



În această postare, vom discuta două tehnici speciale de imprimare 3D. Acestea sunt metoda de extrudare și Digital Light Processing, o tehnică relativ nouă în imprimarea 3D. Acest articol, așa cum este intenționat atât de profesioniști, cât și de profesioniști, va oferi mai multe informații despre aceste tehnici interesante de imprimare 3D și multe altele. Fără mai mult, haideți explorați extrudarea și DLP în imprimarea 3D și cum vor schimba fața imprimării 3D.
Ce este DLP în imprimarea 3D?
Proiecția luminilor aruncă umbre în toate locurile potrivite și „voila” – a fost creat un obiect 3D perfect care utilizează lumina digitală turnată peste rășină polimerică, mai bine cunoscută ca DLP. Puterea DLP rezidă în funcționalitatea sa. Spre deosebire de orice altă tehnologie de imprimare 3-D, aceasta valorifică capacitatea de a acoperi un întreg strat foto-polimeric în expunerea la lumină, în loc să o facă punct cu punct. Totul, de la tablourile de bord și televizoarele auto până la telefoanele mobile, a fost posibil datorită inovațiilor sale uimitoare.
Acesta este „viitorul”, pentru că DLP deține planul pentru inginerie de ultimă oră, dar cum funcționează la cel mai fundamental nivel? Ei bine, să începem de sus. Laserul trece peste mai multe straturi, fiecare solidificându-se datorită luminii implicate anterior. O rășină comandată să fie expusă se solidifică, în timp ce una care nu rămâne sub formă lichidă. Această tehnologie brevetată o face doar eficientă în timp, dar rezultatele de calitate pe care o oferă consumatorilor săi este uluitoare. Puteți încorpora orice fotografie sau gravură și vă puteți alimenta imaginația prin DLP!
DLP este, fără îndoială, cea mai bună alegere în domeniul proiecțiilor 3-D, deoarece materialele fotopolimerice sunt mai eficiente în timp decât alte forme. Mai mult, elimină sarcinile legate de utilizarea diferitelor materiale, permițând modele complicate și imprimare mai ușoară. Produse precum tablourile de bord și telefoanele mobile au fost toate posibile datorită inovațiilor sale uimitoare. Acesta este „viitorul”, pentru că DLP deține planul pentru inginerie de ultimă oră.
Pentru a rezuma, DLP în imprimarea 3D implică pur și simplu utilizarea unui proiector de lumină digitală care strălucește cu lumină UV pe rășina lichidă pentru a o solidifica strat cu strat. Acest lucru duce la un timp de expunere minim, rezultând imprimări de mare viteză, rezoluție mare și finisare excelentă. O gamă atât de largă de aplicații și ușurința de a crea modele complicate îl fac o tehnologie importantă în domeniul producției aditive.
Cum funcționează procesarea digitală a luminii?
Tehnologia DLP, sau tehnologia de procesare digitală a luminii, permite fabricarea ușoară a obiectelor 3D prin stratificarea acestora folosind un proiector de lumină digitală. Prin urmare, ar trebui să tăiați un obiect 3D în straturi folosind un program software specific pentru a începe procesul. Aceste straturi tăiate sunt apoi mapate pe un bazin de rășină lichidă.
Când lumina este proiectată și intră în contact cu rășina, are loc o reacție chimică cunoscută sub numele de fotopolimerizare. În această reacție, rășina este capabilă să se solidifice într-o manieră ordonată. Procesul de solidificare are loc strat cu strat de către proiectorul de lumină, care conține informații din modelul de interes.
Un element crucial în funcționarea imprimantelor DLP este un dispozitiv digital cu oglindă (DMD). Acesta cuprinde milioane de oglinzi microscopice potrivite cu un pixel al imaginii proiectate. În plus, aceste oglinzi se pot roti și porni sau opri rapid, permițând luminii să fie ghidată în pozițiile necesare cu mare precizie, întărind astfel rășina.
Deci, strat cu strat, obiectul este construit până când este complet format. Astfel, după ce imprimarea este finalizată, această parte este spălată temeinic cu un scrub sau orice alt produs de curățare pentru a îndepărta rășina suplimentară care nu s-a întărit și asigură îngrijorarea pentru calitatea pieselor DLP. În cele din urmă, în timpul fazei de post-întărire, este expus la lumina UV, astfel încât toată rezistența fizică și stabilitatea să fie perfectă.
Tehnologia DLP oferă avantaje, cum ar fi imprimări rapide, imagini de înaltă calitate, cu finisare bună a suprafeței și structuri complicate. Versatilitatea sa permite utilizarea aproape tuturor tipurilor de rășini fotopolimerice, creând piese de inginerie cu diferite proprietăți și caracteristici.
