



Laten we eens kijken naar onze blogpost waarin we het extrusieproces introduceren. We gaan het ook hebben over de productie van plastic producten en aluminium. In dit bericht gaan we dieper in op de details van het extrusieproces en bespreken we enkele van de bijzondere kenmerken, toepassingen en voordelen ervan. Dit stuk is vooral gericht op mensen die nieuw zijn in de industrie en geeft achtergrondinformatie die nodig is om extrusie te begrijpen en hoe het wordt gedaan. Laten we nu doorgaan naar het meest interessante deel van onze post: de extrusie van plastic en aluminium, waarmee hedendaagse aluminium- en plasticproducten werkelijkheid worden.
Wat houdt de term 'extrusie' in en hoe werkt het?
Het extrusieproces begrijpen
Een productieproces waarbij een dwarsdoorsnede van de geometrie van het gewenste product wordt vastgelegd en een handeling waarbij een materiaal zoals plastic of metaal door een matrijs wordt geduwd of getrokken, wordt extrusie genoemd. Het materiaal is vaak gesmolten of halfverzacht, zodat het vrij gemakkelijk stroomt. Tijdens deze stap neemt het materiaal de vorm en afmetingen aan van de matrijsopening waarbij het materiaal de matrijs verlaat.
Extrusie biedt zijn gebruikers talloze voordelen, waaronder het produceren van complexe vormcomponenten met aanzienlijke uniformiteit en nauwkeurigheid. Deze zeer aanpasbare procedure kan in veel industrieën worden gebruikt, waaronder de automobielindustrie, de bouw en de verpakkingsindustrie. Leren hoe het extrusieproces werkt, is het leren van de kunst en vaardigheid die bij deze productiemethode horen en het belang ervan bij het maken van de verschillende items die we dagelijks gebruiken.
Waarin onderscheidt extrusie zich van andere productieprocessen?
Het produceren van complexe driedimensionale vormen met een hoge mate van uniformiteit en nauwkeurigheid is waar extrusieprocessen uniek zijn. Daarentegen vereisen sommige conventionele methoden het verwijderen van materiaal, zoals snijden of vormen, extrusie duwt een natuurlijk of synthetisch polymeer door een matrijs. Als gevolg hiervan kunnen onderdelen met constante dwarsdoorsneden continu worden geproduceerd tijdens de werking van de machine. Een van de onderscheidende algemene kenmerken van de processen is de brede aard van hun toepassing in combinatie met hun eenvoud, aangezien ze in veel industrieën kunnen worden gebruikt, zoals de automobielindustrie, de bouw en de verpakkingsindustrie, om bij een te blijven. Met de juiste begeleiding wordt het waarderen van het werk gemakkelijker bij het vormen van materialen, en wordt een extreme delicaatheid getoond om begrip te verzamelen voor de behoefte en dit te stuiteren om de producten te leveren die we in ons dagelijks leven gebruiken.
Het belang van een extrusiematrijs
Een extrusiematrijs is misschien wel een van de belangrijkste gereedschappen in de kunststof extrusie proces. Het is een gespecialiseerd apparaat dat gesmolten plastic vormt door het door een matrijsopening te persen. De vorm die het krijgt, hangt af van de extrusiematrijs, die in wezen het doel van de matrijs aangeeft. Matrijzen worden uit stukken metaalplaten of blokken gesneden en worden gemaakt met hoge toleranties die zijn afgestemd op de doorsnede van het geëxtrudeerde product.
Het matrijsprofiel moet met veel detail worden vervaardigd, aangezien de vorm van de geëxtrudeerde doorsnede consistent moet blijven tijdens het extrusieproces. Ideale fittingen worden geacht te zijn gemaakt van duurzame materialen zoals gereedschapsstaal of carbide, aangezien dergelijke stoffen sterk genoeg zijn om hoge druk en verhoogde temperaturen te weerstaan, waarbij de betrokken processen worden gecentreerd. Het matrijsprofiel, dat de lengte en breedte en andere interne kenmerken omvat, worden geclassificeerd als onderdelen die zijn afgestemd op de omstandigheden die vereist zijn voor het betreffende product.
