



Inzicht in EDM-snijden
Het elektrische ontladingsbewerkingsproces (EDM) voor snijden houdt in dat er materiaal wordt verwijderd van een werkstuk met behulp van elektrische vonken. Draadvonken gebruikt een fijne, elektrisch geladen draad Om geleidende materialen met extreme nauwkeurigheid te snijden. Omdat de draad niet in contact komt met het werkstuk, wordt de kans op mechanische spanning of vervorming geminimaliseerd. Voor het genereren van complexe vormen, prachtige details en nauwe toleranties, vindt het brede toepassing in de lucht- en ruimtevaart, de automobielindustrie en de productie van medische apparatuur.
Wat is elektrische ontladingsbewerking?
EDM maakt gebruik van elektrische ontladingen of vonken voor bewerkingsdoeleinden vanaf een geleidend werkstuk zonder fysiek contact. Het vond met name toepassing bij het bewerken van harde metalen en materialen die moeilijk te bewerken zijn met traditionele methoden. EDM creëert een intense elektrische vonk tussen de elektrode en het werkstuk, die elke hoeveelheid ontlading dooft. Deze ontlading genereert op zijn beurt voldoende warmte om een kleine hoeveelheid materiaal te verdampen of te smelten.
Belangrijkste voordelen van EDM:
- Maakt het voor fabrikanten mogelijk om complexe geometrieën te vormen met uitstekende toleranties
- Produceert gladde oppervlakteafwerkingen
- Werkt effectief met harde metalen en moeilijk te bewerken materialen
- Geen fysiek contact vermindert de mechanische belasting
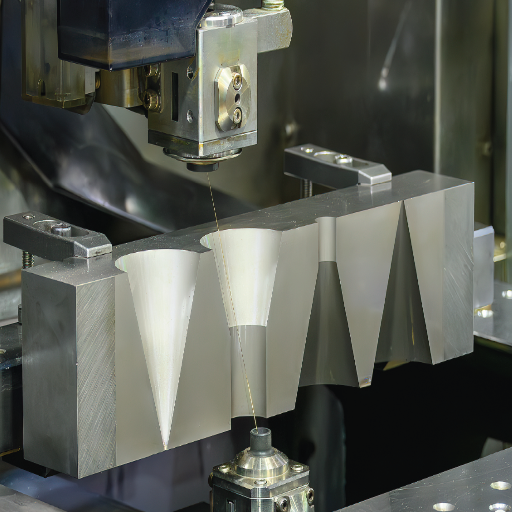
Overzicht van het draadvonkproces
Draadvonkbewerking is een precisiebewerking waarbij een dunne draad elektrisch wordt geladen om door geleidend materiaal te snijden. Het werkstuk wordt ondergedompeld in een diëlektrische vloeistof, die zowel als koelmiddel als isolator dient. Vervolgens wordt er elektrische stroom door de draad gestuurd om een reeks snelle elektrische ontladingen te veroorzaken. Deze ontladingen eroderen het materiaal langs de beoogde snijlijn, waardoor complexe en ingewikkelde vormen met opmerkelijke nauwkeurigheid kunnen worden gecreëerd.
Draadvonken is zeer geschikt voor de productie van componenten met nauwe toleranties, delicate eigenschappen en verfijnde oppervlakteafwerkingen. Geavanceerde technologieën, zoals geautomatiseerde besturingssystemen en verbeterde draadmaterialen, zijn geïntroduceerd om draadvonken verder te verbeteren, waardoor het nog sneller, nauwkeuriger en efficiënter wordt.