Pentru a înțelege Lumina Digitală Utilitatea procesării în fabricarea aditivă, trebuie să înțelegem relevanța acesteia în detalii tehnice și să înțelegem ce aduce în lumea imprimării 3D.
Care sunt avantajele cheie ale imprimantelor DLP?
În domeniul producției aditive, imprimantele DLP au avantaje inerente. Imprimantele DLP sunt împodobite cu alte beneficii pe care alte tipuri de tehnologii de imprimare 3D nu le oferă și acestea se datorează utilizării de proiecție a luminii controlată cu precizie și rășini fotosensibile. Mai jos sunt câteva dintre avantajele pe care le au imprimantele DLP:
- În primul rând, imprimantele DLP sunt cele mai remarcabile deoarece sunt capabile de design complicat și detalii precise. Ceea ce este impresionant la tehnologia de care se bucură imprimantele DLP este ușurința cu care sunt construite geometriile complexe și sunt încorporate caracteristici suplimentare, făcând astfel imprimările finale extrem de detaliate.
- Obiectele pot fi obținute rapid, deoarece imprimantele DLP utilizează întărirea rapidă a unui întreg strat deodată. Astfel, imprimantele DLP sunt potrivite pentru prototiparea rapidă și producția de masă. O astfel de viteză și un proces eficient sunt bine apreciate în tendințele pieței de astăzi.
- Cu toate acestea, calitatea suprafeței de imprimare este remarcabilă în ceea ce privește netezimea. Aceasta calitate este un avantaj major in special in estetica sau pentru optimizarea timpului necesar in post-procesare.
- Compatibilitate extinsă a materialelor: Imprimantele DLP, pe de altă parte, sunt compatibile cu multe materiale, cum ar fi o multitudine de rășini fotopolimerice, care pot varia în atribute, cum ar fi flexibilitatea, rezistența sau transparența. Acest lucru permite crearea de obiecte cu proprietăți diferite pentru a satisface cerințele unor cazuri particulare de utilizare.
- Imprimantele DLP pot fi achiziționate ca imprimante desktop sau mari metrice integrate cu software-ul DLP de ultimă generație. Cu toate acestea, dimensiunea nu este un dezavantaj, deoarece software-ul DLP îl face ușor pentru diverse industrii, ingineri, designeri, producători și spitale. De asemenea, mașinile DLP sunt ieftine, deoarece reduc risipa de resurse de producție.
Ca și în cazul oricărei alte tehnologii, imprimantele DLP au puncte forte și avantaje fundamentale, ceea ce explică de ce devin din ce în ce mai populare în medicină și inginerie.
Cum se compară DLP cu SLA în Surface Finish?
Cel mai adesea, finisarea suprafeței este comparată între procesarea digitală a luminii și stereolitografia în imprimarea 3D, ceea ce arată nevoia de a raționa bine cu privire la particularitățile straturilor de imprimare respective, pregătiți pentru problemele de securitate a interogărilor DLP. Pentru început, DLP securizează straturile folosind „lumină” printr-un proiector de lumină digital care întărește rășina în straturi simultan, în timp ce SLA țintește și blochează un laser la fiecare gaură de foraj.
Tehnologia DLP pare să aibă ca rezultat finisaje mai fine decât procesele SLA. Acest lucru se datorează grosimilor straturilor. La întărirea DLP, se realizează grosimile unui întreg strat, astfel încât suprafața unui obiect DLP este comparativ mai uniformă și mai netedă odată imprimată. Proiectorul de lumină utilizat în procesul DLP proiectează, de asemenea, o rezoluție mai bună, ceea ce înseamnă că detaliile mai mici duc la colțuri mai ascuțite.
Este de menționat că efectele alegerii tipului specific de rășină, înălțimea stratului și post-procesele asupra finisării suprafeței sunt remarcabile. Acești parametri pot fi ajustați pentru a modifica finisarea suprafeței imprimărilor DLP și SLA.
În concluzie, comparația dintre DLP și SLA are un scop în ceea ce privește capacitatea lor de a obține finisaje netede ale suprafețelor în imprimarea 3D. Tehnologia DLP, pe de altă parte, datorită întăririi simultane a stratului și rezoluției mai bune, este de obicei mai bună în ceea ce privește lustruirea și finisarea suprafeței. Cu toate acestea, este esențial să luați în considerare multe elemente și să faceți modificări pentru a obține calitatea dorită a suprafeței pentru o anumită aplicație.
Cum funcționează procesul de imprimare prin extrudare?4
Ce este extrudarea materialului în imprimarea 3D?