De laatste stap in het extrusieproces omvat het injecteren van temperaturen van 160 tot 180 graden in gesmolten plastic dat zich in een vat bevindt dat is gevuld met elementen van metaal en het gebruiken van een machine om de elementen met een ingestelde snelheid door de matrijsgaten te leiden totdat ze zijn afgekoeld. Zodra deze elementen door de gaten van de matrijs gaan, nemen ze de vorm aan van een buis, een plaat, een profiel of zelfs complexe vormen, die allemaal worden gevormd door het extrusieproces.
De extrusiematrijs is misschien wel het belangrijkste element van het hele extrusiesysteem met betrekking tot de kwaliteit van het geëxtrudeerde product. Het is een complex apparaat dat goed ontworpen, vervaardigd en onderhouden moet worden om efficiënt te kunnen werken. Problemen zoals het type kunststofmateriaal, de kenmerken van het eindproduct en de behoeften van het productieproces beïnvloeden het ontwerp en de selectie van de extrusiematrijs.
Concluderend is de extrusiematrijs een integraal onderdeel van de kunststof extrusie proces omdat het het apparaat is dat de uiteindelijke vorm van het gesmolten, vloeiende plastic materiaal vormt. Het is belangrijk om te benadrukken dat deze matrijs speciaal is ontworpen en gemaakt om perfect geëxtrudeerde artikelen te verkrijgen met uniforme grootte en eigenschappen.
Hoe verloopt het proces van kunststofextrusie in de industriële context?
De verschillende vormen van polymeren die ideaal zijn voor kunststofextrusie zijn onder andere:
- Polyethyleen (VOET): PE is een veelvoorkomend polymeer met een goede slagvastheid en flexibiliteit. Het is vrij zuinig en wordt gebruikt in verpakkingsfolies, buizen en draadcoatings.
- Polyvinylchloride (PVC-materiaal): PVC is een polymeer met een geweldige reputatie vanwege zijn vermogen om zijn eigenschappen te behouden en wordt erkend als vlamvertragend. Dergelijke eigenschappen maken dit polymeer toepasbaar op bouwmaterialen, elektrische kabels en raamprofielen.
- polypropyleen (PP): Polypropyleen (PP) is een polymeer met een lage dichtheid met een goede chemische bestendigheid en thermische stabiliteit. Dit maakt PP geschikt voor een breed scala aan toepassingen in materiaalverwerking. Dit polymeer wordt vaak gebruikt in auto-onderdelen, verpakkingen en huishoudelijke apparaten.
- Polystyreen (PS) is een makkelijk te hervormen polymeer dat verwerkt kan worden tot een lichtgewicht, stijf product. Het wordt vaak gebruikt voor voedselklanten, wegwerpbestek, isolatie, etc.
- Acrylonitril-butadieen-styreen (AB): Een taai polymeer dat hard wordt tegen schokken en behoorlijk hittebestendig is. De belangrijkste algemene toepassingen van het polymeer zijn in auto-onderdelen, goederen en elektronische behuizingen.
Omdat deze polymeren verschillende oriëntaties en eigenschappen kunnen hebben, hebben fabrikanten de mogelijkheid om het meest geschikte materiaal te selecteren voor ideale extrusietoepassingen.
Veel voorkomende kunststoffen en hun toepassingen
Ik ben bekend met de verschillende toepassingen van plastic vanwege mijn ervaring in de plastic extrusie-industrie. Bijvoorbeeld:
- Polyethyleen (PE): PE is een gemanipuleerd plastic polymeer met een sterke chemische en slijtvastheid. Het wordt gebruikt in voedselverpakkingen, afhaalcontainers en als isolatiemateriaal.
- Polyvinylchloride (PVC): PVC is een van de meest voorkomende kunststoffen vanwege de goede elektrische isolatie. Het wordt gebruikt in loodgieterswerk, raamkozijnen en vinyltegels.
- Polypropeen (PP) is een sterk maar dun en zacht plastic dat bestand is tegen hoge temperaturen. Het wordt gebruikt in auto's, verpakkingen en sommige medische apparatuur.
- Acrylonitril butadieen styreen (ABS): ABS is een sterk, fijn plastic met een grote warmteretentie. Het wordt gebruikt in auto-onderdelen, sommige huishoudelijke apparaten en zelfs sommige gespecialiseerde elektronica.