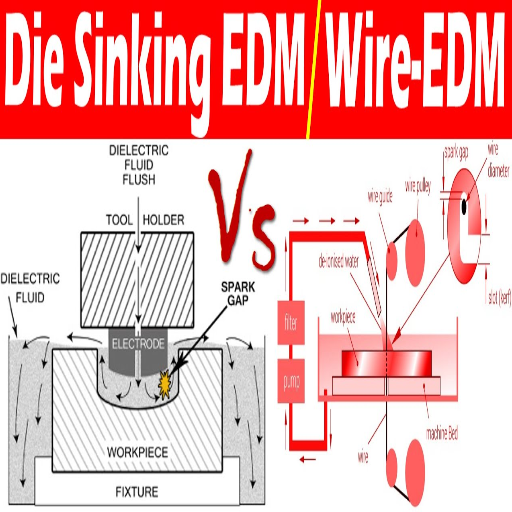
Soorten EDM: draad versus zinkvonk
De twee belangrijkste soorten EDM zijn draadvonken (met een dunne draad voor het snijden) en zinkvonken (met een elektrode voor het vormen).
| Parameter | Draad EDM | Zink EDM |
|---|---|---|
| Gereedschap | Dun draad | Gevormde elektrode |
| Materiaal | geleidende | geleidende |
| precisie | Hoge | Gemiddeld |
| Toepassing | Snijden | vorming |
| Ingewikkeldheid | Ingewikkelde sneden | Complexe holtes |
| Oppervlaktebehandeling | Smooth | Variabel |
| Kosten | Hoger | Lagere |
| Setup | Eenvoudig | Complex |
| Snelheid | langzamer | Sneller |
| Gebruik | Prototypes | Mallen/matrijzen |
Toepassingen van EDM in verschillende sectoren
Vanwege de hoge nauwkeurigheid die bereikt kan worden bij harde materialen, is EDM-snijden een populaire optie geworden in veel industrieën:
- Aerospace: Voor de vervaardiging van complexe componenten met uitstekende toleranties, waaronder turbinebladen en motoronderdelen
- Medisch: Voor zeer delicate en precieze chirurgische instrumenten en implantaten
- Gereedschap- en matrijzenbouw: EDM wordt gebruikt voor exacte mallen, matrijzen en gereedschappen voor massaproductie
- Automotive: Wordt gebruikt voor de productie van complexe onderdelen, zoals motoronderdelen en transmissiemechanismen
- Elektronica: Helpt bij het produceren van kleine onderdelen voor elektronische apparaten en connectoren
Toepassingen van draadvonken in de automobielindustrie
Draadvonken (Wire EDM) speelt een cruciale rol in de precisieproductie van auto-onderdelen, met name bij onderdelen die extreem nauwe toleranties en gedetailleerde afwerkingen vereisen. Door futuristische ontwikkelingen in de auto-industrie, zoals kleinere, lichtere en efficiëntere motoren, moeten de onderdelen zich binnen nauwe toleranties houden.
De belangrijkste toepassingen in de automobielindustrie zijn onder meer:
- Brandstofinjectoren
- Klepzittingen van de motor
- Transmissie versnellingen
- Batterijconnectoren voor elektrische en hybride voertuigen
- Lichtgewicht constructies voor energie-efficiëntie
Luchtvaarttoepassingen van EDM-snijden
Met de productie van zeer nauwkeurige componenten uit moeilijk te bewerken materialen speelt EDM-technologie een cruciale rol in de lucht- en ruimtevaartindustrie. De lucht- en ruimtevaartsector vereist nauwe toleranties, complexe geometrieën en materialen die bestand zijn tegen zware bedrijfsomstandigheden.
Kritische lucht- en ruimtevaarttoepassingen:
- Productie van turbinebladen: EDM zorgt voor de bewerking van turbinebladen met ultrafijne koelkanalen en contouren voor straalmotoren
- Gewichtsvermindering van componenten: EDM-bewerking ondersteunt gewichtsreductie door het bewerken van lichtgewicht metalen zoals superlegeringen op basis van titanium of nikkel
- Bevestigingsmiddelen voor de ruimtevaart: Zorgt voor superieure nauwkeurigheid in bevestigingsmiddelen en zorgt voor nauwkeurige pasvormen die bijdragen aan de structurele integriteit
- Bewerking van composietmaterialen: EDM-snijden wordt uitgevoerd op composietmaterialen zonder schade zoals bramen of hitte-beïnvloede zones aan te richten
- Componenten van het precisiebrandstofsysteem: Creëert microgaten en complexe geometrieën met hoge precisie voor een geoptimaliseerde brandstofstroom
Medische hulpmiddelenfabricage met EDM
Elektrische ontladingsbewerking (EDM) is een zegen gebleken voor de productie van medische apparatuur vanwege de ongeëvenaarde nauwkeurigheid en consistentie. De medische wereld stelt hoge eisen aan de veiligheidsnormen, biocompatibiliteit en nauwkeurigheid op microschaal in apparaten zoals chirurgische instrumenten, implantaten en diagnostische apparatuur.