Modelarea prin depunere fuzionată (FDM) sau extrudarea materialului este printre cele mai preferate tehnici de imprimare 3D, care creează obiecte tridimensionale prin topirea materialelor termoplastice și depunerea acestora strat cu strat. În acest sens, un filament care cuprinde de obicei materiale ABS sau PLA este introdus mai întâi într-o duză încălzită. Filamentul este apoi încălzit și extrudat pe o platformă de construcție, care este răcită pentru a deveni un strat al obiectului. Materialele folosite în această abordare, ușurința de utilizare și costul sunt câțiva factori care au făcut-o acceptată pe scară largă în domenii precum prototiparea, fabricarea și proiectarea, deoarece metoda este foarte versatilă.
Cum folosesc imprimantele FDM filamentul?
Operez o imprimantă FDM, care necesită utilizarea și manipularea filamentului. Căldura este aplicată pe filament, care de obicei constă din PLA sau ABS, și este trecută prin duza mea. Duza se deschide, iar filamentul este injectat în bot, amestecându-se și împingând împotriva unui birou de construcție. Pe măsură ce fiecare strat este așezat, se răcește și creează produsul final. Acest proces folosește posibilități excepționale în ceea ce privește gama de materiale, costul și complexitatea operațiunilor. Drept urmare, este utilizat pe scară largă în multe domenii, cum ar fi prototiparea, producția și proiectarea.
Care sunt provocările comune cu imprimarea FDM?
Imprimarea FDM (Fused Deposition Modeling), deși este o metodă standard de imprimare 3D, are propriul set de limitări. Unele dintre limitările fundamentale asociate cu imprimarea FDM includ următoarele:
- Probleme de aderență a straturilor Deși imprimarea FDM 3D este poate mai bună decât DLP, rămâne foarte dificil să se formeze o legătură între straturi. Calibrarea temperaturii, în limite, și nivelarea stratului contribuie în general la inadecvarea grosimii stratului, permițând scăderea reticenței straturilor, ceea ce poate afecta întreaga structură imprimată.
- Deformare și ondulare: diverse materiale, cel mai frecvent ABS, se confruntă cu acestea datorită gradienților de concentrație în timpul depunerii stratului. Datorită diferenței de profil termic, straturile se răcesc la viteze sau temperaturi diferite, ceea ce duce la tensiuni de răcire localizate; prin urmare, se ondula sau se deformează.
- Precizie dimensională: FDM, în special pe un număr de module strânse, Toy'Bhakra' și în cascadă, tind să eșueze în precizia dimensională ideală, în special în regiunile de interconectare. Conform testelor de fezabilitate, diferitele diametre ale duzei și diametrelor filamentului, împreună cu calibrarea setărilor în unele componente ale imprimantei, pot varia dimensiunile piesei imprimate finale.
- Structuri de susținere: Structurile de susținere sunt necesare atunci când se imprimă obiecte cu proeminențe sau geometrii complicate. Îndepărtarea acestor structuri poate necesita timp și efort și uneori necesită un cu totul alt pas de finisare post-proces. Acest lucru se face pentru a îndepărta suporturile fără a distruge produsul final.
- Finisarea suprafeței: Datorită faptului că această tehnologie este strat cu strat, se menține că ar fi anumite contururi vizibile pe suprafață. Dacă se dorește un aspect neted, două tehnici de finisare care ar putea fi utilizate sunt șlefuirea și acoperirea.
Odată ce aceste provocări sunt înțelese și abordate, fanii imprimării FDM pot începe să treacă prin diverse obstacole, îmbunătățind calitatea imprimării și optimizând fluxul de lucru.
Compararea rășinii și filamentului în imprimarea 3D

Care sunt diferențele în materialul de imprimare?
În general, materialul folosit este cea mai semnificativă distincție între rășină și filament în imprimarea 3D. De exemplu, stereolitografia (SLA) și metodele de procesare digitală a luminii (DLP) de imprimare 3D funcționează cu rășină fotopolimeră în formă lichidă. În schimb, imprimarea cu filament utilizează tehnica de modelare prin depunere fuzionată, care utilizează un filament termoplastic solid care se transformă în stare lichidă atunci când este încălzit. Mai precis, SLA sau DLP implică crearea unui obiect din rășină lichidă prin care o lumină UV întărește obiectul treptat, creând straturi distincte. În termeni simpli, imprimarea cu filament construiește obiectul în straturi simple prin încălzirea și împingerea termoplasticului printr-o duză. Principiul general este că, cu FDM, obiectul pare să fie construit dintr-un tub solid de plastic.