Deze kunststoffen kennen een reeks toepassingen. Extrusie is er daar één van. Fabrikanten kunnen hierbij selecteren welk plastic het beste bij hun behoeften past.
Welke soorten extrusie zijn er in de productie?
Een overzicht van het proces en de voordelen van hete extrusie
Hete extrusie is een zeer relevante industriële procedure en omvat het verwarmen van een materiaal boven de rekristallisatietemperatuur, gevolgd door het forceren ervan door de matrijs om de gewenste vorm te krijgen. Dit proces wordt meestal gedaan met metalen en thermoplasten.
Met hete extrusie kunnen nu en in de nabije toekomst behoorlijk wat voordelen worden genoten. Een daarvan is de mogelijkheid om ingewikkelde vormen te maken die zeer nauwkeurig en volledig consistent zijn. Door de verhoogde temperatuur wordt het materiaal ductieler en kan het gemakkelijker worden gevormd. Bovendien verbetert hete extrusie de algehele kwaliteit van het uiteindelijke werkstuk door interne holtes te verwijderen en de materiaaldichtheid te vergroten. Het resultaat is een sterker en duurzamer onderdeel.
Hete extrusie is gunstig voor materialen die moeilijk te rekken zijn, omdat de verhoogde temperatuur het gemakkelijker maakt om ze te rekken en hun mechanische eigenschappen niet te verliezen. Bovendien maakt het het mogelijk om snel massaal details te produceren, dus deze technologie verlaagt de prijs van geproduceerde items.
Het gebruik van hete extrusie verbreedt het metaalgebruik, bespaart afval en verhoogt de productie-efficiëntie. Niettemin wordt deze methode universeel toegepast in sectoren zoals de automobiel-, lucht- en ruimtevaart-, bouw- en consumptiegoederenindustrie, die allemaal hoge, precieze en kosteneffectieve outputs eisen.
De voordelen die gepaard gaan met het proces van koude extrusie in productieprocessen
De voordelen die aan het proces verbonden zijn van koude extrusie in productieprocessen, zoals massaproductie, extrusie van complexe en dunne doorsneden, meestal met cirkels of veelhoekige dwarsdoorsneden, en controle van de afmetingen van het eindproduct, naast vele andere, schetst de kracht van de methode zelf. Koude extrusie wordt uitgevoerd met een werkstuk bij sub-rekristallisatietemperatuuromstandigheden, zodat energiekosten kunnen worden bespaard en de sterkte van het materiaal ook kan worden verhoogd. Vanwege dit alles is het mogelijk om kenmerken te bereiken die variëren van ingewikkelde ontwerpen met nauwe toleranties tot dunne wandsecties en een glad oppervlak. Het is ook de moeite waard om op te merken dat koude extrusie van metalen de output van het primaire ruwe materiaal verbetert met minder verspilling van grondstoffen dan andere extrusiemethoden. De toepassing ervan omvat de automobiel-, elektronica- en productie-industrie, naast een reeks andere waar precisie en kwaliteit van geëxtrudeerde profielen van kapitaal belang zijn. Vanwege de kosteneffectiviteit van de methode en de relatief lage tempering van de grondstoffen, bevoordeelt de koude extrusiemethode in plaats daarvan het omhullen van grote hoeveelheden materialen op een manier die niet verspillend is.
Het verschil tussen directe en indirecte extrusie begrijpen
Er zijn twee basistechnieken voor het uitvoeren van extrusie of persen: direct, wat verschillende voordelen heeft, en indirect, wat ook zijn toepassingsgebieden heeft.