Medische toepassingen:
- Chirurgische instrumenten met complexe geometrieën
- Biocompatibele implantaten van titanium en roestvrij staal
- Intubatie-instrumenten en micronaalden
- Componenten van diagnostische apparatuur
Beperkingen en uitdagingen van EDM-snijden

Belangrijkste beperkingen
- Materiaalbeperkingen: Het EDM-proces is beperkt tot het werken met geleidende materialen. Het kan niet werken met niet-geleidende materialen, zoals sommige keramieksoorten en kunststoffen.
- Lage snelheid voor grote sneden: Dit proces kan tijdrovend zijn bij grote of diepe sneden, wat kan leiden tot productiviteitsverlies
- Hoog energieverbruik: Een aanzienlijk elektriciteitsverbruik leidt tot hogere operationele kosten
- Overwegingen met betrekking tot oppervlakteafwerking: Fijne precisie is haalbaar, maar een onberispelijke oppervlakteafwerking van ingewikkelde kenmerken kan nabewerking vereisen
- Gereedschapsslijtage: EDM-elektroden ondergaan morfologische veranderingen tijdens het bewerken, waardoor ze vaak vervangen moeten worden
Kostenoverwegingen voor EDM-machines
Bij het investeren in een EDM-machine moet u rekening houden met verschillende kostenfactoren:
- Initiële aankoopkosten: EDM-machines variëren van $ 50,000 tot ruim $ 200,000, afhankelijk van het model, de grootte en de capaciteit
- Onderhoud en reparaties: Vervangende onderdelen, reparaties en onderhoudsschema's dragen bij aan aanzienlijke doorlopende kosten
- Energieverbruik: Continue elektrische energiebehoeften dragen bij aan hogere operationele kosten
- Elektrodekosten: Dure verbruiksmaterialen zoals grafiet of koper moeten vaak vervangen worden
- Opleiding en arbeid: Er zijn geschoolde technici nodig, wat de kosten voor personeel en opleiding verhoogt
Vergelijking van EDM-snijden met andere bewerkingsmethoden
Verwerkingstijden vergeleken met andere methoden
De verwerkingstijden bij EDM zijn over het algemeen langer dan bij traditionele methoden, zoals frezen, maar bieden een ongeëvenaarde precisie voor ingewikkelde ontwerpen en harde materialen.
| Parameter | EDM | Frezen | Malen |
|---|---|---|---|
| Snelheid | langzamer | Sneller | Gemiddeld |
| precisie | Hoge | Gemiddeld | Hoge |
| Materiaal | Hard/geleidend | Zacht hard | Hard |
| Installatie tijd | Langer | kortere | Gemiddeld |
| Kosten | Hoger | Lagere | Gemiddeld |
| Toepassing | Ingewikkelde ontwerpen | Bulkverwijdering | Oppervlak |
| Slijtage van gereedschap | Laag | Hoge | Gemiddeld |
| Oppervlaktebehandeling | Smooth | Variabel | Smooth |
| Volume | Laag | Hoge | Gemiddeld |
| Energieverbruik | Hoge | Gemiddeld | Gemiddeld |
Draadvonken versus lasersnijden
Draadvonken biedt ongeëvenaarde precisie voor geleidende materialen, terwijl lasersnijden sneller en veelzijdiger is voor een breed scala aan materialen.