În special, imprimarea cu rășină permite fabricarea de piese de bijuterii complicate, componente dentare și detalii fine cu stabilitate dimensională îmbunătățită. Mai mult decât atât, este mai ușor să obțineți un finisaj neted cu imprimarea cu rășină decât cu imprimarea cu filament de omologii lor 3D. Cu toate acestea, dezavantajele includ costurile ridicate și tratamentul specializat al rășinii lichide.
Imprimarea cu filament, totuși, este relativ populară datorită costului mai mic, ușurinței de utilizare și a unei game mai mari de opțiuni. Mai multe materiale termoplastice pot fi utilizate în imprimarea cu filamente, inclusiv PLA, ABS și PETG, fiecare având proprietăți mecanice diferite, cum ar fi rezistența, rigiditatea și rezistența la căldură. Imprimarea cu filament este aplicabilă în proiecte care necesită tehnologii diverse, de la crearea de modele până la producerea de piese de lucru cu o gamă mai mare de optimizări post-proces, inclusiv șlefuirea, vopsirea sau chiar placarea lor cu metal.
În concluzie, imprimarea cu rășină funcționează bine pentru producerea de detalii complicate și obiecte netede, în timp ce imprimarea cu filament face munca mai ușoară, mai rapidă și mai ieftină. Care dintre cele două să folosească va depinde în mare măsură de natura și detaliile exacte ale proiectului, de materialul dorit și de constrângerile bugetare.
Cum diferă imprimarea 3D cu rășină de imprimarea cu filament?
Imprimarea 3D cu rășină, sau stereolitografia (SLA) sau procesarea digitală a luminii (DLP), este o metodă de fabricație aditivă care utilizează materiale rășini lichide. Spre deosebire de sistemele DLP, este semnificativ diferit de modelarea prin depunere fuzionată (FDM) de imprimare cu filament, care utilizează un material de filament solid care este topit și extrudat printr-o duză.
Rezoluție și detaliu: calitatea rezultatelor pe imprimarea cu rășină este de foarte mare detalii și netezime, astfel încât părțile și suprafețele întregi sunt finisate foarte frumos și caracteristicile sunt bine definite. Este chiar capabil să atingă o măsurare a înălțimii fiecărui strat la un uimitor de 25 de microni, ceea ce vorbește despre acuratețea imprimărilor sale. Imprimarea cu filament poate genera în mod fiabil proiecte complexe. Imprimarea obiectelor din stupină are o rezoluție comparativ mai mică decât prima, datorită diametrului său mai larg al duzei și înălțimii straturilor mai groase.
Proprietățile materialului: Materialele de imprimare din rășină oferă caracteristici variabile, inclusiv flexibilitate, un grad de transparență și capacitatea de a rezista la temperaturi ridicate. Filamentele din plastic, utilizate în imprimarea cu filamente, oferă, printre altele, caracteristici precum rezistența la căldură PLA sau ABS și durabilitatea.
Post-procesare: Imprimarea 3D SSA este similară prin faptul că implică îndepărtarea materialelor „suport” în timpul post-procesării pentru a obține aspectul dorit al imprimării. După ce rășina este complet întărită, spălarea și șlefuirea sunt, de asemenea, frecvente în etapa de post-procesare. Datorită utilizării unui filament, imprimările cu filament pot suferi diverse tehnici de post-procesare, cum ar fi șlefuirea, placarea și chiar vopsirea.
Cost și versatilitate: tinde să existe un număr substanțial mai mare de opțiuni disponibile atunci când se utilizează filament în imprimarea 3D în loc de rășină, ceea ce crește semnificativ prețul. Aplicabilitatea imprimantelor cu filament este, de asemenea, largă, deoarece pot folosi o selecție largă de materiale. Cu toate acestea, datorită utilizării rășinii lichide, imprimarea cu rășină are prevederi privind echipamentul utilizat, ceea ce crește prețul total al materialelor.
Pentru a rezuma, imprimarea cu rășină este extrem de potrivită pentru imprimarea 3D a suprafețelor complexe și netede, în timp ce imprimarea cu filament este benefică atunci când aplicația necesită imprimare ieftină și diversificată. Opțiunea aleasă depinde în cele din urmă de nevoile specifice ale proiectului, fie că este vorba de detaliile necesare, de recuzită sau de preț.
Ce proces de imprimare 3D este cel mai bun pentru prototipare?