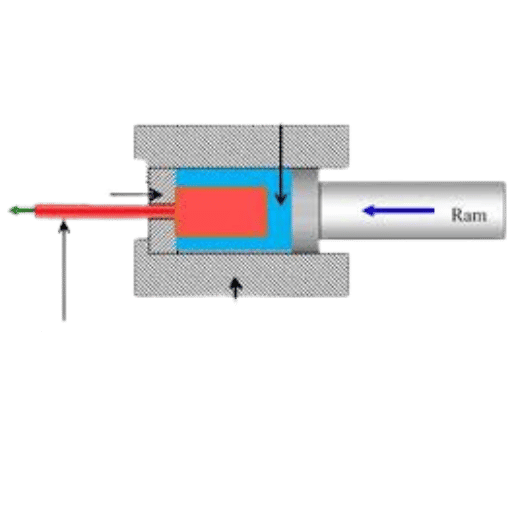
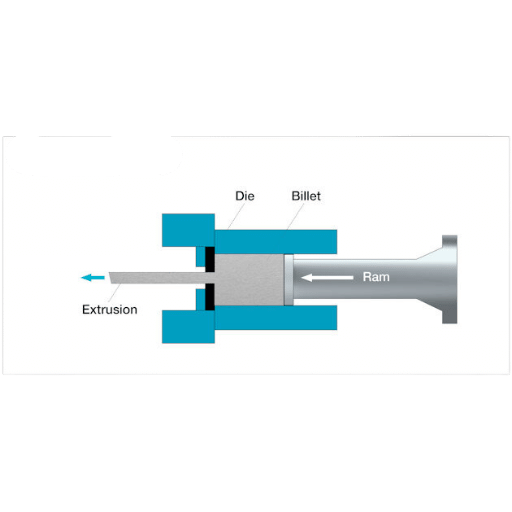
- Directe extrusie: Directe (of voorwaartse) extrusie betekent dat een grondstof of een knuppel in een container wordt gedaan, bekend als een "containermatrijs". De werkende kant van de matrijs heeft een opening. Het eindresultaat is dat de ram de beginner dwingt om materiaal door de matrijs te duwen, en dit maakt het mogelijk om het gewenste patroon te vormen. Over het algemeen wordt voorwaartse extrusie gebruikt wanneer de doorsnede regelmatig of ongecompliceerd is of wanneer het geëxtrudeerde product uniform is.
- Indirecte extrusie: Bakhsh-extrusie wordt beschouwd als het omgekeerde van directe extrusie, omdat de actie anders is. Hierbij wordt de billet stilgezet terwijl een holle ram met een negatieve vorm ernaartoe wordt bewogen. Dit resulteert erin dat de ram materiaal door de matrijs beweegt en het gewenste patroon creëert terwijl de ram draait. Indirecte extrusie wordt vaak gebruikt voor minder complexe of ingewikkelde patronen.
- Beide technieken hebben echter voordelen, en Directe en Indirecte technieken kunnen verschillende doeleinden dienen. Opgemerkt moet worden dat de eigenschappen van geëxtrudeerde materialen, hun vorm en complexiteit, en zelfs de efficiëntie van de productie de beste methode bepalen.
Het moet worden benadrukt dat de beslissing om voor directe of indirecte extrusie te gaan, wordt bepaald door factoren zoals de verwachte kenmerken van het eindproduct, de eigenschappen van de startmaterialen en de specifieke zorgen van de productie. Het is ook raadzaam om met extrusiespecialisten te praten en de vereisten van uw toepassing te overwegen. Dit kan aanzienlijk helpen bij het selecteren van de optimale aanpak voor optimale resultaten.
Waarin onderscheidt aluminium extrusie zich van andere processen?

Het metaalextrusieproces van aluminium
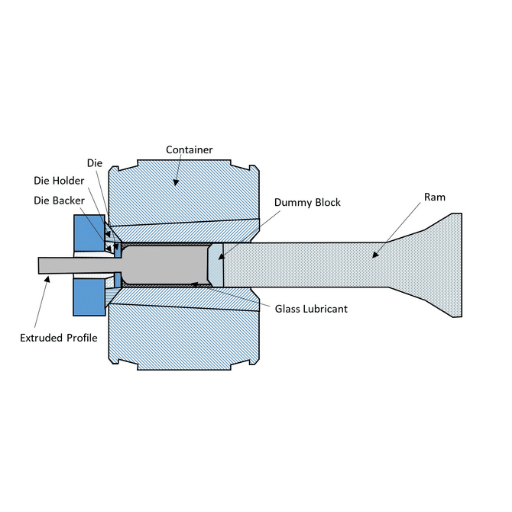
De metaalextrusiemethode, die specifiek is voor aluminiummetallurgie, omvat mechanische of hydraulische kracht om de aluminium bouten tegen de matrijs te drukken om deze de gewenste vorm te geven. Dit proces maakt gebruik van de eigenschappen van aluminium, namelijk de lage smelttemperatuur en het gemak om te vervormen, om ingewikkelde profielen met nauwkeurige metingen te maken. De eerste stap omvat het verwarmen van de aluminium bout ter voorbereiding op de matrijs in de extrusiepers waar de gevormde bout wordt gesmeed. Samengevoegde aluminium profielen kunnen worden geconditioneerd of gecoat om aan de vereiste behoeften te voldoen. Een dergelijke methode is voordelig omdat deze nauwkeurig, flexibel en goedkoop is, en daarom wordt deze veel toegepast in de bouw, automobielindustrie, lucht- en ruimtevaart en consumentenproducten.
