilor plastice și metalice să producă profile, tije și tuburi cu forme și zone specifice.
Printre distincțiile notabile dintre tehnicile de trefilare și extrudare, trebuie remarcate următoarele:
Defecte de secțiune transversală: Tehnologia de trefilare funcționează eficient doar pentru reducerea ariei secțiunii transversale a firului, dar menține forma și întinde firul în timpul procesului. Pe de altă parte, extrudarea permite formarea de forme de secțiune transversală zimțată împreună cu secțiuni conice și scobite.
Tratamentul suprafeței: Observatorul va observa că sârmele lovesc multe suprafețe rugoase, deoarece firele după tragere sunt supuse întinderii și compresiei în timpul tragerii părților majore ale sârmei. Pe de altă parte, procesele de extrudare pot duce la finisarea suprafeței nu foarte netedă din cauza prea multului material activ frecat peste matriță.
Producătorii vor discrimina între tehnicile de trefilare și extrudare pe baza analizei atentă a avantajelor și limitărilor fiecărei tehnici în ceea ce privește specificațiile sau obiectivele de producție. În ceea ce privește ceilalți, ei trebuie să înțeleagă temeinic această problemă complicată și să obțină toate informațiile critice din surse de încredere și de renume, precum și îndrumarea experților.
Analizarea modificărilor transversale
Când se studiază procesele de trefilare sau extrudare, este necesar să se analizeze și parametrii tehnici ai acestora, precum și efectele pe care le au. Să ne concentrăm asupra unor astfel de factori importanți:
Fluxul materialului și deformarea: La trefilarea sârmei, aria secțiunii transversale a sârmei este redusă prin tragerea firului printr-o matriță. Făcând acest lucru, lungimea este mai lungă, în timp ce diametrul este mai mic, ceea ce aduce modificări în structura granulelor, microstructura și proprietățile mecanice ale materialului. Pe de altă parte, în extrudare, materialul este modelat în secțiunea transversală dorită prin forțarea acestuia printr-o matriță, ceea ce duce la deformarea plastică și schimbarea formei secțiunii transversale.
Rugozitatea suprafeței: Ca urmare a forțelor de frecare dintre sârmă și matriță, trefilarea sârmei are defecte de suprafață mai mici. În timp ce în extrudare, valorile rugozității suprafeței produse sunt ușor mai mari din cauza interacțiunii material-matriță.
Parametri și considerații: Mai mulți parametri tehnici sunt implicați în înțelegerea modificărilor secțiunii transversale, inclusiv configurația și geometria matriței Tehnici de lubrifiere și răcire Proprietăți mecanice ale materialului, cum ar fi rezistența și ductilitatea Vitezele băii sau de extrudare Raport de reducere Temperaturile sârmei sau a sârmei Material și rugozitatea suprafeței matriței Cunoașterea și îmbunătățirea parametrilor tehnologici se concentrează pe susținerea rezultatelor acceptabile, precum și pe calitatea produselor în timpul proceselor de trefilare și extrudare. Prin urmare, este important ca producătorii să se refere la surse de încredere, să caute asistență de specialitate și să testeze procesele mai intens pentru a găsi parametrii tehnici cei mai potriviți pentru nevoile lor de producție.
Diferențele de finisare a suprafeței în produsele metalice
Deoarece sunt expert în desenarea și extrudarea metalelor, particularitățile de finisare a suprafeței produselor din metal sunt ceva în care sunt competent. În plus, finisajul suprafeței constituie o secțiune nesemnificativă, deoarece este un factor decisiv în perspectiva, eficacitatea și utilitatea componentelor metalice. În orice caz, caracteristicile de finisare a suprafeței care sunt așteptate trebuie să fie îndeplinite prin mai multe cerințe și limite operaționale. Privind primele trei căutări Google referitoare la problema relevantă, pot trage următoarele concluzii:
Parametrii de finisare a suprafeței: Finisajul suprafeței produselor din metal poate fi o funcție de diferiți parametri, cum ar fi:
Metode de lubrifiere și răcire: Utilizarea considerabilă a defectelor și îmbunătățirea suprafeței ajută la obținerea unui finisaj mai bun.
Tipul și finisarea suprafeței matriței: Utilizarea materialelor matriței, precum și caracteristicile suprafeței determină rugozitatea și calitatea produsului final.