Atunci când proiectați un prototip, este esențial să stabiliți cea mai potrivită alternativă FDM pe care să o alegeți pentru acel prototip. Cu toate acestea, fără îndoială, cea mai preferată opțiune pentru prototipare dintre multe este Fused Deposition Modeling (FDM) cu imprimante pe bază de filamente. Acesta permite utilizatorului să acceseze diverse posibilități practice de cost și timp. Este, de asemenea, relevant pentru a ușura schimbările substanțiale în etapa de prototip. De asemenea, FDM are multe opțiuni de materiale, ceea ce îl face mai ușor de utilizat în multe scenarii. Alte tehnologii precum procesarea digitală a luminii (DLP) și stereolitografia (SLA) sunt adecvate pentru imprimarea 3D, unde pot rafina suprafața și detaliile produsului final, necesitând mai puține detalii complicate. Totuși, acest lucru depinde de scopul și limitările proiectului, în special de nivelul de detaliu, rezistența materialului și limitările financiare.
Explorarea tipurilor de tehnologii de imprimare 3D
Cum se compară FDM cu DLP și SLA?
Tehnologia aditivă rentabilă și utilizată în mod obișnuit din toate opțiunile disponibile trebuie să fie FDM (Fused Deposition Modeling). FDM se remarcă față de DLP și SLA prin faptul că poate crea modele demonstrabile și piese robuste. Chiar dacă DLP și SLA ar putea produce detalii mai bune și aspecte de finisare mai fine, ele sunt pur și simplu mai aplicabile pe piețele de nișă care solicită detalii mai fine. La sfârșitul zilei, se rezumă la cerințele pentru proiectul în cauză - care este nivelul de detaliu necesar, parametrii doriti ai materialului, bugetul și așa mai departe.
Care sunt aplicațiile fiecărei tehnologii de imprimare 3D?
Aplicarea fiecărei tehnologii pentru imprimarea 3D este diferită de cealaltă datorită caracteristicilor și capabilităților distincte pe care le are tehnologia, în cazul în care sistemele DLP sunt utilizate acolo unde sunt necesare modele mai complexe. Mai jos sunt aplicațiile majore pentru FDM, DLP și SLA:
- FDM (Fused Deposition Modeling): FDM este cel mai potrivit pentru dezvoltarea de prototipuri funcționale, modele cu costuri reduse și piese durabile. Se aplică industriilor auto, aerospațială, produselor de larg consum și producției.
- DLP (Digital Light Processing): În industriile care necesită o rezoluție foarte înaltă și printuri detaliate, cum ar fi sectoarele de bijuterii, dentare și medicale, tehnologia DLP este utilizată în cea mai mare parte. Este, de asemenea, utilizat pentru prototiparea rapidă și fabricarea modelelor de turnare cu investiții.
- SLA (Stereolithography): SLA este destul de popular datorită preciziei și finisajului neted, pe care îl oferă pieselor fabricate. Tinde să fie utilizat pentru aplicații în care este necesar un astfel de nivel de detaliu, de exemplu, bijuterii, modele dentare sau prototipuri vizuale.
Toate cele trei tehnici de imprimare 3D au avantajele și dezavantajele lor. Având în vedere acest lucru, selecția tehnologiei adecvate trebuie să depindă de nivelul de detaliu al proiectului, de proprietățile materialelor care vor fi utilizate și de costurile proiectului.
Cum afectează diferitele tehnologii obiectul 3D final?
Selectarea unei tehnologii de imprimare 3D este cheia pentru caracteristicile obiectului de imprimat. Fiecare dintre aceste tehnologii, și anume FDM, DLP și SLA, are avantajele și dezavantajele sale.
- FDM (Fused Deposition Modeling) este una dintre cele mai versatile și economice metode. Funcționează prin extrudarea filamentelor termoplastice prin fire printr-o duză încălzită, stratificând secvențial firele de sârmă pentru a construi un obiect. Ca și în cazul majorității tehnologiilor, finisajul suprafeței imprimărilor FDM este comparativ mai puțin netedă și poate lăsa linii vizibile de strat. Netezirea suprafeței este necesară pentru a obține un rezultat plăcut din punct de vedere estetic, dar această tehnică nu are nicio problemă în producerea de prototipuri funcționale sau piese cu o rezistență mecanică bună.
- DLP (Digital Light Processing): tehnologia DLP folosește o unitate de proiector de lumină digitală care luminează strat cu strat de rășină fotochimică lichidă pentru a o întări. Rezultatul final sunt printuri de înaltă rezoluție cu multe detalii, ceea ce îl face avantajos pentru producția de piese pentru industria de bijuterii, dentară și medicală. Un alt avantaj pe care DLP îl oferă este capacitatea tehnologiei de a fabrica modele pentru turnarea de investiții și prototiparea rapidă.