Voordelen van het extrusie-aluminiumproces in de industrie
De toepassing van de extrusie aluminium proces in industriële processen is talrijk en veel. Er kan worden gezegd dat deze productiemethode wordt toegepast in onder andere de bouwsector, de automobielindustrie en de lucht- en ruimtevaart. Bouw: Aluminium extrusie wordt gebruikt in een breed scala aan industrieën, zoals raamkozijnen, gevels, deuren en andere dergelijke structurele elementen. Het feit dat aluminium relatief licht maar toch sterk en duurzaam is, maakt het mogelijk om mooie, strakke en energiezuinige systemen voor gebouwen te creëren.
- Automotive: In de automobielindustrie zijn aluminium extrusies cruciaal voor de productie van lichtgewicht onderdelen die het brandstofverbruik en de koolstofuitstoot verminderen. Toepassingen zijn onder meer chassisstructuren, warmtewisselaars, stoelframes en crashmanagementsystemen.
- Aerospace: Aluminium extrusie heeft potentiële toepassingen in de lucht- en ruimtevaartsector, waar ze worden gebruikt voor vliegtuigstructuren zoals vleugelstructuren en rompen, evenals voor cabine-interieurinrichtingen. De hoge sterkte-gewichtsverhouding en corrosiebestendige eigenschappen van aluminium maken het een zeer bruikbaar materiaal in de economische productie van de lucht- en ruimtevaart.
- Consumentengoederen: Aluminium extrusies worden ook gebruikt om verschillende apparaten, meubels, sportartikelen en elektronische goederen te produceren. Het is mogelijk om aluminium extrusies te produceren met zeer ingewikkelde vormen en dimensiecontrole, wat aantrekkelijk is voor klanten en fabrikanten in dit gebied.
Deze industrieën zullen enorm profiteren van ontwerpflexibiliteit, kosteneffectiviteit, corrosiebestendigheid, recyclebaarheid en het creëren van complexe vormen met nauwe toleranties door het gebruik van aluminiumextrusie. Deze voordelen en de aanpasbaarheid van aluminium maken extrusie de beste manier om tegemoet te komen aan verschillende vereisten van verschillende industrieën.
Welke variabelen bepalen de extrusieverhouding en productkwaliteit?
Extrusieverhouding en de effecten ervan op de eigenschappen van het product
Als specialist in aluminium extrusie kan ik met zekerheid zeggen dat de reductieverhouding van de doorsnede een van de belangrijkste factoren is, omdat het ook een bepalende factor is voor de eigenschappen van het eindproduct. De extrusieverhouding, die wordt berekend door het gebied van de doorsnede van het werkstuk te bepalen en te delen door dat van de opening op de matrijs, beïnvloedt de materiaalstroom, interne krachten en de holtes die aanwezig zijn in het open werkstuk.
Het verhogen van de extrusieverhouding verhoogt de mechanische eigenschappen van een element, zoals de sterkte en structurele integriteit ervan. Dergelijke resultaten komen voort uit het feit dat met een hogere extrusieverhouding het materiaal een hogere dichtheid bereikt wanneer het door de mal wordt geperst, omdat de microstructuur uniform wordt. Het verhogen van de extrusieverhoudingen maakt de bewerking nauwkeuriger met nauwere toleranties, wat op zijn beurt de uiteindelijke output een uniforme kwaliteit geeft.
Echter, bij het evalueren van welke extrusieverhouding te bepalen, moet worden opgemerkt dat een optimaal bereik moet worden gehandhaafd. Er werd opgemerkt dat een extreem hoge verhouding resulteerde in matrijsafbuiging, extrusiekrachten en grotere energievereisten. Aan de andere kant zou een extrusieverhouding die lager is dan de vereiste waarde resulteren in een gebrek aan een adequate hoeveelheid plastische vervorming, wat ongunstig is omdat het leidt tot een ruwe oppervlaktegradatie van het werkstuk en het mechanisch zwak is.