| Parameter | Draad EDM | Lasersnijden |
|---|---|---|
| precisie | Ultrahoog (0.0001″) | Hoog (0.001″) |
| Snelheid | langzamer | Sneller |
| Materiaal | Geleidende metalen | Metalen, kunststoffen, hout |
| Dikte | Tot 12" | Tot 0.25" |
| Randkwaliteit | Ruwer | Smooth |
| Toepassingen | Ingewikkelde ontwerpen | Massaproductie |
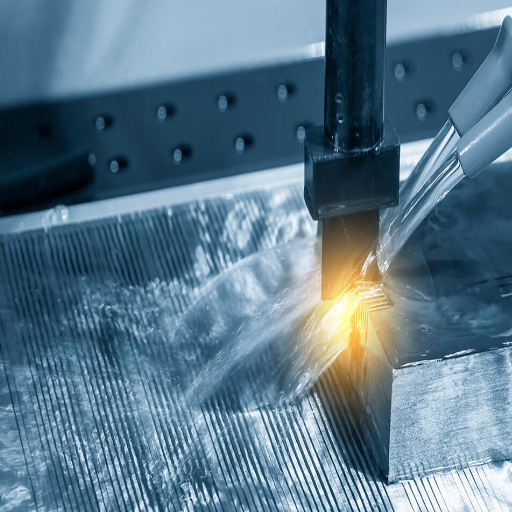
Waterstraalsnijden versus draadvonken
| Parameter | Draad EDM | Waterstraalsnijden |
|---|---|---|
| precisie | Ultrahoog (0.0001″) | Matig (0.003″) |
| Snelheid | langzamer | Sneller |
| Materiaal | Alleen geleidend | Bijna elk materiaal |
| Dikte | Tot 12" | Tot 3" |
| Hitte beïnvloed | Ja | Geen |
| Toepassingen | Ingewikkelde ontwerpen | Massaproductie |
CNC-frezen en de verschillen met EDM
CNC-frezen en vonkverspaning zijn twee verschillende productieprocessen, elk met voordelen die aansluiten op specifieke projectvereisten. CNC-frezen omvat het verwijderen van materiaal met behulp van roterende snijgereedschappen, waardoor het zeer effectief is voor snelle productie van diverse materialen, waaronder metaal, kunststof en hout.
EDM erodeert werkstukken door elektrische ontladingen en is uitstekend geschikt voor het bewerken van harde materialen, zoals wolfraamcarbide of gehard staal. EDM heeft de voorkeur wanneer er sprake is van extreem nauwe toleranties, of wanneer er ingewikkelde vormen moeten worden gesneden die niet met freesgereedschappen kunnen worden bereikt.
Laatste trends en technologische ontwikkelingen
Recente ontwikkelingen op het gebied van vonkvonken zijn gericht op precisie, efficiëntie en duurzaamheid. Belangrijke trends zijn:
Automatisering in EDM-machines
EDM-automatisering staat voorop in precisieproductieprocessen. De combinatie van robotica, geavanceerde machine learning en IoT heeft ervoor gezorgd dat EDM-systemen autonome entiteiten zijn geworden met minimale menselijke tussenkomst.
Geautomatiseerde mogelijkheden omvatten:
- Toolpath-optimalisatie
- Elektrodebeheer
- Realtime prestatiebewaking
- Predictief onderhoud
- AI-gebaseerde diagnostiek
Hybride systemen in elektrische ontladingsbewerking
Hybride EDM-systemen combineren traditionele elektrische ontladingstechnieken met moderne technologieën, waaronder CNC en adaptieve besturing. Deze systemen zijn ontworpen voor verbeterde precisie, kortere verwerkingstijd en een groter materiaalbereik.
Verbeterde energie-efficiëntie bij draadvonken
Energiebesparing in draadvonksystemen is cruciaal geworden voor duurzame productie. De nieuwste ontwikkelingen benadrukken:
- Intelligente stroomvoorzieningssystemen
- Methoden voor energieterugwinning
- Energiezuinige pulsgeneratoren
- Geoptimaliseerde snijparameters
- Verminderde rustspanning en stroomverbruik
Veelgestelde vragen (FAQ's)
Referentiebronnen
-
Studie van EDM-snijden van monokristallijn siliciumcarbide
-
Draadanalyse en -controle voor nauwkeurig EDM-snijden
-
Geavanceerde elektrische vonkbewerking (EDM)
-
Micro-schaalmeting en FEM-modellering van restspanningen in AA6082-T6 Al-legering gegenereerd door draadvonken