- SLA (Stereolithography): Avantajele acestei tehnologii includ precizie ridicată și finisaje netede ale suprafețelor. Procesul implică utilizarea unui laser care întărește subțire o rășină fotopolimerică lichidă pentru a crea imprimeuri cu diferite detalii. SLA este popular pentru aplicațiile în care sunt necesare imagini detaliate și de înaltă rezoluție pentru modele complexe, cum ar fi bijuterii, modele dentare sau prototipuri vizuale.
Fiecare tehnologie are avantaje și dezavantaje, iar selecția depinde de cerințele specifice ale proiectului, cum ar fi cantitatea de detalii necesare, caracteristicile materialelor și limitările financiare. Prin urmare, aceste aspecte ar trebui luate în considerare pentru a alege cea mai potrivită tehnologie de imprimare 3D pentru atingerea obiectivelor stabilite.
Ce factori influențează procesul de imprimare 3D?
Cum influențează imprimarea strat cu strat finisajul suprafeței?
Procesul de imprimare 3D nu este posibil fără metoda strat cu strat. În timpul acestei proceduri, fiecare dintre formele 3D este mai întâi împărțită în numeroase secțiuni subțiri, iar stratul imprimat anterior seamănă mai mult cu cel de-al doilea, care este deasupra. Ordinea inversă este imposibilă. Există mulți factori care afectează calitatea suprafeței, în special conturul final al subiectului tipărit în cauză, iar aceasta include grosimea stratului.
În ceea ce privește problemele de mai sus, încă una este omniprezentă atunci când vine vorba de imprimarea 3D, în special pentru modelele industriale – detaliile sporite duc la pierderea calității generale a imprimării și la creșterea timpului de creare. De exemplu, un model cu 25 de microni de detalii devine copleșitor de viu și de realist, totuși, în 200 de microni, numărul de detalii scade drastic, ceea ce permite o culoare tulbure fără prismă; în plus, cu o mizerie de imprimantă, s-ar putea ajunge cu cel mai rău tip de împrăștiere.
Un alt dezavantaj din cauza nivelului mai scăzut de detaliu în imprimările de 200 de microni este că designul altfel complex devine acum fezabil de imprimat fără a sacrifica prea mult timpul de tură; alocarea de noi detalii pe imprimare devine acum irelevantă, creând un model mai general cu care să lucrați.
Dimpotrivă, tehnologia SLA (Stereolithography) are un design și o structură perfecte, o lustruire a suprafeței și mai impresionantă și detalii avansate, ceea ce o face și mai preferabilă față de alte tehnologii 3D precum DLP. Una peste alta, in functie de aplicatie, care ar necesita o ajustare mai larga, finisajele vor ramane mereu intacte.
Atunci când alegeți o grosime a stratului și o tehnică de imprimare 3D, trebuie luate în considerare nivelul necesar de detaliu, durata maximă de imprimare și finisarea dorită a suprafeței. Ar trebui să fie capabil să înțeleagă aceste detalii pentru a face alegeri raționale cu privire la standardul de suprafață pe care doresc să-l aibă articolele lor imprimate 3D.
Ce rol joacă platforma Build în imprimarea 3D?
În imprimarea 3D, platforma de construcție sau de construcție este suprafața pe care este fabricat obiectul. Este important să mențineți forma și poziția fiecărei piese de-a lungul istoriei tipăririi. Acest lucru asigură că primul strat al imprimării se lipește de suprafață fără nicio șansă de a se ridica și distorsionează procesul. De asemenea, garantează că toate straturile următoare se concentrează și se îmbină într-o zonă precisă pentru o imprimare finală curată. Conform cerințelor tehnologiei de imprimare, suporturile de construcție pot fi menținute la temperaturi ridicate pentru a spori puterea de lipire și pentru a minimiza șansele de desprindere a straturilor în timpul fabricării. În plus, platforma de construcție poate avea și dispozitive de nivelare pentru a alinia și calibra corect imprimanta. Pe scurt, platforma de construcție contribuie dramatic la imprimarea cu succes și corectă a unui obiect 3D.
Cum afectează sursele de lumină imprimările DLP?
Sursele de lumină îndeplinesc o funcție imperativă în procesul de imprimare 3D DLP, deoarece determină calitatea și acuratețea obiectelor imprimate. În imprimarea 3D DLP, o serie de surse de lumină, cum ar fi diodele emițătoare de lumină ultravioletă (UV), este folosită pentru a vindeca rășina fotosensibilă bit cu bit și mai târziu pentru a crea un obiect 3D care poate fi asemănat cu o imprimantă 3D FDM.