Ten slotte moet de extrusieverhouding worden aangepast aan de extrusie-eigenschappen die de fabrikant wil bereiken. Op die manier bereikt de fabrikant een nauwkeurige maatnauwkeurigheid, de juiste mechanische sterkte en, het allerbelangrijkst, productkwaliteit.
Het is duidelijk dat de snelheid invloed heeft op de resultaten die worden verkregen bij het extruderen van objecten.
Het is vastgesteld dat snelheid een van de belangrijkste factoren is bij het vervaardigen van een geëxtrudeerd object. Vanwege hun relevantie zijn hier enkele belangrijke kwesties die van belang zijn bij het bespreken van deze onderwerpen.
- Materiaalstroom en extrusiedruk: Het is ook belangrijk om het stromingsgedrag van het materiaal in de matrijs te controleren en de druk die ontstaat door het sluiten van de matrijs tijdens het extruderen. In de meeste gevallen stroomt het materiaal er sneller uit en is er meer druk nodig om het door de matrijs te persen bij hoge extrusiesnelheden.
- Warmteoverdracht en koeling: Hoe hoger de extrusiesnelheid, hoe hoger de snelheid waarmee het materiaal afkoelt nadat het de matrijs heeft verlaten. Zo'n trend is misschien niet ideaal, omdat een materiaal dat bij een lagere temperatuur is afgekoeld, een fijnere structuur in het metaalkristal bevat, wat betekent dat meerdere eigenschappen die zich op microschaal verenigen, veel sterker zouden zijn.
- Oppervlakteafwerking: Er kan dus worden geconcludeerd dat de oppervlaktevereisten van het te extruderen product ook de snelheid moeten bepalen waarmee extrusie plaatsvindt. Een lagere oppervlaktevereiste zou bijvoorbeeld een lagere snelheid vereisen, ondanks soepele extrusie.
- Grootte en toleranties van het product: Uit het bovenstaande blijkt duidelijk dat de extrusiesnelheid de nauwkeurige metingen en toleranties van de extrusieproducten kan beïnvloeden. Hogere extrusiesnelheden resulteren in een betere maatnauwkeurigheid, hogere toleranties en een verbeterde kwaliteit van het product. Het is echter noodzakelijk om naar de eisen van het specifieke product te kijken en de optimale snelheid vast te stellen om ervoor te zorgen dat de maatdetails voldoende zijn.
Een andere overweging heeft betrekking op de extrusiesnelheid en dit moet worden beschouwd in de context van andere parameters en materiaaleigenschappen. Extrusieprocessen moeten daarom volledig worden gewaardeerd en meerdere parameters moeten met name worden geoptimaliseerd om de verwachte resultaten te verkrijgen.
Zorgen voor maximale precisie van oppervlakteruwheid in geëxtrudeerde producten
Bij extrusie moeten veel factoren in overweging worden genomen om de gewenste optimale oppervlakteverbetering te bereiken, en een van deze factoren is de extrusiesnelheid; deze parameter kan de oppervlaktekwaliteit van het eindproduct bepalen. Daarom is het bereiken van een juiste extrusiesnelheid noodzakelijk om ten minste een acceptabele oppervlaktekwaliteit te garanderen.
Het is vastgesteld dat de extrusiesnelheid de mate van gladheid van het oppervlak beïnvloedt; hogere snelheden verhogen de gladheid tijdens het proces. Het is echter belangrijk om zeer hoge waarden te vermijden die oppervlaktefouten kunnen veroorzaken. Het gebruik van de juiste extrusiesnelheid bereikt het oppervlaktetextuurniveau dat klanten verwachten te ontvangen.
De extrusiesnelheid is relatief ten opzichte van andere procesomstandigheden en materiaaleigenschappen. Om de gestelde doelen te bereiken, is daarom een grondig begrip van het proces en manipulatie van de verschillende parameters die bij de verwerking betrokken zijn, vereist voor een extrusieproces.