Viteza de tragere sau extrudare: Este foarte important să controlați viteza operației pentru a obține consistență și a reduce numărul de defecte de suprafață.
Proprietățile materialului: Proprietățile intrinseci ale metalului, cum ar fi rezistența și ductilitatea, determină finisarea suprafeței care va fi obținută.
Importanța optimizării: Producătorii trebuie să țină cont de cerințele produselor și proceselor respective în timp ce proiectează pentru finisarea optimă a suprafeței. Aceștia trebuie să ia în considerare literatura relevantă și opiniile experților și să efectueze o evaluare comparativă adecvată pentru a ajunge la parametrii potriviți pentru cerințele lor specifice de producție. Acest lucru contribuie la atingerea obiectivelor dorite și la asigurarea calității finisajului suprafeței în procesele de trefilare și extrudare.
Injectarea și îmbunătățirea acestor parametri prin optimizarea designului permit producătorilor să gestioneze și să optimizeze suprafața produselor metalice finite, astfel încât așteptările estetice și funcționale să fie abordate în mod adecvat.
Aplicații comune ale trefilării și extrudarii

Desen cu fire:
Cablaje electrice: un proces de tragere a sârmei este o formă avansată de tehnică de desenare la rece care este utilizată în principal în producția de cablaje electrice, cum ar fi sisteme rezidențiale, comerciale și industriale. Parametrii procesului garantează producerea de sârme care sunt uniforme și netede ca profil și au conducție electrică și izolație maximă a firului.
Componente structurale: Trefilarea este, de asemenea, folosită în fabricarea componentelor structurale în industrii precum construcții, industria auto și industria aerospațială. Acesta ajută la fabricarea firelor cu dimensiunile și proprietățile mecanice necesare pentru utilizare în aplicații necesare cu cerințe de rezistență.
extrudare:
Fabricarea plasticului: extrudarea este unul dintre cele mai esențiale procese de lucru în domeniul producției de fișiere din plastic. Este, de asemenea, utilizat pentru turnarea materialelor plastice care, în starea lor topită, în țevi și alte forme, inclusiv tuburi și foi și profile. Face posibilă crearea unor forme mai complexe, cu dimensiuni constante și finisare a suprafeței.
Fabricarea metalelor: În ceea ce privește fabricarea metalelor, extrudarea este utilizată în principal la producerea de profile, tije și tuburi. Facilitează fabricarea pieselor metalice care au forme și proprietăți fizice specifice necesare în diferite industrii, care includ industria construcțiilor, industria auto și aeronautică.
Producătorii pot folosi procese de trefilare și extrudare pentru a satisface cerințele diferitelor domenii și pentru a produce piese cu dimensiunea, rezistența și finisarea suprafeței predeterminate. Deoarece astfel de procese oferă flexibilitate și control, ele devin importante într-o gamă largă de aplicații din diferite industrii.
Sârmă pentru utilizări electrice și structurale
Trefilarea este o operație primară care se aplică în structura și alimentarea cu energie a elementelor. Este procesul de forțare a unui fir de metal printr-o matriță pentru a-și micșora secțiunea transversală și pentru a-și îmbunătăți proprietățile. Recunosc trefilarea ca o modalitate de a lucra în operațiuni și spun asta pentru industriile de telecomunicații, electricitate și construcții. Acest lucru permite dezvoltarea de fire de secțiune transversală, rezistență la tracțiune și tratament de suprafață specific. Prin ajustarea precisă a parametrilor de desen, producătorii pot produce fire care răspund nevoilor critice ale acestor industrii, asigurând performanțe satisfăcătoare în orice aplicație.
Extrudarea în producția de plastic și metal
Extrudarea este o metodă comună în fabricarea atât a plasticului, cât și a metalului. Acest proces constă în forțarea materialului printr-o matriță pentru a forma produse de formele și dimensiunile necesare. În cazul extrudării materialelor plastice, acest proces se dovedește a fi util pentru fabricarea țevilor, țevilor, țevilor și plăcilor. În fabricarea metalelor, acest proces este utilizat la crearea de tije, bare și profile.
Există multiple beneficii pentru eficiența procesului de fabricație atunci când se utilizează metoda de extrudare. Permite producerea unei secțiuni transversale continue și coerente, care poate fi și destul de complexă. Procesul este asociat cu rate ridicate și eficiență a producției permițând aplicarea în produse de producție de masă. În plus, se remarcă, de asemenea, că piesele extrudate din plastic și metal tind să aibă calități mai bune, cum ar fi rezistența.