Lumina, care este sursa polimerizării, conține parametri de intensitate și lungime de undă. Lumina emisă este forța motrice care inițiază reacția de polimerizare a rășinii. Rezonanța intensității luminii și cantitatea de întărire ar permite o viteză de întărire echilibrată; cu cât este mai mare intensitatea, cu atât timpul este mai scurt. Cantitatea de curent care circulă înseamnă că cantitatea de lumină curentă va fi sclipitoare, iar acest lucru implică o abordare atentă pentru a minimiza supraexpunerea.
Fiecare dimensiune cu un tip de toleranță reglabil sau permanent trebuie să fie codificată. Un alt punct de interes este măsurarea lungimii de undă a luminii. În sistemele DLP, rășinile sunt produse sensibile la radiații specifice, în special UV. Mai precis, atingerea proprietăților dorite ale materialului întărit ar presupune asigurarea utilizării lungimilor de undă necesare pentru a beneficia de avantajele acestora. Este important de reținut că diferite rășini pot avea nevoie de lungimi de undă diferite, necesitând surse de lumină specializate pentru anumite rășini.
În concluzie, sursa de lumină din imprimarea DLP afectează procesul de întărire și, ca urmare, calitatea generală a obiectelor imprimate. Intensitatea luminii și lungimea de undă alese corect respectă procesul de polimerizare, rezultând printuri de bună calitate.
Întrebări frecvente (FAQ)
Î: Ce înseamnă extrudarea în lumea imprimării 3D?
R: O tehnică de imprimare 3D cunoscută mai frecvent sub denumirea de Fused Deposition Modeling (FDM), extrudarea este procesul în care o imprimantă 3D folosește o duză pentru a adăuga filamente termoplastice. Filamentul termoplastic este încălzit până la un punct în care jumătate din el se topește și apoi este aplicat strat cu strat pe o platformă de construcție desemnată. Filamentul se solidifică, formând astfel părți.
Î: Ce are de oferit DLP în afară de extrudare pentru a fi benefic în domeniul imprimării 3D?
R: În unele cazuri, imprimarea 3D DLP are beneficii precum rezoluție crescută, suprafețe de calitate mai bună și capacitatea de a imprima anumite forme într-un timp mai scurt. O astfel de cerință se găsește adesea în piesele produse prin soluții DLP, în care sunt dorite microdetalii și finisare bună a suprafeței.
Î: Care este legătura dintre imprimarea 3D prin extrudare și imprimarea 3D DLP în fabricarea aditivă?
R: Extrudarea și imprimarea 3D DLP se încadrează ambele sub umbrela producției aditive, care este combinarea de oameni sau lucruri pentru a crea ceva nou prin construirea strat cu strat. DLP și extrudarea folosesc filament termoplastic și, respectiv, rășină fotopolimerică, permițându-le să realizeze diferite aplicații în producția de piese datorită avantajelor pe care fiecare le are.
Î: Este posibil să se utilizeze imprimarea 3D DLP pentru prevenirea pierderii datelor sensibile și detectarea datelor sensibile?
R: În orice caz, tehnologia de imprimare DLP 3D nu este direct asociată cu protecția împotriva pierderii datelor sau cu protecția datelor sensibile. Dar în mod informal, când vorbim de DLP în domenii precum securitatea datelor, se referă la sisteme și politici care sunt configurate pentru a monitoriza datele sensibile și pentru a preveni posibile pierderi de date, nu procesele de imprimare 3D.
Î: Ce măsuri de prevenire a pierderii de date ar trebui luate în ceea ce privește tehnologiile de imprimare 3D?
R: Deși imprimarea 3D nu este relevantă în sine pentru prevenirea pierderii de date, cel mai potrivit mod de acțiune ar fi să faceți copii de rezervă ale fișierelor utilizate în imprimare și să stabiliți permisiunile corespunzătoare pentru a permite doar accesul autorizat la informațiile confidențiale ale companiilor în procesul de fabricație aditivă. proces.
Î: În imprimarea 3D DLP, cum se utilizează lumina UV?
În imprimarea 3D DLP, calitatea pieselor DLP este evidențiată atunci când lumina UV este folosită pentru a solidifica rășina fotopolimeră în etape. În timpul procedurii, sursa UV aruncă o imagine a secțiunii componente dorite, determinând ca rășina lichidă să se stabilească și să-și ia forma.
Î: Ce înseamnă scopul „stratul este complet” în imprimarea 3D?
R: În contextul imprimării 3D și al producției aditive, termenul „strat este complet” înseamnă că toate materialele care ar fi trebuit să fie încorporate într-o secțiune în timpul extrudarii sau întăririi sunt acum terminate. Când un strat este terminat, imprimanta 3D construiește un nou strat până când piesa este complet fabricată.