Door de extrusiesnelheid te relateren aan de kenmerken van het specifieke product dat geproduceerd moet worden, wordt verzekerd dat de vereiste oppervlakteruwheid van de geëxtrudeerde producten wordt gehaald. Dit verbetert de algemene kwaliteit van het product om te voldoen aan de normen van de klanten en de kwaliteitsnormen van die specifieke industrie, met name voor extrudaten die met deze methode worden gemaakt.
Veelgestelde vragen (FAQ's)
V: Wat weet u over het extrusieproces en wat is de relevantie ervan voor de productie?
A: Volgens ExtruTech International is extrusie het vormen van een afdruk op een materiaal door het door een matrijs te persen. Dit proces wordt met name gebruikt bij de productie van veel plastic en aluminium goederen, waarbij het helpt bij het vormen van doorlopende structuren zoals pijpen, platen, enzovoort die in de matrijs worden gevormd.
V: Waarin onderscheidt kunststofextrusie zich van aluminiumextrusie?
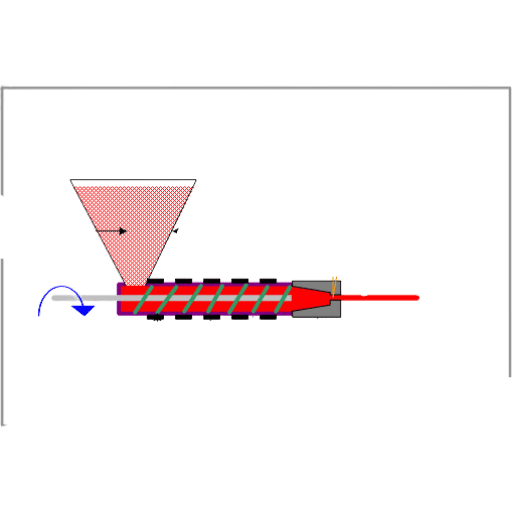
A: In tegenstelling tot aluminium extrusie, worden aluminium materialen voorverwarmd en vervolgens door een matrijs geperst om sterkere profielen te maken. In de eerste categorie, plastic extrusie, worden grondstoffen zoals pellets gesmolten en door een matrijs geperst met behulp van een extruder.
V: Welke rol speelt een extruder volgens u in het extrusieproces?
A: Een extruder is het belangrijkste onderdeel van de extrusie-apparatuur omdat het het duwen of trekken van materiaal door de matrijs mogelijk maakt. Meestal heeft het een schroefsysteem dat ondersteunt hoe materialen bewegen en worden gevormd, wat basisvereisten zijn in de aluminium- en kunststofextrusieprocessen.
V: Kunt u de werking en het gebruik van dubbelschroefsextrusie beschrijven?
A: Bij twin screw extrusion worden twee in elkaar grijpende schroeven in de extruder gebruikt om het materiaal efficiënt te mengen en te kauwen. Deze methode wordt vaak gebruikt in ingewikkelde formuleringen en in gebieden waar er een mengsel is van voedsel en farmaceutica en er behoefte is aan meer mengen en scheren.
V: Wat is hydrostatische extrusie en wat onderscheidt het van gewone extrusie?
A: Hydrostatische extrusie is, in simpele bewoordingen, een metaalvormtechniek waarbij de metalen onder druk worden gezet door de sterk onder druk staande vloeistof voordat ze door een matrijs worden geperst. Deze procedure heeft minder wrijvings- en schuifspanning dan de conventionele methode.
V: Wat zijn de voordelen van profielextrusie in de productiesector?
A: Profielextrusie wordt gebruikt wanneer massaproductie van complexe vormen met uniformiteit over de lengte vereist is, wat zeer nauwe toleranties vereist. Deze verwerkingsmethode is ideaal in industrieën die massaproductie van raamkozijnen, auto-onderdelen en dergelijke vereisen.
V: Hoe kun je warme extrusie vergelijken met andere vormen van extrusie, zoals koude en warme extrusie?
A: Het materiaal dat via warme extrusie wordt verwerkt, bevindt zich op een temperatuur tussen kamertemperatuur en het smeltpunt. Hierdoor is het materiaal flexibeler en gemakkelijker te vormen en te modelleren dan bij koude of warme verdichtingsmethoden, vooral bij metalen.
V: Op welke manier worden extrusieprincipes toegepast in 3D-printers?