Cu toate acestea, pot apărea anumite complicații în timpul execuției extrudării. Unele complicații, cum ar fi deformarea, întinderea și distribuția materialului pot apărea, ducând la defecte ale proprietăților. Diametrul țaglei și toleranțele secțiunii transversale sunt doi factori care asigură consistența produsului. Nu în ultimul rând, obținerea calității așteptate a suprafeței poate fi dificilă, deoarece procesul de extrudare poate duce la unele suprafețe aspre și inegale.
Pentru a face față acestor provocări, producătorii folosesc mai multe tehnologii și tehnici. Utilizarea unor modele de matrițe sofisticate și selecția atentă a parametrilor procesului de extrudare reduce foarte mult distorsiunea și îmbunătățește proprietățile de tracțiune. Controlul procesului oferă, de asemenea, consistență în înălțimea și grosimea țaglei, precum și în secțiunea transversală a acesteia. Lustruirea și unele acoperire pot fi, de asemenea, utilizate pentru a îmbunătăți calitatea suprafeței articolelor extrudate.
Pe măsură ce producătorii învață caracteristicile esențiale ale extrudării în industria plastică și metalică, unele provocări sunt depășite, în timp ce oportunitățile aduse de acest proces sunt pe deplin utilizate. De asemenea, este important pentru fabricarea diferitelor produse și dezvoltarea diferitelor sectoare.
Beneficiile metalelor extrudate și trase la rece
În cursul muncii mele, aș dori să susțin deschis procesele de extrudare și de trefilare a metalului, deoarece se știe că trage metalul la rece și/sau extrudează metalul respectiv. Metalele trase sau extrudate prin aceste procese sunt deformate într-un mod care le îmbunătățește proprietățile metalurgice și precizia. Este dezvăluit că metalele trase la rece au caracteristici excelente, cum ar fi rezistența la tracțiune, precizia dimensională și finisarea suprafeței, care pot fi în aplicații care necesită toleranțe mari. În timp ce metalele extrudate au capacitatea și flexibilitatea de a fi produse într-o varietate de forme, dimensiuni și modele care, la rândul lor, vor oferi producătorilor o mare libertate de proiectare. Făcând astfel posibilă fabricarea unei varietăți diverse de produse, inclusiv, dar fără a se limita la, piese structurale în industria aerospațială, piese auto complexe și dispozitive electrice de consum. În general, metalele trase la rece vizează îmbunătățirea proprietăților mecanice ale metalelor și pieselor metalice, precizia dimensională și calitățile suprafeței articolelor metalice, precum și oportunitățile de proiectare. Toate aceste aspecte fac aceste metale vitale în industriile de astăzi.
Provocări în trefilarea și extrudarea metalelor

Procesele de trefilare și extrudare a produselor metalice vin cu propriul set special de probleme care trebuie tratate în mod corespunzător pentru a obține o eficiență maximă și calitate maximă a produselor finite. Depășirea problemelor de mai sus implică o cunoaștere aprofundată a caracteristicilor materialelor, regimurilor de proces și tehnologiilor avansate de fabricație. Astfel de provocări sunt rezolvabile și, cu ajutorul tehnicilor și instrumentelor adecvate, producătorii pot produce piese metalice bine concepute și produse de cea mai înaltă calitate.
Abordarea problemelor legate de deformare și tracțiune
Factorii de deformare și de tracțiune prezintă provocări cruciale cu care se confruntă trefilarea și extrudarea metalelor, care pun în primul rând sub semnul întrebării calitatea și integritatea produselor finale. Pentru a contracara aceste probleme, producătorii ar trebui să ia în considerare următorii pași principali decisivi:
Parametrii procesului: Parametrii adecvați ai procesului, cum ar fi temperatura, viteza de deformare și lubrifierea, trebuie să fie stabiliți pentru a atenua factorii de deformare și de tracțiune. Este important de reținut că acești parametri trebuie ajustați în funcție de proprietățile materialului și de rezultatul dorit.
Proiectarea matriței: În cazurile în care există o deformare extinsă a materialului, proiectarea matriței trebuie optimizată astfel încât fluxul materialului prelucrat în piese să fie parțial controlat. Unii dintre factorii care necesită o reglare adecvată pentru a minimiza solicitările de tracțiune și pentru a obține precizia dimensională dorită includ unghiul matriței, lungimea terenului și raza filetului.