Surse de referință
1. „A Review on Extrusion Additive Manufacturing of Pure Copper”, scris de Chowdhury Sakib-Uz-Zaman și MAH Khondoker (2023):
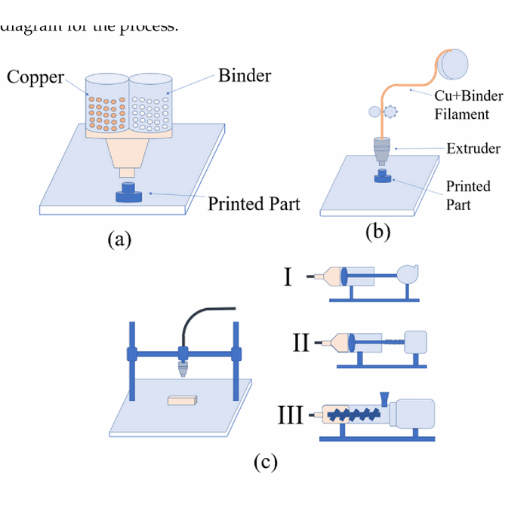
- Constatări cheie: Revizuirea a scanat literatura care a examinat fabricarea aditivă prin extrudarea materialului (MEX) a cuprului metal. MEX oferă, de asemenea, imprimarea componentelor din cupru fără limitări de dimensiuni datorită capacității sale de a amesteca cuprul cu agenți de legare. În plus, lucrarea prezintă tehnicile MEX de tipărire pe bază de șurub alimentate cu peleți, tipărire cu filament și imprimare pe bază de scriere cu cerneală directă și modul în care fiecare se referă la performanța fizică, electrică și mecanică a pieselor fabricate folosind astfel de metode.
- Metodologii: Documentul prezintă aplicația MEX în fabricarea cuprului pur în formă 3D împreună cu principiile, parametrii și materialele acestuia, acoperind nouă articole. De asemenea, rezumă problemele asociate de contracție în etapa de post-procesare (Sakib-Uz-Zaman & Khondoker, 2023).
2. „Efectul compoziției rășinii asupra reologiei și cineticii de polimerizare a suspensiei ceramice de alumină pentru fabricarea aditivă pe bază de DLP” de Mengting Dang și colab. (2023):
- Constatări cheie: Acest studiu examinează efectele compoziției rășinii asupra reologiei și cineticii de polimerizare a formulărilor ceramice de alumină potrivite pentru procesele DLP de fabricație aditivă. De asemenea, subliniază relevanța compoziției de rășină în realizarea imprimărilor dorite și proprietățile mecanice ale componentelor produse.
- Metodologii: Studiul implică lucrări experimentale asupra diferitelor compoziții de rășină și asupra modului în care acestea afectează procesul DLP în ceea ce privește factori precum cinetica de polimerizare și reologia suspensiei (Dang și colab., 2023).
3. În articolul lor „Beneficiile biocernelurilor încărcate cu celule pe bază de colagen foto-curable în comparație cu gelatina metacrilată (GelMA) în timp ce procesarea fotonică și bioimprimarea prin extrudare”, Huimin Shi și colab.
- Concluzii principale: Manuscrisul investighează proprietățile comparative ale biocernelului foto-curabil pe bază de colagen și gelatinei metacrilat (Selma) în DLP și bioprinting prin extrudare. Propune bio-cerneluri pe bază de colagen foto ca opțiuni adecvate pentru bioprintarea structurilor, deoarece prezintă proprietăți pozitive.
- Metodologii: Publicația include designul de bio-cerneluri și biocompatibilitatea acestora și bio-cerneluri mecanice atât în procesele DLP, cât și în cele de extrudare (Shi și colab., 2023).
4. „Compararea proprietăților suprafeței de alunecare ale polimerilor imprimați 3D produși prin tehnici FDM și DLP” de Muammel M. Hanon și L. Zsidai (2020):
- Constatări cheie: Acest articol compară structura de suprafață a componentelor create de tehnologiile DLP și sistemele de modelare a depunerilor topite. Suprafețele rugoase cu caracteristici anizotrope caracterizează FDM, în timp ce DLP are suprafețe netede cu o structură internă omogenă.
- Metodologii: Cercetarea a folosit utilizarea microscopiei optice pentru a evalua finisarea suprafeței și rugozitatea suprafeței pentru probele realizate pe ambele tehnologii, analizând caracteristicile tribologice ale pieselor de prelucrat (Hanon și Zsidai, 2020).
Producători de top de mașini de amestecare a plasticului din China