A: 3D-printers verhitten eerst het thermoplastische filament, voeren het door een spuitmond en gebruiken dat vervolgens om lagen toe te voegen om een 3D-vorm te vormen. Additieve productie is geavanceerd en cruciaal geworden voor snelle en op maat gemaakte onderdelenproductie.
V: Wanneer wordt er resoluut gekozen voor spuitgieten in plaats van extrusie?
A: Deze methode wordt vaak gebruikt wanneer componenten met details en precieze geometrische vormen in kleine hoeveelheden moeten worden gemaakt. Terwijl het produceren van een reeks geëxtrudeerde items zoals pijpen of profielen kosteneffectief is, wordt spuitgieten gebruikt om een aantal verschillende componenten en onderdelen te maken.
Referentiebronnen
- Extrusie-gebaseerde additieve productie:
- Een reviewartikel van Turner et al. (2014) [(TUrner et al., 2014, blz. 192-204)] systematisch de literatuur over procesontwerp en wiskundige modellering van fused deposition modeling (FDM) en vergelijkbare extrusiegebaseerde additieve productieprocessen, die fundamentele productietechnieken zijn, beoordeeld. Belangrijke elementen van het extrusieproces, waaronder het materiaaltoevoermechanisme, de liquefier en het printmondstuk, werden beschreven. Modellen voor het schatten van motorkoppel, vermogen, warmtestroom, schuifkracht en drukval werden beoordeeld.
- Goh et al. (2020) [(Goh et al., 2020, pp. 113–133)] hebben de mechanische eigenschappen van additief vervaardigde polymere materialen beoordeeld die zijn vervaardigd met behulp van materiaalextrusie. Ze hebben gegevens over trek-, druk-, buig-, tussenlaag-, vermoeidheids- en kruipeigenschappen geconsolideerd en de effecten van printparameters op anisotropie besproken.
- Altıparmak en Erbil (2021) [(Tümer & Erbil, 2021)] hebben de chemie, eigenschappen en bereidingsmethoden van PLA-composieten die worden gebruikt als grondstoffen in extrusie-gebaseerd 3D-printen besproken. Ze hebben ook de toepassingen van PLA-composieten in verschillende vakgebieden besproken, waaronder biomedisch, weefseltechniek en slimme textiel.
- Extrusie van thermoplastische materialen:
- Lewandowski en Wilczyński (2022) [(Lewandowski & Wilczyński, 2022)] heeft de modellering van dubbelschroefsextrusie van polymere materialen beoordeeld, inclusief de globale aanpak van procesmodellering, CFD-modellering, optimalisatie en opschaling.
- Barletta et al. (2024) [(Barletta et al., 2024)] gaf een kritisch overzicht van de smeltverwerking van biologisch afbreekbaar poly(butyleensuccinaat) (PBS), waarbij de effecten van verwerkingsparameters op de materiaaleigenschappen aan bod kwamen.
- Chen en Manonukul (2023) [(Chen et al., 2023, pp. 511-536)] besprak de nieuwste ontwikkelingen op het gebied van bio-inkten en biomateriaaloplossingen voor extrusiebioprinting, met de nadruk op de synthese van bio-inkt, karakterisering en de invloed van bio-inkteigenschappen op het printproces.
- Extrusie-gebaseerde bioprinting:
- Cooke en Rosenzweig (2021) [(Cooke & Rosenzweig, 2021)] gaf een overzicht van de belangrijke reologische parameters voor bio-inkten en methoden om de printbaarheid te beoordelen, evenals het effect van de reologie van bio-inkten op de levensvatbaarheid van cellen.
- Gillispie et al. (2020) [(Gillispie et al., 2020)] heeft de maatregelen die worden gebruikt om de printbaarheid van op extrusie gebaseerde bio-inkten te beoordelen, herzien en daarbij de noodzaak van verbeterde beoordelingstechnieken en standaardisatie benadrukt.
- Malekpour en Chen (2022) [(Malekpour en Chen, 2022)] heeft de literatuur over printbaarheid en celviabiliteit bij extrusie-gebaseerd bioprinten bestudeerd, waarbij de nadruk ligt op het gebruik van experimentele, computationele en machine learning-benaderingen.
- Extrusie
- Metaal