Selectarea materialului: În acest scop, este intuitiv că proprietățile mecanice ale materialului și ductilitatea acestuia influențează foarte mult deformarea materialului și factorii de tracțiune în timpul trefilării și extrudarii. Selectarea materialului poate fi efectuată în funcție de mai mulți parametri care includ rezistența, alungirea, precum și comportamentul la întărire.
Tratament termic: Astfel, se propune o altă tehnică pentru a reduce cantitatea de deformare precum și pentru a îmbunătăți proprietățile mecanice ale metalului. De exemplu, tratamentele de recoacere sau de reducere a tensiunilor ameliorează în mod eficient tensiunile reziduale și îmbunătățesc ductilitatea materialului, ceea ce la rândul său scade șansele de deformare și rupere la tracțiune.
Întreținerea matrițelor: inspecțiile de rutină și în timp util și repararea matrițelor sunt esențiale pentru precizia dimensională și pentru a limita problemele de deformare. Dacă suprafața matriței prezintă uzură sau deteriorare, aceasta trebuie corectată imediat pentru a garanta uniformitatea calității mărfurilor produse.
Prin evaluarea și utilizarea judicioasă a acestor tehnici, producătorii pot rezolva în mod eficient problemele de deformare și tracțiune atât în proiectarea, cât și în fabricarea componentelor metalice cu metrologie și proprietăți mecanice îmbunătățite.
Gestionarea uniformității biletei și a secțiunii transversale
În producție, menținerea calității și consecvenței funcționale a produselor finite necesită gestionarea eficientă a taglelor și a uniformității secțiunii transversale. Apar mai multe probleme în timp ce cineva lucrează în acest sens. Primul se referă la tipul de material țagle. Ar trebui utilizate compozițiile chimice ale materialelor care posedă proprietățile mecanice necesare, inclusiv rezistența, alungirea și caracteristicile de întărire prin lucru. Mai mult decât atât, temperatura împreună cu viteza de răcire utilizată la turnarea proceselor de fabricare a șuruburilor în formă de C trebuie controlate pentru a evita dimensiunile diferitelor secțiuni transversale.
Pe de altă parte, parametrii tehnici care trebuie luați în considerare pentru gestionarea uniformității bimetalice și a secțiunii transversale pot include:
Compoziția metalului: Asigurați-vă că bimetalul fabricat îndeplinește proprietățile mecanice necesare.
Temperatura de turnare: Asigurați-vă că temperatura este uniformă pe radiatorul turnat în timpul turnării, astfel încât să nu existe diferențe termice pe secțiunile sale transversale.
Timpul de răcire a sistemului: Reduceți acest timp pentru a răci suficient componenta și pentru a evita deteriorarea/modificările secțiunii transversale din cauza solicitărilor interne.
Billet și cană. grosimea glaucomului. Alungit – lungime – elemente orizontale în vrac, înălțime: Această secțiune monitorizează și controlează dimensiunile unui bimetal pentru a se asigura că profilul său optim este menținut.
Măsuri de control: Ar trebui puse în aplicare măsuri corective și preventive pentru a minimiza cazurile de modificări bimetalice dimensionale sau de compoziție.
În lumina factorilor evidențiați și a factorilor enunțați, producătorii pot controla uniformitatea țaglei și a secțiunii transversale pentru a produce componente metalice de precizie ale căror dimensiuni și proprietăți mecanice sunt de un standard ridicat.
Îmbunătățirea finisajului suprafeței în producție
Pentru a obține o finisare mai bună a suprafeței, cunoașterea factorilor determinanți ai finisării finale a suprafeței este fundamentală. După ce am folosit primele 3 site-uri web care apar pe Google.com, am compilat următoarele bune practici.
În primul rând, producătorii trebuie să găsească cei mai potriviți parametri de producție: se referă la parametrii optimizați pentru procesul de tăiere, cum ar fi vitezele de tăiere, vitezele de avans și geometriile sculei. Obținerea unui compromis corect între calitatea finisajului suprafeței și cea a îndepărtarii materialului este esențială.
În al doilea rând, unele lubrifieri eficiente practicate: lubrifierea pe suprafața prelucrată trebuie făcută corect pentru a reduce cantitatea de căldură și frecare produsă; astfel, rugozitatea suprafeței prelucrate este redusă semnificativ. Tipul de lubrifiant care trebuie utilizat trebuie selectat corespunzător. De asemenea, acest lucru ar trebui aplicat în mod consecvent.
În al treilea rând, angrenajele și materialele abrazive ar trebui îmbunătățite: prin utilizarea de scule moderne și abrazivi care au geometrie și acoperiri superioare, se poate obține îmbunătățirea finisajului. Trebuie să urmăriți evoluțiile în tehnologia sculelor.
În al patrulea rând, vibrațiile ar trebui controlate: petele de suprafață, care pot degrada calitatea, pot fi ajutate prin optimizarea cantității de rigiditate, amortizare și stabilitate a elementelor mașinii pentru a controla vibrațiile mașinii.
În al cincilea rând, ar trebui folosite tehnici de post-procesare: Alte tehnici de post-procesare, cum ar fi lustruirea, electrolustruirea și implementările chimice, ar trebui utilizate pentru a obține o suprafață mai fină.
Aceste tehnici descrise la rândul lor permit producătorilor să îmbunătățească finisarea suprafeței și, prin urmare, să producă componente de o calitate mai bună, cu aspect îmbunătățit.
Referinte
Rezistența și conductanța electrică
Top producător de extrudere de sârmă și cablu din China
Întrebări Frecvente (FAQ)
Î: Ce este o trefilă?
R: Trefilarea este un proces de prelucrare a metalelor utilizat pentru a reduce secțiunea transversală a unui fir prin tragerea firului printr-o singură matriță sau o serie de matrițe. Acesta este un proces de lucru la rece care are ca rezultat un fir cu un profil transversal constant.
Î: Cum diferă procesul de extrudare de desen?
R: Extrudarea și tragerea sunt ambele procese de formare, dar diferă ca metodă. În extrudare, materialul este împins printr-o matriță pentru a forma forma dorită, în timp ce desenarea implică tragerea materialului printr-o matriță. Extrudarea poate fi efectuată la temperaturi calde sau reci, în timp ce tragerea este de obicei un proces de lucru la rece.
Î: Puteți explica rolul unui dorn în desenarea tubului?
R: La desenarea tubului, se folosește un dorn pentru a susține diametrul interior al tubului și pentru a se asigura că acesta își menține forma dorită pe măsură ce este tras printr-o matriță. Acest lucru ajută la obținerea preciziei în grosime și uniformitate a tubului de oțel.
Î: Ce se înțelege prin „extrudare înainte”?
R: Extrudarea înainte este un proces în care materialul este împins în aceeași direcție cu deschiderea matriței. Acesta contrastează cu extrudarea înapoi, în care materialul curge în direcția opusă mișcării berbecului.
Î: De ce sârmă este considerată un proces de lucru la rece?
R: Trefilarea este considerată un proces de lucru la rece, deoarece este efectuată la sau aproape de temperatura camerei. Acest proces întărește materialul prin întărire prin deformare, deoarece metalul este tras printr-o matriță fără aplicarea de căldură.
Î: Ce tipuri de materiale pot fi utilizate în procesele de extrudare și trefilare?
R: Pot fi utilizate diferite metale în procesele de extrudare și trefilare, inclusiv aluminiu, cupru, oțel și alamă. Alegerea materialului depinde de proprietățile și aplicațiile dorite ale produsului final.
Î: Cum funcționează o mașină de desenat?
R: O mașină de desenat funcționează trăgând un fir printr-o matriță pentru a-i reduce diametrul și pentru a-i modifica profilul secțiunii transversale. Mașina aplică tensiune pe sârmă, trecându-l printr-o serie de matrițe, fiecare progresiv mai mică, pentru a obține dimensiunile dorite.
Î: Care este semnificația „desenului la cald”?
R: Desenarea la cald se referă la un proces în care materialul este încălzit înainte de a fi tras printr-o matriță. Acest lucru poate reduce forța necesară pentru modelarea materialului și poate îmbunătăți ductilitatea, permițând o deformare mai mare fără rupere.
Î: Cum sunt folosite împreună extrudarea și trefilarea la rece?
R: Extrudarea și tragerea la rece pot fi efectuate în succesiune pentru a obține o formă și o dimensiune specifice. În primul rând, extrudarea este utilizată pentru a crea o formă de bază, iar apoi desenarea la rece rafinează și mai mult dimensiunile și finisajul suprafeței produsului.